湖南省汽车技师学院工序卡片7
(完整版)工艺过程卡和工序卡卡片
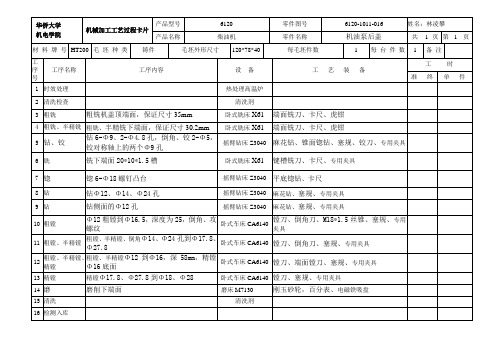
机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 1 页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*40 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣机盖顶端面,保证尺寸35mm 硬质合金端面铣刀、卡尺160 1 1.6 5 1 32.822标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 2 页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*35 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣下端面,保证尺寸31mm 硬质合金端面铣刀、卡尺160 1 1.6 4 1 32.822 半精铣下端面,保证尺寸30.2mm 硬质合金端面铣刀、卡尺210 1.3 1.6 0.8 1 25.00标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 3 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻6-Φ9mm孔Φ9高速钢麻花钻、塞规630 0.29 0.4 22.862 铰6-Φ9孔中对称轴上的两个孔至Φ9.1H8(022.0)做定位孔Φ9.1铰刀、塞规500 0.26 0.8 7.44标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 4 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻一个2-Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.32 铰此孔2-Φ4.8mm至2-Φ5mmΦ5铰刀、塞规500 0.13 0.4 4.653 通过模具以此孔定位钻另一个Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.34 铰此孔2-Φ4.8mm至2-Φ5mm Φ5铰刀、塞规500 0.13 0.4 4.655 倒角2-Φ4.8mm孔1.1x45º高速钢锥面锪钻10x90º标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 5 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 锪6-Φ18mm螺钉凸台高速钢平底锪钻18x9、卡尺400 0.4 0.14 5 1 19.32234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 6 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 铣下端面20*10*1.5槽硬质合金键槽铣刀10x60,卡尺945 0.5 0.2 1.5 3.812标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第7 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Φ12mm孔Φ12高速钢麻花钻400 0.28 0.45 21.672 钻Φ14mm孔Φ14高速钢麻花钻320 0.28 0.5 11.443 钻Φ24mm孔Φ24高速钢麻花钻200 0.28 0.7 13.074标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第8 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻侧面的Φ12mm的孔到铸件的铸孔约62mm深Φ12高速钢麻花钻,塞规400 0.28 0.45 88.47234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第9 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 Φ12粗镗到Φ16.5,深度为25,作为螺纹的底孔硬质合金镗刀、塞规1400 1.0 0.2 6.782 粗镗Φ16.5右端面,保证尺寸41mm 硬质合金端面镗刀,卡尺160 1 1.6 5 1 7.683 M18*1.5孔倒角硬质合倒角刀1120 0.25 0.644 攻丝内螺纹镗刀320 0.3 0.5 9.37标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第10 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗镗Φ14mm孔至Φ16.3mm硬质合金镗刀、塞规1120 1 0.2 2.3 8.172 粗镗Φ24mm孔至Φ26.3mm硬质合金镗刀、塞规900 1.33 0.4 2.3 5.083 半精镗Φ16.3mm孔至Φ17.8mm 硬质合金镗刀、塞规1400 1.33 0.1 1.5 13.064 半精镗Φ26.3mm孔至Φ27.8mm 硬质合金镗刀、塞规1018 1.5 0.2 1.5 8.985 倒角Φ27.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.646 倒角Φ17.