用于大功率半导体激光器封装的Au-Sn合金焊料的制备和特性研究
半导体激光器金锡工艺
半导体激光器金锡工艺《半导体激光器金锡工艺》在现代科技的快速发展下,半导体激光器已成为众多领域中不可或缺的重要元器件之一。
而半导体激光器的金锡工艺则是制造过程中至关重要的一环。
金锡工艺是指在半导体激光器制造过程中,使用金锡合金对激光器芯片进行封装,以保护芯片,稳定性能,并提供良好的热传导效果。
金锡合金由金(Au)和锡(Sn)两种元素构成,具有低熔点、良好的焊接性能和电导性能,被广泛应用于半导体激光器封装工艺中。
金锡工艺主要包括准备金锡合金、焊接和冷却三个主要步骤。
在准备金锡合金阶段,需要按照一定比例混合金和锡两种材料,并加热至适宜温度使其熔化混合。
接下来,将准备好的金锡合金通过电化学蒸发等方式涂覆在半导体激光器芯片的表面,形成一层保护膜。
最后,在具备焊接条件的环境下,将芯片与金锡合金进行焊接,使其牢固地封装在封装盒中。
半导体激光器的金锡工艺对激光器的性能和可靠性有着重要影响。
首先,金锡合金能够提供良好的热传导性能,确保激光器在工作时能够有效散热,避免过热引起元器件损坏。
其次,金锡合金能够提供良好的电导性能,确保激光器在工作时能够正常通电,提供稳定的电流。
同时,金锡合金密封能够防止氧化和腐蚀等不良因素对芯片的影响,延长激光器的使用寿命。
随着科技的不断进步,半导体激光器金锡工艺也在不断改进和发展。
传统的金锡工艺已经发展出多种新型的封装工艺,如球栅阵列封装(BGA)和球型焊料封装(CSP)等,以适应更高的性能要求和更小的封装尺寸。
此外,还有一些新型材料和工艺被引入,如金锡铜合金、金锡-铟合金等,以进一步提高激光器的性能和可靠性。
综上所述,《半导体激光器金锡工艺》是半导体激光器制造过程中不可或缺的重要环节。
金锡工艺通过对激光器芯片的封装,保护了芯片并提供了良好的热传导和电导效果,确保了激光器的性能和可靠性。
随着科技的进步,金锡工艺也在不断改进和发展,以满足新的要求和挑战。
共晶金锡焊料焊接的处理和可靠性问题
共晶金锡焊料焊接的处理和可靠性问题摘要:因为传统铅锡焊料和无铅焊料强度不足、砍蠕变能力差以及其他的本身缺陷,共晶金锡焊料已经替代它们广泛用于高可靠和高功率电路中,包括使用在混合电路、MEM、光电开关、LEDs、激光二极管和无线电装置。
金锡焊料焊接中可以避免使用组焊剂,尤其可以减少污染和焊盘的腐蚀。
虽然使用金锡焊料有很多优点,但材料的性能和焊接工艺工程仍需研究。
前言:由于共晶金锡焊料具有优良的机械和热传导性能(特别是强度和抗蠕变性)以及不需组焊剂可以很好的再流的特性,共晶AuSn被广泛应用于高温和高可靠性的电路中。
与之对比其他无铅和传统的铅锡共晶焊料却有着大量的问题:焊接时需要的组焊剂造成了焊接焊盘的腐蚀,同时残杂也会危害EMES、光电电路和密封封装(组焊剂一般在密封电路中被禁止使用)。
在光学电路中焊料的过度蠕变或应力松弛的积累会导致阵列的退化。
低强度低热传导率(尽管这个问题被夸大了,事实上热传导率还需要考虑大焊接焊料的厚度)共晶金锡焊料已经得到了广泛应用:如MEMS光开关等微电子和光电子学中使用的倒装芯片;光纤附件; GaAs和InP激光二极管;密封包装;和射频器件等。
AuSn的焊接已证明可靠性可以达到30多年,是因为其焊接中再流过程可以产生重复、无空洞以及无缺陷的焊接。
本文回答了很多公司关于焊接设计、焊接材料组合以及再流焊技术发展等问题。
相图我们可以从金锡焊料的二元相图去认识很多共晶金锡焊料焊接的关键问题,如图1所示,焊料中富金时,液相线下降非常迅速,在常温下有大量的“线性”化合物。
当使用金锡焊料焊接镀金层时,焊接温度必须超过280摄氏度,因为只有达到这个焊接问题,镀层里的金元素才可以扩散或融入到焊料中。
这样可以产生两个优点:在这个温度下第二次再流不会损坏到焊料;更高的温度也可以产生更大的抗蠕变性。
然而,焊接后中间的焊料很难再次起到焊接作用,因为即使两个焊接界面可以分开,残留下焊接时形成的金属间化合物都会阻止再流。
高功率半导体激光器过渡热沉封装技
文章编号:2095-6835(2023)01-0078-04高功率半导体激光器过渡热沉封装技术研究马德营,李萌,邱冬(山东省创新发展研究院,山东济南250101)摘要:近些年,在市场应用驱动下,半导体激光器的输出功率越来越高,器件产生的热量也在增加,同时封装结构要求也更加紧凑,这对半导体激光器的热管理提出了更高的要求。
当今,激光器的外延生长技术和芯片加工工艺已经成熟,封装技术的提升已经成为解决散热问题的关键,其中过渡热沉技术能有效降低激光器的热阻,提高可靠性,而且便于操作,已经是高功率半导体激光器封装的首要选择。
从过渡热沉散热原理、热应力、过渡热沉材料和焊料选择等方面对过渡热沉技术进行了研究,并对未来的研究热点进行了探讨。
