机械加工工时定额时间标准补充版)
机械加工工时定额【范本模板】
机械加工工时定额前言1、合理的零件加工时间定额,是正确的反映机械加工成本、工人劳动量与劳动报酬的基本数据。
2、机械加工的时间定额,是计划设备和工人数量的基本依据.3、机械加工时间定额的合理与否,它客观反映生产技术水平的高低。
4、机械加工时间定额,使生产技术管理的基本要素.机械加工时间定额与其组成1、什么是机械加工时间定额?它是指完成一个零件或零件某一工序加工所规定的时间。
2、时间定额的组成:(1)、机动时间(也称基本时间)(Tj)——是指直接改变工件尺寸、形状和表面质量所需要的时间。
它包括刀具趋近、切入、切削和切出的时间.(2)、辅助时间(Tf)——用于某工序加工每个工件时,进行各种辅助动作所消耗的时间。
包括装卸工件和有关工步的时问.如启动与停止机床、改变切削用量、对刀、试切、测量等有关工步辅助动作所消耗的时间。
(3)、布置工作地、休息和生理需要的时间(Tbx)——指工人在工作时间内清理工作地点以及保证正常工作时所消耗的时间。
其中包括阅读交接等,检查工件,机床,对机床进行润滑和空运转,更换与修磨刀具,检具和刃具,清理切屑,工作前取出和工作后归还工具,交班前擦拭机床,清理工作场地,填交接班纪录及工作时间内允许必要的休息和生理需要的时问。
为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
(4)、准备终结时间(Tzz)——是指工人在加工一批工件的开始和结束时间所做准备工作和结束时所消耗的时间。
包括熟悉图纸,工艺文件,进行尺寸换算,借还工具、夹具、量具、刃具,领取毛坯,安装刀杆、刀具、夹具,转动刀架,修整砂轮,点收零件,调整机床,首件检查,加工结束时清理机床,发送成品等。
一般情况,准备与终结时间分固定部分和另加部分。
固定部分是指一批零件加工前必须发生的时间.另加部分是根据实际工作需要做某些准备与结束工作所需时间.加工一批零件只给一次准备与终结时间。
3、机械加工时间定额的计算(1)、中批以上t d=(t j+t f)×(1+K%)+t zz/N(2)、单件小批t d=t j×(1+K%)+t bx+t zz式中,t d——单件加工时间定额(min)t j——机动时间(min)t bx——布置场地与休息和生理需要时间(min)t zz—-准嵛与终结时间(min)K——t bx和t zz占t j的百分比N—-生产纲领-—相同一批零件数辅助时间的确定1 、确定原则(1) 、辅助时问的长短和工件与机床规格大小、复杂程度成正比。
机械加工工时定额时间标准(补充版)

机械加工工时定额时间标准机械工业定额改革小组说明1、本标准是机械工业部机床行业《机加工劳动定额时间标准》的基础上,又进一步地进行了精简,它具有适用面广,查找迅速,使用方便等优点。
本标准适用于单件、小批量生产。
成批生产可用~的系数进行调整。
2、查表方法:查表序号=D(序号)+L(序号)-13、本《标准》时间单位:准终时间:(小时:分钟)装卸时间:(分钟)定额时间:(分钟)目录车床:车床装卸、车外圆、内孔时间--------------------------------------------------------4 车床钻孔、切槽、中心孔、车蜗杆、车床准终时间-----------------------------5 钻中心孔、倒角、T型、三角螺纹时间--------------------------------------------6 磨床:磨T型、三角形螺纹时间-------------------------------------------------------------7 磨床装卸、磨外圆、端面时间--------------------------------------------------------8 磨内孔、磨平面、磨花键时间、钻床时间标准-----------------------------------9 铣床:立铣、铣刨床装卸、准终时间-------------------------------------------------------10 万能铣时间-------------------------------------------------------------------------------11 刨床:刨床时间、镗床倒角时间标准-------------------------------------------------------12 钳工:钳工时间----------------------------------------------------------------------------------13 插、拉床:插、拉、滚蜗轮时间-------------------------------------------------------------14 齿轮机床:插外、内齿、磨齿时间、倒角机时间----------------------------------------15车床钻孔、扩孔时间标准扩孔K= 铰孔K=。
机械加工工时定额
机械加工工时定额 Document serial number【KK89K-LLS98YT-SS8CB-SSUT-SST108】机械加工工时定额前言1、合理的零件加工时间定额,是正确的反映机械加工成本、工人劳动量与劳动报酬的基本数据。
