机械加工工时计算fufei
机械加工工费如何计算啊
机械加工工费如何计算啊
机械加工工费是制造企业必须面对的问题之一,它直接关系到企业的利润和生存能力。
那么,机械加工工费如何计算呢?
机械加工工费的计算主要包括人工费用和材料费用两个方面。
在具体计算时,需要根据机械加工的对象、加工难度、生产数量等具体情况来进行全面的考虑。
首先,材料费用的计算是机械加工工费计算的重要组成部分。
常见的机械加工材料主要有钢材、有色金属、铸造铁、铸造铝等。
由于不同材料的成本不同,在材料费用的计算中需根据加工对象的材料选择来计算。
例如,钢材成本相对较高,加工费用主要高于其他材料,而铸造铝的加工费用则相对较低。
其次,人工费用的计算也是机械加工工费计算的关键环节。
加工工艺复杂程度、技术难度都会对人工费用产生影响。
对于一般机械加工项目,一般按照每小时的工时费用来计算。
一名合格的机械加工技师每小时费用一般在150元左右,而一般的机械操作工每小时费用则通常在50元左右。
最后,机械加工工费还需要考虑到设备维护、设施租金等方面的费用。
这些费用可能并不直接涉及到加工过程,但却是机械加工企业必须要面对的间接成本。
设备维护可以按照设备使用寿命进行计算,而设施租金则可以按照独立出租房源的租金来计算。
在实际的机械加工工程中,工费的计算方法并非一成不变。
不同的机械加工企业在计算工费时需要根据企业的具体状况来确定计算方法,以保证企业的正常运转和盈利。
而对于客户而言,在进行机械加工项目时,应该在合同中明确加工工费的具体计算方法,以减少因价款方面的纠纷。
关于一般机械加工件收费标准

关于一般机械加工件的收费标准一、以工时记价办法:Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立、卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束。
二、以根据零件,数量,精度要求收费办法:1、钻孔加工一般材料深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2、车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般法兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。
直径大于40MM的按直径*0.2收取。
3、铣床加工类一般键槽加工(长宽比小于10的)按键槽宽度*0.5收取(最低5元)。
长宽比超过10的按长宽比*基价*0.1收取。
机械加工工时费用计算
机械加工工时费用计算机械加工工时,是正确反映机械加工成本、工人劳动量和劳动报酬的数据。
在很多机械报价的方法中,由于工时计算带来的便捷、简便,所以运用工时进行报价已经成为大家广泛应用的方法之一了。
机加工时间定额组成1、机动时间:也叫作基本时间,主要是用于改变工件尺寸、形状和表面质量所需要的时间,其中也包含了刀具的趋近、切入、切削和切出的时间。
2、辅助时间:这是用在工序中加工每个工件辅助动作需要的时间以及保证正常工作需要消耗的时间。
例如:启动和停止机床、切削用量的改变、对刀、试切、测量等需要消耗的时间。
3、其他时间:这个时间虽然与工作没有直接联系,但是是完成加工中必不可少的时间。
例如,阅读文件、检查工件、机床、润滑维护和空转等。
在生产中为了方便,为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
4、准备终结时间:这个时间是指完成一批加工工件的准备工作和结束工作所消耗的时间,其中包括:图纸熟悉、工艺文件的了解、尺寸的换算、借还工具、安装刀杆等,技工结束时要及时进行机床的清理,发送成品。
一般情况下,准备与终结时间分为固定部分与另加部分。
固定部分指的是一批零件加工前必须发生的时间。
另加部分是根据实际的工作需要做某些准备与结束工作所需要的时间。
加工一批零件只给一次准备与终结的时间。
机械加工工时费用用工时进行机械加工报价的计时单位是从接手加工开始至加工完成验收合格要求。
生产中比较常用的机械加工工时费用:1、车基本价:20—40/小时。
这只是一个参考价,具体的还根据实际的情况进行确定,如果是小件,简单的话工时小于20元。
但是一些大的皮带轮加工,加工余量大,余量就有一定的收入。
2、磨削基本价:25—45元 /小时3、铣削基本价:25—45元/小时4、钻削基本价:15—35元/小时5、刨削基本价:15—35元/小时6、快走丝线切割基本价:3—4元/1200平方毫米7、电火花基本价:10—40元/小时,如果工时小于1个小时的,按件计算,单件一般为50元8、数控机床基本价:比普通的贵2—4倍9、雕刻:一般都是单件的 50—500元/件10、钳工基本价:15-35元/小时机械维修加工收费标准(生产部提供)一、以工时记价办法。
机械加工收费标准怎么算
机械加工件收费标准_机械加工收费标准怎么算一、以工时来计价的方法1、每小时15元:主要包括Z25钻床、CA6140车床、刨床、锯床这几种加工方式,以及钳工的大部分工作。
2、每小时20元:主要包括立铣床、卧铣床、线切割、大车床和龙门铣床等加工方式。