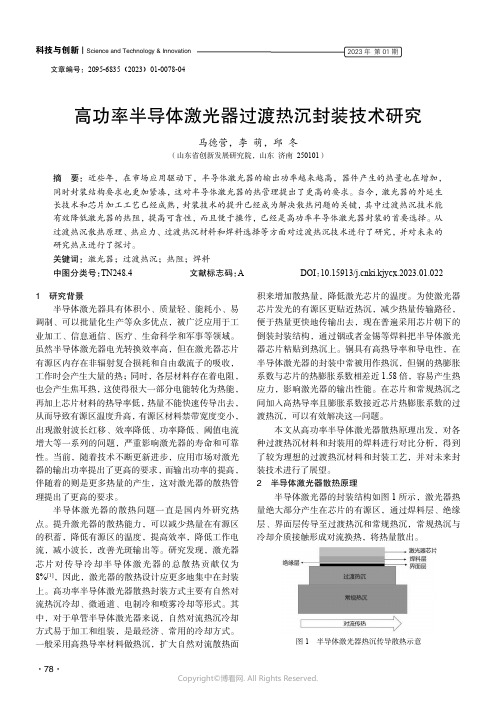
关键词:激光器;过渡热沉;热阻;焊料中图分类号:TN248.4文献标志码:A DOI:10.15913/ki.kjycx.2023.01.0221研究背景半导体激光器具有体积小、质量轻、能耗小、易调制、可以批量化生产等众多优点,被广泛应用于工业加工、信息通信、医疗、生命科学和军事等领域。
虽然半导体激光器电光转换效率高,但在激光器芯片有源区内存在非辐射复合损耗和自由载流子的吸收,工作时会产生大量的热;同时,各层材料存在着电阻,也会产生焦耳热,这使得很大一部分电能转化为热能,再加上芯片材料的热导率低,热量不能快速传导出去,从而导致有源区温度升高,有源区材料禁带宽度变小,出现激射波长红移、效率降低、功率降低、阈值电流增大等一系列的问题,严重影响激光器的寿命和可靠性。
当前,随着技术不断更新进步,应用市场对激光器的输出功率提出了更高的要求,而输出功率的提高,伴随着的则是更多热量的产生,这对激光器的散热管理提出了更高的要求。
半导体激光器的散热问题一直是国内外研究热点。
提升激光器的散热能力,可以减少热量在有源区的积蓄,降低有源区的温度,提高效率,降低工作电流,减小波长,改善光斑输出等。
研究发现,激光器芯片对传导冷却半导体激光器的总散热贡献仅为8%[1],因此,激光器的散热设计应更多地集中在封装上。
共晶锡锌合金焊料的性能及焊接特性

共晶锡锌合金焊料的性能及焊接特性J.Villain,U.Corradi,Chr.Weippert奥格斯堡应用技术大学德国奥格斯堡86161,Baumgartnerstr.16Villain@lrz.Ui3.i一=uenchen.de摘要:通过共晶锡锌合金的张力与蠕变性能测试,我们能够得出这种焊料与锡银合金及SAC合金(SAC--锡,银,铜合金)在机械性能方面的不同。
试验显示,锡锌焊料的强度大于含铅焊料及其他在研究范围之内的无铅焊料-其抗蠕变性也优于锡铅合金。
微1纳米硬度测量结果解释了共晶锡锌台金具备高强度的原因。
在回流焊特别是波峰焊过程中.高温是获得可湿性及高可靠性焊点的必要因素。
焊接过程结束后,锡锌焊料合金会表现出消光加工的特性,焊点也将具备较高的强度,但温度循环后其强度减少幅度会大于其他测试合金,不过其临界强度总是大干临界值。
抗腐蚀性测试取得了较为满意的结果。
根据金相剖面图可以看出这种台金与其他无铅焊料合金在结构上的不同。
有时铝层未完全溶解于焊料。
如果可靠性测试取得较好的效果.则锡锌焊料合金可被用于电子学领域。
关键词:无铅焊料合金,共晶锡锌焊料,可靠性,回流焊接,波峰焊接,纳米硬度介绍目前人们已开发出了数种无铅焊料,这些材料可在不同的产品及工作温度条件下取代含铅焊料。
研究人员己对锡银、锡银铜以及锡锌合金及其可靠性进行了深入的研究。
研究结果显示.无铅焊料在通常情况下总是具有较高的熔点和中等可湿性。
添加其他元素(如金和镍)会使无铅焊料的溶解性优于含铅焊料。
我们将锡锌台金研究取得的所有结果与SNAG3.5、Sn63Pb37以及SnA93.5Cu0.7Bi2焊料合金进行了对比。
锡锌合金焊料表1列出了某些锡锌二元及三元焊料合金【1】,图1是锡锌合金相团2】。
上述大多数合金都与其共晶合金结构相近。
焊料中的铋能够降低台金熔点,但与铅混合后(如为电子元件镀敷金属)将形成低熔点共晶结构,从而大幅度削弱焊点可靠性。
电子封装可靠性技术
摘要:电子封装是芯片成为器件的重要步骤,涉及的材料种类繁多,大量材料呈现显著的温度相关、率相关的非线性力学行为。
相关工艺过程中外界载荷与器件的相互作用呈现典型的多尺度、多物理场特点,对电子封装的建模仿真方法也提出了相应的要求。
在可靠性验证方面,封装的失效主要包括热-力致耦合失效、电-热-力致耦合失效等。
随着新型封装材料、技术的涌现,电子封装可靠性的试验方法、基于建模仿真的协同设计方法均亟待新的突破与发展。
关键词:电子封装;可靠性;封装材料;建模仿真;失效机理;LED;功率电子;集成电路0 前言电子封装是电子制造产业链中将芯片转换为能够可靠工作的器件的过程。
由于裸芯片无法长期耐受工作环境的载荷、缺乏必要的电信号连接,无法直接用于电子设备。
因此,虽然不同类型产品有所差别,但是电子封装的主要功能比较接近,主要包括四大功能:①机械支撑,将芯片及内部其他部件固定在指定位置;②环境保护,保护芯片免受外界的水汽、腐蚀、灰尘、冲击等载荷影响;③电信号互连,为内部组件提供电通路及供电;④散热,将芯片工作时产生的热量及时导出。
按照工艺阶段的不同,电子封装通常可分为零级封装(芯片级互连)、一级封装(芯片级封装)、二级封装(模块级封装)和三级组装。
由于芯片及封装涉及大量不同类型材料,部分材料特性相差甚远,在封装工艺过程中,如果内部缺陷、残余应力、变形等问题控制不当,极易在封装过程中或者产品服役中引发可靠性问题。