2、机械加工的时间定额,是计划设备和工人数量的基本依据。
3、机械加工时间定额的合理与否,它客观反映生产技术水平的高低。
4、机械加工时间定额,使生产技术管理的基本要素。
机械加工时间定额与其组成1、什么是机械加工时间定额?它是指完成一个零件或零件某一工序加工所规定的时间。
2、时间定额的组成:(1)、机动时间(也称基本时间)(Tj)——是指直接改变工件尺寸、形状和表面质量所需要的时间。
它包括刀具趋近、切入、切削和切出的时间。
(2)、辅助时间(Tf)——用于某工序加工每个工件时,进行各种辅助动作所消耗的时间。
包括装卸工件和有关工步的时问。
如启动与停止机床、改变切削用量、对刀、试切、测量等有关工步辅助动作所消耗的时间。
(3)、布置工作地、休息和生理需要的时间(Tbx)——指工人在工作时间内清理工作地点以及保证正常工作时所消耗的时间。
其中包括阅读交接等,检查工件,机床,对机床进行润滑和空运转,更换与修磨刀具,检具和刃具,清理切屑,工作前取出和工作后归还工具,交班前擦拭机床,清理工作场地,填交接班纪录及工作时间内允许必要的休息和生理需要的时问。
为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
(4)、准备终结时间(Tzz)——是指工人在加工一批工件的开始和结束时间所做准备工作和结束时所消耗的时间。
包括熟悉图纸,工艺文件,进行尺寸换算,借还工具、夹具、量具、刃具,领取毛坯,安装、刀具、夹具,转动刀架,修整砂轮,点收零件,调整机床,首件检查,加工结束时清理机床,发送成品等。
一般情况,准备与终结时间分固定部分和另加部分。
固定部分是指一批零件加工前必须发生的时间。
另加部分是根据实际工作需要做某些准备与结束工作所需时间。
工时定额(机加车间)
工时定额(机加车间)LT目录轴类工时磨削轴类工时套类工时磨削套类工时模数螺纹工时键与键槽工时刨削平面、侧面工时滚齿工时齿轮倒角工时腰型法兰工时上、下轴瓦工时涨圈工时缸套工时齿封工时普通螺纹工时高压螺母工时高压双头螺柱工时锁紧螺母工时钻床加工螺孔工时…………………………………………………钻床刨平面、沉孔加工工时平焊法兰工时衬环法兰工时管板车削工时管板划线工时管板钻孔工时刨边机刨边工时高压筒体加工工时车削锥体坡口工时车削封头坡口工时补强圈工时高压螺纹法兰及盲板工时气体分配总管及气体连通管工时球面垫圈工时透平垫工时视镜工时高压管加工工时轴销、丝堵、垫圈加工工时设备凸缘加工工时胀管器加工工时钳工手工刮削平面工时钳工攻丝工时钳工手工绞、扩孔工时钳工每钻一孔工时钳工錾削油槽加工工时345计算方法依据:T机=K*L*h*d2/318*S纵*t*v2(分)K—修正系数;L—工作台纵向行程长度(㎜),h —磨削余量(每边㎜);d2—工件直径(㎜),S纵—纵向进给量(毫米/转),t—磨削深度(㎜),v2—工件圆周速度(m/min)磨床磨削轴类工时表长度(L)轴径(D)20~4040~6060~8080~100100~120125~150150~175175~200200~250250~300300~350350~400400~450450`500500~550550~600600~650650~700700~750750~800800~850850~900950~10001100~1200工时(分钟)20~30 9 14 19 25 30 37 43 63 75 90 104 110 240 260 280 300 325 350 375 400 425 450 475 500 30~50 10 15 20 26 31 38 44 64 77 92 106 119 132 143 150 169 182 195 208 270 300 360 400 440 50~70 11 16 21 27 32 40 46 65 79 94 108 121 135 147 162 176 189 202 216 229 244 256 270 285 70~90 12 17 22 28 33 41 47 67 81 95 110 123 137 150 168 182 196 210 224 238 253 266 280 300 90~110 13 18 23 29 34 42 48 68 82 97 112 125 139 153 174 189 203 217 232 246 261 275 290 310 110~130 14 19 24 30 35 43 49 69 83 99 114 127 142 156 180 195 210 225 240 255 270 285 300 320 130~150 15 20 25 31 36 44 50 70 84 100 116 129 144 159 186 202 217 232 248 263 279 294 310 330 150~175 16 21 26 32 37 45 51 71 85 101 118 131 147 162 192 208 224 240 256 272 287 304 320 340 175~200 17 22 27 33 38 46 52 72 86 103 120 133 150 165 198 214 231 247 264 280 297 313 330 350 说明:1、本表指直轴(无台阶)磨削工时;2、台阶轴可视为多根轴的轴向组成相加;3、每加磨一台端面,即增加5分钟;4、不论批量大小,其辅助工时为1小时;5、批量超出20件,削减20%。
