降低冷轧钢种结晶器液面波动的工艺实践
8-武钢CSP连铸结晶器液面波动控制实践

武钢CSP连铸结晶器液面波动控制实践朱志强武钢股份条材总厂2012-7-10主要内容工艺装备与背景概述典型液面波动的特点及原因 控制液面波动的措施结论一、背景与工艺装备1. 背景薄板坯连铸机由于结晶器厚度薄,容积小,其流动强度是传统厚板坯铸机的3-4倍,高拉速下容易产生液面波动,极易发生卷渣,恶化保护渣的熔化、润滑与传热,导致薄板坯出现裂纹、凹陷、夹杂等质量缺陷,严重时还将导致漏钢事故。
2.武钢CSP连铸机主要设备工艺参数3250mm弯曲半径10305mm 冶金长度18185mm 铸机长度5段7个冷却区,17个冷却回路扇形段数自动(Co60放射源)结晶器液面控制1100mm 结晶器长度漏斗型冷坯宽度:900—1600mm 结晶器类型72mm结晶器:70—50mm (液芯压下后)92mm结晶器:90—70mm (液芯压下后)浇铸厚度(扇形段5出口):72/92mm 浇铸厚度(结晶器出口)900—1600mm 浇铸宽度(标称或冷宽度)2.8—6.0m/min 拉速33t 中包容量170t 钢包容量技术参数项目二、结晶器液面波动的特点及原因分析实际生产中,拉速、过钢量的变化对液面波动的影响是显著的,但除此之外,浇注过程中仍出现了一些异常情况导致的结晶器液面波动,这些异常导致的结晶器液面波动现象的特征也是不一样的。
根据这些结晶器液面异常波动的特点,结晶器液面波动可分为:·包晶反应与鼓肚现象·共振现象·液位检测与控制系统故障·结晶器流场异常1.包晶反应与鼓肚现象鼓肚现象是连铸过程中的常见现象,常见于高拉速、大断面铸坯尺寸的钢种连铸生产条件下,主要原因是冷却不足、坯壳强度不足以抵抗钢水静压力,导致铸坯在两排辊子之间产生鼓肚,鼓肚时产生泵吸效应,导致结晶器液面下降,随着拉坯的进行,鼓肚区域在同一排辊子之间被挤压,液相穴内钢水又回流到结晶器内,导致结晶器内钢水又迅速上涨,如此反复,结晶器内液面呈有节奏的锯齿状的波动。
结晶器液面波动成因及控制

应相 变 8 F e+L 一- y F e , 会 产生 约 0 . 3 8 % 的 体 积 收 缩, 坯 壳 与 结 晶器 铜 板 问产 生 问 隙 , 影响传热, 造成
初生 坯壳不 均 匀 , 出结 晶器 后易 产生鼓 肚 , 从 而 引起 液面 波动 ; 再如 , 对 于铝镇 静钢 , 钢水处 理不 好 , 或保 护浇 铸 效 果 差 时 , 钢 中夹杂物 和脱氧产 物 ( 如 A l , O 、 C a O、 S i O , 等) 易形成 高熔 点 聚合 物 附着在 水
( 1 . 河北钢铁集 团 河北钢铁技术研究 总院, 河北 石家庄 0 5 2 1 6 5 ; 2 . 唐山不锈钢有限责任 公司 , 河 北 唐
山 0 6 3 0 1 0 )
摘要 : 结 晶器 液 面 波动 是连 铸 过 程 中 的常 见 现 象 , 液面波动过 大会造成 铸坯夹 杂物含量 超标 、 纵 裂 等 产
0 5 2 1 6 5; 2 . T a n g s h a n S t a i n l e s s S t e e l Co . , L t d . , Ta n g s h a n, He i b e i , 0 6 3 01 0)
Abs t r a c t :Th e l e v e l f lu c t u a t i o n i n m ol d i s a n o r ma l s i t ua t i on i n c o nt i nu o us ca s t i ng. Too l a r g e f lu c t ua t i o n
连铸 过程 中要求 将结 晶器 液面 波动控 制在 一定 范 围 内( 一般为 ± 3 mm) , 液 面波 动过 大将会 影 响结 晶器 保护 渣 的三层结 构 , 破 坏其 润滑 和传 热平 衡 , 导
结晶器内钢液面波动分析与控制
