CCNCS编程手册剖析
数控机床编程语言编写规范解析

数控机床编程语言编写规范解析数控机床编程语言是指用于控制数控机床运动和加工过程的指令语言。
编写规范是为了保证编程的准确性、可读性和可维护性。
本文将对数控机床编程语言编写规范进行详细解析,以帮助读者更好地理解和应用。
一、命名规范在编写数控机床编程语言时,要遵守一定的命名规范,以提高程序的可读性。
以下是常见的命名规范要求:1. 变量名采用有意义的英文名词或名词组合,避免使用无意义的缩写或单词组合。
2. 函数名采用动词+名词的组合形式,表示函数所执行的操作。
3. 定义常量时,要使用大写字母和下划线的组合形式,以增加可读性。
二、注释规范编写数控机床编程语言时,注释是不可或缺的组成部分。
合理的注释可以提高代码的可读性和可维护性,使其他开发人员更易理解代码的含义。
以下是注释规范的要求:1. 在关键代码块前添加注释,以解释代码的逻辑和功能。
2. 注释应使用清晰的语言和易于理解的句子。
3. 避免使用无意义的注释或冗长的注释。
三、格式规范编写数控机床编程语言时,良好的代码格式能提高代码的可读性,并有助于快速定位错误。
以下是常见的格式规范要求:1. 使用适当的缩进,以区分不同代码块。
2. 使用空格和换行符使代码更易读。
3. 统一代码块中的括号使用规范,避免多余的空格。
四、程序结构规范编写数控机床编程语言时,良好的程序结构能提高代码的可维护性和扩展性。
以下是常见的程序结构规范要求:1. 将程序模块化,将功能相似的代码块封装成函数或子程序。
2. 使用良好的代码逻辑,保证代码清晰易懂。
3. 将相关变量和函数定义放置在合适的位置,以便于查找和维护。
五、错误处理规范编写数控机床编程语言时,必须充分考虑异常情况的处理。
以下是错误处理规范要求:1. 针对可能发生的错误场景编写异常处理代码,以防止程序崩溃或产生无法预料的结果。
2. 合理使用错误代码和错误信息,便于定位和解决问题。
3. 记录错误日志,以便查找和分析错误原因。
总结:数控机床编程语言编写规范是为了保证编程的准确性、可读性和可维护性,本文对其进行了详细解析。
三菱cc-link培训教材

对远程AD模块站进行初始化 的要求
六、参数设置内容与参数设置
远程AD站程序
初始化请求标志
初始化开始 初始化完成标志 把D2000中值读到D1017中 用于互锁,防止偏置增益 期间错误输出
远程设备站1程序
远程设备站2程序
三、CC-Link八大的优势
CC-Link八大的优势
7)互操作性和即插即用 CC-Link提供给合作厂商描述每种 类型产品的数据配置文档。这种文档称为内存映射表,用 来定义控制信号和数据的存储单元(地址)。然后,合作 厂商按照这种映射表的规定,进行CC-Link兼容性产品的开 发工作。以模拟量I/O映射表为例,在映射表中位数据RX0 被定义为“读准备好信号”,字数据RWr0被定义为模拟量 数据。由不同的A公司和B公司生产的同样类型的产品,在 数据的配置上是完全一样的,用户根本不需要考虑在编程 和使用上A公司与B公司的不同,另外,如果用户换用同类 型的不同公司的产品,程序基本不用修改。可实现“即插 即用”连接设备
三、CC-Link2)拓扑结构有多点接入、T型分支、星型结构 3 种型号的电缆及连接器可以支持将CC-Link元件 接入任何机器和系统。
三、CC-Link八大的优势
CC-Link八大的优势
3)CC-Link使分布控制成为现实 CC-Link同样用于低价 的中间控制层网络。 所有的本地站和智能站可以访问循 环数据,如到达从站或来自从站的RX、RY、 RWr、 RWw。(但不可改变这些数据)如果使用这些循环数据 ,可以保证高速的应答和稳定的刷新时间,使中间控制 通信、中央控制系统变成现实。有些应用中要求有控制 层和元件层2种网络,这样的系统可以仅仅只用CC-Link 。由于CC-Link每个站有固定的循环数据的范围,可能使 循环数据受到限制。
cnc编程教程入门教程自学

CNC编程教程入门教程自学在制造业过程中,数控机床(CNC)是一种至关重要的技术,它能够自动化加工工件,提高生产效率和精度。
掌握CNC编程技能,不仅可以帮助工程师和操作人员更好地利用数控机床,还可以为个人提供更多的就业机会。
在本教程中,我们将介绍CNC编程的基础知识和入门教程,帮助初学者快速入门并掌握这一技能。
第一部分:介绍CNC编程什么是CNC编程?CNC编程是为数控机床编写指令,控制机床进行加工工件的过程。
CNC编程能够指导机床进行各种加工操作,如铣削、钻孔、切割等,从而实现工件的加工和制造。
通过学习CNC编程,我们可以更好地理解数控机床的工作原理和加工过程。
CNC编程的重要性在制造业领域,CNC编程是一项非常重要的技能。
掌握CNC编程技能可以帮助工程师更好地设计和优化加工工艺,提高生产效率和质量。
此外,熟练掌握CNC编程还能为个人带来更多的就业机会和发展空间。
第二部分:CNC编程基础知识常见的CNC编程语言目前,常用的CNC编程语言包括G代码和M代码。
G代码用来控制机床进行直线或曲线运动,而M代码则用来控制机床的辅助功能,如冷却、换刀等。
学习这两种编程语言是掌握CNC编程的基础。