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.64标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第11 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 把Φ12mm孔粗镗到Φ14.4mm,深58mm 硬质合金镗刀、塞规1400 1.0 0.2 2.4 6.782 把Φ14.4mm半精镗到Φ16mm,深58mm硬质合金镗刀、塞规1580 1.0 0.1 1.6 11.393 精镗Φ16底面硬质合金端面镗刀1580 1.33 0.2 0.38标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第12 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗Φ17.8mm孔至Φ18mm硬质合金镗刀、塞规1400 1.33 0.1 0.2 13.062 精镗Φ27.8mm孔至Φ28mm硬质合金镗刀、塞规1018 1.5 0.2 0.2 8.98标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第13 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数磨床M7130 1夹具编号夹具名称切削液电磁铁吸盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 磨削下端面刚玉砂轮,百分表2标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
机械加工工艺卡片
车间
等离子设备
20
铣
按图铣焊接部件尺寸,铣焊接坡口C5
机加
车间
立式铣床
X5032A
平口钳、游标卡尺
30
焊
按图焊接成形,
焊接间
焊机
专用夹具、游标卡尺
40
退火
去应力退火
机加
车间
50
铣
划线,铣顶面。
机加பைடு நூலகம்
车间
加工中心
专用夹具、游标卡尺
60
铣
卧铣两侧面,
机加
车间
加工中心
专用夹具、游标卡尺
80
钳
去毛刺,清焊渣,打磨焊缝
机加
车间
角磨机
90
检
按图纸进行检验合格后入库
机加
车间
千分尺、游标卡尺
编 制(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
批 准(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
机械加工工艺卡片
XXXXXX公司
机械加工工艺过程卡片
产品型号
XXXXX
零件图号
XXXX
产品名称
XXXX
零件名称
XXXX
共
XX
页
第
XX
页
材 料 牌 号
Q235
毛 坯 种 类
型材
毛坯外形尺寸
每 台 件 数
1
备 注
工
序
号
工序名称
工 序 内 容
车
间
工
段
设 备
机械加工工艺过程卡片及工序卡
切削液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
基本
辅助
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改
文件号
签字
日期
标记
更改
文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
1
页
第
1
页
材 料 牌 号
45
毛 坯 种 类
锻件
毛坯外形尺寸
每毛坯件数
1
每 台 件 数
1
备 注
年产1万
工序号
工序
名称
工 序 内 容
车 间
工 段
设 备
工 艺 装 备
工 时
准终
单件
10
20
30
40
50
60
70
80
90
100
110
120
130
140
设 计(日 期)
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
2
页
第
2
页
车间
工序号
工序名称
材 料 牌 号
毛 坯 种 类
毛坯外形ห้องสมุดไป่ตู้寸
机械加工工艺过程卡片及工序卡
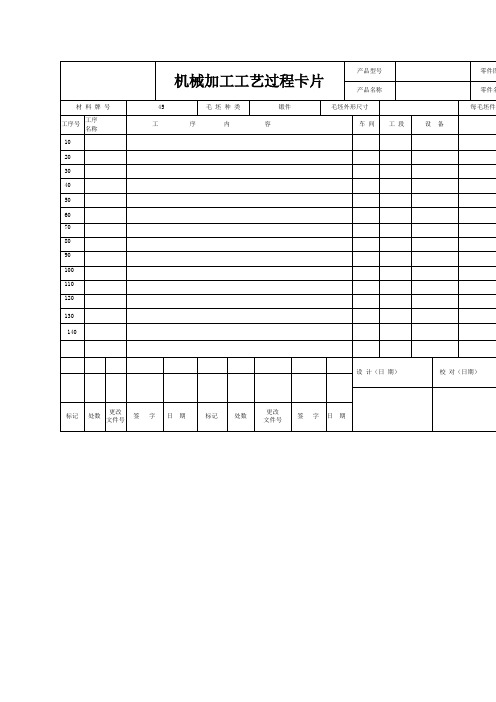
机械加工工艺过程卡片及工序卡机械加工工艺过程卡片是指在机械加工过程中用于记录加工过程的一种工艺文件。
它包含了加工过程的各个工序的名称、工艺参数、设备要求、加工顺序、加工方法、检验方法等内容。
工序卡则是根据工艺卡片编制的具体操作指导文件,它是工艺过程的细化和具体化。
一、机械加工工艺过程卡片的内容主要包括以下几个方面:1.零件名称和编号:标明被加工零件的名称和编号,以便识别和查找。
2.工艺参数:包括加工尺寸、公差要求、表面粗糙度要求等。
3.设备和工具要求:包括所需的机床、刀具、夹具等设备和工具的型号、规格和数量。
4.加工顺序:按照正确的加工顺序,列出各个工序的顺序,确保加工的合理性和高效性。
5.加工方法:具体描述每个工序的加工方法,包括切削速度、进给量、切削深度、冷却液的使用等。
6.检验方法:标明每个工序的检验方法和检验要求,确保加工过程中零件的质量。
7.完成标志:标明每个工序完成后所需的检查和操作,以便判定是否合格和进行下一步加工。
二、工序卡的内容主要包括以下几个方面:1.工序名称和编号:标明该工序的名称和编号,以便识别和查找。
2.工序要求:具体描述该工序的加工要求和工艺参数,包括加工尺寸、公差要求等。
3.操作步骤:按照正确的操作顺序,详细描述该工序的具体操作步骤,确保操作的准确性和一致性。
4.设备和工具要求:具体说明该工序所需的机床、刀具、夹具等设备和工具的型号、规格和数量。
5.加工方法:详细描述该工序的加工方法,包括切削速度、进给量、切削深度、冷却液的使用等。
6.检验方法:标明该工序的检验方法和检验要求,确保该工序加工出的零件符合要求。
7.注意事项:列举该工序中需要注意的事项和安全注意事项,以确保操作的安全和顺利进行。
通过机械加工工艺过程卡片和工序卡的编制和使用,能够规范加工过程,提高加工效率和质量,减少人为错误和浪费,确保加工零件的质量和精度。
同时,它也是对机械加工工艺的传承和积累,方便工艺的复查和优化。
加工工艺过程卡片及工序卡