1钢种特性的影响 在连铸过程中。易出现结晶器液面 波动的钢种主要为碳素结构钢,碳含量为 0.07%~0.16%,大多数属于包晶钢范围。 在铸钢时,铸坯在凝固过程中会发生包晶 反应:6+L—y。面心立方6铁素体密 度大于体心立方y奥氏体,相变过程中 会伴随O 38%的线收缩,导致较大的相 变应力,凝固壳厚薄不均匀。容易造成以 下问题:第一。产生横向温度梯度,导致 铸坯表面出现纵裂;第二,拉出轧辊扇形 截面时.坯料反复鼓肚,造成结晶器内产 生液面波动,一旦形成液面波动,就很难 消除。 2结晶器流场的影响 结晶器液面波动函数F与波高之间呈 线性关系,当F值处于3~5范围时可 得到较为理想的液面波动状态。波动函数 F的定义如公式。
防止液面波动的新技术
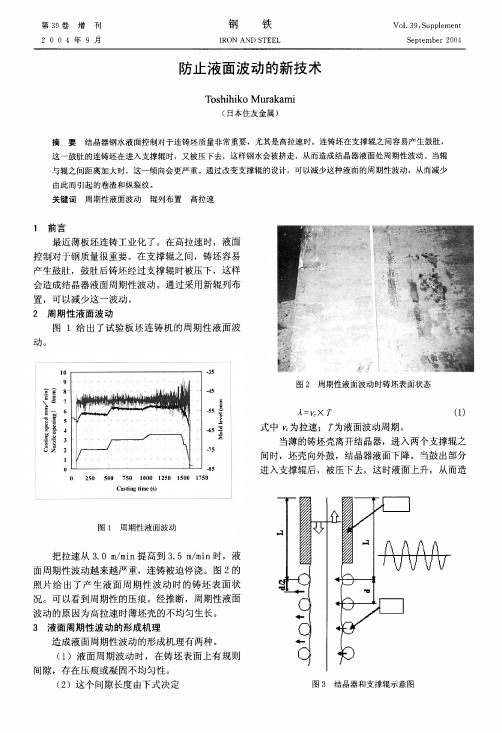
为了抑制高拉速下带来的诸多不利现象,电磁制动技术作为控制结晶器中钢液流动的较为成熟技术开始得到应用。但是如何进一步优化电磁制动器 的结构参数、电磁参数和工艺参数,并得到优化的电磁流动控制效果,对于电磁制动技术的有效应用、以及电磁制动器的设计具有重要的现实意义。
本文正是以高效连铸、薄板坯连铸中的流动行为和电磁制动效果为选题开展工作。主要完成以下方面的工作: 1、根据相似原理,建立了薄板坯连铸水力学模型,采用物理模拟和数学模拟相结合的方法研究了薄板坯连铸漏斗形结晶器内流体运动特征,研究和 观察了结晶器内的旋涡现象和卷渣行为,考察了拉坯速度、浸入式水口结构、水口浸入深度、水口位置等对卷渣的影响。研究结果表明:1)结晶器表面 的涡流和液面波动是造成卷渣的主要原因。涡流主要发生在结晶器宽面中心位置、水口两侧和结晶器窄边附近。2)发生卷渣的临界表面流速为0.25m/s。 随水口浸入深度变浅,卷渣发生的临界拉速减小。拉速增大可使旋涡数量增多、深度增加,同时液面波动幅度也随之增大。3)水口结构对结晶器内的流 动形态有较大影响。在相同的拉坯速度时,使用牛鼻子型水口的表面流速最小,有利于防止卷渣。 2、设计了“对E”结构的单条形电磁制动器。这种结构的磁极头和激磁线圈可以大大减少主气隙的漏磁场,有效提高有用气隙中的磁感应强度。磁 极可在0-140mm范围内调节,当磁极间距为100mm时磁感应强度达1T,适用于低浇注速度模拟实验的制动要求。通过实验测试,研究了所设计的电磁制动 器的电磁特性,为电磁制动器结构的优化设计提供依据。 3、建立了Pb-Sn-Bi低熔点合金电磁制动热模拟实验系统。考察了在稳恒磁场作用下的弯月面行为,并研究了各种操作参数(磁感应强度,拉坯速度 ,磁场位置和水口出口角度等)对弯月面行为的影响。研究结果表明:1)应用磁场可控制结晶器内金属液面的波动。磁场对表面波动的抑制作用有一最佳 值,当磁感应强度为0.5T时液面的表面平均波动最小,液面较稳定。据此依据相似原理可推得:实际连铸机中抑制结晶器内钢液表面波动的最佳磁感应 强度为0.36T。2)在板坯连铸结晶器内应用单条形稳恒磁场的电磁流动控制效果与磁感应强度、浸入式水口角度和拉坯速度有关。当其它条件不变时,拉 坯速度越大,产生的电磁力越大,对流动的作用越大。水口角度不同,施加磁场时会有不同的流动控制效果。3)随着磁感应强度的增加,弯月面温度增 加,流体冲击深度减小。即水口出流的向下冲击深度由于磁场的制动效应而受到了抑制。这有利于夹杂物的上浮分离,提高板坯内部质量。 4、建立了可同时实现施加磁场和吹氩气的实验系统,研究了稳恒磁场对吹氩板坯连铸结晶器内弯月面行为的影响,考察了磁感应强度、氩气流量、 拉坯速度和水口出口角度等对弯月面处液面波动和氩气上浮分布规律的影响。研究结果表明:1)吹入氩气加剧了表面波动,而且,随着氩气流量的增加 扰动加大,且氩气泡主要在水口附近上浮。2)施加磁场改变了氩气通过弯月面的上浮分布规律,加强了气泡在水口和窄面之间的上浮,使氩气泡在结晶 器宽度方向上的上浮分布更均匀,减小了水口附近由于大量气泡上浮对液面的扰动。