基本的CNC编程指令在CNC编程中,我们需要了解一些基本的编程指令,如启动程序、选择刀具、设置加工速度等。
这些指令能够帮助我们正确地编写CNC程序,实现工件的准确加工。
CNC编程工具为了编写CNC程序,我们需要使用一些CNC编程工具,如编程软件和仿真工具。
编程软件可以帮助我们编写和调试CNC程序,而仿真工具可以模拟机床的加工过程,提高编程的准确性和效率。
第三部分:CNC编程入门教程学习资源推荐在学习CNC编程的过程中,我们可以借助一些优质的学习资源,如教科书、在线教程和培训课程。
这些资源可以帮助我们系统地学习CNC编程知识,提高编程水平。
实践操作指导除了理论知识外,实践操作也是学习CNC编程的关键。
我们可以通过实际操作机床和编写程序来巩固所学知识,锻炼编程技能。
ncc操作手册
ncc操作手册摘要:1.引言2.NCC 操作手册的概述3.NCC 操作手册的使用方法4.NCC 操作手册的功能模块5.NCC 操作手册的安全措施6.NCC 操作手册的维护与升级7.结论正文:1.引言CC 操作手册是一本为NCC(中性原子计算器)设备的使用者提供的参考指南。
它详细介绍了NCC 的操作方法、功能模块以及安全措施等方面的内容,旨在帮助用户更好地理解和使用这一设备。
2.NCC 操作手册的概述CC 操作手册主要包括五个部分:设备概述、操作方法、功能模块、安全措施和维护与升级。
用户可以通过阅读这些部分,了解NCC 的基本信息、操作流程以及注意事项等内容。
3.NCC 操作手册的使用方法在操作NCC 之前,用户需要详细阅读操作手册中的操作方法部分。
这部分内容主要包括NCC 的开关机步骤、基本操作以及异常处理等方面的知识。
遵循这些操作步骤,用户可以确保NCC 的正常运行,避免因操作不当导致的设备损坏。
4.NCC 操作手册的功能模块CC 操作手册的功能模块部分,详细介绍了NCC 的各项功能。
包括原子计算、数据存储、数据分析等。
用户可以根据自己的需求,了解并掌握这些功能的使用方法。
5.NCC 操作手册的安全措施为了保证NCC 的安全运行,操作手册中专门设置了一部分安全措施。
这部分内容包括安全操作规程、设备维护保养以及应急处理等方面的知识。
用户需要严格遵守这些安全规定,确保NCC 在操作过程中的安全。
6.NCC 操作手册的维护与升级CC 操作手册的维护与升级部分,介绍了设备维护的方法和升级操作的流程。
用户可以通过这些内容,了解如何对NCC 进行日常维护,以及如何进行软件升级等操作。
7.结论总的来说,NCC 操作手册是一本非常重要的参考资料。
用户在使用NCC 的过程中,应当充分利用操作手册,确保设备的正常运行和安全。
CCNCS-8400操作手册
100%
主轴倍率增加,按一下增加 5%,最大到 150%; 主轴倍率回到 100%; 主轴倍率减小,按一下减小 5%,最小到 50%; 主轴正向启动按键,绿色,右旋刀具前进方向为主轴正转; 主轴停按键,红色; 主轴反向启动按键,绿色,左旋刀具前进方向为主轴反转。
%
第 7 组: 加工程序控制按键,有 3 个按键,只在“自动方式” 、 “单段方式”和“MDI 方式”下有动作,
8
程序启动,执行已选择的加工程序, “单段方式”只执行一段程序; 保持停止,按下程序停在编程轨迹上,按“启动”键程序继续执行; 程序停止, 按下程序停止并返回到程序头, 按 “启动” 键程序重新执行。 第 8 组:
30 20 15 10 5 3 1 0 40 50 6 0 7 0 80 85 90 95 100 105 110 115 120
2
果已经进行了回原点操作,显示界面如图 4 所示。
图 3 没有回原点的数控软件界面
图 4 已回原点的数控软件界面
3
该软件有两种显示界面,上图为程序显示的界面,还有一种位置显示界面, 软件切换界面如图 5 所示,通过点击左上角的位置显示与程序显示按钮进行。图 3、图 4 是程序显示时的界面。图 6、图 7 为位置显示时的界面。
10
”一样。
正比例值,该倍率值可以由机床操作面板上的“主轴倍率增加” 、 “主轴倍率回到 100%” 、 “主轴倍率减小”按键来改变。三个显示值的关系为: 实际速度 = 编程速度 主轴倍率。 “输出功率”显示的是主轴的运行功率,可以实时监控主轴的运行状态,并 以颜色条显示主轴的运行信息。 “当前执行 G 代码”和“当前执行 M 代码”栏显示的是加工程序在执行状 态下正在执行的“G”代码和“M”代码,该显示栏在没有加工程序执行的状态 下显示内容为空白。 “刀具”栏中有两个显示内容,左边显示的是字母“T”后面跟一个数,表 示的是当前主轴上的刀具在机床刀库中的位置码,数字为“0”表示当前主轴上 无刀具。右边显示的是字母“D” 后面跟一个数,表示的是当前引用的刀具参 数在系统刀具表中的位置码,数字为“0”表示当前刀具补偿值为 0。 “工件”栏中显示的“数量”为一个加工程序被执行的次数,而“时间”显 示的是该加工程序被执行一次所用的时间。 2.5 加工程序状态和系统状态显示栏 在坐标位置以及程序显示区域和 9 个软键按钮图标之间有两行共三个文字 显示框,它的底色和“操作方式”的文字显示框不同。上面一行有两个显示框, 左边是下载给 Clipper 集成控制器的加工程序的名称和在计算机中存储的目录地 址,初始状态为显示“当前无 NC 程序下载” 。右边为执行超长加工程序时下载 到旋转缓冲区的加工程序行数, 这两个框的显示内容在后面的有关章节中详细描 述。