----------------产品名称变速箱零件名称变速箱下盖共22 页第 1 页车间工序号工序名称材料牌号10 粗铣200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液----标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第 2 页车间工序号工序名称材料牌号20 粗铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1 设备名称设备型号设备编号同时加工件数----设计(日期) 校对(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第 3 页车间工序号工序名称材料牌号30钻孔200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1--2 铰定位销孔硬质合金铰刀、游标卡尺125 4.710.80.1 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第4页车间工序号工序名称材料牌号40粗铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数----号次数机动辅助1结合上下箱体,以结合面为基准,粗铣前后端面及凸台硬质合金面铣刀、游标卡尺125 157 0.24 511.90设计(日期)校对(日期)审核(日期)标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第5页车间工序号工序名称材料牌号50 粗铣200----湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 6 页车间工序号工序名称材料牌号60 半精铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010--设计(日期) 校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第7 页车间工序号工序名称材料牌号70 半精铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1----1 以结合面为基准,半精铣前后端面硬质合金面铣刀、游标卡尺180 2260.18 1.0 11.76设计(日期)校对(日期) 审核(日期)标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第8 页车间工序号工序名称材料牌号80 半精铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数----湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第9 页车间工序号工序名称材料牌号90 半精铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液--设计(日期)校对(日期) 审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第10 页车间工序号工序名称材料牌号100 半精铣200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1----车间工序号工序名称材料牌号110 精铣200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)----标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第12页车间工序号工序名称材料牌号120 钻孔200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数组合钻床--3以结合面为基准,钻两肋板中间凸台螺纹孔高速钢麻花钻、游标卡尺、90°角尺500 27.50.35 8.75 1 0.58设计(日期)校对(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第13 页车间工序号工序名称材料牌号130 钻孔200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数------产品名称变速箱零件名称变速箱下盖共22 页第14页车间工序号工序名称材料牌号140钻孔200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)--标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第15 页车间工序号工序名称材料牌号150 锪孔200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数----2以结合面为基准,对正面凸台孔内侧锪平高速钢柱形锪钻、游标卡尺18024.9 0.259 10.093以结合面为基准,对右端面通孔内侧锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 10.11设计(日期)校对(日期) 审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第16 页车间工序号工序名称材料牌号160 螺纹孔攻丝200------产品名称变速箱零件名称变速箱下盖共22页第17页车间工序号工序名称材料牌号170 粗镗200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×1861 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)--标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22页第18页车间工序号工序名称材料牌号180粗镗200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件 754×400×186 1 1设备名称设备型号设备编号同时加工件数----2结合上下箱体,以结合面为基准,镗右端面凹槽硬质合金刀具、游标卡尺63 59.3 1.5 10 10.31设计(日期) 校对(日期) 审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第19页车间工序号工序名称材料牌号190 半精镗200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数--。
