中国工具钢和硬质合金牌号及其化学成分
硬质合金牌号、性能及用途

硬质合金牌号、性能及用途硬质合金是以一种或几种难熔碳化物(碳化钨、碳化钛等)的粉末为主要成分,加入作为粘接剂的金属粉末(钴、镍等),经粉末冶金法而制得的合金。
它主要用于制造高速切削刃具和硬、韧材料切削刃具,以及制作冷作模具、量具和不受冲击、振动的高耐磨零件。
硬质合金的特点(1)硬度、耐磨性和红硬性高硬质合金常温下硬度可达86~93HRA,相当于69~81HRC。
在900~1000℃能保持高硬度,并有优良的耐磨性。
与高速工具钢相比,切削速度可高4~7倍,寿命长5~80倍,可切削硬度高达50HRC的硬质材料。
(2)强度、弹性模量高硬质合金的抗压强度高达6000MPa,弹性模量为(4~7)×105MPa,都高于高速钢。
但其抗弯强度较低,一般为1000~3000MPa。
(3)耐蚀性、抗氧化性好一般能很好地抗大气、酸、碱等腐蚀,不易氧化。
(4)线膨胀系数小工作时,形状尺寸稳定。
(5)成形制品不再加工、重磨由于硬质合金硬度高并有脆性,所以粉末冶金成形烧结后不再进行切削加工或重磨,特需再加工时,只能采用电火花、线切割、电解磨削等电加工或专门的砂轮磨削。
通常由硬质合金制成的一定规格的制品,采用钎焊、粘接或机械装夹在刀体或模具体上使用。
常用硬质合金常用硬质合金按成分和性能特点分为三类:钨钴类、钨钛钴类、钨钛钽(铌)类。
生产中应用最广泛的是钨钴类和钨钛钴类硬质合金。
(1)钨钴类硬质合金主要成分是碳化钨(WC)和钴,牌号用代号YG(“硬”、“钴”两字汉语拼音字首),后加钴含量的百分数值表示。
如YG6表示钴含量为6%的钨钴类硬质合金,碳化钨含量为94%。
(2)钨钛钴类硬质合金主要成分是碳化钨(WC)、碳化钛(TiC)及钴,牌号用代号YT(“硬”、“钛”两字汉语拼音字首),后加碳化钛含量的百分数值表示。
如YT15表示碳化钛含量15%的钨钛钴类硬质合金。
(3)钨钛钽(铌)类硬质合金这类硬质合金又称通用硬质合金或万能硬质合金,主要成分是碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)或碳化铌(NbC)和钴组成。
国内外部分硬质合金棒材性能及用途对照表
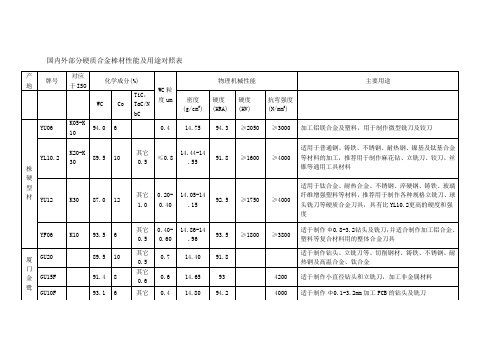
K20-K40
92.5
7.5
0.7
14.50
91.8
1710
3200
适于制作钻头、立铣刀,适用切削不锈钢、合金钢、钛合金和有色金属
德国钴岑
K40UF
K30-K40
90.0
10
14.45
1610
3600
用于制作旋转刀具,加工淬火钢零件
K44UF
K40-K50
88.0
12
0.7
14.10
1680
87.6
12
立方碳化物0.4
0.4
14.10
92.8
1730
≥4000
适于制作加工各种材料的钻头及立铣刀
TSM10
K05-K10
14.90
93.5
1850
>3300
适于制作硬质合金钻头及丝锥
TSM20
K10-K30
94.0
6
0.7
14.75
92.8
1720
>3500
适于制作钻头、立铣刀、加工铸铁、钢材、高温合金、钛合金、有色金属及非金属材料
14.55
93.7
1930
4400
专用超细合金牌号,用于高速加工,加工硬度大于HRC60度的超硬材料
日本三菱
TF15
K20
14.50
91.5
2500
适于制作钻头、立铣刀,适合加工多种材料的通用合金
Hii10
K10-K20
91
2000
日本泰珂洛
EM10
WC1um以下
14.00
91.5
3400
能承受一定程度的冲击力,适于铣削加工作业
中国工具钢和硬质合金牌号及化学成分

第一章中国工具钢和硬质合金牌号及化学成分第一节碳素工具钢(1)中国GB标准碳素工具钢的钢号与化学成分[GB/T1298-1986](表6-1-1)表6-1-1碳素工具钢的钢号与化学成分(质量分数)(%)注:1.高级优质钢(带“A”的钢号)磷、硫含量(质量分数):P≤%;S≤%。
2.钢中残余元素含量(质量分数):Cr≤%,Ni≤%,Cu≤%。
3.用作铅浴钢丝的残余元素含量(质量分数):Cr≤%,Ni≤%,Cu≤%,Cr+Ni+Cu≤%。
4.要求检验钢的淬透性时,允许添加少量合金元素。
(2)中国GB标准碳素工具钢的交货硬度与淬火硬度(表6-1-2和表6-1-3)表6-1-2碳素工具钢的交货硬度与淬火硬度注:表中硬度值及淬火工艺摘自GB/T1298-86。
表6-1-3碳素工具钢热轧钢板的交货状态与硬度①按供需双方协议,也可在其他热处理状态下交货,还可经酸洗后交货。
②表中硬度值摘自GB/T3278-1982.(3)中国碳素工具钢的性能特点与用途(表6-1-4)表6-1-4碳素工具钢的性能特点与用途第二节合金工具钢和塑料模具用钢(1)中国GB标准合金工具钢[GB/T 1299-2000]a.合金工具钢的钢号与化学成分,见表6-1-5。
6-1-5合金工具钢的钢号与化学成分(质量分数)(%)①钢中磷、硫含量(质量分数):P≤%;S≤%。
②钢中残余元素含量(质量分数):Cr≤%,Ni≤%,Cu≤%,5CrNiMo钢经供需双方同意允许V≤%。
b.合金工具钢的交货硬度与淬火硬度,见表6-1-6。
表6-1-6合金工具钢的交货硬度与淬火硬度①Cr12Mo1V1:820℃预热,1000℃(盐浴)或1010℃(炉控气氛)加热,保温10-20min空冷,200℃回火。
②Cr5Mo1V:790℃预热,940℃(盐浴)或950℃(炉控气氛)加热,保温5-15min空冷,200℃回火。
③4Cr3Mo3SiV:790℃预热,1010℃(盐浴)或1020℃(炉控气氛)加热,保温5-15min 空冷,550℃回火。
常用硬质合金的牌号

常用硬质合金的牌号硬质合金,也被称为钨钢或硬质合金钢,是一种由金属碳化物颗粒均匀分布在金属基体中形成的复合材料。
它具有高硬度、高耐磨性、高强度和良好的耐腐蚀性能,因此广泛应用于金属切削、矿石开采、石油钻探等领域。
在不同的应用场景中,常用的硬质合金牌号有以下几种。
1. YG6YG6是一种常用的硬质合金牌号,它的主要成分是钨和钴。
具有高硬度、耐磨性好、抗腐蚀性能强等优点。
YG6广泛应用于金属切削工具,如钻头、铣刀、刨刀等。
同时,它也用于石油钻头和煤矿机械的切削部件。
2. YG8YG8是另一种常见的硬质合金牌号,它也是由钨和钴组成。
相对于YG6,YG8的硬度更高,因此更适用于一些需要更高切削速度和更重切削负荷的工具。
YG8常用于制作金属铣刀、钻头和刨刀等工具。
3. YG15YG15是一种含有较高钨含量的硬质合金牌号。
它的硬度和耐磨性比YG6和YG8更高,适用于一些需要更高切削速度和更重切削负荷的工具。
YG15常用于制作金属切削工具,如钻头、铣刀和刨刀,以及用于挖掘机械和煤矿机械的切削部件。
4. YW1YW1是一种具有较高硬度和优良耐磨性能的硬质合金牌号。
它的主要成分是钨和钛碳化物。
YW1常用于制作冷模、热模和注塑模等工具。
它的耐磨性能和高温硬度使得YW1非常适用于模具行业的应用。
5. YS2TYS2T是一种钨钛碳化物基硬质合金牌号,具有较高的硬度和良好的耐磨性。
YS2T常用于金属切削工具和模具的制造,特别适用于高速切削工艺。
总结起来,常用的硬质合金牌号包括YG6、YG8、YG15、YW1和YS2T等。
这些硬质合金牌号在不同的应用领域具有广泛的应用,如金属切削、矿石开采、石油钻探和模具制造等。
根据具体的应用场景和需求,选择合适的硬质合金牌号可以提高工具的切削效率和使用寿命,从而提高生产效益。
钨钢 硬质合金 高速工具钢 合金工具钢
钨钢硬质合金合金工具钢高速工具钢钨钢含钨的钢材钨钢制品中约含钨18%钨钢属于硬质合金,又称之为钨钛合金。