机加工工时定额标准
280
16
60
3
160
8
300
18
70
3
170
8.5
350
20
80
4.5
180
9
400
22
90
5
190
10
100
5.5
200
11
110
6
210
12
120
6.5
220
13
1、图纸加工工件后,两端平面车正,利角倒钝;
2、工时按最大外径计算。加工范围:轴的外径各级长度、表面光洁度、锥度、槽
位、R 位、螺纹、中心孔等;
计。 3、 槽底要求 R 角的加 30%,槽位部匙羹位加 30%。 4、 大型工件加 20%,插床插健槽按 120%计。 5、 槽深不超过槽宽。 6、 铣花键按总工时加 20%,插花键按总工时加 30%。
9
轴类加工
Φ
小时
Φ
小时
Φ
小时
30
3
130
7
240
14
40
3
140
7.5
260
15
50
3
150
7.5
工按 90%。
2)、Φ 150 直径以上,直身圆钢加工按 110%,用法兰焊接按 70%,用法兰焊接
按 70%计。
9、最大直径加工余量为 10mm,每超过 10mm 工时增加 10%。
10、污水泵活塞杆,按本工时 90%计,无公差按 80%计,普钢按 70%计。
10
套类工件
Φ
T
Φ
T
Φ
T
Φ
T
Φ
T
20
机械加工工时定额计算标准-124页
工时定额计算(最终版)工时定额计算手册目录一. 普通车床 (4)1.车床时间定额标准(通用部分) (4)2.C615~C618时间定额标准 (8)3.C620时间定额标准 (10)4.C630时间定额标准 (12)5.C650时间定额标准 (14)二.镗床 (16)1.镗床时间定额标准 (16)三.立式机床 (19)1.立式机床时间定额标准 (19)四.龙门刨床 (21)1.龙门刨床时间定额标准 (21)五.牛头刨床 (24)1.牛头刨床时间定额标准 (24)六.磨床 (24)1.平面磨时间定额标准 (24)2.外元磨时间定额标准 (26)3.内元磨时间定额标准 (28)七. 铣床 (30)1.铣床时间定额标准(一) (30)2.铣床时间定额标准(二) (34)八.制齿机床 (37)1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准 (37)九.拉床 (40)1.拉床时间定额标准 (40)十.插床 (42)1.插床时间定额标准 (42)十一钻床 (43)1.钻床时间定额标准 (43)十二. 钳工 (46)1.钳工时间定额标准(一) (46)2.钳工时间定额标准(二) (48)3. 钳工时间定额标准(三) (51)十三. 冷冲模 (54)1.冷冲模装配时间定额标准 (54)十四. 冲床 (56)1.冲床时间定额标准 (56)十五. 锻造 (60)1.锻造时间定额标准(一) (60)2. 锻造时间定额标准(二) (61)十六. 铸造 (63)1.铸造时间定额标准 (63)2. 铸造复杂程度分类 (66)十七. 铆工 (69)1.铆工时间定额标准(一) (69)2.铆工时间定额标准(二) (73)3.铆工时间定额标准(三) (74)十八. 点焊 (77)1.电焊焊接时间定额标准 (77)十九.木型 (80)1.木型制造时间定额标准(一) (80)2.木型制造时间定额标准(二) (84)二十. 喷漆 (88)1. 喷漆时间定额标准 (88)附录 (91)一.冷冲模赚装配复杂程度分类 (91)二.公式时间定额标准,设备适用范围及工序内容 (101)三. 应用举例 (104)1.车床C620加工例题 (104)2.2.5m立车 (106)3.镗床例题 (107)4.Z525 (108)5.龙门刨(6M) (110)6. 牛头刨 (112)7.15 吨冲床 (113)8.M7120—M131W (114)9.M7120 (115)10.M131W (116)11.设备Y38 (117)12.设备B516K (118)13.设备L6110 (119)14. 设备X52 (121)机床 分类T 准 一. 普 通 车 床1.车床时间定额标准(通用部分)单位(分)C615~C618C620C630C650一般 15 30 40 60 中等 30 40 60 80 复杂40801202401.一般——包括接受任务,领取工票图纸工艺熟悉加工方法,调整机床,装卸刀具清理工作地,擦拭润滑机床借还工具换三爪、四爪、花盘胎具校量具首件检查。
机械加工工种定额、工时(车、铣、镗)切削用量参考表(工时计算)
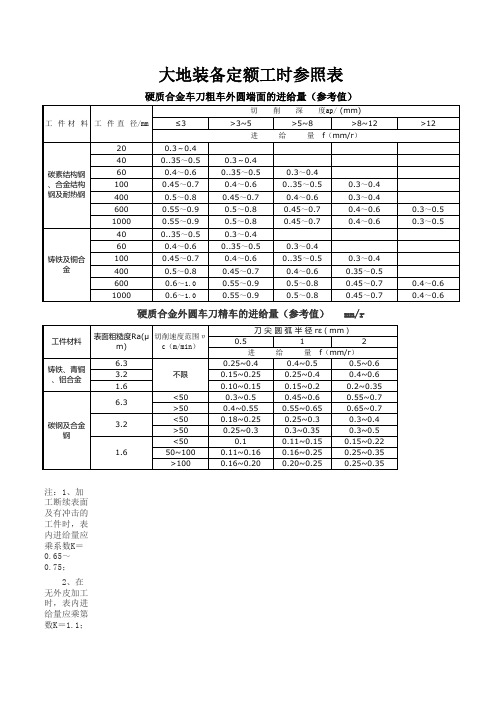
大地装备定额工时参照表
硬质合金车刀粗车外圆端面的进给量(参考值)
硬质合金外圆车刀精车的进给量(参考值) mm/r
注:1、加工断续表面及有冲击的工件时,表内进给量应乘系数K=0.65~0.75;
2、在无外皮加工时,表内进给量应乘第数K=1.1;
3、加工耐热钢及其合金时,进给量不大于0.6mm/r;
4、加工调质钢时,乘以系数K=0.8;
5、加工淬硬钢时,进给量应减小.当钢的硬度为44~56HRC时,乘系数K=0.7;当钢的硬度为57~62HRC时,乘系数K=0.5。