普通工艺过程卡片1

材料牌号 工 序 号 1 2 3 4 5 6 7 8 9 10 11 12 工序 名称 锻造 粗车 钻孔 粗车 半精 车 半精 车 倒角 粗车 半精 车 倒角 调质 研磨 模锻毛坯 45 刚 工
机械加工工艺过程卡片
毛坯种类 序 模锻 内 毛坯外型尺寸 容
产品型号 产品名称 动力输出轴 每毛坯可制件数 设 锻造 机加 机加 机加 机加 C620-1 卧式车 床 Z35A 摇臂钻床 C620-1 卧式车 床 C620-1 卧式车 床 C620-1 卧式车 床 机加 机加 机加 机加 机加 机加 钳工 C620-1 卧式车 床 C620-1 卧式车 床 钳工 备
专用夹具 专用夹具,B 型中心钻 专用夹具 专用夹具 专用夹具
Hale Waihona Puke 专用夹具 专用夹具零(部)件图号 零(部)件名称 每 台 件 数 工 艺 装 备 输出轴 备 注
共 第 工 准终
2 页 1 页 时 单件
80 257 181
车间 工段
粗车输出轴前后端面及其他各部 钻 2-B6/15 中心孔 粗车外圆 50、 60、 65、 75 半精车外圆 50、 60、 65、 75 半精车前后端面 倒角 1 45° 粗车阶梯孔 50、 80、 104 半精车阶梯孔Ф 80 倒角 1×45° 对工件进行调质处理至 200HBS 研磨中心孔
工艺过程卡、工序卡

进给量 mm/r 0.4 0.4
切削深度 mm 5 2
进给次数
工步工时 机动 辅助
三面刃铣刀 三面刃铣刀
设 计(日 期) 标记 处数 更改文 件号 签 字 日 期 标记 处数 更改文 件号 签 字 日期 指导 2012.5.30
审 核(日期)
标准化(日期)
会 签(日期)
设计
审核
机械加工工序卡片
产品型号 产品名称
设计
审核
机械加工工序卡件名称 车 间
5 小型芯 工 序 号 3 共( 1)页 工序名称 车外圆 每毛坯可制件数 1 设备编号 第( 1)页 材料牌号 T10A 每台件数 1 同时加工件数 1 夹具名称 专用夹具 切削液 乳化液 工序工时 准终 单件
毛坯种类 模锻件 设备名称 普通车床 夹具编号
机械加工工艺过程卡片
毛 坯 种 类 工 序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 工名序 称 准备 锻造 热处理 钳工 铣削 铣削 热处理 平磨 磨削 钳工 辅 检验 辅 a. b. c. a. b. 工 模锻件 序 下料
产品型号 产品名称 毛坯外形尺寸 190mmX190mmX30 mm 车 间
产品型号 产品名称 毛坯外形尺寸 190mmX190mmX30 mm 车 间
零件图号 零件名称 每毛坯可制件数 设 备
6 垫板 1 每台件数 工 夹具名称及编号 1
共( 1 )页 牌号 备 艺 装 注 备 辅助工具
第( 1 )页 45
内
容
工 准终
时 单件
切削刀具 量具名称及编号 锯条
锻造毛胚按 190mmX190mmX32mm 切断 退火 画线并找正各孔 钻、扩、铰 10、 16、 25、 6、 12.5 对 10 的孔进行攻丝 用端铣刀粗铣六个平面 半精铣各平面 淬火并回火到 40-45HRC 平磨各平面达设计要求 修整各型腔圆角达设计要求,去毛刺 清洗 检验 油封,入库
机械加工工艺工序卡

凌职业学院机械加工工艺过程卡片产品名称45号钢零件名称45号钢第1页车间工序号工序名称材料牌号机加工车间 1 下料45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø40mm×76mm 1件 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1夹具编号夹具名称切削液1 专用夹具三抓卡盘工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期学院机械加工工艺过程卡片产品名称45号钢零件名称45号钢第1页机加工车间工序号工序名称材料牌号2 粗车外圆并平端面40钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø39mm×38mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1 1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件2 夹住左端加工右半端,粗车出尺寸为Ø39mm×38mm的外圆并平1mm的端面卧式车床500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期学院机械加工工艺过程卡片产品名称45号钢零件名称45号钢第1页车间工序号工序名称材料牌号机加工车间 3 车台阶45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø31mm×7mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1夹具编号夹具名称切削液1 专用夹具 1工位器具编号工位器具名称工序时间1 