NCC系列说明书V1
NCC系列说明书V1NCC系列产品说明书V1.1大连理工计算机控制工程有限公司2011年3月目录1产品概述 (2)1.1产品特点 (2)1.2技术指标 (3)1.3产品外观 (3)1.4电路原理 (6)2控制功能 (6)2.1 拨码开关 (6)2.2 探丝器输入 (7)2.3 PU保护输入 (7)2.4 指示灯输出 (8)2.5 切丝器输出 (11)2.6 切丝使能控制 (8)2.7 定时器 (8)3系统功能 (9)3.1 输入防抖 (9)3.2 合股切丝 (9)3.3 通道使能 (9)3.4 模式切换 (10)4通信功能 (10)4.1 MODBUS协议 (10)4.1.1传输格式 (11)4.1.2功能码 (11)4.1.3地址映射 (13)4.2 兼容协议 (14)4.2.1读服务 (14)4.2.2写服务 (15)1产品概述1.1产品特点NCC系列以AT89C55WD为处理器,支持数字量输入,数字量输出,指示灯输出,定时器和485通信接口。
其中数字量输入有探丝器输入和一路PU保护输入,全部采用光耦隔离,可有效的抑制干扰信号;数字量输出可通过继电器控制切丝器输出;定时器可独立的接收用户设臵,在定时结束以后,响应相应的事件。
NCC 系列模块通过RS-485总线接口使用多种通讯协议与主设备相连,主设备可以是计算机,也可以是通用人机界面设备。
通讯协议以MODBUS-RTU为主,开放模块全部功能,可实现全部参数的设臵和读取,另外该模块还兼容特有的通信协议,可以直接替换旧的设备。
本产品的特点如下:1、以工业级单片机为核心,集成电路全部采用CMOS器件,产品全部经过工业级温度考核。
2、输入输出通过光耦进行隔离,具有良好的抗干扰能力。
3、隔离DC-DC变换器和隔离RS485输出,全浮空电路设计。
4、输入和电源加有完善的TVS保护电路,误加几十伏高压不会损坏,可耐受几千伏ESD火花放电。
5、电源监视电路和看门狗电路,保证恶劣环境下可靠运行。
CNC编程解说

装配线作业员.............. 15名 正式员工,三班倒,具有相关流水线装配作业员工作经验
CNC操作机长............... 2名 正式员工,三班倒,CNC关工作经验者优先 能进行设备维护。
二数控编程的方法
数控编程一般分为手工编程和自动编程两种。
1.手工编程
手工编程就是从分析零件图样、确定加工工艺过程、数值计算、编写零件加工程序单、制作控制介质到程序校验都是人工完成。它要求编程人员不仅要熟悉数控指令及编程规则,而且还要具备数控加工工艺知识和数值计算能力。对于加工形状简单、计算量小、程序段数不多的零件,采用手工编程较容易,而且经济、及时。因此,在点位加工或直线与圆弧组成的轮廓加工中,手工编程仍广泛应用。对于形状复杂的零件,特别是具有非圆曲线、列表曲线及曲面组成的零件,用手工编程就有一定困难,出错的概率增大,有时甚至无法编出程序,必须用自动编程的方法编制程序。
小结:
本章主要讲述了数控设备的产生和发展、数控机床的加工原理、数控加工特点及应用以及数控编程的基础知识。要求读者了解数控设备产生及发展的过程,数控机床的组成以及各部分的基本功能,数控机床的加工特点。掌握数控编程的主要内容及步骤,并能根据零件形状及生产周期选择合适的加工方法。
具体参照:/news/news.asp?id=6715
3.数值计算
根据零件图的几何尺寸、确定的工艺路线及设定的坐标系,计算零件粗、精加工运动的轨迹,得到刀位数据。对于形状比较简单的零件(如由直线和圆弧组成的零件)的轮廓加工,要计算出几何元素的起点、终点、圆弧的圆心、两几何元素的交点或切点的坐标值,如果数控装置无刀具补偿功能,还要计算刀具中心的运动轨迹坐标值。对于形状比较复杂的零件(如由非圆曲线、求计算出节点坐标值,这种数值计算一般要用计算机来完成。有关数值计算的内容,我们将在第3章中详细介绍。
程序设计相关概念CCVC及VC使用PPT教案

程序编辑窗口
第25页/共39页
26
2. 输入和编辑源程序
(1)新建一个源程序 ① 在VC++主窗口的主菜单栏中选择“File” ,然后 选择 “New ”
第26页/共39页
27
单击屏幕上出现的“New”对话框上 方的“Files”, 在其下 拉菜单 中选择 “C+ + Source File”项;然后在对话框右半“Location”文本 框中输 入准备 编辑的 源程序 文件的 存储路 径(假 定为 D:\cc );在其上方的File(文件)文本框中 输入准 备编辑 的源程 序文件 的名字 (输入c 1-1.c ) 。
第14页/共39页
15
C++
C++:包括了整个C(C的全部特征、属性、优点)。
支持面向对象编程(OOP) 包括过程性语言部分和类部分
过程性语言部分:与C无本质上的区别。 类部分:面向对象程序设计的主体。
第15页/共39页
16
VC
Visual C++ 6.0是编辑/运行/调试C/C++程 序的集成环境.