硬度为维氏10K,仅次于钻石。
正因如此,钨钢的产品(常见的有钨钢手表),具有不易被磨损的特性。
常用于车床刀具、冲击钻钻头、玻璃刀刀头、瓷砖割刀之上,坚硬不怕退火,但质脆。
属于稀有金属之列。
钨钢烧结成型就是将粉末压制成坯料,再进烧结炉加热到一定温度(烧结温度),并保持一定的时间(保温时间),然后冷却下来,从而得到所需性能的钨钢材料。
硬质合金硬质合金是以高硬度难熔金属的碳化物(WC、TiC)微米级粉末为主要成分,以钴(Co)或镍(N i)、钼(Mo)为粘结剂,在真空炉或氢气还原炉中烧结而成的粉末冶金制品。
ⅣB、ⅤB、ⅥB族金属的碳化物、氮化物、硼化物等,由于硬度和熔点特别高,统称为硬质合金。
下面以碳化物为重点来说明硬质含金的结构、特征和应用。
ⅣA、ⅤA、ⅥA族金属与碳形成的金属型碳化物中,由于碳原子半径小,能填充于金属品格的空隙中并保留金属原有的晶格形式,形成间充固溶体。
在适当条件下,这类固溶体还能继续溶解它的组成元素,直到达到饱和为止。
因此,它们的组成可以在一定范围内变动(例如碳化钛的组成就在TiC0.5~TiC之间变动),化学式不符合化合价规则。
当溶解的碳含量超过某个极限时(例如碳化钛中Ti︰C=1︰1),晶格型式将发生变化,使原金属晶格转变成另一种形式的金属晶格,这时的间充固溶体叫做间充化合物。
金属型碳化物,尤其是ⅣB、ⅤB、ⅥB族金属碳化物的熔点都在3273K以上,其中碳化铪、碳化钽分别为4160K和4150K,是当前所知道的物质中熔点最高的。
大多数碳化物的硬度很大,它们的显微硬度大于1800kg•mm2(显微硬度是硬度表示方法之一,多用于硬质合金和硬质化合物,显微硬度1800kg•mm2相当于莫氏一金刚石一硬度9)。
许多碳化物高温下不易分解,抗氧化能力比其组分金属强。
碳化钛在所有碳化物中热稳定性最好,是一种非常重要的金属型碳化物。
刀具材料的种类很多,常用的材料有工具钢、硬质合金、陶瓷和超硬
刀具材料的种类很多,常用的材料有工具钢、硬质合金、陶瓷和超硬1、碳素工具钢碳素工具钢是指碳的质量分数为0.65%~1.35%的优质高碳钢。
用做刀具的牌号一般是T10A和T12A。
常温硬度60~64HRC。
当切削刃热至200~250℃时,其硬度和耐磨性就会迅速下降,从而丧失切削性能。
碳素工具钢多用于制造低速手用工具,如锉刀、手用锯条等。
2、合金工具钢为了改善碳素工具钢的性能,常在其中加入适量合金元素如锰、铬、钨、硅和钒等,从而形成了合金工具钢。
常用牌号有9SiCr、GCrl5、CrWMn等。
合金工具钢与碳素工具钢相比,其热处理后的硬度相近,而耐热性和耐磨性略高,热处理性也较好。
但与高速钢相比,合金工具钢的切削速度和使用寿命又远不如高速钢,使其应用受到很大的限制。
因此,合金工具钢一般仅用于取代碳素工具钢,作一些低速、手动刀具,如手用丝锥、手动铰刀、圆板牙、搓丝板等。
3、高速钢高速钢是一种含钨、铝、铬、钒等合金元素较多的高合金工具钢。
高速钢主要优点是具有高的硬度、强度和耐磨性,且耐热性和淬透性良好,其允许的切削速度是碳素工具钢和合金工具钢的两倍以上。
高速钢刃磨后切削刃锋利,故又称之为“锋钢”和“白钢”。
高速钢是一种综合性能好、应用范围较广的刀具材料,常用来制造结构复杂的刀具,如成形车刀、铣刀、钻头、铰刀。
拉刀、齿轮刀具等。
高速钢按其用途和性能不同,可分普通高速钢和高性能高速钢;按其化学成分不同,又可分为钨系高速钢和钨钼系高速钢。
1) 普通高速钢是指加工一般金属材料用的高速钢。
常用牌号有W18Cr4V和W6Mo5Cr4V2。
① W18Cr4V属钨系高速钢,它具有性能稳定,刃磨及热处理工艺控制方便等优点,但因钨价较高,且使用寿命短故使用较少。
② W6Mo5Cr4V2属钨钼系高速钢,它的碳化物分布均匀,抗弯强度,冲击韧度和高温塑性都比W18Cr4V好,但磨削工艺略差。
因其使用寿命长、价格低,故被广泛使用。
2) 高性能高速钢是在普通高速钢中再加入一些合金元素,以进一步提高它的耐热性、耐磨性。
(新)中国硬质合金牌号及化学成分

13.4-13.7
12.9-13.2
91.5
91
89.5
91
91.5
89.5
89.5
88
89
89.5
86
91.5
86.5
87
82
85.5
84.5
1100
1200
1450
1400
1400
1450
1500
1750
1500
1500
2300
2200
2100
2100
2200
2600
2700
-
YG10C
YG11C
属粗晶粒碳化钨合金,使用强度略高于YG15,耐磨性优于YG15
用于冲击回转凿岩机的钻头、凿岩台车用钻头;也用于一般冲击载荷下的冲压模具
YG10H
细晶粒,有较高的冲击韧度
用于难加工的金属材料,如冷硬铸铁、钛合金、耐热钢和高温合金的切削加工
YG15
使用强度和抗击韧度较高,耐磨性较上述合金低
-
-
-
-
2.6
-
3.0
2.5
-
-
-
3.8
4
-
4.8
5.5
钨钛钴类
YT5
YT14
YT15
YT05
YT30
85
78
79
余量
66
5
14
15
10-12
30
-
-
-
10-12
-
10
8
6
6-8
4
-
-
-
-
-
12.5-13.2
常用的硬质合金成分
常用的硬质合金成分常用的硬质合金成分常用的硬质合金以WC为主要成分,根据是否加入其它碳化物而分为以下几类:(1)钨钴类(WC+Co)硬质合金(YG)主要成分是碳化钨(WC)和粘结剂钴(Co)。
其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。
例如,YG8,表示平均WCo=8%,其余为碳化钨的钨钴类硬质合金。
它由WC和Co组成,具有较高的抗弯强度的韧性,导热性好,但耐热性和耐磨性较差,主要用于加工铸铁和有色金属。
细晶粒的YG类硬质合金(如YG3X、YG6X),在含钴量相同时,其硬度耐磨性比YG3、YG6高,强度和韧性稍差,适用于加工硬铸铁、奥氏体不锈钢、耐热合金、硬青铜等。
(2)钨钛钴类(WC+TiC+Co)硬质合金(YT)?主要成分是碳化钨、碳化钛(TiC)及钴。
其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。
例如,YT15,表示平均WTi=15%,其余为碳化钨和钴含量的钨钛钴类硬质合金。
由于TiC的硬度和熔点均比WC高,所以和YG相比,其硬度、耐磨性、红硬性增大,粘结温度高,抗氧化能力强,而且在高温下会生成TiO 2,可减少粘结。
但导热性能较差,抗弯强度低,所以它适用于加工钢材等韧性材料。
(3) 钨钽钴类(WC+TaC+Co)硬质合金(YA)在YG类硬质合金的基础上添加TaC(NbC),提高了常温、高温硬度与强度、抗热冲击性和耐磨性,可用于加工铸铁和不锈钢。
(4)钨钛钽钴类(WC+TiC+TaC+Co))硬质合金(YW)主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。
这类硬质合金又称通用硬质合金或万能硬质合金。
其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如YW1。
在YT类硬质合金的基础上添加TaC(NbC),提高了抗弯强度、冲击韧性、高温硬度、抗氧能力和耐磨性。
既可以加工钢,又可加工铸铁及有色金属。
因此常称为通用硬质合金(又称为万能硬质合金)。
国产常用硬质合金的牌号