随着封装密度不断提升、功能多样化,如 3D 封装、异质集成技术等,电子封装中多场多尺度耦合的可靠性问题更加明显。
1 电子封装可靠性研究共性技术1.1 典型封装材料目前制约微电子器件封装快速发展的一大因素就是缺乏相应的封装材料及完整的材料数据。
封装材料关系着电子微器件的强度和可靠性,材料的力学响应对于封装材料的选取和电子微器件的强度与可靠性设计非常关键。
因此急需针对典型封装材料的优缺点进行评价、开发加速评估方法,展望适合未来封装技术发展的先进封装材料。
半导体超高纯合金-概述说明以及解释
半导体超高纯合金-概述说明以及解释1.引言1.1 概述概述部分的内容可以包括以下内容:半导体超高纯合金是一种特殊的材料,具有许多独特的特点和应用前景。
它的制备方法经过长期的研究和发展,在近年来取得了巨大的进展。
本文将对半导体超高纯合金的定义、特点、制备方法、应用前景以及发展趋势进行详细的介绍和分析。
半导体超高纯合金是一种具有极高纯度的半导体材料,其纯度可以达到千万分之一甚至更高。
由于杂质的存在会影响半导体的电子传输性能,因此,在制备半导体超高纯合金时,需要采取一系列严格的制备方法和控制条件,以确保材料的纯净度。
半导体超高纯合金具有优异的电子迁移率和载流子浓度,可以用于制备高性能的半导体器件,如高频率晶体管、太阳能电池等。
制备半导体超高纯合金的方法主要有物理气相沉积和化学气相沉积两种。
物理气相沉积是利用高温下的金属蒸发和沉积,通过控制物质的供给和反应条件来实现材料的生长。
化学气相沉积则是利用化学反应在基底表面上生成材料,通过控制气相中各种物质的浓度和温度来调控材料的组成和性质。
半导体超高纯合金在电子、光电子、能源等领域具有广阔的应用前景。
例如,在电子领域,它可以用于制备高功率晶体管、高速集成电路等高性能器件。
在光电子领域,它可以用于制备高效率的光伏器件和激光器。
在能源领域,它可以用于制备高效的太阳能电池、燃料电池等。
半导体超高纯合金的发展趋势主要包括两个方面:一是提高材料的纯度和晶体质量,使其具有更好的电子迁移性能和稳定性;二是开发新的制备方法和工艺,以降低成本、提高生产效率和材料性能。
综上所述,半导体超高纯合金作为一种具有重要应用价值的材料,其独特的特点和制备方法对于实现高性能电子、光电子、能源器件具有重要意义。
随着技术的不断发展和研究的深入,相信半导体超高纯合金在各个领域的应用前景将更加广阔。
1.2文章结构文章结构部分的内容可以按照以下方式展开:2. 正文2.1 半导体超高纯合金的定义与特点在这一部分,我们将介绍半导体超高纯合金的定义和其所具备的特点。
半导体封装工艺中金锡共晶焊料性质和制备方法研究

1 金锡共晶焊料性质 金锡共晶焊料属于无铅硬焊料,其组分为 :Au80wt.%
SHI Chao
(China Electronic Technology Group Corporation thirteenth Institute,Shijiazhuang 050051,China)
Abstract :The eutectic gold–tin soldering material (Au80wt.%/Sn20wt%) which exhibits long-term reliability, high soldering strength, low erosion effects and suitable for step-soldering applicatons is widely received attention for packaging diode lasers. This paper described the characteristics and the composing state with gold–tin phase diagram. The different features and using fields of the important preparation methods including vaporization and electroplate were detailed summarized. It is recommended that the noticeable progress of forming gold–tin eutectic was made by cetc-13 which may favorable for the reliable packaging. Keywords: Semiconductor package;gold–tin soldering material;vaporization;electroplate
Au80Sn20无铅钎料的可靠性研究.