计时的单位从开始接受加工任务到完成整个工程验收合格结束。
二、根据零件、数量、精度的要求进行计价的方法1铣床加工类的一般键槽加工(1)长宽比小于10:按照键槽宽度×5来计算,最低为5元。
(2)长宽比超过10:按照长宽比×基价×0.1收取。
如果对于未知有严格的要求×2来计算。
硬度大于HRC40的材料加工按照基价×2计算。
(3)花键加工(长泾比小于5):按照花键外径×0.8来收取,最低15元。
(4)一般齿轮类加工:模数×齿数×0.5元收取。
(5)一般平面加工类按每平方米1.5元收取,最低5元,一般镗孔加工按照孔直径×0.25收取。
2钻孔加工一般材料(1)深径比不大于2.5倍直径25mm:直径×0.05。
(2)直径25—60mm:钻头直径×0.12,最小孔收费不低于0.5元。
(3)深径比大于2.5倍直径的一般材料:基价×深径比×0.4收取。
(4)对孔径精度要求小于0.1mm或对中心距要求小于0.1mm:基价×5计算。
3车床加工类一般精度光轴加工(1)长泾比不大于10:工件毛坯尺寸×0.2计费,最低5元。
(2)长径比大于10:一般光轴基价×长泾比数×0.15。
(3)精度要求在0.05mm以内,或者要求带锥度:光轴基价×2收取。
(4)一般阶梯轴(风机轴、泵轴、减速器轴、砂轮轴、电机轴、主轴):基价×2收取。
(5)阶梯轴带有锥度、内外螺纹:基价×3收取。
4带锯加工类(1)一般圆钢、厚壁管、方钢截断:每平方米5元,最低5元。
机械加工设备加工工时计算方法

机械加工设备小时单价及估价方法机械加工估价机械加工估价需要懂得加工工艺,能够估出加工工件的时间,乘以各种设备单位时间的单价.-----线切割加工费一般按切割总面积计算的,0.XX元/平方毫米我们这里是按加工面积/1200*8元可怜啊,我们这里是按加工面积/1200*3元,高150mm以下通常是两种计算方法:1、0.01元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割2.5工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0.001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:0.08元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.标准计费方法:批量加工0.08元/平方毫米.模具为0.12元/平方毫米快丝的是8元/小时一般做sodick aq550ls 第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
机加工件参考价格计算公式
机加工件参考价格计算公式在机械加工行业中,机加工件的价格是一个非常重要的指标。
对于加工厂家和客户来说,了解机加工件的参考价格计算公式是非常有必要的。
本文将介绍机加工件参考价格计算公式,并对其各个因素进行详细解析。
一、机加工件参考价格计算公式。
机加工件的价格通常由以下几个因素决定:材料费用、加工工艺费用、人工费用、设备折旧费用、管理费用等。
根据这些因素,可以得出机加工件的参考价格计算公式如下:价格 = 材料费用 + 加工工艺费用 + 人工费用 + 设备折旧费用 + 管理费用。
其中,各个费用的具体计算公式如下:1. 材料费用 = 材料单价×材料用量。
2. 加工工艺费用 = 加工工艺单价×加工工艺用量。
3. 人工费用 = 人工时费×加工时间。
4. 设备折旧费用 = 设备折旧费率×设备原值。
5. 管理费用 = 管理费率×(材料费用 + 加工工艺费用 + 人工费用 + 设备折旧费用)。
以上各项费用的计算公式可以根据具体情况进行调整,但总体上可以作为机加工件参考价格的计算依据。
二、各个因素的详细解析。
1. 材料费用。
材料费用是指机加工件所使用的原材料的成本。
通常情况下,材料费用是由材料单价和材料用量两个因素决定的。
材料单价是指每单位原材料的价格,材料用量是指加工件所使用的原材料的数量。
在计算材料费用时,需要根据具体的加工件图纸和材料规格来确定材料用量,并结合市场行情来确定材料单价。
2. 加工工艺费用。
加工工艺费用是指机加工件在加工过程中所使用的各种工艺的成本。
通常情况下,加工工艺费用是由加工工艺单价和加工工艺用量两个因素决定的。
加工工艺单价是指每种加工工艺的价格,加工工艺用量是指加工件在加工过程中所使用的各种工艺的数量。
在计算加工工艺费用时,需要根据具体的加工工艺流程和加工工艺用量来确定加工工艺单价。
3. 人工费用。
人工费用是指机加工件在加工过程中所需要的人工成本。
机械加工工时费用计算
机械加工工时费用计算机械加工工时,是正确反映机械加工成本、工人劳动量和劳动报酬的数据。
在很多机械报价的方法中,由于工时计算带来的便捷、简便,所以运用工时进行报价已经成为大家广泛应用的方法之一了。
机加工时间定额组成1、机动时间:也叫作基本时间,主要是用于改变工件尺寸、形状和表面质量所需要的时间,其中也包含了刀具的趋近、切入、切削和切出的时间。
2、辅助时间:这是用在工序中加工每个工件辅助动作需要的时间以及保证正常工作需要消耗的时间。