6、可转位刀片的允许最大进给量不应超过其刀尖圆弧半径数值的80%。
7、rε=0.5mm,用于12×12以下刀杆,rε=1mm,用于30×30以下刀杆,rε=2mm,用于30×45及以上刀杆。
车不锈钢的常用切削用量
注: 1、工件材料:1Cr18Ni9Ti;刀具材料:YG8。
2、表中较小的直径选用较高的主轴转速,较大的直径选用较低的转速。
铣刀每齿进给量fz的推荐值。
机械加工工时定额

机械加工工时定额前言1、合理的零件加工时间定额,是正确的反映机械加工成本、工人劳动量与劳动报酬的基本数据。
2、机械加工的时间定额,是计划设备和工人数量的基本依据。
3、机械加工时间定额的合理与否,它客观反映生产技术水平的高低。
4、机械加工时间定额,使生产技术管理的基本要素。
机械加工时间定额与其组成1、什么是机械加工时间定额?它是指完成一个零件或零件某一工序加工所规定的时间。
2、时间定额的组成:(1)、机动时间(也称基本时间)(Tj)——是指直接改变工件尺寸、形状和表面质量所需要的时间。
它包括刀具趋近、切入、切削和切出的时间。
(2)、辅助时间(Tf)——用于某工序加工每个工件时,进行各种辅助动作所消耗的时间。
包括装卸工件和有关工步的时问。
如启动与停止机床、改变切削用量、对刀、试切、测量等有关工步辅助动作所消耗的时间。
(3)、布置工作地、休息和生理需要的时间(Tbx)——指工人在工作时间内清理工作地点以及保证正常工作时所消耗的时间。
其中包括阅读交接等,检查工件,机床,对机床进行润滑和空运转,更换与修磨刀具,检具和刃具,清理切屑,工作前取出和工作后归还工具,交班前擦拭机床,清理工作场地,填交接班纪录及工作时间内允许必要的休息和生理需要的时问。
为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
(4)、准备终结时间(Tzz)——是指工人在加工一批工件的开始和结束时间所做准备工作和结束时所消耗的时间。
包括熟悉图纸,工艺文件,进行尺寸换算,借还工具、夹具、量具、刃具,领取毛坯,安装刀杆、刀具、夹具,转动刀架,修整砂轮,点收零件,调整机床,首件检查,加工结束时清理机床,发送成品等。
一般情况,准备与终结时间分固定部分和另加部分。
固定部分是指一批零件加工前必须发生的时间。
另加部分是根据实际工作需要做某些准备与结束工作所需时间。
加工一批零件只给一次准备与终结时间。
3、机械加工时间定额的计算(1)、中批以上t d=(t j+t f)×(1+K%)+t zz/N(2)、单件小批t d=t j×(1+K%)+t bx+t zz式中,t d——单件加工时间定额(min)t j——机动时间(min)t bx——布置场地与休息和生理需要时间(min)t zz——准嵛与终结时间(min)K——t bx和t zz占t j的百分比N——生产纲领——相同一批零件数辅助时间的确定1 、确定原则(1) 、辅助时问的长短和工件与机床规格大小、复杂程度成正比。
机械加工工时定额

机械加工工时定额前言1、合理的零件加工时间定额,是正确的反映机械加工成本、工人劳动量与劳动报酬的基本数据。
2、机械加工的时间定额,是计划设备和工人数量的基本依据。
3、机械加工时间定额的合理与否,它客观反映生产技术水平的高低。
4、机械加工时间定额,使生产技术管理的基本要素。
机械加工时间定额与其组成1、什么是机械加工时间定额?它是指完成一个零件或零件某一工序加工所规定的时间。
2、时间定额的组成:(1)、机动时间(也称基本时间)(Tj)——是指直接改变工件尺寸、形状和表面质量所需要的时间。
它包括刀具趋近、切入、切削和切出的时间。
(2)、辅助时间(Tf)——用于某工序加工每个工件时,进行各种辅助动作所消耗的时间。
包括装卸工件和有关工步的时问。
如启动与停止机床、改变切削用量、对刀、试切、测量等有关工步辅助动作所消耗的时间。
(3)、布置工作地、休息和生理需要的时间(Tbx)——指工人在工作时间内清理工作地点以及保证正常工作时所消耗的时间。
其中包括阅读交接等,检查工件,机床,对机床进行润滑和空运转,更换与修磨刀具,检具和刃具,清理切屑,工作前取出和工作后归还工具,交班前擦拭机床,清理工作场地,填交接班纪录及工作时间内允许必要的休息和生理需要的时问。
为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
(4)、准备终结时间(Tzz)——是指工人在加工一批工件的开始和结束时间所做准备工作和结束时所消耗的时间。
包括熟悉图纸,工艺文件,进行尺寸换算,借还工具、夹具、量具、刃具,领取毛坯,安装刀杆、刀具、夹具,转动刀架,修整砂轮,点收零件,调整机床,首件检查,加工结束时清理机床,发送成品等。
一般情况,准备与终结时间分固定部分和另加部分。
固定部分是指一批零件加工前必须发生的时间。
另加部分是根据实际工作需要做某些准备与结束工作所需时间。
加工一批零件只给一次准备与终结时间。
3、机械加工时间定额的计算(1)、中批以上t d=(t j+t f)×(1+K%)+t zz/N(2)、单件小批t d=t j×(1+K%)+t bx+t zz式中,t d——单件加工时间定额(min)t j——机动时间(min)t bx——布置场地与休息和生理需要时间(min)t zz——准嵛与终结时间(min)K——t bx和t zz占t j的百分比N——生产纲领——相同一批零件数辅助时间的确定1 、确定原则(1) 、辅助时问的长短和工件与机床规格大小、复杂程度成正比。