Au80Sn20无铅钎料的可靠性研究范琳霞,荆洪阳,徐连勇(天津大学材料科学与工程学院,天津 300072)*摘要:随着电子产品小型化,无铅化的发展,对焊料提出了更高的要求。
无铅钎料Au80Sn20由于具有优良的力学性能在高可靠性气密封装和芯片焊接中被广泛应用。
本文综述了近几年来Au80Sn20的发展状况,重点介绍了该焊料的可靠性研究。
关键词:无铅钎料;Au80Sn20;可靠性;力学性能Reliability Study Of Au80Sn20 Lead-free SolderFan Lin-xia, Jing Hong-yang, Xu Lian-yong(School of Materials Science and Engineering,Tianjin University ,Tianjin 300072,China) Abstract: with the miniaturized and lead-free development of electronicproducts ,higher demand is put forward about solder . Lead-free solder Au80Sn20 is widely applied in high reliable hermetic package and die welding due to excellent mechanical property.The text summarizes the development status of Au80Sn20 in recent several years,and emphasizes to introduce the reliability study of the solder. Keywords: Lead-free Solder; Au80Sn20; reliability; mechanical property1 前言共晶SnPb焊料作为主流的互连材料长期以来一直广泛用于电子工业中。
大功率半导体激光器热沉技术研究

第23期2019年12月No.23December,2019现如今,大功率半导体激光器获得迅速发展,在各种占空比下,其峰值功率越来越高,连续工作时功率越来越大。
改善大功率半导体激光器的散热是提升半导体激光器大功率可靠性与寿命的关键因素之一,并一直是人们关注的焦点之一[1]。
激光器的工作寿命强烈依赖于激光器的工作温度及热阻。
在大功率半导体激光器的商业应用过程中,始终伴随着各种热阻的改善。
本文针对管芯焊接工艺中散热不良的问题,对原有的热沉结构进行改良,设计制备了新型AuSn 材料作为过渡热沉结构。
1 半导体激光器芯片热沉技术芯片焊接是关系半导体激光器电阻特性与热特性的关键工艺,直接影响器件的可靠性和工作寿命。
半导体激光器的散热直接关系到制作半导体激光器性能的好坏和成败。
目前,半导体激光器最主要的散热方式是通过热沉散热。
随着半导体激光器功率的逐渐提高,处于长时间工作状态的激光器对于芯片与热沉之间的热膨胀系数匹配性、导热性、导电性等性能有了进一步要求,激光器芯片与热沉的粘结工艺成为热沉技术的关键。
采用激光器硬焊料成为将来的发展趋势,新型的AuSn (80%Au +20%Sn )焊料是目前大功率激光器应用的热点,而AuSn 焊料作为过渡热沉,使用时的焊层结构是AuSn 焊料研究中的难点[2]。
现在焊装大功率半导体激光器时采用金锡预成型片(过渡热沉片),预成型片能够确保焊料的精确用量和准确位置,以达到在最低成本情况下获得最佳质量[3]。
2 新型AuSn热沉结构设计在原AuSn 焊接结构基础上,为获得更好的散热效果,对焊接层结构进行了新的设计。
受到欧姆接触工艺研究的启发,在芯片-AuSn-Cu 热沉的焊接层设计中加入了阻挡层Pt/Au 的设计,以免Au 的浸入。
Pt/Au 在其中还起到阻挡Sn 扩散的作用,其具体效果与贴片时选用的温度有关。
经过多次试验调节Au/Pt 的单层厚度和结构,设计出新的AuSn 热沉结构(见图1)。
Au—Sn焊料及其制造方法

Au—Sn焊料及其制造方法卜z调铀碍抖,午l虺AU--Sn焊料及其制造方法丁午圣该焊料是用于半导体封装,密封或引线焊丝,可制得连续的丝状Au~Sn焊料.而且根据接的一种低熔点Au--Sn焊料.以前做为低熔需要,采用同样温度控制,进行温切断,可制点贵金属焊料,一般使用Au—Sn系共晶型焊得预期质量的Au—Sn 焊料.此外,新的Au一料.但是,由于Au--Sn合金非常脆,所以不能Sn合金,通过对Au中Sn 的添加量的改变进行轧铷,拉丝,切断,冲切等加工,这样则(wt:12~37),根据焊料使甩目的的不同,不能高教地制造规定形状和规定尺寸的焊料.其熔点可进行调整,一般为278~66O℃之I司.为了解决以上缺陷,人们先后采用了熔液下面就新发明焊料的实验倒加以说明.