例如:启动和停止机床、切削用量的改变、对刀、试切、测量等需要消耗的时间。
3、其他时间:这个时间虽然与工作没有直接联系,但是是完成加工中必不可少的时间。
例如,阅读文件、检查工件、机床、润滑维护和空转等。
在生产中为了方便,为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
4、准备终结时间:这个时间是指完成一批加工工件的准备工作和结束工作所消耗的时间,其中包括:图纸熟悉、工艺文件的了解、尺寸的换算、借还工具、安装刀杆等,技工结束时要及时进行机床的清理,发送成品。
一般情况下,准备与终结时间分为固定部分与另加部分。
固定部分指的是一批零件加工前必须发生的时间。
另加部分是根据实际的工作需要做某些准备与结束工作所需要的时间。
加工一批零件只给一次准备与终结的时间。
机械加工工时费用用工时进行机械加工报价的计时单位是从接手加工开始至加工完成验收合格要求。
生产中比较常用的机械加工工时费用:1、车基本价:20—40/小时。
这只是一个参考价,具体的还根据实际的情况进行确定,如果是小件,简单的话工时小于20元。
但是一些大的皮带轮加工,加工余量大,余量就有一定的收入。
2、磨削基本价:25—45元 /小时3、铣削基本价:25—45元/小时4、钻削基本价:15—35元/小时5、刨削基本价:15—35元/小时6、快走丝线切割基本价:3—4元/1200平方毫米7、电火花基本价:10—40元/小时,如果工时小于1个小时的,按件计算,单件一般为50元8、数控机床基本价:比普通的贵2—4倍9、雕刻:一般都是单件的 50—500元/件10、钳工基本价:15-35元/小时机械维修加工收费标准(生产部提供)一、以工时记价办法。
机械加工工费如何计算啊

机械加工工费如何计算啊引言机械加工工费是指在机械加工过程中所产生的费用,包括人工费、设备费、材料费等。
在进行机械加工时,合理计算工费对于企业的生产成本和利润具有重要意义。
本文将介绍机械加工工费的计算方法,以帮助企业合理控制生产成本。
1. 计算人工费人工费是指工人在机械加工过程中所消耗的劳动力费用。
计算人工费时,通常需要考虑以下几个因素:•单位时间的工资费率:根据企业的招工标准和人员情况,可以确定工人的单位时间工资费率。
单位时间可以是小时、日或月,根据实际情况选择。
•人工工时:根据机械加工的复杂程度和工艺要求,确定每个工件需要的人工工时。
人工费 = 单位时间的工资费率 * 人工工时2. 计算设备费设备费是指机械加工过程中使用的设备的折旧费用和维护费用。
计算设备费时,需要考虑以下几个因素:•设备折旧费用:根据设备的购买成本、使用年限和残值率,可以计算设备每年的折旧费用。
•设备维护费用:根据设备的规模和维护成本,可以预估每个工件的设备维护费用。
设备费 = 设备折旧费用 + 设备维护费用3. 计算材料费材料费是指机械加工过程中所使用的材料的成本。
计算材料费时,需要考虑以下几个因素:•材料成本:根据所使用材料的种类和用量,可以计算材料的成本。
材料的成本可以是单位重量的成本或单位长度的成本,根据实际情况选择。
•材料损耗:在机械加工过程中,可能会产生材料损耗,需要将损耗量计算在内。
材料费 = 材料成本 * 材料用量4. 计算其他费用除了人工费、设备费和材料费之外,还存在一些其他不可忽视的费用,例如能源费、管理费等。
计算其他费用时,需要根据实际情况进行综合考虑,并将其加入到机械加工工费中。
其他费用 = 能源费 + 管理费+ …5. 总工费计算将人工费、设备费、材料费和其他费用相加即可得到机械加工的总工费。
总工费 = 人工费 + 设备费 + 材料费 + 其他费用结论通过合理计算机械加工工费,企业可以更好地控制生产成本,提高利润。
机械台班人工费计算公式

机械台班人工费计算公式
工时费率是指每个工人每小时的工资。
这个费率可以根据实际情况进行调整,如工人的技能水平、工作性质和地区的工资水平等。
工作的时间是指机械台班实际工作的时间,包括准备工作和实际操作时间。
举个例子来说明,假设一个机械台班有5个工人,每个工人的工时费率是20元/小时,机械台班工作的时间是8小时。
那么机械台班人工费可以计算如下:
在实际应用中,还可以根据工人的工时费率和工作时间来调整公式,例如加班费的计算。
如果机械台班工作的时间超过正常工作时间,即加班时间,可以根据加班费率来计算额外的人工费。
加班费率可以根据实际情况进行设定,例如,工人在工作日加班的费率可以是正常工时费率的1.5倍,而在周末或节假日加班的费率可以是正常工时费率的2倍。
我们继续以上面的例子为例,假设机械台班还加班了2小时,并且加班费率为1.5倍。
那么机械台班人工费可以计算如下:
综上所述,机械台班人工费计算公式考虑了工人的工时费率和机械台班的工作时间,可以通过适当调整加班费率来计算额外的人工费。
当然,在实际应用中,还可以根据具体情况,如各种津贴、奖金和税费等因素进行相应的调整,以得出更准确的机械台班人工费。
机械加工设备加工工时计算方法完整版

机械加工设备小时单价及估价方法
机械加工估价
机械加工估价需要懂得加工工艺,能够估出加工工件的时间,乘以各种设备单位时间的单价.