第11页/共39页
12
C语言
C语言是国际上广泛流行的高级语言。
系统软件、应用软件
1973年贝尔实验室的D.M.Ritchie ,设计出了C语 言,并用之改写了原来用汇编编写的UNIX。
1978年影响深远的名著《The C Programming Language》由 Brian W.Kernighan和Dennis M.Ritchie 合著,被称为标准C。
✓ 语句 ✓ C程序由若干条语句组成。 ✓每条语句用“;”作为终止符。 非法
✓ 注释 例: /*This is the main /* of example1.1*/ */ ✓ /*……*/为注释,不能嵌套。 ✓不产生编译代码。
pmc编程手册1000字
PMC编程手册1000字引言概述:编程是现代社会中不可或缺的一项技能,随着计算机技术的发展,编程语言也不断涌现。
其中,PMC(Programming Manual for rs)编程手册作为一本全面指导程序员的手册,已经成为了许多程序员的必备工具之一。
本文将介绍PMC编程手册的内容及其在程序开发中的价值。
正文内容:1. PMC编程手册的概述1.1 PMC编程手册的作用PMC编程手册是一本涵盖广泛编程知识的权威手册,作为程序员的指导工具,它提供了基本的编程概念、语法以及最佳实践。
通过PMC编程手册,程序员可以更深入地了解各种编程语言,提高自己的编程能力。
1.2 PMC编程手册的特点PMC编程手册内容丰富全面,包括但不限于语法、数据结构、算法、软件设计模式等编程相关知识。
其特点是简洁明了、易于理解,为程序员提供了方便快捷的查询与学习工具。
2. PMC编程手册的章节与内容2.1 基本语法与数据类型在PMC编程手册的基本章节中,包含了各种编程语言的基本语法和常用的数据类型。
程序员可以通过该章节了解语言的基础知识,如变量、运算符、控制流等,以及各种数据类型的特点和用途。
2.2 数据结构与算法数据结构与算法是编程中重要的基础知识。
PMC编程手册通过详细介绍各种常见的数据结构,如数组、链表、栈、队列等,以及常用的算法,如排序、查找、图算法等,帮助程序员理解和应用这些关键概念。
2.3 网络与数据库随着互联网的发展,网络编程和数据库应用成为了编程任务中重要的一部分。
PMC编程手册提供了网络编程相关的知识,如HTTP协议、socket编程等,以及数据库的基本操作和设计原则,如SQL语句、数据库模型等。
2.4 多线程与并发编程多线程与并发编程是现代计算机系统中常见的需求和挑战。
PMC 编程手册通过介绍线程、进程、锁、信号量等概念,以及并发编程的技术和注意事项,帮助程序员处理多线程编程时的各种问题与挑战。
2.5 软件工程与设计模式软件工程和设计模式是编程领域中重要的高级知识。
资料结构使用CC程式语言杨正宏编著讲解
资料结构使用CC程式语言杨正宏编著讲解资料结构使用CC程序语言是杨正宏编写的一本关于数据结构教材。
本书以C语言作为编程语言,结合了理论和实践,旨在帮助读者学习数据
结构的基础知识,掌握C语言的使用方法,并通过编写实际的CC程序来
加深对数据结构的理解。
本书首先介绍了数据结构的基本概念,包括数组、链表、栈、队列、树、图等常见的数据结构,并针对每种数据结构都提供了详细的示例和代
码实现。
每个章节都按照一定的逻辑顺序进行组织,包括数据结构的定义、操作和应用等方面的内容。
在C语言方面,本书主要介绍了与数据结构相关的C语言知识,包括
指针的使用、内存管理、数组和字符串等。
通过对这些知识点的学习,读
者将能够更好地理解和应用数据结构。
此外,本书还通过编写实际的CC程序来巩固读者对数据结构的理解。
每个章节都提供了一些实际的问题,要求读者基于所学的数据结构知识,
使用C语言编写相应的程序解决这些问题。
这些编程练习旨在帮助读者将
理论应用到实践中,并培养解决问题的能力。
总的来说,资料结构使用CC程序语言是一本结合理论和实践的数据
结构教材。
通过对C语言的介绍和实际的编程练习,读者将能够全面掌握
数据结构的相关知识,并应用到实际的问题解决中。
cc实验系统使用手册及实验指导书
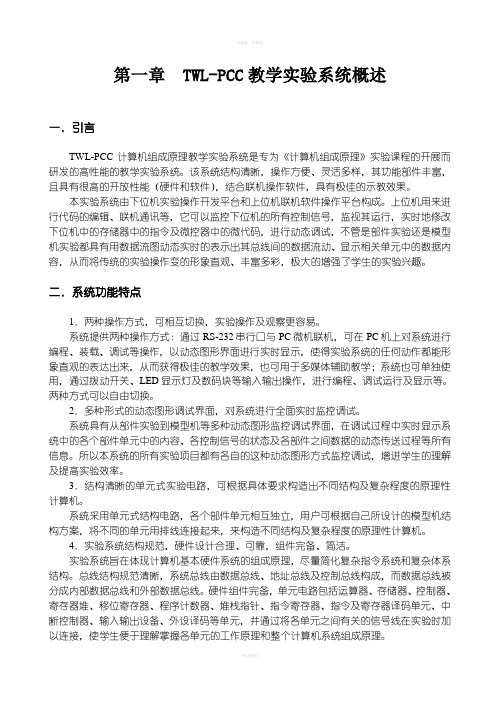
第一章TWL-PCC教学实验系统概述一.引言TWL-PCC计算机组成原理教学实验系统是专为《计算机组成原理》实验课程的开展而研发的高性能的教学实验系统。
该系统结构清晰,操作方便、灵活多样,其功能部件丰富,且具有很高的开放性能(硬件和软件),结合联机操作软件,具有极佳的示教效果。
本实验系统由下位机实验操作开发平台和上位机联机软件操作平台构成。
上位机用来进行代码的编辑、联机通讯等,它可以监控下位机的所有控制信号,监视其运行,实时地修改下位机中的存储器中的指令及微控器中的微代码,进行动态调试,不管是部件实验还是模型机实验都具有用数据流图动态实时的表示出其总线间的数据流动、显示相关单元中的数据内容,从而将传统的实验操作变的形象直观、丰富多彩,极大的增强了学生的实验兴趣。
二.系统功能特点1.两种操作方式,可相互切换,实验操作及观察更容易。
系统提供两种操作方式:通过RS-232串行口与PC微机联机,可在PC机上对系统进行编程、装载、调试等操作,以动态图形界面进行实时显示,使得实验系统的任何动作都能形象直观的表达出来,从而获得极佳的教学效果,也可用于多媒体辅助教学;系统也可单独使用,通过拨动开关、LED显示灯及数码块等输入输出操作,进行编程、调试运行及显示等。
两种方式可以自由切换。
2.多种形式的动态图形调试界面,对系统进行全面实时监控调试。
系统具有从部件实验到模型机等多种动态图形监控调试界面,在调试过程中实时显示系统中的各个部件单元中的内容、各控制信号的状态及各部件之间数据的动态传送过程等所有信息。
所以本系统的所有实验项目都有各自的这种动态图形方式监控调试,增进学生的理解及提高实验效率。
3.结构清晰的单元式实验电路,可根据具体要求构造出不同结构及复杂程度的原理性计算机。
系统采用单元式结构电路,各个部件单元相互独立,用户可根据自己所设计的模型机结构方案,将不同的单元用排线连接起来,来构造不同结构及复杂程度的原理性计算机。
资料结构使用CC程式语言杨正宏编著

資料結構使用C/C++程式語言楊正宏編著. 臺北市全華科技圖書民91[2002].957-21-3749-2平裝附光碟片新臺幣520元. E314219.AUDIO CODIN技術手冊MP3篇吳炳飛等編著臺北市全華民93[2004].957-21-4449-9 平裝新臺幣280元. E314220.工程數學理論與題庫武維疆編著.臺北市全華民93[2004].957-21-4691-2 平裝新臺幣600元. E314221.線性代數理論與題庫武維疆編著•臺北市全華2004[民93].957-21-4730-7 平裝新臺幣280元. E314222.DREAMWEAV範例教本李孟蓁編著.臺北市全華民93[2004].957-21-4566-5平裝附光碟片新臺幣114元.E314223.VISUAL C+程式設計入門與應用/書英資訊編著. 臺北市:全華科技圖書公司,2005[民94]. 