按急冷法加工10~30,um厚的箔状焊料;用喷射表1中列出的成分制成Au--Sn焊料坯,改变法制造粒状Au--Sn焊料.然而采用熔液急冷温度条件,通过温挤压设备,制得直径为法控制箔材厚度很困难,切断,冲切加工中易2.0ram的线材.产生裂纹,很难制得所希望的形状.另外,采上述的Au--Sn坯料是采用通常的熔炼方用喷射法,很难使粒径保持一致,而且舍金中法,即在真空熔炼,气氛熔炼或空气下熔炼,流含有大量气体,致使焊料品质恶化.入符合坯料直径的铸模而进行制造的.进行温在Au~sn合金中,sn的含量超过6,则挤压加工的温挤压设备如图I 所示.图中,1是加工性能变差,不能进行线材加工.但是,添Au--Sn坯料,2是模体,3是杆,4是加热器,加了12~37Sn的Au--Sn合金,当将其5是模具,6是温控用热电偶,7是压力台.将从I90C加热至270~C时可产生延展性能本发Au—sn坯料放置在模体内,通过加热器上升明就是通过控制温度范围,采用温挤压和温拉至指定温度,稳定之后通过杆3进行加压,由表1温挤压坯料成分能否挤压温度(℃)190O88Au—Sn23002700150×190080AU——Sn230O270Ol50×190063Au~Sn230O2700表2啦,0线材温拉丝能否温的成分温度(C)拉丝l5O×190O88Au—Sn23OO150×190O8OAu—Sn2300270Ol50×19O063Au—sn230O270O一2lS图1温挤压设备的断面图6模具5制得Au--Sn丝.下面将制得的直径为2.0ram的Au—Sn丝通过温拉丝设备继续进行温拉制制得直径为0.1mm的焊料丝材温拉丝设备如图2所示.图2中,9是预热炉,10 是模具架,l1是拉丝模具,l2是卷筒,13是Ausn丝.通过挤压加工制得的Au—sn丝8通过预热炉9预升温,由模具架l0加热至指定温度,通过保持在指定温度的拉丝模l】,在卷筒l2卷绕,完成Au—Sn线的制造.7,l0一fE三__三三亓当图2沮拉丝设备的断面图22一另外,根据需要将制得的0.1mm的Au—sn丝通过温切断设备切成0,5ram长的焊料颗粒.温切断设备如图3所示.图3中,14是雄刃,l5是雌刃,16是雌刃加热器.17是输送辊. 制得的Au—Sn丝通过由雌刃加热器16加热至指定温度的雌刃15,由输进辊l7按每0.5ram边送边由雄刃l4进行切断,这样可以制得质量稳定的粒状Au--Sn焊料.图IR图3温切断设备的断面图这里,温加工的温度范围之所以定在190~270c,是因为不足190C,Au—Sn台金的延展性不够,不能进行挤压,拉丝和切断.如果超过270C则会非常接近焊料的熔点温度,结晶粒将粗大化,使材料性能劣化另外,Au—sn合金中sn的范围之所以定在Wt:12~37之间,是因为在该组成范围内,通过上述的温度控制,进行温加工是有可能的..综上所述,在Au--Sn合金中,只要将sn}勺成分控制在wt:12~37的范围内,将加L温度控制在190~270(,的范围内,就有可能进行各种线径的拉伸和切断,并可得到具有所需线径的焊料和所需质量的粒状焊料.张玉奎摘译自日本公开专利平2一]5891。
Au-20Sn合金的急冷制备及钎焊性能

Au-20Sn合金的急冷制备及钎焊性能赵晓然; 赵明宣; 武海军; 俞建树; 刘毅; 许昆【期刊名称】《《贵金属》》【年(卷),期】2019(040)003【总页数】7页(P17-22,32)【关键词】金属材料; 急冷凝固; Au-20Sn合金; 显微组织; 钎焊【作者】赵晓然; 赵明宣; 武海军; 俞建树; 刘毅; 许昆【作者单位】昆明贵金属研究所昆明650106; 上海宇航系统工程研究所上海201108【正文语种】中文【中图分类】TG425Au-20Sn合金理论共晶熔点为280℃,具有焊接强度高、无需助焊剂等优点,可替代铅基合金钎料,应用于高可靠微电子器件和光电子器件封装领域[1-2]。
由于其在常温下的微观组织结构为粗大的ζ’-Au5Sn+δ-AuSn共晶组织,导致加工过程中存在脆性大难以成型等问题,用常规制造方法很难制备出符合市场要求的箔带材及深加工产品,影响钎料的使用[3-4]。
急冷凝固技术是一种远离平衡凝固低速生长区而趋向于高速生长区凝固的新型制备薄带钎料的方法,使合金熔液在冷却过程中实现较大的冷却速度,从而实现瞬间形核和长大[5]。
其制备得到的薄带钎料存在非晶或者微晶,延展性好、显微组织细小、成分均匀,可改善合金性能[6]。
熔融金属液在一定压力作用下喷射到高速转动的铜辊上,与辊面接触后迅速冷却凝固,随辊面转动形成薄带。
日本专利特开昭54-10376号公报中公开了利用单辊甩带法获得厚度50 μm以下整体为非晶或表面层为非晶态的薄带状AuSn合金。
王檬等[7]在专利中公开双辊甩带快速凝固法制备Au-20Sn钎料,可得到厚度可控的薄带。
Jean等[8]采用急冷凝固法制备Au-20Sn合金,发现急冷凝固Au-20Sn合金存在亚稳态γ相,亚稳态γ相的形成需极大的过冷度。