-----
线切割加工费一般按切割总面积计算的,0.XX元/平方毫米
我们这里是按加工面积/1200*8元
可怜啊,我们这里是按加工面积/1200*3元,高150mm以下
四、模具的结算方式
模具的结算是模具设计制造的最终目的。模具的价格也以最终结算到的价格为准,即结算价。才是最终实际的模具价格。
模具的结算方式从模具设计制造一开始,就伴随着设计制造的每一步,每道工序在运行、设计制造到什么程序,结算方式就运行到什么方式。待到设计制造完成交付使用,结算方式才会终结,有时,甚至还会运行一般时间。所有设计制造中的质量技术问题最终全部转化到经济结算方面来。可以说,经济结算是对设计制造的所有技术质量的评价与肯定。结算的方式,是从模具报价就开始提出,以签订模具制造合同开始之日,就与模具设计制造开始同步运行。反过来说,结算方式的不同,也体现了模具设计制造的差异和不同。
这种结算方式,是目前比较流行的一种。这种结算方式的主要特点如下:
1)首期预付的30%模价款作为订金。
2)再根据会审,检查进度和可靠性,进行第二次40%的付款,加强了模具制造进度的监督。
3)余款30%,在模具验收合格后,再经过数天的使用期后,结算余款。这种方式,基本靠近模具的设计制造使用的同步运行。
4)万一模具失败,模具制造方,除返还全部预付款外,还要加付赔偿金。赔偿金一般是订金的1-2倍。
冷作焊接计算一天70RMB,每工一天50KG为基准
以上计算方式需综合素质高,对行业动态极为了解,即操作困难
以下钣金计算是不考虑制造加工工艺的经验计算式:
机械加工设备加工工时计算方法

机械加工设备加工工时计算方法标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]机械加工设备小时单价及估价方法机械加工估价机械加工估价需要懂得加工工艺,能够估出加工工件的时间,乘以各种设备单位时间的单价. -----线切割加工费一般按切割总面积计算的,元/平方毫米我们这里是按加工面积/1200*8元可怜啊,我们这里是按加工面积/1200*3元,高150mm以下通常是两种计算方法:1、元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0.001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.标准计费方法:批量加工元/平方毫米.模具为元/平方毫米快丝的是8元/小时一般做sodick aq550ls 第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
机械加工设备加工工时计算方法
机械加工设备加工工时计算方法机械加工设备小时单价及估价方法机械加工估价机械加工估价需要懂得加工工艺,能够估出加工工件的时间,乘以各种设备单位时间的单价.-----线切割加工费一般按切割总面积计算的,0.XX元/平方毫米我们这里是按加工面积/1200*8元可怜啊,我们这里是按加工面积/1200*3元,高150mm以下通常是两种计算方法:1、0.01元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800),所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以,(,,,元,,也有,.,,,元,,也有,,元小时慢走丝加工割一刀,.,,,,慢走丝加工割两刀,.,,,,,慢走丝加工割三刀,.,,,,,慢走丝加工割四刀,(,,,,,快丝是5元工时,一般每台一小时可割2.5工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0.001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外) 标准计费方法:0.08元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍. 标准计费方法:批量加工0.08元/平方毫米.模具为0.12元/平方毫米快丝的是8元/小时一般做sodick aq550ls 第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
机械维修加工收费标准
机械维修加工收费标准生产部提供一以工时记价办法。
Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束二以根据零件,数量,精度要求收费办法。
1钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6 一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。