3)Pb-Sn-Bi热模拟实验表明,施加0.5T的磁场能对水口出流以及吹 氩所产生的液面波动产生抑制作用。由相似准则推得,在实际连铸机上抑制吹氩板坯连铸结晶器内液面波动的合适磁场强度为0.36T。吹入氩气在防止水 口堵塞的同时也使液面产生明显的扰动,使液面波动较大,易造成卷渣现象。对吹氩水口结构施加电磁制动,能够使其波动受到显著的抑制。本实验结 果给出了参考的磁场参数。4)施加磁场和吹入氩气影响了结晶器内金属液的弯月面行为,改变了氩气在弯月面的上浮分布规律和弯月面处的液面波动。 为此可应用静磁场和调节氩气流量控制结晶器内的流动和液面波动。 5、以稳恒磁场理论、电磁流体力学理论为基础,建立了描述结晶器内电磁制动磁场分布的三维数学模型,以及静磁场作用下金属液流动的三维数学 模型,对电磁制动结:晶器内的磁场和流场分布进行计算,研究了磁场对结晶器内钢液流动的作用,和各工艺参数(磁感应强度、拉坯速度、水口角度及 磁场位置等)对电磁流动控制效果的影响。研究结果表明:1)施加磁场后结晶器内的流场有很大改变,从浸入式水口流出的金属。液流股被电磁场产生的 电磁力分散,冲击窄面的速度明显减小,且冲击窄面的位置向上偏移。施加磁场后,上部回流的涡心向上、且向远离窄面的方向移动。下部回流区减小 ,且涡心向上、且向水口中心方向移动,并且下降流股的流速明显减小。2)磁感应强度、拉坯速度、水口角度和磁场位置对单条形磁场作用下的电磁流 动控制效果影响很大,当磁感应强度、拉坯速度和水口出口角度一定时,磁场位置(Z)与水口浸入深度(L)之比值Z/L有一最佳值,可达到最佳的电磁流动 控制效果。在本研究的实验条件下,该值“为1.2。在实际应用中要合理选择各种参数以得到优化的电磁流动控制效果。
结晶器液面自动控制技术的优化

【 Ke y wo r d s 】 C o n t i n u o u s c a s t i n g , a u t o m a t i c l e v e l c o n t r o l , l i q u i d l e v e l
北 营炼钢厂新区主体生产设备有 3 座1 2 0 t 氧 气顶底复吹转炉 、 l 台六机六流小方坯连铸机 、 1 台 八机八流小方坯连铸机 、 2 台双流板坯连铸机 、 1 台 单流板坯连铸机 , 并 配备 3 座铁水预 处理及两座 L F 炉、 1 座V O D精炼炉 、 1 座R H真空精炼炉 , 具备 年产 4 0 0 万t 优质方 、 板坯的生产能力。但投产后 连铸机结晶器存在钢液面大副波动 、 保护渣卷入 钢液面等问题 , 急需优化改造。
t h e r e i s h i g h e r r e q u i r e me n t f o r t h e i n t e r n a l q u a l i t y o f t h e s l a b 。 a n d t h e o r i g i n l a p r e c i s i o n ±5 mm or f
s y s t e m o f c o n t i n u o u s c a s t e r l e i f e l i s o p t i mi z e d S O a s t o ma i n t a i n l i q u i d l f u c t u a t i o n o f t h e mo l d wi t h i n ± 3 mm. As t h e r e s u l t , t h e s l a b s u r f a c e a n d i n t e r n a l q u a l i t y i s i mp r o v e d , r e s p o n d i n g s p e e d o f t h e s y s t e m i s
马钢板坯连铸结晶器液面波动的研究与控制