刘锐等[9]采用双辊甩带法研究了Au-20Sn钎料合金,重点研究了双辊甩带Au-20Sn合金的退火工艺。
纵观国内外关于急冷Au-20Sn合金的研究内容,发现其均未对急冷合金组织特性和钎焊特性等进行深入研究。
Sn-Ag,Sn-Au二元系相图的动力学计算
1 研究背景1.1 无铅焊料的研究现状Pb-Sn合金由于熔点低、强度高、导电性能好,而且对多数工程常用的基底材料润湿性比较好,被广泛的应用于电子行业各种金属表面之间的连接[1]。
迄今为止,还未有任何焊料合金能与之匹敌。
但是铅污染环境,危害人体健康也是众所周知的事实。
近年来,无铅焊料的研究和开发被日益受到重视。
1986年美国国会通过立法禁止含铅焊料被用于饮用水管管线。
1990年在更多场合,包括电子工业中限制使用Pb,西欧及欧盟同家也考虑采用法律的手段限制和禁止含铅产品的应用。
从环境保护和人类健康角度出发,在全世界范围内将会禁用含铅焊料。
可以预见,中国对含铅制品的生产使用也会有越来越严格的限制。
许多大城市已经明确规定禁止使用含铅汽油就是一个很好的例子,以先进的材料取代原有的Sn-Pb 焊料势在必行。
国外近年来对二元系无铅焊料进行了较深入广泛的研究,采用的方法都是用另外一种组元取代Sn-Pb共晶合金中的Pb。
研究的体系有[2]:Sn-Bi系、Sn-Ag 系、Sn-In系、Sn-Zn系、Sn-Sb系等。
共晶Sn-Ag焊料对电子工业是很有吸引力的,研究表明在,焊料中该共晶焊料的剪切强度和蠕变抗力都是很优越的,使得接头更为可靠。
但熔点较高(221℃),在Cu基体上润湿性能也稍差,近年来,在二元Sn-Ag焊料的基础上开发了一系列多元合金焊料,如Sn-Ag-Cu、Sn-Ag-Zn、Sn-Ag-Bi、Sn-Ag-Sb、Sn-Ag-In、Sn-Ag-Cu-Zn等。
1.2 Sn-Ag无铅焊料的研究现状研究开发无铅焊料是我国电子材料行业面临的新课题,而Sn-Ag系是一种有希望替代铅焊料的无铅焊料。
在焊料和基体的作用中,除润湿现象外,还包括形成金属间化合物层的形成,基体金属溶人焊缝。
这些相互作用会影响最终焊接接头的可靠性。
1.2.1金属间化合物的形成在钎料/基体界面上,Sn和共晶Sn-Ag、Sn-Bi都可以形成相同的金属间化合物。
双辊甩带制备Au-20%Sn焊料及其均匀化退火工艺
双辊甩带制备Au-20%Sn焊料及其均匀化退火工艺刘锐;王日初;韦小凤;彭健【摘要】采用双辊甩带技术制备Au-20%Sn焊料薄带材,观察和分析快速凝固Au-20%Sn焊料薄带的显微组织以及熔融特性,并研究合金的均匀化退火工艺.研究结果表明:双辊甩带合金由ζ'(AnsSn)和δ(AuSn)两相组成,显微组织细小.合金的熔化温度接近共晶点,满足焊料的熔点要求.均匀化退火过程中,δ(AuSn)相逐渐长大,合金的硬度降低.根据薄带的组织和硬度,确定均匀化退火工艺为260℃下退火4h.【期刊名称】《中南大学学报(自然科学版)》【年(卷),期】2015(046)011【总页数】7页(P4021-4027)【关键词】双辊法;金锡焊料;均匀化退火【作者】刘锐;王日初;韦小凤;彭健【作者单位】中南大学材料科学与工程学院,湖南长沙,410083;中南大学材料科学与工程学院,湖南长沙,410083;中南大学材料科学与工程学院,湖南长沙,410083;中南大学材料科学与工程学院,湖南长沙,410083【正文语种】中文【中图分类】TG162.83Au-20%Sn焊料是近年来发展起来的中低温焊料,具有优良的耐蚀性、抗氧化性、流动性和润湿性,且蒸气压低、高温稳定性良好以及钎焊接头强度高,是目前梯度封装中焊接温度为300~330 ℃时的最佳焊料[1]。
Au-20%Sn焊料可焊接铜、镍、可伐合金和不锈钢等,适用于电真空器件以及航空发动机等重要零件的焊接,在高可靠性封装方面有广泛应用[2−3]。
Au-20%Sn合金钎料由ζ′(Au5Sn)和δ(AuSn) 2种脆性金属间化合物组成,塑性加工困难,不能采用常规的轧制成形方法获得适合于焊接的箔材。
目前,Au-20%Sn合金带材主要是采用叠层冷轧法制造[4−5]。
99.99%的纯Au和纯Sn薄片交替排列,经冷压铆合后多道次、小变形量冷轧,轧制到一定厚度后再退火合金化得到均匀的共晶组织。
LTCC基板用金锡焊接中的焊料控制
LTCC基板用金锡焊接中的焊料控制申忠科;董一鸣;刘思栋【摘要】针对在LTCC基板与壳体大面积金锡焊接可能出现的焊料溢出和堆积问题,提出了几种针对性的开槽或基板下沉控制焊料流淌的方法并进行了讨论.最终实现了无溢出焊接,X射线照片结果显示基板和壳体焊合孔隙面积在10%以内.【期刊名称】《电子与封装》【年(卷),期】2017(017)006【总页数】5页(P1-4,15)【关键词】金锡焊料;大面积焊接;焊料控制【作者】申忠科;董一鸣;刘思栋【作者单位】南京电子器件研究所,南京210016;南京电子器件研究所,南京210016;南京电子器件研究所,南京210016【正文语种】中文【中图分类】TN325+.3Au-Sn 是微电子封装中广泛使用的一种合金[1],也是熔点在300 ℃左右能替代含铅钎料且焊接性良好的一种重要焊料[2],尤其是 Au80Sn20 共晶焊料。