国产常用硬质合金的牌号、身分及性能ID 牌号疏密程度①硬度②抗弯强度③至关的ISO牌号使用性能适用范围生产单元1 YN10 6.3 92 1.1(110) P05 为碳化钛基硬质合金,耐磨性和耐热性较高,抗振性差,烧焊及刃磨性能优于YT30 适用于碳素钢、合金钢、不锈钢、工具钢及淬硬钢的连续面精切株洲硬质合金厂2 YN05 5.9 93.3 0.95(95) P01 为碳化钛基硬质合金,耐磨性接近陶瓷,耐热性极好,抗打击及抗振性差适用于钢、淬硬钢、合金钢、不锈钢、生铁和合金生铁的高速精加工株洲硬质合金厂3 YT05(YT2) 12.5~12.9 92.5 1.2(120) P05 耐磨性高,耐热性良好,具备足够的高温硬度和韧性适用于碳素钢、合金钢和高强度钢的高速精加工和半精加工,以适用于淬硬钢及含钴较高的合金的加工株洲硬质合金厂4 YTM30(M30) 12.45 91.5 1.8(180) P25~P35 ④适用于低碳钢、中碳钢、合金结构钢、碳素工具钢、耐热钢和高强度钢的铣削,适于中速大进给铣削加工,是铣削专用牌号株洲硬质合金厂 5 YT35 12.5~12.6 91.2 2.1(210) P35 属超细晶粒合金,使用强度和抗打击性能优良,耐磨性优于YT5 适用于各类钢材,尤其是锻、铸件皮面粗车、粗铣和粗刨株洲硬质合金厂6 YTS25 12.8~13.2 91 2.0(200) P20~P40/M20~M30 耐磨性及韧性均较好,有较高的抗打击和抗振性能适于碳素钢、铸钢、高锰钢、高强度钢及合金钢的粗车、铣削和刨削株洲硬质合金厂7 YW3 12.7~13.3 92 1.4(140) M10,M20 耐磨性及耐热性很高,抗打击和抗振性能中常,韧性较好适于耐加热后黏合金钢、高强度钢、低合金超高强度钢的精加工和半精加工,亦可在打击小的环境下粗加工株洲硬质合金厂8 YW4 12.1~12.5 92 1.3(130) P10/M10 具备极好的耐高温性能和抗粘结性,通用性良好适于碳素钢、除镍基以外的大多数合金钢、调质钢,特别适于耐热不锈钢的精加工株洲硬质合金厂9 YS2(YG10H,YG10HT) 14.4~14.6 91.5 2.2(220) K30 属超细晶粒合金,耐磨性较好,抗打击和抗振性好用于加工钴基、镍基高温合金、钛合金、耐热不锈钢、耐加热后黏合金堆焊层,适于低速粗车和铣削加工,作切断刀及丝锥尤佳,也可用于钻孔、镗孔、滚齿等株洲硬质合金厂10 YGRM(6J) 15.0 92 1.8(180) K10,M10 属超细晶粒合,耐磨性优良、抗打击和抗振性能好、抗粘结能力强适于精车、半精车钛合金、耐加热后黏合金,也可用于上面所说的材料的铣削,加工各类生铁尤其是铣冷硬生铁及高强度钢,也用于堆焊、喷焊材料的粗车、铣削株洲硬质合金厂11 YM051(YH1) 14.2~14.4 92.5 1.65(165) K10 属超细晶粒合金、耐磨性高,耐热性好,韧性好,通用性强适合钛基、铁镍基和镍基耐加热后黏合金粗、精加工;淬硬钢,特殊耐热不锈钢的精加工和半精加工;高锰钢的粗、精加工;冷硬生铁的加工及非金属铸石、陶瓷、花岗石的加工;镍铬硼硅喷涂层、硅钢片、铝合金和高硅铝粉冶炼金属加工株洲硬质合金厂12 YH2 13.9~14.1 92.5 1.6(160) K05 属超细晶粒合金,耐磨性高,耐热性高,通用性好适合特种耐热不锈钢的粗、精加工;高强度钢的精加工;高锰钢的粗、精加工;淬硬钢的精与半精加工;冷硬生铁粗、精加工;亦适于铁基耐加热后黏合金精加工和半精加工;加工玻璃成品株洲硬质合金厂13 YM053(YH3) 13.9~14.2 92.5 1.6(160) K05 属超细晶粒合金,耐磨性优良,耐热性好适合高镍冷硬生铁、球墨冷硬生铁、白口铁的粗、精加工,镍基碳化钨喷焊层的精加工,亦适于一般生铁的粗、精加工株洲硬质合金厂14 YC09(9#) 14.8~15.0 94 1.4(140) K01 属超细晶粒合金,有高的硬度和耐磨性,良好的耐热性及导热性,抗范性变形能力强专用于各种镍基、钴基、铁基及含碳化钨自熔性喷涂合金材料的车、铣、刨加工株洲硬质合金厂15 YD10 14.7~15.0 92 1.6(160) K10 属超细晶粒合金,有高的韧性和耐磨性适合钟表、仪表等工业作各种小模数齿轮滚刀、铣刀、所有成形刀具和不佣人力机床用的各类刀具,最适于切削易切钢及有色金属株洲硬质合金厂16 B60 12.5 92 1.5(150) K01 属超细晶粒合金石油管罗纹用梳刀株洲硬质合金厂17 YG8W(W4) 14.7 92 2.0(200) K25 耐磨性及容许的切削速度较YG8高,抗打击和抗振性能良好适合加工耐加热后黏合金、钛合金及耐热不锈钢,可粗车及断续切削株洲硬质合金厂18 YT715 11.0~12.0 91.5 1.2(120) P10~P20 耐热性、耐磨性好、容许较高的切削速度用于高强合金钢的精加工和半精加工和罗纹加工自贡硬质合金厂19 YT707 11.8~12.5 92 1.45(145) P10/M10 耐热性和耐磨性好有较好的综合性能适用于高强合金钢、高速钢、弹簧钢的精加工和半精加工,适于加工罗纹。
硬质合金钢牌号
硬质合金钢牌号硬质合金钢牌号是指一种具有高硬度、高耐磨性和高强度的钢材。
它是由钢材和硬质合金粉末通过高温烧结而成的复合材料。
硬质合金钢牌号通常由数字和字母组合而成,每个牌号代表着不同的化学成分和性能特点。
下面是一些常见的硬质合金钢牌号:1. YG6:这是一种常用的硬质合金钢牌号,它由94%钨碳化物和6%钴粉末组成。
它具有高硬度、高耐磨性和良好的韧性,广泛应用于切削工具、矿山工具和机械零件等领域。
2. YG8:这是另一种常见的硬质合金钢牌号,它由92%钨碳化物和8%钴粉末组成。
与YG6相比,它的硬度稍高,耐磨性更好。
它适用于制造切削工具、矿山工具和冲压模具等。
3. YG10X:这是一种高硬度的硬质合金钢牌号,它由90%钨碳化物和10%钴粉末组成。
它具有极高的硬度和耐磨性,适用于制造切削工具、矿山工具和冲压模具等。
4. YG15:这是一种超硬的硬质合金钢牌号,它由85%钨碳化物和15%钴粉末组成。
它具有极高的硬度和耐磨性,适用于制造切削工具、矿山工具和冲压模具等。
5. YW1:这是一种高速切削硬质合金钢牌号,它由93%钨碳化物和7%钴粉末组成。
它具有较高的硬度和耐磨性,适用于制造高速切削工具和刀具等。
6. YW2:这是另一种高速切削硬质合金钢牌号,它由91%钨碳化物和9%钴粉末组成。
与YW1相比,它的硬度稍低,但耐磨性更好。
它适用于制造高速切削工具和刀具等。
除了上述常见的硬质合金钢牌号外,还有许多其他牌号,如YG3、YG11、YG20等。
每个牌号都有其特定的化学成分和性能特点,可以根据具体应用场景选择适合的牌号。
总之,硬质合金钢牌号是一种重要的材料标识,它能够帮助人们选择适合的材料来满足不同领域的需求。
在实际应用中,我们需要根据具体情况选择合适的硬质合金钢牌号,以确保材料具有良好的性能和可靠性。
常用的硬质合金成分

因而,YG3则适于精加工;反之YG15能承受较大的冲击载荷,适用于粗加工。 YG6 94.0 - - 6 适于铸铁、有色金属及其合金、非金属材料连续切削时的粗车,间断切削时的半精车、精车 YG8C 92.0 - - 8 适于冲击回转凿岩机凿坚硬岩石,含坚硬夹石的切煤机齿、油井钻头、钻进坚硬岩石的冲击式钻头、冲压模具、刨刀和插刀等 YG15 85 - - 15 适于冲击回转凿岩机凿坚硬、极坚硬岩石,在较大应力下工作的穿孔及冲压工具 钨钛类合金 YT5 85 5 - 10 适于碳钢、合金钢、锻件、冲压件、铸件的表皮加工,不平整断面、间断切削时的粗车、粗刨、半精刨。粗铣、钻孔等 加人碳化钛,提高了硬度和耐热性。