素结 构钢 、 低合 金 高 强 钢 、 用 结 构 钢 和超 低 碳 钢 船 种 , 中生产 的碳 素结 构钢 、 其 低合 金 高强钢 、 船用 结
构钢 中多数属 于包 晶钢 范 围 。包 晶钢 : F —C相 由 e
凝 固过 程 时 会 发 生 包 晶 转 变 L+ — 7 产 生 约 , O3%的体积 收 缩 变化 。 坯 壳 与结 晶器 铜 板 间产 .8
生气 隙 , 响传 热 , 影 造成坯 壳生 长不均 匀 , 晶器 内 结
量较高 , 钢水处理不好或保护浇铸效果差时易生产 0 等难熔 物附着 于 浸 入式 水 I侧 孔 , 结 晶器 3 = 1 使
第 2 卷 第 2期 1 2 1 年 4月 01
安 徽 冶 金 科 技 职 业 学 院 学 报
J u n l fA h iV c t n lC l g fMealr y a d T c n lg o r a n u o a o a ol e o t u g n e h oo y o i e l
・
8 ・
安 徽 冶 金 科 技 职 业 学 院 学 报
21 年第 2期 01
图 可知 碳含 量在 0 0 % 一0 1 %之 间的钢 水在 ”, .9 .7
行时 , 肚坯壳 又 被挤 压 , 而造 成 结 晶器液 面波 鼓 从 动 。超低 碳钢 种 因属 铝镇静 钢 工艺 , 钢水 中 A k含
3 结晶器液面波动形成原 因
3 1 钢种 特 性 .
马 钢板 坯 连 铸 易 出现 液 面波 动钢 种 主要 为碳
收稿 日期 :0 1 0 0 ; 回 日期 :0 1 4 0 2 1 — 4— 6 改 2 1 —0 —2
结晶器液面周期性波动的成因分析及解决措施
直 弧 型板坯 连铸 机 型兼顾 立弯 式和 全弧 形板
坯 铸机 诸多 优 点 ,从 上 世 纪 9 0年代 末 起 国 内外
新 建 的板 坯 连 铸 机 几 乎 全 都 是 直 弧 型 板 坯 连 铸
机 。但 随着 板坯 连铸 钢种 强度 的不 断提 高 ,直弧
型 板坯 连铸 机在 生产 高强 钢时 ,非 常容 易 出现周
B y o p t i mi z i n g t h e d e s i g n o f t h e ol r l a r r a n g e me n t nd a a d o p t i n g t h e n o n - e q u l a i n t e va r l a r r a n g e me n t ,t h e p ob r l e m o f t h e mo l d l e v e l c y c l i c l a l f u c t u a t i o n s c a n b e e f e c t i v e l y s o l v e d . Ke y wo r d s :v e t r i c l a c u r v e d c o n t i n u o u s s l a b c a s t e r ;mo l d;l e v e l f l u c t u a t i o n;r ol l a r r a n g e me S s l a b c a s t e r .I t p o i n t s o u t t h a t t h e ma i n c a u s e l i e s i n t h e e q u i d i s t a n t o r a p p r o x i ma t e l y e q u i d i s t a n t a r r ng a e me n t o f t h e r o l l e r s ,w h i c h ma k e s t h e s h e l l o f u n e v e n t h i c k n e s s a n d t h e n o n - u n i f o r mi t y b u l g i n g e x t r u d e d p e r i o d i c ll a y .