直径大于40MM的按直径*0.2收取。
3铣床加工类一般键槽加工(长宽比小于10的)按键槽宽度*0.5收取(最低5元)。
长宽比超过10的按长宽比*基价* 0.1收取。
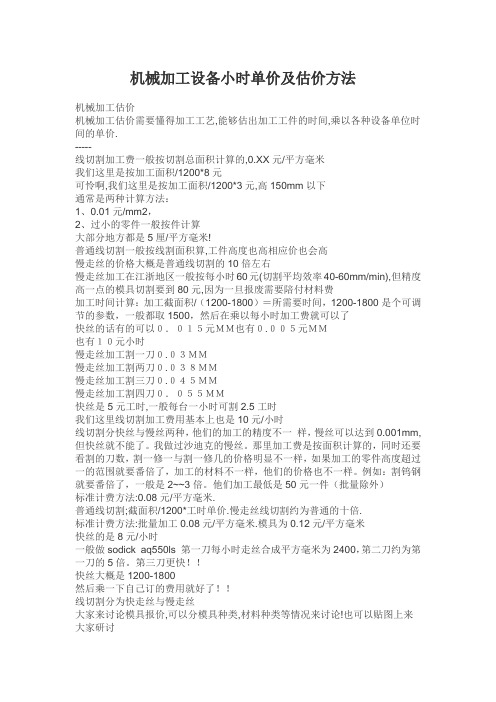
机加工工时费
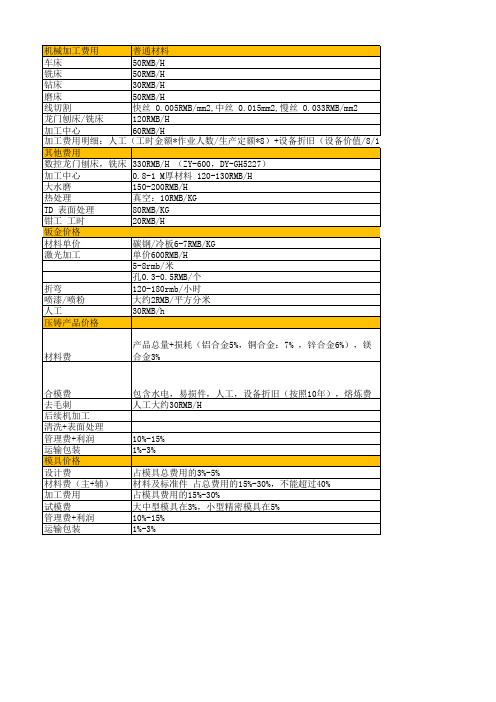
普通材料
车床
50RMB/H
铣床
50RMB/H
钻床
30RMB/H
磨床
50RMB/H
线切割
快丝 0.005RMB/mm2,中丝 0.015mm2,慢丝 0.033RMB/mm2
龙门刨床/铣床
120RMB/H
加工中心
60RMB/H
加工费用明细:人工(工时金额*作业人数/生产定额*8)+设备折旧(设备价值/8/12/26/生产定额)+电费(电机
其他费用
数控龙门刨床,铣床 330RMB/H (ZY-600,DY-GH5227)
加工中心
0.8-1 M厚材料 120-130RMB/H
大水磨
150-200RMB/H
热处理
真空:10RMB/KG
TD 表面处理
80RMB/KG
钳工 工时
20RMB/H
钣金价格
材料单价
碳钢/冷板6-7RMB/KG
激光加工
包含水电,易损件,人工,设备折旧(按照10年),熔炼费 人工大约30RMB/H
10%-15% 1%-3%
占模具总费用的3%-5% 材料及标准件 占总费用的15%-30%,不能超过40% 占模具费用的15%-30% 大中型模具在3%,小型精密模具在5% 10%-15% 1%-3%
硬质材料 80RMB/H 80RMB/H 50RMB/H 80RMB/H 快丝 0.005RMB/mm2,中丝 0.015mm2,慢丝 0.033RMB/mm2 180RMB/H 120RMB/H 备价值/8/12/26/生产定额)+电费(电机功率*1.1*8/生产定额*0.5))+工装费
单价600RMB/H
关于一般机械加工件收费标准
关于一般机械加工件的收费标准一、以工时记价办法:Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立、卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束。
二、以根据零件,数量,精度要求收费办法:1、钻孔加工一般材料深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2、车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般法兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。
直径大于40MM的按直径*0.2收取。
3、铣床加工类一般键槽加工(长宽比小于10的)按键槽宽度*0.5收取(最低5元)。
长宽比超过10的按长宽比*基价*0.1收取。
机械加工收费标准怎么算
机械加工件收费标准_机械加工收费标准怎么算一、以工时来计价的方法1、每小时15元:主要包括Z25钻床、CA6140车床、刨床、锯床这几种加工方式,以及钳工的大部分工作。
2、每小时20元:主要包括立铣床、卧铣床、线切割、大车床和龙门铣床等加工方式。
计时的单位从开始接受加工任务到完成整个工程验收合格结束。
二、根据零件、数量、精度的要求进行计价的方法1铣床加工类的一般键槽加工(1)长宽比小于10:按照键槽宽度×5来计算,最低为5元。
(2)长宽比超过10:按照长宽比×基价×0.1收取。
如果对于未知有严格的要求×2来计算。
硬度大于HRC40的材料加工按照基价×2计算。
(3)花键加工(长泾比小于5):按照花键外径×0.8来收取,最低15元。
(4)一般齿轮类加工:模数×齿数×0.5元收取。
(5)一般平面加工类按每平方米1.5元收取,最低5元,一般镗孔加工按照孔直径×0.25收取。
2钻孔加工一般材料(1)深径比不大于2.5倍直径25mm:直径×0.05。
(2)直径25—60mm:钻头直径×0.12,最小孔收费不低于0.5元。
(3)深径比大于2.5倍直径的一般材料:基价×深径比×0.4收取。
(4)对孔径精度要求小于0.1mm或对中心距要求小于0.1mm:基价×5计算。
3车床加工类一般精度光轴加工(1)长泾比不大于10:工件毛坯尺寸×0.2计费,最低5元。
(2)长径比大于10:一般光轴基价×长泾比数×0.15。
(3)精度要求在0.05mm以内,或者要求带锥度:光轴基价×2收取。
(4)一般阶梯轴(风机轴、泵轴、减速器轴、砂轮轴、电机轴、主轴):基价×2收取。
(5)阶梯轴带有锥度、内外螺纹:基价×3收取。
4带锯加工类(1)一般圆钢、厚壁管、方钢截断:每平方米5元,最低5元。
机械加工工费如何计算啊