含碳化钛越多,钴越少,则合金的硬度、耐磨性和耐热性越好,而抗弯强度就越差。因此YT30用于精加工,而YT15适用于粗加工。 YT15 79 15 - 6 适于碳钢。合金钢连续切削时半精车、精车,间断切削时小断面精车,连续面半精铣、精铣、孔精扩、粗扩等 YT30 66 30 - 4 适于碳钢、合金钢精加工,如小断面精车、精镗、精扩等 通用合金 YW1 84~85 6 3~4 6 适于耐热钢、高锰钢、不锈钢等难加工钢材的精加工,及一般钢材、普通铸铁、有色金属的精加工 加人碳化钽,显著提高了合金的硬度、耐磨性、耐热性及抗氧化的能力。 可铸铁、耐热钢、高锰钢、高级合金钢等难加工的材料和有色金属。 YW2 82~83 6 3~4 8 适于耐热钢、高锰钢、不锈钢、高级合金钢等难加工钢材的半精加工,及一般钢材、普通铸铁、有色金属的半精加工 (5)钢结硬质合金
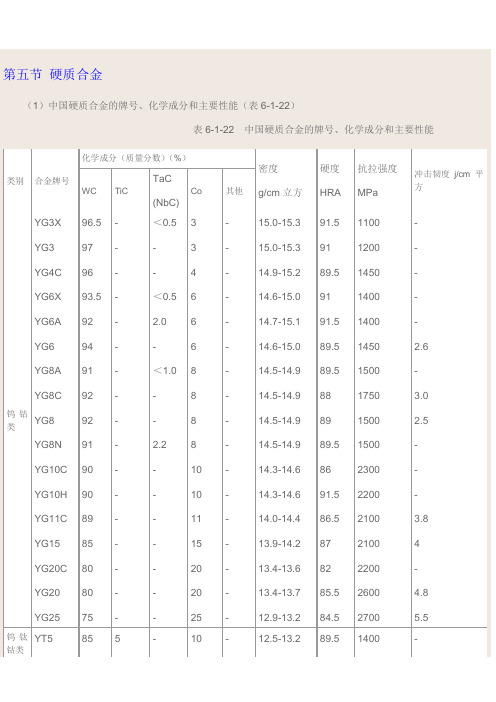
常用硬质合金的牌号、成分、性能与应用(见下表) 类别 牌号 化学成分 W/% 性能 适用范围 WC TiC TaC Co 钨钴类合金 YG3X 96.5 - <0.5 3 适于铸铁、有色金属及其合金的精镗、精车等,亦可用于合金钢、淬火钢及钨、钼材料的精加工 ?
第六章 中外工具钢和硬质合金牌号对照

第六章中外工具钢和硬质合金牌号对照第一节碳素工具钢钢号近似对照(1)中国与亚太各国(地区)以及国际标准的碳素工具钢钢号近似对照(表6-6-1)表6-6-1 中国与亚太各国(地区)以及国际标准的碳素工具钢钢号近似对照No.中国GB中国台湾CNS日本JIS韩国KS美国国际标准化组织ISO ASTM UNS1T7SK7SK7STC7——TC702T8SK5SK6 SK5SK6STC5STC6W1A-8T72301TC803T8Mn SK5SK5STC5———4T9———W1A-81/2T72301TC905T10SK3SK4 SK3SK4STC3STC4W1A-91/2T72301TC1056T11SK3SK3STC3W1A-101/2T72301~TC105 7T12SK2SK2STC2W1A-111/2T72301TC1208T13SK31SK31STC1——TC140 9T7A——————10T8A————T72301—11T10A————T72301—12T12A————T72301—13T13A——————(2)中国与欧洲诸国的碳素工具钢钢号近似对照(表6-6-2)表6-6-2 中国与欧洲诸国的碳素工具钢钢号近似对照No.中国GB德国法国NF俄罗斯ΓOCT瑞典SS英国BS DIN W-Nr.1T7C70W2 1.1620(C70E2U)y7—2T8C80W2 1.1625(C80E2U)y8—3T8Mn C85WS 1.1830—y8Γ——4T9——C90E2U y9——5T10C105W2 1.1645(C105E2U)y106T11C110W2 1.1645~C105E2U y11——7T12C125W2 1.1663C120E3U y128T13C13W2 1.1673~C140E3U y13——9T7A C70W1 1.1520C70E2U y13——10T8A C80W1 1.1525C80E2U y8A——11T10A C105W1 1.1545C105E2U y10A—12T12A C110W1 1.1550—y12A—13T13A C125W1 1.1560—y13A——第二节合金工具钢钢号近似对照(1)中国与亚太各国(地区)以及国际标准的合金工具钢钢号近似对照(表6-6-3)表6-6-3 中国与亚太各国(地区)以及国际标准的合金工具钢钢号近似对照No.中国GB 中国台湾CNS日本JIS韩国KS美国国际标准化组织ISOASTM UNS19SiCr——————28MnSi——————3Cr06SKS8SKS8STS8———4Cr2SUJ2SUJ2—L3T61203100Cr2 59Cr2——————6W~SKS21~SKS21~STS21F1T60601—74CrW2Si~SKS41~SKS41~STS41———85CrW2Si———S1T41901~45WCrV2 96CrW2Si—————~60WCrV2 10Cr12SKD1SKD1STD1D3T30403210Cr12 11Cr12MoV SKD11SKD11STD11———12Cr12Mo1V1———D2T30402160CrMoV12 13Cr5Mo1V SKD12SKD12STD12A2T30102100CrMoV 149Mn2V———02T3150290MnWCr115CrWMn SKS31SKS31STS31——105WCr1 169CrWMn SKS3SKS3STS301T3150195MnWCr1 175CrMnMo——————185CrNiMo SKT4SKT4STT4L6T6120655NiCrMoV2 193Cr2W8V SKD5SKD5STD5H21T2082130WCrV9 208Cr3——————214Cr3Mo3SiV———H10T20810—224Cr5MoSiV SKD6SKD6STD6H11T2081135CrMoV5 234Cr5MoSiV1SKD61SKD61STD61H13T2081340CrMoMoV5 244Cr5W2VSi——————253Cr2Mo———P20T5162035CrMo2 26——————210CrW12 27—SKD4SKD4STD4——30WCrV5 28—SKD62SKD62TD62H12T20812—(2)中国与欧洲诸国的合金工具钢钢号近似对照(表6-6-4)表6-6-4 中国与欧洲诸国的合金工具钢钢号近似对照19SiCr90CrSi5 1.2108—9XC2092—28MnSi~C75W 1.1750———BW1A3Cr06140Cr3 1.2008130Cr3X05——4Cr2100Cr6 1.2067Y100C6X—BL 1 BL3 59Cr290Cr3 1.2056—9X1—BL36W120W4 1.2414—B12705BF174CrW2Si———4XH2C——85CrW2Si~45WCrV7 1.2542~45WCrV85XB2C~2710BS196CrW2Si~60WCrV7 1.2550(~55WC20)6XH2C——10Cr12X210Cr12 1.2080X200Cr12X12—BD311Cr12MoV X165CrMoV12 1.2601—X12M2310—12Cr12Mo1V1X155CrMoV12-1 1.2379X160CrMoV12——BD213Cr5Mo1V X100CrMoV5-1 1.2363X100CrMoV5—2260BA2149Mn2V90MnCrV8 1.284290MnV8——BO215CrWMn105WCr6 1.2419105WCr5XFΓ——169CrWMn100MnCrW4 1.251090MnWCrV59XBΓ2140BO1 175CrMnMo~40CrMnMo7 1.2311—5XΓM——185CrNiMo55NiCrMoV6 1.271355NiCrMoV75XHM~2550BH224/5 193Cr2W8V X30WCrV9-3 1.2581X30WCrV93X2B8Φ2730BH21208Cr3———8X3——214Cr3Mo3SiV~X32CrMoV3-3 1.136532CrMoV12-283X3M3Φ—BH10 224Cr5MoSiV X38CrMoV5-1 1.2343X38CrMoV54X5MΦC—BH11 234Cr5MoSiV1X40CrMoV5-1 1.2344X40CrMoV54X5NΦ1C—BH13第三节高速工具钢钢号近似对照(1)中国与亚太各国(地区)以及国际标准的高速工具钢钢号近似对照(表6-6-5)。
硬质合金和钢结硬质合金资料大全

的硬度随碳化物含量的增加几乎呈直线上升。硬度的高低还与碳化物颗粒大小、分布情况有
关。当碳化钨颗粒细小,分布均匀时,硬度就较高。硬度的高低也还与温度有关,随温度的