它具有导热性较好、熔点低、流动性好、抗热疲劳和蠕变性能优良、强度高以及饱和蒸汽压低等诸多优点,随着电子器件行业的迅速发展,其作用越来越突出,需求市场也在不断扩大。
采用 Au-Sn 焊时,一般器件或封装壳体表面会首先镀覆金层以利于焊料润湿。
然而由于此焊料本身对Au的亲和性好,钎焊加热过程中镀层的 Au会迅速进入熔融焊料从而使其成分改变,进而熔点迅速提升。
如图1 所示,以常见的 Ag72Cu28 共晶焊料为对比,Au80Sn20 在共晶点附近随着 Au 成分的增加,熔点变化的曲线十分陡峭,而 Ag72Cu28 则相对平缓。
一般而言,钎焊温度在液相线温度以上30~50 ℃为宜,在Au-Sn 焊时,成分改变对熔点变化的影响更显著,所以随着Au的熔入,熔融合金熔点较易升高到钎焊温度以上进而凝固,表现为液相存在区间相对狭窄,而且流散性相对有限(易凝固堆积)。
在涉及到大面积焊接时,以基板在壳体上的焊接为例,采用 Au-Sn 焊时,考虑到其流散性,为了铺满整个基板底部区域,采用的焊料片往往只比基板尺寸略小,焊料量较多,无可避免会溢出。
金Sn焊料属性

图4 6.
金锡合金预成型片在组装激光二极管中的应用
金 80 锡 20 焊料使用中的注意事项 金锡焊料必须正确使用,才能获得良好的效果。影响焊接质量的主要因素有:
金锡焊料成分,焊件和焊料的表面质量(如氧化物、沾污、平整度等),工艺因 素(炉温电线、最高温度、气体成分、工夹具等)[2]。由图 1 可知,金锡合金的 熔点在共晶温度附近对成分是非常敏感的,当金的重量比大于 80%时,随着金的 增加,熔点为急剧提高。而被焊件往往都有镀金层,在焊接过程中镀金层的金会 浸入焊料。在过厚的镀金层、过薄的预成型焊片、过长的焊接时间下,都会使浸 析入焊料的金增加,而使熔点上升。所以上述各类焊接参数都需优化[2]。通常炉 子峰值温度应选在约 310~340 ℃,焊接时间为 2~4 分钟。 7. 结论: 由于金 80%锡 20%共晶合金的熔点(280℃)适中,强度高,无需助焊剂,导 热和导电性能好,浸润性优良,低粘性,易焊接,抗腐蚀,抗蠕度等。因此,它 在微电子器件和光电子器件的陶瓷封装封盖,芯片粘接,金属封装的陶瓷绝缘子 焊接,大功率半导体激光器的芯片焊接中有着广泛的应用,它可明显提高这些器 件的封装可靠性和导电/导热性能。
5
助焊剂的生产工艺。即使基片表面稍有氧化,也可以采用氮氢混合气体来清除氧 化物。在氧化物清除之后,金锡预成型片就可以升温熔化继而开始焊接过程。通 常要在 235 °C 以上,用氮氢混合气体来清除氧化物才十分有效。但如果采用低 熔点钎焊料(例如低于 235 °C),在此温度氮氢混合气体还未能起作用,基板 表面的氧化物将存在于焊接处。这是造成一些焊接质量低下的主要原因之一。采 用金锡合金焊接的器件能够经受得起长时间的热应力循环。 在光电器件如发射器、接收器及放大器等封装中的穿通粘接中,垫圈型金 锡预成型片也是一种最好的选择。在连接过程中,熔化的金锡垫圈在毛细作用下 会填充在绝缘子外导体和封装基体(两者皆由可伐合金制造并镀以镍和金)之间 的间隙,如图 3 所示。 由于绝缘子和基体之间的空隙很小,过多的钎焊料会造 成短路。作为预成型片的优点之一,精确数量的金锡钎焊料可做成垫圈型预成型 片以防止短路。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿 日期 :2 0 0 7— 0 6— 1 2 基金项 目:国家 自 然科学基金资助项 目 ( 0 70 6 0 7 0 0 64 4 2 ,6 7 1,主要从事半导体激光器件研究 ,Em i w b2 6. m。 18 ・ a :d h 5@13 o l t
焊 接材料 。
光电子器件和微电子器件焊接 到陶瓷载体上 。当
前 ,大多数 A —n uS 共熔合金要么是作为预处理而沉 积,要么是用溅射或蒸发等真空沉积技术而沉积。 使用焊 料的预 处理是 相 对便 宜 且易于 实现 的 ,但是
就要牺 牲焊层 的调整 和厚度 控制 ,而 且焊层很 容易 被氧化 ,从而 破坏焊 层 的完整性 。真 空沉积技 术可 以提供更 好 的过 程控 制并 能减少 氧化 ,但是应 用起 来也更 昂贵且周期更 长 … 。一个 结合 了真空沉积技 术 的过 程控制 和预处 理 的相对 少的成 本的可选 方法
维普资讯
第3 卷第3 O 期
20年9 0 7 月
长春理工大学学报 ( 自然科学版 )
Junl f hn cu nvri f cec n ehoo y Na rl cec dt n) o rao C agh nU iesyo S i eadTcn lg ( t aS i eE io t n u n i
VOl3 N o 3 _0 .