机械加工工费如何计算啊?。
悬赏分:0-解决时间:2008-1-2522:27这个差异很大的,因地区不同,时间不同,各厂家不同,需方不同,供方不同,数量不同,有很多的不同,价格也是千差万别,没有一定。
但一般按加工工时计费,给一个参考如下〔其中数字只做参考,地区、时间差异实在很大〕:这个资料还没包括电加工,比如线切割,一般是以被加工面积来计费。
《关于一般机械加工件的收费标准》一、以工时记价方法:Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立、卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格完毕。
二、以根据零件,数量,精度要求收费方法:1、钻孔加工一般材料深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12〔最小孔不低于0.5元〕深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费〔以铸铁为标准,钢件另*1.2〕在批量加工时以标准基价*0.2-0.8收取〔根据批量大小与加工难易程度〕2、车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费〔最底5元〕长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴〔风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等〕以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般法兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费〔包括材料〕一般梯形,三角螺母零件按直径*0.3〔不包材料〕一般轴套类零件〔直径小于100径长比小于2〕按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。
机械施工工时单价计算公式

机械施工工时单价计算公式在施工行业中,机械设备的使用是非常普遍的。
机械设备的使用可以大大提高施工效率,减少人力成本,并且可以保证施工质量。
因此,对于施工项目来说,机械设备的使用是非常重要的。
在施工项目中,机械设备的使用通常是按照工时来计费的,因此如何准确地计算机械施工工时单价就显得非常重要了。
机械施工工时单价的计算是一个比较复杂的问题,需要考虑到很多因素。
一般来说,机械施工工时单价可以通过以下公式来计算:机械施工工时单价 =(机械设备的折旧费用+机械设备的维护费用+机械设备的燃料费用+机械设备的人工费用)/机械设备的使用工时。
其中,机械设备的折旧费用是指机械设备由于使用而导致价值的减少所需要补偿的费用;机械设备的维护费用是指机械设备进行日常维护所需要的费用;机械设备的燃料费用是指机械设备在使用过程中所需要的燃料费用;机械设备的人工费用是指机械设备的操作人员的工资费用;机械设备的使用工时是指机械设备在施工项目中实际使用的工时。
在实际计算中,以上各项费用都需要根据实际情况进行具体的计算。
下面,我们将分别对以上各项费用进行详细的说明。
首先是机械设备的折旧费用。
机械设备的折旧费用是指机械设备由于使用而导致价值的减少所需要补偿的费用。
折旧费用的计算可以采用直线折旧法或者是年限总和法。
直线折旧法是一种比较简单的折旧计算方法,它的计算公式为,(原值-残值)/使用年限。
年限总和法是一种比较复杂的折旧计算方法,它的计算公式为,(原值-残值)当年折旧率。
通过以上两种方法计算出的折旧费用都可以作为机械设备的折旧费用。
其次是机械设备的维护费用。
机械设备的维护费用是指机械设备进行日常维护所需要的费用。
机械设备的维护费用通常包括机械设备的保养费用、维修费用和更换零部件的费用。
这些费用都是机械设备正常运行所必需的,因此在计算机械施工工时单价时,需要将这些费用考虑在内。
再次是机械设备的燃料费用。
机械设备的燃料费用是指机械设备在使用过程中所需要的燃料费用。
机械加工设备加工工时计算方法
机械加工设备小时单价及估价方法机械加工估价机械加工估价需要懂得加工工艺,能够估出加工工件的时间,乘以各种设备单位时间的单价.-----线切割加工费一般按切割总面积计算的,0.XX元/平方毫米我们这里是按加工面积/1200*8元可怜啊,我们这里是按加工面积/1200*3元,高150mm以下通常是两种计算方法:1、0.01元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割2.5工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0.001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:0.08元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.标准计费方法:批量加工0.08元/平方毫米.模具为0.12元/平方毫米快丝的是8元/小时一般做sodick aq550ls 第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