上升,硬度值有所下降,但绝对数值仍然很大。这种硬质合金加热到 800℃时,仍然具有较
高的热硬性和耐磨性,比高速钢高 15~20倍,但冲击韧性很差,只有一般钢材的 1/10,且
钨钴系硬质合金应用于不同场合,其强化途径不尽相同,如特别适合于制作在强烈冲击 负荷下工作的冷挤压模。以往多采用细晶粒合金,而近年来国外采用粗晶粒合金已逐渐增多。 如前苏联硬质合金研究所研制了一系列 6~8微米的粗晶粒合金,牌号为 BK10KC、BK20K、 BK20KC,均属钨钴类合金,用于制作沉重负荷下工作的冷挤模,效果显著。例如用 BK20K 作模具冲制 M12—M20螺栓,模具耐用度比通常 BK20合金高 8~10倍。这种特粗晶粒合金的 强度虽低些,但由于有很好的塑性变形能力和较高的冲击韧性,因此具有高的耐疲劳强度, 适于在循环载荷下应用,如用 BK20KC作冷镦模,激制 3/8″和 1/2″钢球时,寿命为 BK20 合金的 2倍多。国内近年来研制成功的 YG20C粗颗粒硬质合金,已在冷挤压模上应用获得成 效。
钴 YG8 92
6 88.5 6 91 8 89
Hale Waihona Puke 1500 1350 1500
14.6~15.0 14.6~15.0
5
(6~6.1)×10 14.4~14.8
YG8C 92
8 88
1750
14.4~14.8
类 YG11C 89
11 87
2000
(5.8~5.9)
×105
14.0~14.4
YG15 85
中国硬质合金牌号及化学成分(新)
YT14
与YT5相比,其耐磨性提高,但使用强度、抗冲击和抗振性稍差
用于碳钢和合金钢连续面的粗加工,铸孔的扩钻和粗扩,间断切削时的精车与半精车
YT15
与YT14相比,其耐磨性提高,但抗冲击性能较差
用于碳钢和合金钢连续切削时的精车与牛精车,连续面的精镜和半精铣,孔的精扩和粗扩
YG6
YG8A
YG8C
YG8
YG8N
YG10C
YG10H
YG11C
YG15
YG20C
YG20
YG25
96.5
97
96
93.5
92
94
91
92
92
91
90
90
89
85
80
80
75
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
<0.5
-
-
<0.5
2.0
-
<1.0
-
-
2.2
-
-
-
-
-
-
-
3
3
4
6
6
6
8
8
8
8
10
10
11
用作非铁金属及其合金、高温合金、不锈钢等加工等用的多刃刀具,如麻花钻头、铣刀、滚刀、丝锥、扩孔钻等
GT35
有较高的硬度和耐磨性,但不耐高温和腐蚀
用作冷镦、冷挤、冷冲、冷拉等模具,镗杆、轧辊、液压工具及卡具、量具、机器耐磨零件等
硬质合金牌号按用途分为
硬质合金牌号按用途分为硬质合金是一种用于切削、磨损和耐腐蚀的材料,由钨、钴、钼、铬等金属和碳化物、氮化物等非金属组成。
在不同的应用领域,硬质合金采取了不同的牌号分类,下面将详细介绍。
1. 刀具用硬质合金刀具用硬质合金是硬质合金的主要应用领域之一,牌号也最为常见。
刀具用硬质合金的牌号通常以K开头,如K10、K20、K30等。
其中数字代表了钨钴比例的百分数,K10表示钨占比10%,K20表示钨占比20%,K30表示钨占比30%。
钨钴比例决定了硬质合金的硬度、韧性和耐磨性,因此在选择刀具用硬质合金时需要根据不同加工材料和加工方式选择不同的K值。
2. 矿钢用硬质合金矿钢用硬质合金主要用于矿山和采石场的工具和设备,如凿岩钻头、矿用锯片、切割工具等。
矿钢用硬质合金的牌号通常以Y开头,如YG6、YG8、YG11等。
其中YG表示硬质合金的用途为矿钢,数字代表了碳化钨颗粒的平均粒径,YG6表示碳化钨粒径为6微米,YG8表示碳化钨粒径为8微米,YG11表示碳化钨粒径为11微米。
碳化钨粒径越小,硬质合金的硬度和耐磨性就越好。
3. 焊条用硬质合金焊条用硬质合金用于高温、高压、高速下的耐磨、耐腐蚀和耐冲击的表面修复和保护。
焊条用硬质合金牌号通常以Z开头,如ZT40、ZS10、ZH10等。
其中Z 表示硬质合金的用途为焊条,T表示钨占比较高,S表示钼占比较高,H表示铬占比较高。
不同的元素组成决定了焊条用硬质合金的抗氧化性、耐磨性和耐腐蚀性能。
4. 石油用硬质合金石油用硬质合金主要用于石油钻头、石油钻头嘴等装备。
石油用硬质合金的牌号通常以P开头,如P10、P30、P40等。
其中P表示硬质合金的用途为石油,数字代表了钴占比的百分数,P10表示钴占比10%,P30表示钴占比30%,P40表示钴占比40%。
钴占比决定了硬质合金的硬度、韧性和耐腐蚀性能,因此在选择石油用硬质合金时需要根据不同钻井环境和钻井深度选择不同的P值。
5. 金属切削用硬质合金金属切削用硬质合金主要用于高速车削、铣削、钻孔、螺纹加工等。
第二章 国际标准化组织(ISO)工具钢与硬度合金牌号及化学成分

第二章国际标准化组织(ISO)工具钢与硬度合金牌号及化学成分第一节工具钢ISO 4957-1999 工具钢热轧、锻制、冷拉或冷轧非合金冷作工具钢、合金冷作工具钢、合金热作工具钢、高速工具钢产品按照6-2-2和表6-2-1规定的表面和热处理状态之一交货。
按照本国际标准的产品可用粉末冶金方法生产。
非合金或合金冷作工具钢适用于表面温度一般低于200℃的用途。
合金热作工具钢适用于表面温度一般高于200℃的用途。
高速工具钢主要用于机加工和成形工艺,因为其化学成分,在约600℃时具有最高的高温硬度和抗回火性能。
钢和产品的生产工艺,按规定由供方选择。
当有特殊要求时,应将所使用的炼钢工艺通知需方。
1)尺寸、形状及其允许偏差产品的尺寸、形状及其允许偏差应符合供需双方协议。
协议应尽可能采用相应的国际标准,或适用的国家标准。
对于轧制圆钢和扁钢,本标准所规定产品的尺寸和偏差为ISO 1035/1《热轧棒材-第1部分:圆钢的尺寸》、ISO 1035/3《热轧棒材-第3部分:扁钢的尺寸》、ISO1035/4《热轧棒材-第4部分:偏差》。
经协议,可以是全正偏差,或与相等的正负偏差不同的偏差。
2)交货状态产品的热处理状态和表面状态应符合订货时的协议。
3)化学成分和力学性能①表6-2-1规定了交货时通常的热处理状态与按照表6-2-2到表6-2-9(化学成分、硬度)要求的组合。
②非合金冷作工具钢的淬透深度见表6-2-2的注4。
4)表面质量①所有的产品应具有良好的加工、清洁,应无对其加工或用途有害的表面缺陷。
②研磨、抛光或机加工的产品应无表面缺陷和表面脱碳。
③热轧、锻制、冷拉或粗机加工的产品订货时应留有足够的加工余量,以便用机加工或研磨的方法从全部表面清除如下允许缺陷:a.表面脱碳b.表面缺陷。
只要无工具钢机加工余量的国际标准,则应在订货时协议。
表6-2-1 交货热处理状态和按照表6-2-2到表6-2-9要求的组合12341交符号1)适用要求热处理状态4.1非合金冷作工具钢4.2合金冷作工具钢4.3热作工具钢4.4高速工具钢2非热处理+U化学成分,按照表7.10-2和表7.10-3硬度,按照表7.10-2-3)化学成分,按照表7.10-4和表7.10-5硬度,按照表7.10-4-3)化学成分,按照表7.10-6和表7.10-7硬度,按照表7.10-6-3)化学成分,按照表7.10-8和表79硬度,按照表7.10-8-3)3退火2)+A2)+A3)+A3)+A3)+A3)4退火和冷拉退火和冷轧4)+A+C+A+CR4)+A和表7.10-23的注2+A和表7.10-4的注3)+A和表7.10-6的注3)+A和表7.10-83)的注4)5火和回火5)+QT5)-6)6)-注:1)在订货时没有现定热处理状态的情况下。
国产常用硬质合金的牌号、成分及性能

合金,耐磨性很
-
92.5 0.9(90) P01 好,允许速度较高