9572147870平裝新臺幣380元.E314224.FOUNDATIONS OF ALGORITHMS USING JAVA PSEUDOCODE / RICHARD E. NEAPOLITAN, KUMARSS NAIMIPOUR.Sudbury, Mass. : Jo nes and Bartlett Publishers, c2004.0763721298 (hardcover) : NT$1,100.W321265.DIGITAL SIGNAL PROCESSING : SIGNALS, SYSTEMS AND FILTERS / ANDREAS ANTONIOU.New York : McGraw-Hill, c2006.0071255877 : NT$1,200.0071454241.007145425X.W321266.COMPUTER-GRAPHIC FACIAL RECONSTRUCTION / [EDITED BY] JOHN G. CLEMENT AND MURRAY K.MARKS.Burli ngton, MA : Elsevier Academic Press, c2005.0124730515 : NT$3,300.W321267.3D VIDEOCOMMUNICATION : ALGORITHMS, CONCEPTS, AND REAL-TIME SYSTEMS IN HUMAN CENTRED COMMUNICATION / EDITED BY OLIVER SCHREER, PETER KAUFF, THOMAS SIKORA. Chichester, England : Hoboken, NJ : Wiley, 2005.9780470022719 (cloth : alk. paper).047002271X (cloth : alk. paper) : NT$3,960.W321268.HANDBOOK OF IMAGE AND VIDEO PROCESSING / EDITOR, AL BOVIK.Amsterdam ; Bost on, MA : Elsevier Academic Press, c2005.0121197921 (alk. paper) : NT$3,200.W321269.MODEL, RIG, ANIMATE WITH 3DS MAX / MICHELE BOUSQUET.Berkeley : Peachpit Press, c2005.0321321782 : NT$1,320.W321270.HOW COMPUTERS WORK / RON WHITE ; ILLUSTRATED BY TIMOTHY EDWARD DOWNS.In dia napolis, I nd. : Que, 2006.0789734249 (pbk.) : NT$1,050.W321271.INSIDE 3DS MAX 7 / [LEAD AUTHOR, SEAN BONNEY].Berkeley, Calif. : New Riders, c2005.0735713871 : NT$1,870.W321272.3DS MAX 7 FUNDAMENTALS / TED BOARDMAN.Berkeley, Calif. : New Riders, c2005.0321321383 : NT$1,490.W321273.123 PIC MICROCONTROLLER EXPERIMENTS FOR THE EVIL GENIUS / MYKE PREDKO.New York : McGraw-Hill, c2005.0071451420 : NT$850.W321274.COMPUTERS : INFORMATION TECHNOLOGY IN PERSPECTIVE / LARRY LONG, NANCY LONG. Upper Saddle River, N.J. : Pearso n/Pren tice Hall, c2005.0131432354 : NT$980.0131432249.W321345.INTRODUCTION TO JAVA PROGRAMMING : COMPREHENSIVE VERSION / Y. DANIEL LIANG.Upper Saddle River, NJ : Pearson Pren tice Hall, c2005.0131857215 (international ed.) : NT$1,120.0131489526.W321346.THE C PROGRAMMING LANGUAGE / BRIAN W. KERNIGHAN, DENNIS M. RITCHIE.Upper Saddle River, NJ : Pren tice-Hall , c1988.0131193716 (In ternatio nal ed.) : NT$640.W321347.MATLAB PROGRAMMING FOR ENGINEERS / STEPHEN J. CHAPMAN.Australia ; [Pacific Grove, Calif.] : Thoms on, c2004.0534424171 : NT$980.0534408397 (pbk.):W321348.PROBLEM SOLVING IN C++ : INCLUDING BREADTH AND LABORATORIES / ANGELA B. SHIFLET, PAUL A. NAGIN ; WITH CONTRIBUTIONS FROM JOHN S. HINKEL.Belm ont, CA : Thomso n-Brooks/Cole, c2004.0534400051 : NT$1,000.W321349.JAVA PROGRAMMING WITH CORBA : ADVANCED TECHNIQUES FOR BUILDING DISTRIBUTED APLICATIONS / GERALD BROSE, ANDREAS VOGEL, KEITH DUDDY.New York : Wiley, 2001.0471376817 (paper/website) : NT$1,050.W321546.ADTS, DATA STRUCTURES, AND PROBLEM SOLVING WITH C++ / LARRY R. NYHOFF.Upper Saddle River, NJ : Pearso n/Pren tice Hall, c2005.0131409093 : NT$1,150.W321547.INTRODUCTION TO COMPUTING FOR ENGINEERS / STEVEN C. CHAPRA, RAYMOND P. CANALE. New York : McGraw-Hill, c1994.0079116094 (recycled, acid-free paper) : NT$550.W321548.COMPUTER GRAPHICS WITH OPENGL / DONALD HEARN, M. PAULINE BAKER.Upper Saddle River, NJ : Pearson Pren tice Hall, c2004.0130153907 : NT$1,150.0131202383 (Intl. ed.).W321550.OBJECTS, ABSTRACTION, DATA STRUCTURES, AND DESIGN USING JAVA, VERSION 5.0 / ELLIOT B. KOFFMAN, PAUL A.T. WOLFGANG.Hoboke n, NJ : John Wiley, 2005.0471692646 (pbk.) : NT$1,150.W321551.ADVANCED DIGITAL DESIGN WITH THE VERILOG HDL / MICHAEL D. CILETTI.Upper Saddle River, N.J. : Pren tice Hall, c2003.0130891614 : NT$1,250.W321552.COMPUTER VISION : A MODERN APPROACH / DAVID A. FORSYTH [AND] JEAN PONCE.Upper Saddle River, N.J. ; London : Prentice Hall, c2003.0130851981 : NT$1,050.W321553.MODERN INDUSTRIAL ELECTRONICS / TIMOTHY J. MALONEY.Upper Saddle River, N.J. : Pearson/Prentice-Hall, c2004.0130487414 : NT$1,180.W321554.INTRODUCTION TO ELECTRONIC CIRCUIT DESIGN / RICHARD