机械加工工时定额
机械加工工时定额前言1、合理的零件加工时间定额,是正确的反映机械加工成本、工人劳动量与劳动报酬的基本数据。
2、机械加工的时间定额,是计划设备和工人数量的基本依据。
3、机械加工时间定额的合理与否,它客观反映生产技术水平的高低。
4、机械加工时间定额,使生产技术管理的基本要素。
机械加工时间定额与其组成1、什么是机械加工时间定额?它是指完成一个零件或零件某一工序加工所规定的时间。
2、时间定额的组成:(1)、机动时间(也称基本时间)(Tj)——是指直接改变工件尺寸、形状和表面质量所需要的时间。
它包括刀具趋近、切入、切削和切出的时间。
(2)、辅助时间(Tf)——用于某工序加工每个工件时,进行各种辅助动作所消耗的时间。
包括装卸工件和有关工步的时问。
如启动与停止机床、改变切削用量、对刀、试切、测量等有关工步辅助动作所消耗的时间。
(3)、布置工作地、休息和生理需要的时间(Tbx)——指工人在工作时间内清理工作地点以及保证正常工作时所消耗的时间。
其中包括阅读交接等,检查工件,机床,对机床进行润滑和空运转,更换与修磨刀具,检具和刃具,清理切屑,工作前取出和工作后归还工具,交班前擦拭机床,清理工作场地,填交接班纪录及工作时间内允许必要的休息和生理需要的时问。
为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
(4)、准备终结时间(Tzz)——是指工人在加工一批工件的开始和结束时间所做准备工作和结束时所消耗的时间。
包括熟悉图纸,工艺文件,进行尺寸换算,借还工具、夹具、量具、刃具,领取毛坯,安装刀杆、刀具、夹具,转动刀架,修整砂轮,点收零件,调整机床,首件检查,加工结束时清理机床,发送成品等。
一般情况,准备与终结时间分固定部分和另加部分。
固定部分是指一批零件加工前必须发生的时间。
另加部分是根据实际工作需要做某些准备与结束工作所需时间。
加工一批零件只给一次准备与终结时间。
3、机械加工时间定额的计算(1)、中批以上t d=(t j+t f)×(1+K%)+t zz/N(2)、单件小批t d=t j×(1+K%)+t bx+t zz式中,t d——单件加工时间定额(min)t j——机动时间(min)t bx——布置场地与休息和生理需要时间(min)t zz——准嵛与终结时间(min)K——t bx和t zz占t j的百分比N——生产纲领——相同一批零件数辅助时间的确定1 、确定原则(1) 、辅助时问的长短和工件与机床规格大小、复杂程度成正比。
机械行业工时定额计算方案(标准版)

工时定额计算方法标准工时定额计算方案手册目录一. 普通车床 (4)1.车床时间定额标准(通用部分) (4)2.C615~C618时间定额标准 (9)3.C620时间定额标准 (11)4.C630时间定额标准 (13)5.C650时间定额标准 (15)二.镗床 (17)1.镗床时间定额标准 (17)三.立式机床 (20)1.立式机床时间定额标准 (20)四.龙门刨床 (22)1.龙门刨床时间定额标准 (22)五.牛头刨床 (24)1.牛头刨床时间定额标准 (24)六.磨床 (25)1.平面磨时间定额标准 (25)2.外元磨时间定额标准 (27)3.内元磨时间定额标准 (29)七. 铣床 (31)1.铣床时间定额标准(一) (31)2.铣床时间定额标准(二) (35)八.制齿机床 (38)1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角时间定额标准 (38)九.拉床 (41)1.拉床时间定额标准 (41)十.插床 (43)1.插床时间定额标准 (43)十一钻床 (44)1.钻床时间定额标准 (44)十二. 钳工 (47)1.钳工时间定额标准(一) (47)2.钳工时间定额标准(二) (48)3. 钳工时间定额标准(三) (52)十三. 冷冲模 (54)1.冷冲模装配时间定额标准 (54)十四. 冲床 (57)1.冲床时间定额标准 (57)十五. 锻造 (60)1.锻造时间定额标准(一) (60)2. 锻造时间定额标准(二) (62)十六. 铸造 (64)1.铸造时间定额标准 (64)2. 铸造复杂程度分类 (67)十七. 铆工 (70)1.铆工时间定额标准(一) (70)2.铆工时间定额标准(二) (73)3.铆工时间定额标准(三) (74)十八. 点焊 (77)1.电焊焊接时间定额标准 (77)十九.木型 (81)1.木型制造时间定额标准(一) (81)2.木型制造时间定额标准(二) (84)二十. 喷漆 (88)1. 喷漆时间定额标准 (88)附录 (91)一.冷冲模赚装配复杂程度分类 (91)二.公式时间定额标准,设备适用范围及工序内容 (102)三. 应用举例 (104)1.车床C620加工例题 (104)2.2.5m立车 (107)3.镗床例题 (108)4.Z525 (108)5.龙门刨(6M) (111)6. 牛头刨 (113)7.15 吨冲床 (114)8.M7120—M131W (115)9.M7120 (116)10.M131W (117)11.设备Y38 (118)12.设备B516K (119)13.设备L6110 (120)14. 设备X52 (121)一. 普通车床1.车床时间定额标准(通用部分)攻套扣+0.2(12)元球+2.3(包括砂布砂光)手轮元弧本公式系按铸铁制订,并包括砂布砂光。