为加入TaC的YT类
合金,耐磨性好,
耐热性好,强度大
-
92 1.1(110) P10/M10 于YT30
耐磨性、耐热性
和强度高,抗振性
-
92 1.7(170) P20/M20 强
有优良的抗振性
和耐磨性,耐热性
-
89.5 1.9(190) P20~P30 、强度也较高
株洲硬质 合金厂
适用于低碳钢、中 碳钢、合金结构钢 、碳素工具钢、耐 热钢以及高强度钢 的铣削,适于中速 大进给铣削加工, 是铣削专用牌号 适用于各类钢材, 尤其是锻、铸件表 皮粗车、粗铣和粗 刨
株洲硬质 合金厂
株洲硬质 合金厂
适于碳素钢、铸钢 、高锰钢、高强度 钢及合金钢的粗车 、铣削和刨削
株洲硬质 合金厂
属超细晶粒合金
、耐磨性高,耐热
YM051(YH 14.2~
1.65(165
性好,韧性好,通
11
1)
14.4 92.5
)
K10 用性强
属超细晶粒合金,
13.9~
耐磨性高,耐热性
12
YH2
14.1 92.5 1.6(160) K05 高,通用性好
属超细晶粒合金,
YM053(YH 13.9~
耐磨性优良,耐热
属细晶粒YG类合
金,耐磨性优于
YG3X,是YG类合金
K01~ 中耐磨性最高的
34
3#
-
90 1.0(100) K10/M10 一种
35
1#
36
T40
37
T20
38
M2
合金工具钢的牌号及化学成分

合金工具钢的牌号及化学成分 (摘自GB /T1299—2000)量具刃具用钢C (碳)Si (硅)Mn (锰)P (磷)9SiCr0.85~0.951.20~1.600.30~0.60≤0.0308MnSi 0.75~0.850.30~0.600.80~1.10≤0.030Cr061.30~1.45≤0.40≤0.40≤0.030Cr20.95~1.10≤0.40≤0.40≤0.0309Cr20.80~0.95≤0.40≤0.40≤0.030W1.05~1.25≤0.40≤0.40≤0.030耐冲击工具用钢C (碳)Si (硅)Mn (锰)P (磷)4CrW2Si 0.35~0.450.80~1.10≤0.40≤0.0305CrW2Si 0.45~0.550.50~0.80≤0.40≤0.0306CrW2Si0.55~0.650.50~0.80≤0.40≤0.030冷作模具钢C (碳)Si (硅)Mn (锰)P (磷)Cr122.00~2.30≤0.40≤0.40≤0.030Cr12Mo1V11.40~1.60≤0.60≤0.60≤0.030Cr12MoV 1.45~1.70≤0.40≤0.40≤0.030Cr5Mo1V 0.95~1.05≤0.50≤1.00≤0.0309Mn2V 0.85~0.95≤0.401.70~2.00≤0.030CrWMn 0.90~1.05≤0.400.80~1.10≤0.0309CrWMn 0.85~0.95≤0.400.90~1.20≤0.030Cr4W2MoV 1.12~1.250.40~0.70≤0.40≤0.0306Cr4W3Mo2VNb 0.60~0.70≤0.40≤0.40≤0.0306W6Mo5Cr4V 0.55~0.65≤0.40≤0.40≤0.030热作模具钢C (碳)Si (硅)Mn (锰)P (磷)5CrMnMo 0.50~0.600.25~0.601.20~1.60≤0.0305CrNiMo 0.50~0.60≤0.400.50~0.80≤0.0303Cr2W8V 0.30~0.40≤0.40≤0.40≤0.0305Cr4Mo3SiMnVAl 0.47~0.570.80~1.100.80~1.10≤0.0303Cr3Mo3W2V0.32~0.420.60~0.90≤0.65≤0.030钢号化学成分(质量分数%钢号化学成分(质量分数%钢号化钢号化学成分%5Cr4W5Mo2V 0.40~0.50≤0.40≤0.40≤0.0308Cr30.75~0.85≤0.40≤0.40≤0.0304CrMnSiMoV 0.35~0.450.80~1.100.80~1.10≤0.0304Cr3Mo3SiV 0.35~0.450.80~1.200.25~0.70≤0.0304Cr5MnSiV 0.33~0.430.80~1.200.20~0.50≤0.0304Cr5MoSiV 0.32~0.450.80~1.200.20~0.50≤0.0304Cr5W2VSi 0.32~0.420.80~1.200.4≤0.030无磁模具钢C (碳)Si (硅)Mn (锰)S (硫)7Mn15Cr2Al3V2WMo 0.65~0.75≤0.8014.50~16.50≤0.030塑料模具钢C (碳)Si (硅)Mn (锰)P (磷)3Cr2Mo0.28~0.400.20~0.800.60~1.00≤0.030钢号化学成分%钢号化学成分(质量分数%S(硫)Cr(铬)W(钨)≤0.0300.95~1.25—≤0.030——≤0.0300.50~0.70—≤0.0301.30~1.65—≤0.0301.30~1.70—≤0.0300.10~0.300.80~1.20S(硫)Cr(铬)W(钨)≤0.0301.00~1.302.00~2.50≤0.0301.00~1.302.00~2.50≤0.0301.00~1.302.20~2.70S(硫)Cr(铬)W(钨)Mo(钼)V(钒)其他≤0.03011.50~13.00————≤0.03011.00~13.00—0.70~1.20≤1.10Co≤1.10≤0.03011.00~12.50—0.40~0.600.15~0.30—≤0.0304.75~5.50—0.90~1.400.15~0.50—≤0.030———0.10~0.25—≤0.0300.90~1.201.20~1.60———≤0.0300.50~0.800.50~0.80———≤0.0303.50~4.001.90~2.600.80~1.200.80~1.10—≤0.0303.80~4.402.50~3.501.80~2.500.80~1.20Nb0.20~0.35≤0.0303.70~4.306.00~7.004.50~5.500.70~1.10—S(硫)Cr(铬)Mo(钼)V(钒)其他≤0.0300.60~0.900.15~0.30——≤0.0300.50~0.800.15~0.30—Ni:1.40~1.80≤0.0302.20~2.70—0.20~0.50W:7.50~9.00≤0.0303.80~4.302.80~3.400.80~1.20Al:0.30~0.70≤0.0302.80~3.302.50~3.000.80~1.20W:1.20~1.80量分数),%量分数),%化学成分(质量分数),%学成分(质量分数),%≤0.0303.40~4.401.50~2.100.70~1.10W :4.50~5.30≤0.0303.20~3.80———≤0.0300.30~1.500.40~0.600.20~0.40—≤0.0303.00~3.752.00~3.000.25~0.75—≤0.0304.75~5.501.10~1.600.30~0.60—≤0.0304.75~5.501.10~1.750.80~1.20—≤0.0304.50~5.50—0.60~1.00W :1.60~2.40Cr (铬)W (钨)Mo (钼)V (钒)Al (铝)2.00~2.500.50~0.800.50~0.801.50~2.002.30~3.30S (硫)Cr (铬)Mo (钼)≤0.0301.40~2.000.30~0.55学成分(质量分数),%量分数),%。
合金工具钢的牌号和化学成分

(1)牌号和化学成分见表3-45。
表3-45 合金工具钢的牌号和化学成分
Cr5M0lV O.