连铸工艺过程控制及结晶器液位波动事故解决办法

连铸工艺过程控制及结晶器液位波动事故解决办法一、连铸工艺过程掌握选择趋势画面中的结晶器液面掌握画面,观看结晶器液面与塞棒的运动趋势,通过总览画面,监视二冷水流量、压力、结晶器水量、压力及进水温度、进出水温差、宽面及窄面热流密度、塞棒开度、结晶器液面高度、拉矫机处铸坯的温度。
监视热流图状况,发觉特别状况准时启动牯结循环。
监视FDA实时曲线,依据浇注状况准时调整拉速。
通过转换HMI画面,监控各设备和介质系统的运行状况,留意各液压系统油温、油位有无变化。
适时向结晶器内加入爱护渣,保持黑液面操作。
依据详细状况进行捞渣操作。
浇注过程中,利用中间包车自动升降来匀称水口的侵蚀。
二、结晶器液位波动事故。
一旦结晶器液位达到目标液位8%时,会消失闪耀(AUTOLEVEJL BUTTON)和可闻报警,应马上降低拉速。
为避开结晶器填充时不正确的干预,只有结晶器液位达到设定液位(目标液位的-10%),此程序才能激活。
1)溢钢事故。
当结晶器液位达到放射性检测范围的110%X以上时,消失蜂鸣和可视报警。
当结晶器液位超过110%时自动程序被激活,塞杆按给定的下降速度自动关闭,拉速保持恒定。
液位设定值为82%,当液位80%时,拉速降低到2 m/min,低于实际值但最小不低于2m/min。
假如液位低到离开了读数范围,则利用闸把打开塞杆(建议值为l2-16 mm)。
一旦液位达到读数范围,打开自动开关。
在浇钢工操作箱上会有信息提示操作工:由于高液位而降低了拉速。
为重新实现远程速度掌握,操作工应按远程速度掌握开关。
为实现拉速手动掌握模式,操作工应掌握电位计使拉速达到实际值然后按远程速度掌握按钮。
2)结晶器液位过低。
当结晶器液位低于16%时,此程序被激活。
以给定的下降速度关闭塞杆。
拉速为1.5 m/min。
假如消失漏钢,操作工应按漏钢事故按钮。
假如操作工想连续连铸,则应以手动或纯手功模式重建液位,一旦液位处于读数范围(15%)可采纳自动掌握。
结晶器液面波动的原因
结晶器液面波动的原因结晶器液面波动是指在结晶器中,液体表面出现波动的现象。
这种波动往往是由于结晶器中的一些因素引起的。
本文将探讨结晶器液面波动的几个主要原因。
温度变化是引起结晶器液面波动的一个重要因素。
在结晶过程中,温度的变化会导致溶液的密度发生变化,从而引起液面的波动。
当温度升高时,溶液的密度会减小,液面会上升;而当温度降低时,溶液的密度会增大,液面会下降。
这种温度引起的液面波动通常是周期性的,具有一定的规律性。
搅拌速度也会对结晶器液面波动产生影响。
在结晶器中,搅拌速度越快,液体中的溶质就会更好地分散在溶液中,从而使结晶器液面波动更加剧烈。
当搅拌速度较慢时,溶质的分散程度较低,液面波动较小。
因此,结晶器液面波动的幅度与搅拌速度之间存在一定的正相关关系。
结晶器的形状和尺寸也会对液面波动产生影响。
结晶器的形状和尺寸会影响溶液中的溶质分布情况和流动速度,进而影响液面的波动。
例如,当结晶器的底部较窄时,液体在结晶器中的流动速度会增加,从而导致液面波动更加剧烈。
而当结晶器的底部较宽时,液体的流动速度较慢,液面波动较小。
溶液中的溶质浓度也会对结晶器液面波动产生影响。
当溶液中的溶质浓度较高时,溶质分子之间的相互作用力会增强,从而使液面波动更加剧烈。
而当溶质浓度较低时,溶质分子之间的相互作用力较弱,液面波动较小。
结晶器的工作条件也会对液面波动产生影响。
例如,当结晶器的工作压力较高时,溶液中的气体会更容易溶解,从而增加液面波动的强度。
而当结晶器的工作压力较低时,溶液中的气体溶解较少,液面波动较小。
结晶器液面波动的原因有多种,包括温度变化、搅拌速度、结晶器的形状和尺寸、溶液中的溶质浓度以及结晶器的工作条件等。
了解这些原因对于控制结晶器液面波动,提高结晶过程的稳定性和效率具有重要意义。
只有深入研究这些因素的作用机制,才能更好地应对液面波动带来的问题,为结晶工艺的优化提供科学依据。
包晶钢结晶器液位波动的控制
包晶钢结晶器液位波动的控制王大龙(首钢迁钢公司炼钢分厂,河北迁安)摘要:本文分析了直弧连铸机浇注包晶钢时结晶器液位波动产生的原因,并介绍了首钢迁钢公司炼钢分厂采取的控制措施,包括调整结晶器冷却水量、二冷制度、采用专用保护渣、以及提高铸机的拉坯力等。