1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件3 车出尺寸为Ø31mm×7mm的台阶卧式车床500 150 0.1 0.3 0.11设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品名称45号钢零件名称45号钢第1页车间工序号工序名称材料牌号机加工 4 车外圆45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø39mm×38mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1 1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件4 夹住右半端加工左半端,粗车出尺寸为Ø39mm×38mm的外圆并平1mm端面卧式车床500 150 0.1 0.03设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品名称45号钢零件名称45号钢第1页5车间工序号工序名称材料牌号机加工 5 钻孔20钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø152000件每年 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间11 1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件5 钻出孔为Ø15的通卧式车床300 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品名称零件名称45号钢第1页车间工序号工序名称材料牌号机加工 6 镗孔45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø22mm×44mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1夹具编号夹具名称切削液1 专用夹具 1工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件6 镗出尺寸为Ø22mm×44mm的孔卧式车床500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11附表1-8 机械加工工序卡学院机械加工工艺过程卡片产品型号831011 零件图号 1 共页产品名称45号钢零件名称45号钢第1页车间工序号工序名称材料牌号机加工7 镗孔45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø27mm×24mm 1 1设备名称设备型号设备编号同时加工件数丝锥Ca6140 1 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件7 再镗出尺寸为Ø27mm×24mm的孔卧式车床500 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11附表1-9 机械加工工序卡学院机械加工工艺过程卡片产品型号831011 零件图号 1 共页产品名称45号钢零件名称45号钢第1页车间工序号工序名称材料牌号机加工8 镗螺纹退刀槽45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø29mm×2mm 1 1 设备名称设备型号设备编号同时加工件数万能升降台铣床Ca6140 1 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1 1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件8 在24mm处镗出尺寸为Ø29mm×2mm的螺纹退刀槽卧式车床500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11附表1-10 机械加工工序卡学院机械加工工艺过程卡片产品型号831011 零件图号 1 共页产品名称45号钢零件名称 45号钢第1页车间工序号工序名称材料牌号机加工9 车螺纹45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件M28*1.5 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1 1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件9 车出m28*1.5的螺纹500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11附表1-11 机械加工工序卡学院机械加工工艺过程卡片产品型号831011 零件图号 1 共页产品名称45号钢零件名称45号钢第1页车间工序号工序名称材料牌号10 从右往左钻通孔45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件10 从右往左钻通孔500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品名称45号钢零件名称 45号钢第1页车间工序号工序名称材料牌号11 从右往左钻半通孔45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø39mm*74mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件11 从右往左钻半通孔500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品名称 45号钢零件名称 45号钢第1页车间工序号工序名称材料牌号12 