2.钢中残余铜量应不大于0.030%。
镍不作为合金化学元素时,残余量应不大于0.25%。
5CrNiMo 钢经供需双方同意,允许钒量小于0.20%。
3.上述量皆指质量分数。
(2)力学性能见表3—46。
表3-46 合金工具钢的力学性能
货。
2.根据需方要求,经双方协议,制造螺纹刀具有退火状态交货的9SiCr 钢材,其布氏硬度为187—229HBS。
热作模具钢不检验试样淬火硬度。
3.截面尺寸小于5mm 的钢材不作硬度检验。
根据需方要求可作拉力或其他检验,指标按双方协议。
①表示820°C 预热,1000°C( 盐浴)或1010°C( 炉控气氛)加热,保温10~20min,
空冷,200%回火。
②表示790%预热,940°C( 盐浴)或950°C( 炉控气氛)加热,保温5~15min,空冷,200°C 回火。
③表示790%预热,1010°C( 盐浴)或1020°C( 炉控气氛)加热,保温5~15min,空冷,550%回火。
④表示790°C 预热,1000%(盐浴)或1010°C( 炉控气氛)加热,保温5~15min,空冷,550℃回火。
(3)用途见表3-47。
表3-47 合金工具钢的特性和应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章中国工具钢和硬质合金牌号及化学成分第一节碳素工具钢(1)中国GB标准碳素工具钢的钢号与化学成分[GB/T1298-1986](表6-1-1)表6-1-1碳素工具钢的钢号与化学成分(质量分数)(%)钢号C Si Mn P≤S≤T7 T8 T8Mn T9 T10 T11 T12 T13 0.65-0.740.75-0.840.80-0.900.85-0.940.95-1.041.05-1.141.15-1.241.25-1.35≤0.35≤0.35≤0.35≤0.35≤0.35≤0.35≤0.35≤0.35≤0.40≤0.400.40-0.60≤0.40≤0.40≤0.40≤0.40≤0.400.0350.0350.0350.0350.0350.0350.0350.0350.0300.0300.0300.0300.0300.0300.0300.030注:1.高级优质钢(带“A”的钢号)磷、硫含量(质量分数):P≤0.030%;S≤0.030%。
2.钢中残余元素含量(质量分数):Cr≤0.25%,Ni≤0.20%,Cu≤0.30%。
3.用作铅浴钢丝的残余元素含量(质量分数):Cr≤0.10%,Ni≤0.12%,Cu≤0.20%,Cr+Ni+Cu≤0.40%。
4.要求检验钢的淬透性时,允许添加少量合金元素。
(2)中国GB标准碳素工具钢的交货硬度与淬火硬度(表6-1-2和表6-1-3)表6-1-2碳素工具钢的交货硬度与淬火硬度钢号交货状态试样淬火硬度HBS压痕直径/mm淬火温度/℃冷却介质硬度>HRC T7≤187≥4.4800-820水62T8≤187≥4.4780-800水62T8Mn≤187≥4.4780-800水62T9≤192≥4.35760-780水62T10≤192≥4.3760-780水62T11≤207≥4.2760-780水62T12≤207≥4.2760-780水62T13≤217≥4.1760-780水62注:表中硬度值及淬火工艺摘自GB/T1298-86。
表6-1-3碳素工具钢热轧钢板的交货状态与硬度①按供需双方协议,也可在其他热处理状态下交货,还可经酸洗后交货。
②表中硬度值摘自GB/T3278-1982.(3)中国碳素工具钢的性能特点与用途(表6-1-4)表6-1-4碳素工具钢的性能特点与用途钢号性能特点和使用范围用途举例T7 T7A 具有较好的韧性和硬度,但切削性能较差,强度较低适于制作要求适当硬度、能承受冲击载荷并具有较好韧性的各种工具小尺寸风动工具、瓦工馒子、木工用锯、凿于、钳工工具、冲头、锤子、铁皮剪等形状简单、承受载荷轻的小型冷作模具、压模、铆钉模及热固性塑料压缩模等T8 T8A 淬火加热时容易过热,变形也大,塑性与强度较低,热处理后有较高硬度和耐磨性适于制作要求较高硬度、耐磨、承受冲击载荷不大的各种工具加工木材的铣刀、埋头钻、平头锪钻、斧子、凿子、手锯条、冲头、台钳牙、挫刀、车刀等冷镦模、拉伸模、压印模、纸品下料模、热固性塑料压缩模等T8Mn T8MnA 性能与T8、T8A相近,但提高了淬透性,工件可获得较深的淬硬层适于制作截面较大的工具可制作T8、T8A的各种工具,还可制作横纹挫刀、手锯条、采煤和岩石凿子等T9 T9A 具有较高的硬度和耐磨性,性与T8、T8A相近适于制作要求较高硬度且有一定韧性的各种工具木工工具、锯条、挫刀、丝锥、板牙、农机切割刀片等冷冲模、冲孔冲头等T10 T10A 在淬火加热(700-800℃)时,仍能保持细晶粒组织,不致过热。
淬火后钢中有未溶的过剩碳化物,增加钢的耐磨性适于制作要求较高耐磨性、刃口锋利且稍有韧性的工具加工木材工具、手用横锯及细木工锯、机用细木工具、麻花钻、车刀、刨刀、铣刀、铰刀、板牙、丝锥、刮刀、挫刀刻纹工具等冷镦模、冲模、拉丝模、铝合金用冷挤压凹模、低品下料模、塑料成型模具等T11 T11A 与T10、T12相比,具有较好的综合力学性能,如硬度、耐磨性及韧性等。
对晶粒长大及形成碳化物钢的敏感性较小适于制作要求切削时刃口不易变热的工具丝锥、挫刀、扩孔铰刀、板牙、刮刀、量规、木工工具等冷镦模、尺寸不大的冷冲模、软材料用切边模等T12 T12A 钢的碳含量高,淬火后有较多的过剩碳化物,因硬度和耐磨性均高,而韧性低适于制作不受冲击载荷、切削速度不高、切削刃口不变热的工具车刀、铣刀、刮刀、钻头、铰刀、扩孔钻、丝锥、板牙、量规、切烟草刀、挫刀等冷镦模、拉丝模、小截面的冷冲模与切边模、塑料成型模具等T13 T13A 碳素工具钢中碳含量最高的钢种,硬度很高,碳化物增加且分布不均匀,力学性能差适用制作不承受冲击载荷的硬金属切削工具刮刀、挫刀、剃刀、切削工具、拉丝工具、刻纹工具及硬石加工工具等第二节合金工具钢和塑料模具用钢(1)中国GB标准合金工具钢[GB/T 1299-2000]a.合金工具钢的钢号与化学成分,见表6-1-5。
6-1-5合金工具钢的钢号与化学成分(质量分数)(%)钢号①C Si Mn Cr Mo W V其他②量具刃具用钢9SiCr0.85-0.95 1.2-1.60.30-0.600.95-1.25----8MnSi0.75-0.85 0.30-0.600.80-0.10-----Cr061.30-1.45 ≤0.40≤0.400.50-0.70----Cr20.95-1.10 ≤0.40≤0.401.30-1.65----9Cr20.80-0.95 ≤0.40≤0.401.30-1.70----W1.05-1.25 ≤0.40≤0.400.10-0.30-0.80-1.20--耐冲击工具用钢4CrW2Si0.35-0.45 0.80-1.10≤0.401.00-1.30-2.00-2.50--5CrW2Si0.45-0.55 0.50-0.80≤0.401.00-1.30-2.00-2.50--6CrW2Si0.55-0.65 0.50-0.80≤0.401.00-1.30-2.20-2.70--6CrMnSi2MolV0.50-0.65 