Sp 20 e .0 7
用 于大功率半导体激 光器封装 的 A .n uS 合金焊料 的制备和特性研 究
黄 波,陈金 强 ,杨 凯,孙 亮,宋 国才,高欣 ,薄报 学
( 长春理工大学 摘 高功率半导体激光 国家重点实验室 ,长春 10 2 3 0 2)
要 :介 绍了具有极好热特性 、电特性和机械特性 以及相对低 的熔化温度的 Au( 0 t S (0 t 共熔合金焊 8 w . n2 w . %- %)
料 的制备 方法和过程 ,研 究了用于焊接 大功率半导体激光器的Aus 合金的特性 ,并探讨 了获得可靠焊接应注意的 .n
问题 。
关键词 :Aus .n合金焊料;大功率半导体激光器;共熔合金 ;焊接
S i c n eh oo y C a g h n1 0 2 ) ce ea dT c n lg , h n c u 3 0 2 n
A s a tA nv l rd co to dpo es fA ( 0 t )-n2 w . bt c: o epo ut nme da rcs o u 8 w . r i h n % S (0 t %)et t l y odr aigecl n ue i ao s le vn xe et cc l s h l
就是电镀沉积结合蒸镀。 大功率半导体激光器的封装 ,关键在于通过低 热阻技术、低欧姆接触技术以及高效冷却技术 ,有
、
1 焊料分析和制备方法选择
用 于 封 装 焊 接 的 焊 料 分 为硬 焊 料 和 软 焊 料 两
效的减少激光器芯片工作时热量的积累 , 提高激光
类 。软焊料有很小的生长应力 , 在正常应力作用时
HUANG Bo,CHEN i in Jnq a g,YANG i,S Ka UN a g, Li n SONG o a ,GAO n ,BO o ue Gu c i Xi Ba x
( ai a Ke L bo Hih o e Smi n utr aes, h n cu nvri N t n l y a n g P w r e c d co L sr C a gh nU iesyo o o tf
Ke r s u S l ys l r y wo d :A - na o d ;Hi o r e c n u tr ae; ̄ tc c l y o d g l o e g p we smi d co s r E e t l ;B n i h o l u iao n
作 为封装 过程 的一 部分 ,A -n焊料常用 于将 uS
中 图分 类 号 :T N2 文献 标 识 码 :A 文章 编 号 :1 7 —9 7 (0 7 3—0 0 —0 6 2 8 0 2 0 )0 01 4
Fa rc to n s a c f b i a n a d Re e r h o ・ n Al y o c p u a n f i Au・ l sf rEn a s l t g o S o i Hi h Po r S m io d c o s r g we e c n u t rLa e
器的输出功率和工作寿命。随着器件输出功率的增 大 ,热效应对器件的影响随之增大,如何将器件工 作时产生的热量及时有效地排出已成为封装工艺的 首要问题 ,其中芯片与热沉 、冷却器及电极各界面 之 间连接 的热 阻和接 触 电阻对器件 的有效 散热起着 重 要作用 ,为 获得最 小的界 面热 阻和接触 电 阻 ,各 界 面需采用倒装 焊接技 术连结 ,其 中芯片与 热沉 间的连结最为关键 。由于芯片所能承受 的温度所 限 ,焊接 须采 用低 温焊料 ,故 选用 A —n 金作 为 uS 合
h r l t ema , ee t c l n c a ia r p r e dr lt eyl w l n dr fo tmp r t r s r s n e , t ec a _ l cr a d me h c l o et s i a n p i a ai l n e v o me t g a l w i n e e e au ewa e e t d h h r p a trs co g l .i l y s l e d t ek y p it e l eh g l eib eb n i gwe ec a a t r e . ce it f o d t al d ra e o n s o r ai i h yr l l o dn r h r ce i d i n o o n h t z a z