夹左端加工右端精车外圆45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø38mm*38mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件12 夹左端加工右端精车外圆500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品型号831011 零件图号 1 共页产品名称 45号钢零件名称 45号钢第1页车间工序号工序名称材料牌号13 车出倒角45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø38m m*38mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件13 端面到出c2的角500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品型号831011 零件图号 1 共页产品名称 45号钢零件名称 45号钢第1页车间工序号工序名称材料牌号14 夹右端加工左端精车外圆45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø38mm*38mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件14 夹右端加工左端精车外圆500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品型号831011 零件图号 1 共页产品名称 45号钢零件名称 45号钢第1页车间工序号工序名称材料牌号15 车出倒角45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø38mm*38mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件15 端面到出c2的角500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品型号831011 零件图号 1 共页产品名称 45号钢零件名称 45号钢第1页车间工序号工序名称材料牌号16 在螺纹端面车出倒角45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø38mm*38mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件16 在螺纹端面到出c2的角500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11。
831002工序卡
工步
工步内容工艺装备
号
1 粗镗φ58孔至φ59.5mm 硬质合金镗刀,塞规
2 粗车φ59.5孔下端面,距离达到59mm 硬质合金车刀,游标卡尺
工步
工步内容工艺装备号
1 半精镗φ59.5孔到φ60+00.3mm 硬质合金镗刀,塞规
2 半精车φ60孔下端面,距离达到58+00.16mm 硬质合金车刀,游标卡尺
工步
工步内容工艺装备号
1 粗铣槽端面至φ25孔中心线距离44-00.3mm Φ60面铣刀,游标卡尺
工步号 工 步 内 容 工 艺 装 备1 粗铣槽底面和侧面,宽度至14mm ,深度至6mm 三面刃铣刀,游标卡尺
2 半精铣槽底面和侧面,宽度至16+00.11mm ,深度 至8+00.15mm
工步
工步内容工艺装备号
1以φ25孔为基准,粗铣螺纹孔端面游标卡尺,面铣刀
工步
工步内容工艺装备
号
1钻φ20.5mm孔Φ20.5麻花钻,游标卡尺2攻M22×1.5螺纹孔细牙螺纹丝锥,通止规。
模具零件加工工序过程卡片(新)

底图号 装订号
标志 处数 更改文件号 签 字 日 期 标志 处数 更改文件号 签 字 日 期
编制 (日期)
审核 (日期)
会签 (日期)
标准化 (日期)
编制 (日期)
审核 (日期)
会签 (日期)
标准化 (日期)
日期
产品型号 产品名称
零(部)件图号
鼓风机铝合金压铸模 零(部)件名称 施工车间
定模芯 工序号
金工 材料牌号
25 同时加工件数
DAC 毛坯种类
锻件
1? 毛坯外形尺寸 475mmx270mmx93mm
设备名称
设备型号
铣床
每毛坯件数
B665 每台件数
CNC 每毛坯件数
M7232 每台件数
?
1
夹具编号
?1 夹具名称 磁性吸盘
共9页 第5页 工序名称
精磨
冷却液
设备编号
工序工时 准终 单件
工
步
工步内容
号
5 CNC 进行精修,能加工到位全部到位
底图号
工艺装备
刃具
量具
钨钢刀具
游标卡尺??百分 表
辅具
主轴转 切削速 走刀量 速(转/ 度(米/ (毫米/
/分) /分) /转)
工艺装备
刃具
量具
Ф 14 深孔加工 钻头
游标卡尺?
辅具
主轴转 切削速 走刀量 吃刀 速(转/ 度(米/ (毫米/ 深度
/分) /分) /转) (毫米)
走刀 次数
工时定额 机动 辅助
475
55 0.036 1.5
1
装订号
签 标志 处数 更改文件号 签 字 日 期 标志 处数 更改文件号 字
工艺过程卡片.doc

备注
工序号
工序名称
工序内容
车工间段
设备
工艺装备
工时
准终
单件
1
下料
(1)将所下钢管放在切割机的钳口内,并保持平行,调整好限位挡板
断料
砂轮切割机
钢直尺、游标卡尺
(2)将砂轮安装并紧固在切割机主轴上
(3)拧紧虎钳压紧丝杠,握紧切割机手柄并按下启动按钮,砂轮片快速转动,用力慢慢向下压,接触工件切割开始,并保证下料尺寸:350±2.0
产品名称
长半径弯头
零(部)件名称
90E(L)Ø114×5
第页
材料牌号
20#钢
毛坯种类
钢管
毛坯外形尺寸
Ø76×5
每毛坏可制件数
每台件数
备注
工序号
工序名称
工序内容
车工间段
设备
工艺装备
工时
准终
单件
1
下料
(1)将所下钢管放在砂轮机的钳口内,并保持平行,调整好限位挡板
断料
砂轮切割机
钢直尺、游标卡尺