R. SPENCER, MOHAMMED S. GHAUSI. Upper Saddle River, N.J. : Prentice Hall/Pearson Education, Inc., c2003.0130652180 (CD-ROM).020******* : NT$1,050.W321555.AN INTRODUCTION TO STATISTICAL SIGNAL PROCESSING / ROBERT M. GRAY, LEE D. DAVISSON.Cambridge, UK ; New York : Cambridge University Press, 2004.0521838606 : NT$1,400.W321556.NUMERICAL ANALYSIS / RICHARD L. BURDEN, J. DOUGLAS FAIRES.Belm ont, CA : Thomso n Brooks/Cole, c2005.0534392008 (stude nt ed. : acid-free paper).0534404995 (international student ed. : acid-free paper) : NT$1,150.W321558.DIFFERENTIAL EQUATIONS AND BOUNDARY VALUE PROBLEMS : COMPUTING AND MODELING / C. HENRY EDWARDS, DAVID E. PENNEY.Upper Saddle River, NJ : Pearson Educati on, 2004.0130652458 : NT$1,150.W321559.。
cnc编程手册(最NEW)

Modern Precision Plastics & Mould (Shenzhen) Co., Ltd.现代精密塑胶模具(深圳)有限公司CNC 编程工作手册文件编号 现代精密塑胶模具有限公司Modern Precision Plastics & Mould Co., Ltd.编制 A 2006-6-23 CNC 编程组 校对 审批 页次练海明文件版本 更新日期卫嘉颂 1/35 页标题:CNC 编程组作业流程 1、目的制订部门使组员明确本组的工作流程及加工规范2、范围适用于制模部 CNC 编程组3、职责培训新组员,使新组员尽快熟悉本组的工作流程及加工规范4、相关文件4.1 编程组作业流程文件编号 现代精密塑胶模具有限公司Modern Precision Plastics & Mould Co., Ltd.编制 A 2006-6-23 CNC 编程组 校对 审批 页次练海明文件版本 更新日期卫嘉颂 2/35 页标题:CNC 编程组作业流程制订部门编程组作业流程编程组电极编程 收到电极设 计组拆公资料 文员打单钢料编程 组长收图 审图 打印工作简图安排编程 并说明注意事项编程员网上取图放 入个人文件夹 检查图档 是否合理不 OK OK打条码锣床开料编程员网上取图检查模图加 工的合理性OK 不 OK电极设计组编程、出程序单编程、出程序单通知组长与相关 组别沟通、改进CNC 操作组文件编号现代精密塑胶模具有限公司 Modern Precision Plastic & Mould Co.,Ltd编制 A 2006-6-23 CNC 编程组 校对 审批 页次练海明文件版本 更新日期 制订部门卫嘉颂 3/35 页主题:CNC 编程加工标准1、目的使组员明确本组的工作流程及加工规范2、范围适用于制模部 CNC 编程组3、职责培训新组员,使新组员尽快熟悉本组的工作流程及加工规范4、相关文件4.1 编程组作业流程5、相关文件 6、相关记录文件编号现代精密塑胶模具有限公司 Modern Precision Plastic & Mould Co.,Ltd编制 A 2006-6-23 CNC 编程组 校对 审批 页次练海明文件版本 更新日期 制订部门卫嘉颂 4/35 页主题:CNC 编程加工标准1、目的 使本组有一个明确加工标准,让每位员工都按此标准去作业 2、作业流程 2.1 电极加工标准 2.1.1 电极开粗视工件大小留余量一般留单边 0.25mm,工件薄小的如骨位公细头数 1.2mm 以 下,单边需留 0.4mm 以上,以防骨位断裂或变形,中粗余量一般留 0.1~0.15mm,光刀 全部光准数。
★NCS系统简介

NCS系统5.9.1 NCS系统结构 --------------------------------------------------------------------------------------------------------- 1 5.9.2 技术参数--------------------------------------------------------------------------------------------------------------- 2 5.9.3 系统I/O点数 -------------------------------------------------------------------------------------------------------- 2 5.9.4 系统接地--------------------------------------------------------------------------------------------------------------- 3 5.9.5 设备接地--------------------------------------------------------------------------------------------------------------- 3 5.9.6 电源--------------------------------------------------------------------------------------------------------------------- 3 5.9.7 系统功能--------------------------------------------------------------------------------------------------------------- 41、实时数据的采集与处理 ------------------------------------------------------------------------------------------ 4A、采集信号的类型--------------------------------------------------------------------------------------------- 4(一)模拟量: -------------------------------------------------------------------------------------------------- 4(二)电度量: -------------------------------------------------------------------------------------------------- 4(三)开关量: -------------------------------------------------------------------------------------------------- 4B、采集信号的处理--------------------------------------------------------------------------------------------- 52、数据库的建立与维护 --------------------------------------------------------------------------------------------- 