机械加工工时费用计算

机械加工工时费用计算机械加工工时,是正确反映机械加工成本、工人劳动量和劳动报酬的数据。
在很多机械报价的方法中,由于工时计算带来的便捷、简便,所以运用工时进行报价已经成为大家广泛应用的方法之一了。
?机加工时间定额组成1、机动时间:也叫作基本时间,主要是用于改变工件尺寸、形状和表面质量所需要的时间,其中也包含了刀具的趋近、切入、切削和切出的时间。
2、辅助时间:这是用在工序中加工每个工件辅助动作需要的时间以及保证正常工作需要消耗的时间。
例如:启动和停止机床、切削用量的改变、对刀、试切、测量等需要消耗的时间。
3、其他时间:这个时间虽然与工作没有直接联系,但是是完成加工中必不可少的时间。
例如,阅读文件、检查工件、机床、润滑维护和空转等。
在生产中为了方便,为了计算方便,根据加工复杂程度的难易,按操作时间的百分比来表示。
4、准备终结时间:这个时间是指完成一批加工工件的准备工作和结束工作所消耗的时间,其中包括:图纸熟悉、工艺文件的了解、尺寸的换算、借还工具、安装刀杆等,技工结束时要及时进行机床的清理,发送成品。
一般情况下,准备与终结时间分为固定部分与另加部分。
固定部分指的是一批零件加工前必须发生的时间。
另加部分是根据实际的工作需要做某些准备与结束工作所需要的时间。
加工一批零件只给一次准备与终结的时间。
机械加工工时费用用工时进行机械加工报价的计时单位是从接手加工开始至加工完成验收合格要求。
生产中比较常用的机械加工工时费用:1、车基本价:20—40/小时。
这只是一个参考价,具体的还根据实际的情况进行确定,如果是小件,简单的话工时小于20元。
但是一些大的皮带轮加工,加工余量大,余量就有一定的收入。
2、磨削基本价:25—45元 /小时3、铣削基本价:25—45元/小时4、钻削基本价:15—35元/小时5、刨削基本价:15—35元/小时6、快走丝线切割基本价:3—4元/1200平方毫米7、电火花基本价:10—40元/小时,如果工时小于1个小时的,按件计算,单件一般为50元8、数控机床基本价:比普通的贵2—4倍9、雕刻:一般都是单件的 50—500元/件10、钳工基本价:15-35元/小时机械维修加工收费标准(生产部提供)一、以工时记价办法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录
附录二:机械加工工时计算
本章的算图表示了机械加工中的主要工序的加工时间。由于机械加工工时定额的 制定受到多种因素的影响,还必须进行一些辅助计算,即要把算图中求得的时间 !, 代入下式:
" #( $! % $" % $# % $$ % $%)! & !! &( !" & !# & !$)’ ( &’( 式中 !———加工时间(中级工适用),由算图求得;
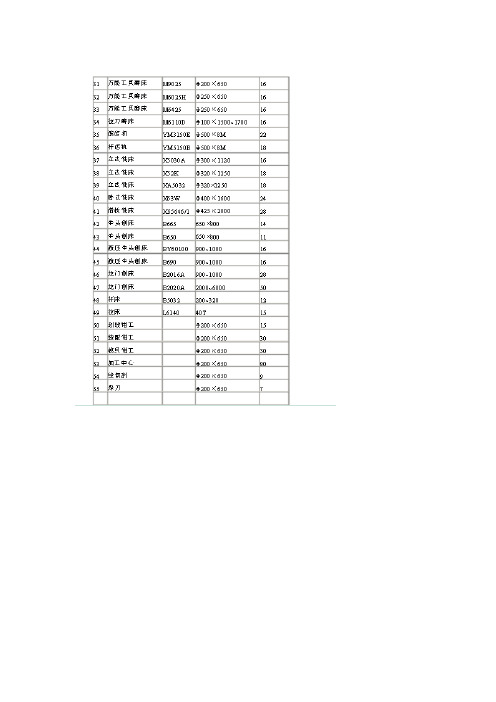
工种类别
表 ! " # 各工种加工定额的时间要素总表 车镗刨插铣
制齿 钳、钳 磨
加工时间 !,&’(
" ) ! * !$ ) !+ * !$ ) "" * !$ ) ", * !$ ) #. * !$ ) $" * !$ ) %# * !$ ) %+ * 算图号
!$ ) !% !$ ) "! !$ ) "+ !$ ) "- !$ ) $! !$ ) %" !$ ) %% !$ ) %/
普通车床(车刀 % 0 ! 把) %’ (车刀 " 0 # 把) "*
!)$* 车床
#!
小立车
#!
铣床(* 0 % 号) 铣床(! 0 " 号) 牛头刨床(小型) 龙门刨床(大型) 外圆磨床(小型)
(大型)
%’ 镗床
"* 落地镗床
%’ 滚齿机!’**
#!
!%!$*
%’
!"***
"*
!$***
"",,-. %’ "* %’ %!* #! %!* "* #! )* %!*
项目
铣键槽
六角螺帽 铣花键 矩形槽 切断 齿条 伞齿轮
铣台阶
铣侧面
腰形孔 曲面
表 ! " !% 粗糙度等级系数 !& 表面粗糙度 "#!* )#& +#) +#) )#& )#& +#) )#& )#& +#) "& # $ +#) "& # $ +#) +#)
(八)齿轮加工专用时间要素表
· "+%" ·
表 ! " #& 材质系数 !’