机械加工工时定额
机械加工工时定额前言1、合理的零件加工时间定额,是正确的反映机械加工成本、工人劳动量与劳动报酬的基本数据。
2、机械加工的时间定额,是计划设备和工人数量的基本依据。
3、机械加工时间定额的合理与否,它客观反映生产技术水平的高低.4、机械加工时间定额,使生产技术管理的基本要素.机械加工时间定额与其组成1、什么是机械加工时间定额?它是指完成一个零件或零件某一工序加工所规定的时间。
2、时间定额的组成:(1)、机动时间(也称基本时间)(Tj)——是指直接改变工件尺寸、形状和表面质量所需要的时间。
它包括刀具趋近、切入、切削和切出的时间。
(2)、辅助时间(Tf)—-用于某工序加工每个工件时,进行各种辅助动作所消耗的时间.包括装卸工件和有关工步的时问.如启动与停止机床、改变切削用量、对刀、试切、测量等有关工步辅助动作所消耗的时间.(3)、布置工作地、休息和生理需要的时间(Tbx)——指工人在工作时间内清理工作地点以及保证正常工作时所消耗的时间.其中包括阅读交接等,检查工件,机床,对机床进行润滑和空运转,更换与修磨刀具,检具和刃具,清理切屑,工作前取出和工作后归还工具,交班前擦拭机床,清理工作场地,填交接班纪录及工作时间内允许必要的休息和生理需要的时问。
为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
(4)、准备终结时间(Tzz)——是指工人在加工一批工件的开始和结束时间所做准备工作和结束时所消耗的时间.包括熟悉图纸,工艺文件,进行尺寸换算,借还工具、夹具、量具、刃具,领取毛坯,安装刀杆、刀具、夹具,转动刀架,修整砂轮,点收零件,调整机床,首件检查,加工结束时清理机床,发送成品等。
一般情况,准备与终结时间分固定部分和另加部分。
固定部分是指一批零件加工前必须发生的时间。
另加部分是根据实际工作需要做某些准备与结束工作所需时间。
加工一批零件只给一次准备与终结时间.3、机械加工时间定额的计算(1)、中批以上t d=(t j+t f)×(1+K%)+t zz/N(2)、单件小批t d=t j×(1+K%)+t bx+t zz式中,t d—-单件加工时间定额(min)t j—-机动时间(min)t bx——布置场地与休息和生理需要时间(min)t zz-—准嵛与终结时间(min)K-—t bx和t zz占t j的百分比N——生产纲领-—相同一批零件数辅助时间的确定1 、确定原则(1) 、辅助时问的长短和工件与机床规格大小、复杂程度成正比.(2)、单件小批生产类型的其他时问,包括t f、t bx、t zz时间占t j的百分比(K%)及装卸时间。
机加工工时定额管理规定(1)
机加工工时定额管理规定第一条:制订本制度的目的:1. 提高员工的工作效率,调动员工的工作积极性,实现按劳分配,多劳多得。
2.让所有的员工清楚自己当天的工资所得,将计件工资透明化。
3.2 计件方式必须公平,公正,公开,合理。
第二条:适用范围本车间所有生产人员。
考核方案3.1 取消员工现有的岗位工资系数差别,员工实际岗位工资按照每月工时多少发放.3.2 工时定额发放工时定额由工时员参照标准工时,结合工序制造过程中的实际情况来制定工时票,并随工艺文件一起下发到分厂。
班组长接到工时票及工艺文件后,发放给每位加工人员。
3.3工时票的管理工时票是衡量员工工作量的主要凭证。
持票员工应妥善保存好工时票,不得丢失、损坏。
各班组在接到每个产品的工时票后,应根据产品的特点、人员分配及设备等各方面因素将工时票随产品工序一起分配下去,产品工序完成后,工时票应经各班组长、库管员、检验员签字后,方能生效。
若一道工序由多人共同完成时,在交回工时票时应注明工时实际分配数。
没标注时,则该道工序所有工时归交票人;若只注明人员,则按人数进行均分。
3.4 工时票的回收持票员工应在每月26-25日将签字齐全的工时票交给厂长,由厂长统一整理后交工时员。
工时票由工时员统一核算,并以报表的形式在18日进行公布当月分厂工时情况。
3.5 补充工时补充工时是指实际核算工时与定额工时相差太大或特殊情况下工时核定标准未列入的工作量,而进行调整、追加的工时。
补充工时必须经工时员核对,班组长审核,并经厂长批准后方能生效。
3.6 辅助工时若一道工序需要辅助人员在给工时时应注明辅助工时的多少。
3.6 基础工时每位员工每月必须完成的工时, 此工时纳入每月的工时考核.四. 考核办法4.1 基础工时根据目前生产实际情况,初步设定基础工时为200h。
4.2 超额工时超额工时纳入员工当月岗贴考核。
如超额工时超出实际当月岗贴总数超出部分用年底奖金补齐。
4.3 工时基数根据现有情况工时基数暂定为2元/h。
机械加工工时定额
机械加工工时定额前言1、合理的零件加工时间定额,是正确的反映机械加工成本、工人劳动量与劳动报酬的基本数据。
2、机械加工的时间定额,是计划设备和工人数量的基本依据。
3、机械加工时间定额的合理与否,它客观反映生产技术水平的高低。
4、机械加工时间定额,使生产技术管理的基本要素。
机械加工时间定额与其组成1、什么是机械加工时间定额?它是指完成一个零件或零件某一工序加工所规定的时间。