1.75-2.250.60-1.000.10-0.500.20-1.35-0.15-0.35-5C3rMn1SiMolV0.45-0.55 0.20-1.000.20-0.903.00-3.501.30-1.80-≤0.35 -冷作模具钢Cr122.00-2.30 ≤0.40≤0.4011.50-13.00----Cr12Mo1V11.48-1.60 ≤0.60≤0.6011.00-13.000.70-1.20-≤1.10Co≤1.00Cr12MoV1.45-1.70 ≤0.40≤0.4011.00-12.500.40-0.60-0.15-0.30-Cr5Mo1V0.95-1.05 ≤0.50≤1.004.75-5.500.90-1.40-0.15-0.50-9Mn2V0.85-0.95 ≤0.401.70-2.00---0.10-0.25-CrWMn0.90-1.05 ≤0.400.80-1.100.90-1.20-1.20-1.60--9CrWMn0.85-0.95 ≤0.400.90-1.200.50-0.80-0.50-0.80--Cr4W2MoV1.12-1.25 0.40-0.70≤0.403.50-4.000.80-1.201.90-2.600.80-1.10-7CrSiMnMoV0.65-0.75 0.85-1.150.65-1.050.90-1.200.20-0.50-0.15-0.30-6Cr4W3Mo2VNb0.60-0.70 ≤0.40≤0.403.80-4.401.80-2.502.50-3.500.80-1.20Nb0.2-0.356W6M05Cr4V0.55-0.65 ≤0.40≤0.603.70-4.304.50-5.506.00-7.000.70-1.10-热作模具钢5CrMnMo0.50-0.60 0.25-0.601.20-1.600.60-0.900.15-0.30---5CrNiMo0.50-0.60 ≤0.400.50-0.800.50-0.800.15-0.30--Ni1.40-1.803Cr2W8V0.30-0.40 ≤0.40≤0.402.20-2.70-7.50-9.000.20-0.50-5Cr4Mo3SiMnVA10.47-0.57 0.80-1.100.80-1.103.80-4.302.80-3.40-0.80-1.20Al0.30-0.703Cr3Mo3W2V0.32-0.42 0.60-0.90≤0.652.80-3.302.50-3.001.20-1.800.80-1.20-5Cr4W5Mo2V0.40-0.50 ≤0.40≤0.403.40-4.401.50-2.104.50-5.300.70-1.10-8Cr30.75-0.85 ≤0.40≤0.403.20-3.80----4CrMnSiMoV0.35-0.45 0.80-1.100.80-1.101.30-1.500.40-0.60-0.20-0.40-4Cr3Mo3SiV0.35-0.45 0.80-1.200.25-0.703.00-3.752.00-3.00-0.25-0.75-4Cr5MoSiV0.33-0.43 0.80-1.200.20-0.504.75-5.501.10-1.60-0.30-0.60-4Cr5MoSiV10.32-0.42 0.80-1.200.20-0.504.75-5.501.10-1.75-0.80-1.20-4Cr5W2VSi0.32-0.42 0.80-1.20≤0.404.50-5.50-1.60-2.400.60-1.00-无磁模具钢7Mn15Cr2Al3V2WMo0.65-0.75 ≤0.8014.50-16.502.00-2.500.50-0.800.50-0.801.50-2.00Al 2.33-3.30塑料模具钢3Cr2Mo0.28-0.40 0.20-0.800.60-1.001.40-2.000.30-0.55---3Cr2NiMo0.32-0.40 0.20-0.400.60-0.801.70-2.000.25-0.40--Ni 0.85-1.15①钢中磷、硫含量(质量分数):P≤0.030%;S≤0.030%。
②钢中残余元素含量(质量分数):Cr≤0.25%,Ni≤0.25%,Cu≤0.30%,5CrNiMo钢经供需双方同意允许V≤0.20%。
b.合金工具钢的交货硬度与淬火硬度,见表6-1-6。
表6-1-6合金工具钢的交货硬度与淬火硬度交货状态试样淬火钢号硬度HBS压痕直径/mm淬火温度/℃冷却介质硬度HRC 9SiCr241-197 3.9-4.3820-860油628MnSi≤229≥4.0800-820油60Cr06241-187 3.9-4.4780-810水64Cr2229-179 4.0-4.5830-860油629Cr2217-179 4.1-4.5820-850油62W229-187 4.0-4.4800-830水62 4CrW2Si217-179 4.1-4.5860-900油535CrW2Si255-207 3.8-4.2860-900油556CrW2Si285-229 3.6-4.0860-900油57 6CrMnSi2Mo1V≤229≥4.0885-900油58 5Cr3Mn1SiMoV≤229≥4.0940-955空冷56 Cr12269-217 3.7-4.1950-1000油60 Cr12Mo1V1≤255≥3.8①-59Cr12MoV255-207 3.8-4.2950-1000油58Cr5Mo1V≤255≥3.95②-609Mn2V≤229≥4.0780-810油62CrWMn255-207 3.8-4.2800-830油629CrWMn241-197 3.9-4.3800-830油62960-980Cr4W2MoV≤269≥3.7油61020-1040880-9007CrSiMnMoV241-217 3.9-4.1空冷60(火焰淬火)6Cr4W3Mo2VNb≤255≥3.81100-1160油60 6W6M05Cr4V≤269≥3.71180-1200油605CrMnMo241-197 3.9-4.3820-850油605CrNiMo241-197 3.9-4.3830-860油603Cr2W8V255-207 3.8-4.21075-1125油605Cr4Mo3SiMnVA1≤255≥3.81090-1120油60 3Cr3Mo3W2V≤255≥3.81060-1130油60 5Cr4W5Mo2V≤269≥3.71100-1150油60 8Cr3255-207 3.8-4.2850-880油60 4CrMnSiMoV241-197 3.9-4.3870-930油60 4Cr3Mo3SiV≤229≥4.0③-604Cr5MoSiV≤235≥3.95④-60 4Cr5MoSiV1≤235≥3.95④-604Cr5W2VSi≤229≥4.01030-1050油,空607Mn15Cr2Al3V2WMo--⑤-45 3Cr2Mo330-280(预硬化)---3Cr2NiMo330-280(预硬化)---①Cr12Mo1V1:820℃预热,1000℃(盐浴)或1010℃(炉控气氛)加热,保温10-20min空冷,200℃回火。