(2)将砂轮安装并紧固在切割机主轴上
产品名称
长半径弯头
零(部)件名称
90E(L)Ø219×8
第页
材料牌号
20#钢
毛坯种类
钢管
毛坯外形尺寸
Ø159×8
每毛坏可制件数
每台件数
备注
工序号
工序名称
工序内容
车工间段
设备
工艺装备
工时
准终
单件
1
下料
(1)将气割机吸附在钢管上,使两对永磁行走车轮同时接触管壁,接好电源、气源,转动电位器旋钮。
断料
磁轮切割机
机械加工工序卡片
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣36mm下底面
硬质合金端铣刀、专用铣夹具
255
64
2
3
1
0.08
2
半精铣36mm下底面
硬质合金端铣刀、专用铣夹具
490
123
1
1
1
0.08
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
铸件
83x37x62
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z525
1
夹具编号
夹具名称
切削液
专用钻夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻Ф3偏10°内孔
专用钻夹具
1360
Hale Waihona Puke 会签(日期)标记处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
柴油机
零件名称
气门摇臂轴支座
共
8
页
第
3
页
机械加工工艺工艺过程工序卡片气门摇杆轴支座
mm
机动
辅助
10
铣轴向槽
锯片铣刀、游标卡尺
275
69.1
0.2
3.0
2
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重庆理工大学
机械加工工序卡片
产品型号
零件图号
产品名称
气门摇杆轴支座
零件名称
共
6
页
第
5
页
车间
工序号
工序名称
材料牌号
70
粗车、半精车、精车左右两Φ32端面
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重庆理工大学
机械加工工艺过程卡片
产品型号
零件图号
产品名称
气门摇杆轴支座
零件名称
共
页
第
页
材料牌号
HT200
毛坯种类
HT200
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工
序
号
工序
名称
工序内容
车
间
工
段;
设备
工艺装备
工时
准终
单件
夹具
刀、量具
10
配料
铸造
铸
20
热处理
钻夹具
麻花钻
游标卡尺
60
1
铣轴向槽
1
3.0
69.1
275
0.2
卧式铣床X62
加工工艺过程卡片
加工工艺过程卡片(总4页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21 year.March学校名称:湖北工业大学参赛项目:“S"型赛道场地常规赛囊苛药1>夹一端伸出长度20,齐端面;2、粗车外圆至小,长15,再粗车夕卜圆至亿长8;3、精车台阶圆至(t)15x8:(I)32x5o1530 C6140三爪卡盘45外閲车刀、卡尺标尺直游1、掉头,夹d>15圆,齐端面;2、钻孔巾5;3、粗车外圆至(1)长度到(b32处;4、精车外圆至(1)12x12:5、倒2的倒角。
£J I 12%25C6140三爪卡盘45外圆车刀直径为5的麻花钻卡标尺游学校名称:湖北工业大学参赛项目:“S"型赛道场地常规赛........ 药 ................ 芥............... 莪 ....................6检验处数1>画线确定圆心;2、横卧着夹在钻床上,钻孔;3、将台阶轴竖直立在钻床上,再钻通孔;4、攻螺纹。
按着图纸要求检验后轮套筒是否符合要求。
更改文件号签字日期编制(日期)审核(日期)钻床直径为麻花钻M3的丝锥游标卡尺游标卡尺标准化(日期)会签(日期)学校名称:湖北工业大学参赛项目:“S"型赛道场地常规赛制左零件的机械加工工艺规程时,首先要对照小车装配图分析零件图,熟悉该零件的用途,性能及工作条件,明确零件在小车中的位置,作用及相关零件的位置关系;了解并研究各项技术条件制肚的依据,找出其主要技术要求和技术关键,以便在拟左工艺规程时采用适当的措施加以保证。
下而主要对零件进行工艺分析和工艺路线的拟定和工艺方案的分析。
1.零件的工艺分析后轮套筒是保证后轮与轴同心并且是后轮轴向龙位和周向怎位的关键零件,因此必须保证其制造精度。
如图1所示,后轮套筒位置精度较髙,其中612外圆用于安装后轮,加工时要求保证英圆跳动公差;侧而M3的内螺纹孔与615外圆轴线有垂直度要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1500
0.3
0.02
0.4
1
25.26
4
半精磨外圆 75
砂轮 ,专用夹具
1500
0.3
0.02
0.4
1
96.23
汽车技师学院
机械加工工序卡片
产品型号
零(部)件图号
设计者:张立斌
产品名称
Hale Waihona Puke 动力输出轴零(部)件名称输出轴
共10页
第7页
车间
工序号
工序名称
材料牌号
机加
11
半精磨
45
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
模锻
设备名称
设备型号
设备编号
同时加工件数
外圆磨床
M120W
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备(含:刀具、量具、专用工具)
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时
1
半精磨外圆 55
砂轮 ,专用夹具
1500
0.3
0.02
0.4
1
63.32
辅助
2
半精磨外圆 60
砂轮 ,专用夹具
1500
0.3
0.02
0.4
1
23.32
3
半精磨外圆 65