2、时间定额的组成:(1)、机动时间(也称基本时间)(Tj)——是指直接改变工件尺寸、形状和表面质量所需要的时间。
它包括刀具趋近、切入、切削和切出的时间。
(2)、辅助时间(Tf)——用于某工序加工每个工件时,进行各种辅助动作所消耗的时间。
包括装卸工件和有关工步的时问。
如启动与停止机床、改变切削用量、对刀、试切、测量等有关工步辅助动作所消耗的时间。
(3)、布置工作地、休息和生理需要的时间(Tbx)——指工人在工作时间内清理工作地点以及保证正常工作时所消耗的时间。
其中包括阅读交接等,检查工件,机床,对机床进行润滑和空运转,更换与修磨刀具,检具和刃具,清理切屑,工作前取出和工作后归还工具,交班前擦拭机床,清理工作场地,填交接班纪录及工作时间内允许必要的休息和生理需要的时问。
为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
(4)、准备终结时间(Tzz)——是指工人在加工一批工件的开始和结束时间所做准备工作和结束时所消耗的时间。
包括熟悉图纸,工艺文件,进行尺寸换算,借还工具、夹具、量具、刃具,领取毛坯,安装刀杆、刀具、夹具,转动刀架,修整砂轮,点收零件,调整机床,首件检查,加工结束时清理机床,发送成品等。
一般情况,准备与终结时间分固定部分和另加部分。
固定部分是指一批零件加工前必须发生的时间。
另加部分是根据实际工作需要做某些准备与结束工作所需时间。
加工一批零件只给一次准备与终结时间。
3、机械加工时间定额的计算(1)、中批以上t d=(t j+t f)×(1+K%)+t zz/N(2)、单件小批t d=t j×(1+K%)+t bx+t zz式中,t d——单件加工时间定额(min)t j——机动时间(min)t bx——布置场地与休息和生理需要时间(min)t zz——准嵛与终结时间(min)K——t bx和t zz占t j的百分比N——生产纲领——相同一批零件数辅助时间的确定1 、确定原则(1) 、辅助时问的长短和工件与机床规格大小、复杂程度成正比。
机械加工工时定额
机械加工工时定额前言1、合理的零件加工时间定额,是正确的反映机械加工成本、工人劳动量与劳动报酬的基本数据。
2、机械加工的时间定额,是计划设备和工人数量的基本依据。
3、机械加工时间定额的合理与否,它客观反映生产技术水平的高低。
4、机械加工时间定额,使生产技术管理的基本要素。
机械加工时间定额与其组成1、什么是机械加工时间定额?它是指完成一个零件或零件某一工序加工所规定的时间。
2、时间定额的组成:(1)、机动时间(也称基本时间)(Tj)——是指直接改变工件尺寸、形状和表面质量所需要的时间。
它包括刀具趋近、切入、切削和切出的时间。
(2)、辅助时间(Tf)——用于某工序加工每个工件时,进行各种辅助动作所消耗的时间。
包括装卸工件和有关工步的时问。
如启动与停止机床、改变切削用量、对刀、试切、测量等有关工步辅助动作所消耗的时间。
(3)、布置工作地、休息和生理需要的时间(Tbx)——指工人在工作时间内清理工作地点以及保证正常工作时所消耗的时间。
其中包括阅读交接等,检查工件,机床,对机床进行润滑和空运转,更换与修磨刀具,检具和刃具,清理切屑,工作前取出和工作后归还工具,交班前擦拭机床,清理工作场地,填交接班纪录及工作时间内允许必要的休息和生理需要的时问。
为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
(4)、准备终结时间(Tzz)——是指工人在加工一批工件的开始和结束时间所做准备工作和结束时所消耗的时间。
包括熟悉图纸,工艺文件,进行尺寸换算,借还工具、夹具、量具、刃具,领取毛坯,安装、刀具、夹具,转动刀架,修整砂轮,点收零件,调整机床,首件检查,加工结束时清理机床,发送成品等。
一般情况,准备与终结时间分固定部分和另加部分。
固定部分是指一批零件加工前必须发生的时间。
另加部分是根据实际工作需要做某些准备与结束工作所需时间。
加工一批零件只给一次准备与终结时间。
3、机械加工时间定额的计算(1)、中批以上t d =(tj+tf)×(1+K%)+tzz/N(2)、单件小批t d =tj×(1+K%)+tbx+tzz式中,td——单件加工时间定额(min)tj——机动时间(min)tbx——布置场地与休息和生理需要时间(min)tzz——准嵛与终结时间(min)K——tbx 和tzz占tj的百分比N——生产纲领——相同一批零件数辅助时间的确定1 、确定原则(1) 、辅助时问的长短和工件与机床规格大小、复杂程度成正比。
加工工时定额标准11

机加车间加工工时定额方案(讨论稿)一、目的:运用精细化管理,合理确定零件定额标准,提高效率。
二、适用范围:1、本车间所有产品零件生产的作业员工。
2、本标准适用于单件、小批量、批量生产。
三、原则:1、体现多劳多得、公平公正原则,并充分调动员工的工作积极性。
2、每天以8小时为计时基准。
3、工时定额时间组成:编程工时+(基本时间+辅助时间)×系数+生理时间。
4﹑数控机床加工采用电脑专用软件程序编写并与机床连接。
5﹑工时单价参照当年部门年终奖金分配总额。
四、本《标准》中工时定额的组成及时间单位:五、规则:通过测定各工种技能水平员工完成某项操作所花的正常连续操作时间,按相应的质量要求、技术难度、使用设备的复杂性及劳动条件的优劣程度,确定各工种的计点标准,然后根据计点标准、工作量制定成本单元点。