材质
!(
材质
!(
中碳钢
%&’
铸钢
%&#
球铁
%&’
铸铁
’&0
高速钢
%&#
氧气割面
%&#
不锈钢
$&’
非金属
’&)
合金钢
%&$
尼龙
’&.
碳素工具钢
%&(
铜、铝
’&0
!!!!!!!!!!!!!!!!!!!!!
!!!!!!!!!
表 ! " #( 加工难易程度系数 !)
项目
!-
项目
!,$
*"""" # !""""
$,"
刨 - 形槽
),%
刨燕尾槽
* , )$
主刀架刨侧面
(,$
+ $""""
$,$
厚度小于 ("..,且双面加工
),"
表 ! " #$ 粗糙度等级系数 !%
表面粗糙度 "#,!.
!$
%,*
(,"
*,)
(,)
注:通用加工时间要素见表 ) / )、表 ) / *、表 ) / !、表 ) / $。
(三)车床加工专用时间要素表
工件复杂程度 !$
简单
!&
中等
!#
复杂
!$
表 ! " $ 工件装卸时间 "%
工件质量,/0
1&
$&
!$&
$&& !&&&
1&
(&
)&
*&
!&&
1$
($
3&
’&
!!&
(&
$&
*&
!&&
!#&
,-.
$&&& !&&&& 2 !&&&&
!#&
!1&
!$&
!1&
!(&
!)$
!(&
(0+
注:通用加工时间要素见表 - 1 -、表 - 1 *、表 - 1 .、表 - 1 ’。
附录
项目 钻孔 开槽
铣平面 内孔
表 ! " #$ 粗糙度等级系数 !$ 表面粗糙度 "# !!" $# %$ & # $# (&$ )&( (&$
· %)). ·
!# %&’ % & %# %&’ $&’ %&’ %&’
(六)插床加工专用时间要素表
项目 圆周找正 按样板磨刀
装卡盘
表 ! " !& 工卡刀具交换时间 $’ 时间 $!,.01 *" *" *"
表 ! " !# 批量系数 !!
每批产品数量
!)
(#$
(,"
% # ($
" , 2$
(% # *"
",2
*( # $"
",’
"$(
",&
!!!!!!!!!!!!
直径大于花盘直径
’ 4 *+
注:通用加工时间要素见表 + ; + ) 表 + ; *。
工件装卸时间 !!,&’(
!$ ) + !$ ) !! !$ ) !+
!$ ) "% !$ ) #. !$ ) #% !$ ) #/
读图时间 !",&’(
表
机床准备时间 !#,&’(
工卡刀具交换时间 !$,&’( 号 !$ ) , !$ ) !"
!$ ) " !$ ) # !$ ) ". !$ ) "+ !$ ) #!
中碳钢 合金钢 不锈钢
· &$$’ ·
!! "#$ "#$ "#% &#" &#’ (#"
表 ! " # 加工难易程度系数 !$
项目
!)
外锥
(#"
内锥
!#’
内螺纹
(#"
管螺纹
&#!
盲孔
&#!
* + , - &"
&#(
("
&#’
(%
&#.
表 ! " %& 粗糙度等级系数 !’
!!!!!!!!!!!!
项目 车内外圆
(.*
表 ! " !% 材质系数 "&
材质
"(
中碳钢
!
/( 钢板
+01
合金钢
!0(
不锈钢
&
铸铁
+0-
附录
表 ! " !# 加工难易程度系数 !$ 项目
两次
工件翻身
三次
四次
槽宽有公差
槽深有公差
铣盲腰孔
铣曲面
机动 手动
注:通用加工时间要素见表 & ( &、表 & ( )、表 & ( !、表 & ( $。
!! "#$ " # %$ &#’ "#& "#& "#& "#& &#’
!$ "#’ ’ # ,$ "#’ "#’ "#’ "#’ "#’ "#’ "#’ ’ # ,$ "#’ ’ # ,$ "#’ "#’
· ’-1+ ·
装夹方式 轴 套
表 ! " #$ 工件装卸及校正时间 !%
工件质量,$%
& ’(
(五)刨床加工专用时间要素表
牛头刨
表 ! " #% 工件装卸时间 $# 龙门刨
装夹方式
固定挡板
刨不规则
虎钳
压板 夹具 刨板材 刨台阶 刨架空件 刨模具 刨角铁
加工对象
或压板
工件
时间,"*+ %# , $’ -#
)’ .# , /’ )’ , /’ )’ , %’’ /’ , %$’ /’ , %$’ %$’ , %#’ %(# , %0’
车 镗 刨 插 铣 制齿 钳、钳 磨
%# & $
%# & !%
%# & $
表 %# & ’ %# & %" %# & %( %# & !! %# & !( %# & "! %# & ") %# & #*