63、控制操作 ------------------------------------------------------------------------------------------------------------- 64、同期 ------------------------------------------------------------------------------------------------------------------- 65、防误闭锁 ------------------------------------------------------------------------------------------------------------- 66、画面生成及显示---------------------------------------------------------------------------------------------------- 77、系统报警 ------------------------------------------------------------------------------------------------------------- 78、在线计算及报表---------------------------------------------------------------------------------------------------- 7(1)在线计算-------------------------------------------------------------------------------------------------------- 7(2)报表 -------------------------------------------------------------------------------------------------------------- 7(3)输出 -------------------------------------------------------------------------------------------------------------- 89、事件顺序记录及事故追忆 --------------------------------------------------------------------------------------- 810、人—机接口 -------------------------------------------------------------------------------------------------------- 811、系统自诊断与自恢复-------------------------------------------------------------------------------------------- 812、时钟接收和时钟同步系统-------------------------------------------------------------------------------------- 813、与相关系统、设备的接口-------------------------------------------------------------------------------------- 9 5.9.8 系统配置--------------------------------------------------------------------------------------------------------------- 91、硬件设备 ------------------------------------------------------------------------------------------------------------- 92、站控层设备---------------------------------------------------------------------------------------------------------- 93、外围设备 ------------------------------------------------------------------------------------------------------------- 94、其他设备的接口---------------------------------------------------------------------------------------------------- 95、其他辅助设备----------------------------------------------------------------------------------------------------- 105.9.1 NCS系统结构福泉热电厂2×660MW升压站计算机监控系统(简称 NCS)采用分层、分布、开放式网络系统结构,由站控层、间隔层两部分组成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CCNCS-8400通用数控加工编程手册第一章坐标系定义1.1 坐标系机床中使用顺时针旋转的笛卡儿直角坐标系,坐标系中机床的运动是指刀具和工件之间的相对运动。
笛卡儿直角坐标系的定义按右手定则,如图1所示,大拇指方向为X轴的正向,食指方向为Y轴正向,中指方向为Z轴正向。
图1 笛卡儿直角坐标系中坐标方向的规定1.2 机床坐标系(MCS)机床中坐标系如何建立取决于机床的类型,它可以旋转到不同的位置。
图2 机床坐标系/坐标轴坐标系的原点定在机床零点,它也是所有坐标轴的零点位置。
该点仅作为参考点,由机床生产厂家确定。
如果要让数控系统正确地知道机床坐标系,机床开机后必须进行回原点运行。
1.3 工件坐标系(WCS)为了对工件的几何位置进行描述,编程人员可以指定一个笛卡儿坐标系,工件零点也可以由编程人员自由选择。
他无需了解机床在工作时的具体运动情况,是工件运动还是刀具运动,这在不同的坐标轴上也有可能不同,方向的确定始终以工件静止刀具运动为假定。
图3 工件坐标系1.4 实际工件坐标系在进行几何描述时,如果编程人员感到重新选择一个零点要比原来的零点(工件零点)更方便,则可以利用可编程的坐标值重置指令重新确定一个新的零点。
新零点以原工件零点为基准。
坐标值重置指令G92图4 实际工件坐标系1.5 工件装夹加工工件时工件必须夹紧在机床上并固定工件,保证工件坐标系坐标轴平行于机床坐标系坐标轴,由此在每个坐标轴上产生机床机床零点与工件零点的坐标值偏移量,该值作为可设定的零点偏移量输入到给定的数据区。
当编制好的零件加工程序(简称NC程序)运行时,此值就可以用一个编程的指令(G53 G59)选择,用G53指令就可以使工件坐标系和机床坐标系重合。
当NC程序运行时,CCNCS-8400屏幕上显示的坐标值就是最后设置的坐标系中的坐标值。
图5 工件在机车上第二章建立一个程序NC程序必须数控系统能接受的格式输入。
它必须包括机床所要求执行的功能和运动所需要的所有几何和工艺数据。
一个NC程序是由若干个以程序段号大小次序排列的程序段组成的。
每个程序段由以下几部分组成:NG X、Y、Z I、J、KRFSTM 程序段号准备功能坐标值插补参数圆弧半径进给速度主轴速度刀具号辅助功能第三章程序格式CCNCS-8400可以用公制或英制编程。