六、工时定额的时间计点标准6.打杂工时:以8小时为计时基准并精确到具体打杂时间。
七、要求及相关说明1、计点标准一经确定,有效期为2年。
除设计或工艺变更较大之外,不论实际计点高低,均不修改。
2、临时任务临时技改等突发任务,的前5次按《标准》的1.5倍计点,以后按《计点标准》计点。
3、计时工资人员无论做何事,禁止计算工时。
4、除图纸、工艺等原因造成返工、返修外,操作者原因造成返工、返修不计工时;工序未完成不计工时。
5、工时一经确定,禁止事后补计或减计。
八、注意事项:1、标准由机加车间制定,报部门领导批准后开始实施。
2、此工时定额标准作为年终奖发放的主要依据之一。
3、任何人对此标准有异议的,可向机加车间主任申诉。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工时定额时间标准机械工业定额改革小组说明
1、本标准是机械工业部机床行业《机加工劳动定额时间标准》的基础上,又进一步地进行了精简,它具有适用面广,查找迅速,使用方便等优点。
本标准适用于单
件、小批量生产。
成批生产
可用0.5~0.8 的系数进行调整。
2、查表方法:查表序号=D (序号)+L (序号)—1
3、本《标准》时间单位:
准终时间:(小时:分钟)
装卸时间:(分钟)
定额时间:(分钟)目录车床:车床装卸、车外圆、内孔时间
4
车床钻孔、切槽、中心孔、车
蜗杆、车床准终时间
---------------------------- 5
钻中心孔、倒角、T 型、三角
螺纹时间
----------- 6
磨床:磨T 型、三角形螺纹时间
---------------------------- 7
磨床装卸、磨外圆、端面时间
----------------------- 8
磨内孔、磨平面、磨花键时间、钻床时间标准
---9
铣床:立铣、铣刨床装卸、准终时间
---------------------- 10
万能铣时间
--------------- 11
刨床:刨床时间、镗床倒角时间标准
---------------------- 12
钳工:钳工时间
----------------- 13
插、拉床:插、拉、滚蜗轮时间
---------------------------- 14
齿轮机床:插外、内齿、磨齿时间、
倒角机时间
------ 15
滚齿时间
16
4
钢铜铸件
加工粗糙毛坯(锻
车床时间标准
车床钻孔、扩孔时间标准扩孔K=0.8 铰孔K=1.5
车制模车床准终时间
钢铜铸件
一般车:0.3车锥度:1.00螺母丝杠
T 时间
磨T 型螺纹
磨三角外螺纹时
T 时间
平磨一次行程工时
磨床装卸工件时间标准
时
磨内端时零加2分钟(包括卸工件或磨端面时
磨平面时间标准
花键磨时
钻
说明: 机动时间标准(分)
铳床、刨床装卸时间标
时间
花键铣准时间2: 00
铳齿条时间表标准
单件定额=单齿时间X齿数+10 铣三级K=1.3
铣齿条齿条磨准终时间 4 磨三级K=1.5 磨级K=1.8
刨平面、立面
刨燕尾槽时间标准 说明:
1、 表内时间为双燕 尾槽时间
2、
工装卸工件时间
*=55° 〜60° 10 16
25 工件长度
11.2
17.5
65
150 240 340 580 工件长度
光洁度 ▽ 6公差
▽ 6公差
▽ 6公差 21. 8 31. 2 35.
7
时 25. 1 35. 4 41 26
36. 5 43.
2 32. 9 44. 9 55.
5
30. 9 42. 9 52. 8 41 55. 2 70. 4
间
(分)
29.
9 41.
7 51. 2
38.
7 52. 8 67. 2 53. 4 35. 7 49.
4 62.
6 48
64. 7 84. 9 68. 7 44. 3 60. 3 79. 2 61. 8 82. 4 112 91. 4 71 90 119 50 90 130
35.4
63.6
91.9
光洁度 ▽ 3~\ ▽ 5~\
▽ 5~\
▽ 3~\
▽ 5~\
92. 9
121
164
直径D 宽度B
时间(分)
插床装卸工件时间
每分钟一次加0.5分钟
L> 50 4.5 曲面打字 1.5 2.5
准终时间7级以上:4.00
6级以上:6.00
20 滚蜗轮时
齿数M 2 3
23 26 30 35 40 46 53
18.4
24.8
33
45
61
19.7
27
37
50
69
21
30
41
56
77
23
32
45
63
87
25
36
51
71
99
27
40
57
80
112
30
44
64
91
128
32
49
72
103
146
61 70 81
时
36
55
81
117
166
93
40
62
92
133
189
间
44
70
104
152
216
49
79
118
173
247
107
(分
)
55
89
135
198
283
414
准终时间
高度
30~7
71~1
2
120~2
说明:
插外齿2.00 小时
插内齿3.00 小时
说明:零件宽度 B V 40 K=1 B > 40 K=1.2 ;调质钢:K=
插内齿: D V 100mm K=1.2 D V 50mm K=1.5
磨削直齿轮时。