公制格式(mm):%3N4 G2 X±4.3 Y±4.3 Z±4.3 I±4.3 J±4.3 K±4.3 R±4.3 F4 S4 T2 M2英制格式(inch):%3N4 G2 X±3.4 Y±3.4 Z±3.4 I±3.4 J±3.4 K±3.4 R±3.4 F4 S4 T2 M2其中的数字表示字母后面可以跟几位数。
“±3.4”表示有关字母的后面可以跟正负数字,小数点左面最多可达4位数字,后面为三位数字。
“4”表示只能写正4位数字(没有小数点)。
第四章NC编程基本原理4.1 程序名每一个程序均有一个程序名。
程序名由%定义。
后跟3位整数0~255,共256个。
每个程序还可有一个文件名,与Windows的文件名一样。
4.2 程序结构NC程序由各个程序段组成(见下表)。
每个程序段执行一个加工步骤。
程序段由若干个字组成。
最后一个程序段包含程序结束符:M30。
4.3 字结构及地址字是组成程序段的元素,由字构成控制器的指令。
字由以下两部分组成:地址符地址符一般是一个字母。
数值数值是一个数字串,它可以带正负号和小数点。
正号可以省略不写。
以下均为程序字的例子:4.4 程序段结构功能一个程序段中含有执行一个工序所需的全部数据。
程序段由若干个字和段结束符“↵”组成。
在程序编写过程中键入“Enter”按键可以自动产生段结束符。
为增加程序的可阅读性,每个字之间可插入一个或一个以上的空格。
程序段中有很多指令时建议按如下顺序:N⋯ G⋯ X⋯ Y⋯ Z⋯ I⋯ J⋯ K⋯ R⋯ F⋯ S⋯ T⋯ M⋯以5或10为间隔选择程序段号,以便以后插入程序段时不会改变程序段号的顺序。
为节省程序存储空间,程序段号也可以不写,但有程序控制语句时要输入段号。
利用加注释的方法可在程序中对程序段进行说明,注释可作为对操作者的提示显示在屏幕上。
举例:%100N10 ;G&S公司订货号12A71N20 ;泵部件17,图纸号:123 677 N30 ;程序员:Vicar,部门:TV4N50 G17 G54 G94 F470 S6000 M03 ;从这一段开始为主程序N60 G0 G90 G100 Y100N70 G1 Z185.6N80 X120N90 X118 Y180N100 X118 Y120 ;与上一段X值一样,可省略N110 X135 Y70N120 X145 Y50N130 G0 G90 X200N140 M30 ;程序结束第五章G指令表5.1 插补功能G00:轴快速移动G00用于快速定位刀具,没有对工件进行加工。
可以在几个轴上同时执行快速移动,由此产生一线性轨迹,但这个直线轨迹可能不是很直。
数控系统数据中规定每个坐标轴快速移动速度的最大值,一个坐标轴运行时就以该速度快速移动。
如果快速移动同时在两个或两个以上轴执行,则移动速度为各轴可能的最大速度。
用G00快速移动时在地址F下编程的进给速率无效。
G00一直有效,直到被G功能组中其它的指令(G01、G02、G03)取代。
G00也可以简写为G0,G。
举例:N10 G00 X100 Y140 Z84图6 P1到P2点快速移动G01:刀具以直线从起点移动到目标位置,按地址F下编程的进给速度运行。
所有的坐标轴可以同时运行。
G01一直有效,直到被G功能组中其它的指令(G00、G02、G03)取代。
G00也可以简写为G1。
举例:N10 G00 G90 X40 Y48 Z2 S500 M03N20 G01 Z-12 F100N30 X20 Y18 Z-10N30 G0 Z100N40 X-20 Y80N50 M30图7 三个坐标轴同时运动的直线插补G02、G03:刀具以圆弧轨迹从起点移动到终点,方向由G指令确定:G02—顺时针方向/G03—逆时针方向。
在地址F下编程的进给速率决定圆弧插补速度。
圆弧可以按下述不同的方式表示:●终点坐标和圆心坐标●终点坐标和半径G02和G03一直有效,直到被G功能组中其它的指令(G00、G01)取代。
G02和G03也可以简写为G2,G3。
图8 在三个平面上圆弧插补G02/G03的方向规定只有用终点坐标和圆心坐标才能编程一个整圆!在用半径表示圆弧时,可以通过R字的符号正确地选择圆弧,因为在相同的起始点、终点、半径和相同的方向时可以有两种圆弧,如果R地址后跟的是负数,则表明圆弧段大于半圆。
而R地址后跟的是正数,则表明圆弧段小于半圆或等于半圆。
MP1: G02 X Y R-MP2: G02图9 两种可能的圆弧终点坐标和圆心坐标圆弧编程举例:N5 G90 X30 Y40N10 G02 X50 Y40 I10 J-7其中I和J指定圆心到圆弧起点在X和Y方向上的距离,如果圆弧坐标含有Z轴,则相应的位置用K指定。
请参阅图10。
终点和半径圆弧编程举例:N5 G90 X30 Y40N10 G02X50 Y40 R12.207 ;R-12.207大于半圆的圆弧图10 终点坐标和圆心坐标举例图11 终点坐标和半径举例5.2 加工条件功能代码功能描述G04 延时G05 圆角过渡G07 直角过渡G70 英制编程(inch)G71 公制编程(mm)G90 绝对值编程G91 增量值编程G94 进给率:单位/minG95 进给率:单位/revG96 恒定的刀具切削速度G97 恒定的刀具中心速度G04:通过在两个程序段之间插入一个G4程序段,可以使加工中断给定的时间,比如自由切削。
G04程序段(含地址X)只对自身程序段有效,并暂停给定的时间。
G04占一个单独的程序段。
G04也可以简写为G4。
举例:N10 G04 X2.5 ;暂停2.5秒G05:在G05情况下工作时,数控系统在上一程序段中所编程的轴的运动刚开始减速时,就开始执行下一个程序段。
换言之,机床在上一程序段到达编程的准确位置之前就开始执行下一程序段的运动。
G05一直有效,直到被G功能组中其它的指令(G07)取代。
G05也可以简写为G5。
举例:N10 G90 G01 G05 X80 F100N20 Y10图12 两种加工拐角的比较如图12所示,两个相互垂直运动的情况下,拐角将是一个圆角。
因而理论值与实际轮廓间有一个差异。
这个差异与进给速率大小有关,进给快时,这个差异就大,则圆角半径就大。
反之则小,如图中的两个带圆角的轨迹。
G07:在G07情况下工作时,数控系统一直到上一程序段到达编程的确切位置后再执行下一程序段。
这样,理论值与实际轮廓相符合。
如图12中的直角轮廓。
G07一直有效,直到被G功能组中其它的指令(G05)取代。
G07也可以简写为G7。
举例:N10 G90 G01 G07 X80 F100N20 Y10G05一个很重要的功能就是保证连续路径加工方式,在一个程序段到下一程序段转换过程中避免进给停顿,并使尽可能以相同的轨迹速度(线形过渡)转换到下一程序段。
如图13所示。
G05连续路径加工图13 G05和G07速度性能比较G70、G71:即使工件所标注的尺寸系统不同于系统设定状态的尺寸系统(英制或公制),这些尺寸仍可以直接输入到程序中,系统会完成尺寸的转换工作。
系统根据所设定的状态(初始状态为G71)把所有的几何值转换为公制尺寸或英制尺寸,刀具补偿值和可设定零点偏置值也可作为几何尺寸。
同样,进给速率F的单位分别为毫米/分或英寸/分。
本说明中所给出的例子均以基本状态为公制尺寸作为前提条件。
用G70或G71编程所有与工件直接相关的几何数据,比如:●在G00、G01、G02、G03功能下的位置数据X、Y、Z●插补参数I、J、K●圆弧半径R●置工件坐标系G54 G59●置当前坐标值G92举例:N10 G70 X10 Y30 Z40N20 G71 X19 Y24 Z200G90、G91:G90和G91指令分别对应着绝对位置数据输入和增量位置数据输入。
其中G90表示坐标系中目标点的坐标尺寸,G91表示待运行的位移量。
G90/G91适用于所有坐标值。
这两个指令不决定到达终点位置的轨迹,轨迹由G功能组中的其他G功能指令决定。
G90:绝对尺寸G91:增量尺寸图14 图纸中不同的数据尺寸在绝对位置数据输入中尺寸取决于当前坐标系(工件坐标系或机床坐标系)的零点位置。
零点偏置有以下几种情况:可编程零点偏置,置当前坐标值或没有零点偏置。