关键词:连铸;包晶钢;液位波动;拉速波动Practice on mold level fluctuation control of practice steelWANG Dalong(steel-making plant of SGQG, qian’an China)Abstract: The present paper analyzed the cause that the mold level fluctuation of vertical-bending type caster in casing the peritectit steel, and introduced the solution that the problem at steel-making plant of SGQG including adjustment of the mold cooling and secondary cooling schedules, use of special casting powder and increase in the drawing force and so on.Key words: continuous casting; peritectic steel; mold level fluctuation; speed fulctuation首钢迁钢现有两台板坯连铸机,为VAI设计的直弧形连铸机,从投产以来,浇铸含碳量在0.12-0.15%左右的包晶钢系列时,结晶器液位波动情况时有发生,同时拉速还有±0.01m/min幅度的波动,铸机被迫降低拉速进行浇注,液位波动严重时,结晶器液位自动控制系统也无法使用,给浇注带来了很大影响。
浅谈解决连铸抖动问题的实践经验

浅谈解决连铸抖动问题的实践经验摘要:本文分析解决了在连铸生产过程中遇到的问题,根据不同钢种及不同情况对设备进行了调整改进。
关键词:连铸;拉坯速度;振动;弧度;铸坯;结晶器前言随着连铸技术的发展,拉坯速度逐渐提高,高频小振幅的结晶器振动技术被广泛使用。
由于设备设计、机型本身的因素或操作不当,在拉某些钢种或小断面坯型存在抖动。
某炼钢厂在生产过程中,同样发现小断面连铸坯存在不同程度的抖动,其中Ф150和Ф180抖动现象较为明显,而150方则稍微好些。
在生产其Ф150断面的合金钢,如GCr15、28GrMo40钢种时,抖动现象较更加严重,多次出现因抖动问题造成漏钢停机,给生产带来了不利影响。
另外发现每流都有不同程度的走偏情况出现,时有时无。
为了解决以上出现的问题,公司组织人员对连铸设备主要做了以下工作:1.利用对弧样板,重新测量和校准对弧精度从生产28GrMo40现场情况来看,铸坯抖动时,发现在二冷2段及3段的托坯辊不能有效的托住坯子,从而导致铸坯抖动结壳。
分析认为这是根源所在,提出了解决措施。
首先通过对弧样板初步调整各托坯辊的间隙,利用新的安装条件好的结晶器作为对弧样板的上支撑点,拉坯机下辊作为对弧样板的下支撑点,以对弧样板为基准,分别对每流1、2号托坯辊进行校验测量,发现均存在10―30mm间隙。
通过在托坯架的安装面上增加或减少垫片来初步调整托坯辊的弧度。
然后将对弧样板换为引锭杆作为对弧基准,同样以结晶器和拉坯辊作为上下支撑点,通过调整托坯辊的垫片进行微调托坯辊的弧度。
在托坯辊弧度调整到要求的精度后,圆坯及小断面生产就极少发生抖动现象,也基本上杜绝了因抖动问题而造成漏钢的事故,虽然偶尔也有轻微的抖动发生,但这都是因为托坯辊磨损更换后没有及时调整其对弧精度造成的。
后面一旦发现后就利用停机时间对该托坯辊的弧度进行调整。
应该说这是提升连铸精度的关键所在。
2.调整密排辊的弧度密排辊主要是210x280断面和250方断面使用,其作用是为了防止产生鼓肚变形及裂纹,所以对于大断面来说极为重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实际浇铸过程中, 由于按炉统计结晶器液面实 际值的平均值与设定值 总是基本相等 , 因此可以通
过 统计 结 晶器液 位 实 际 值 的 标 准差 即液 面 波 动标
准差 , 来衡量某段时间内结晶器液位实际值偏离设 定值的程度 , 该数值越小 , 则 说明结 晶器液面波动 越小 , 结 晶器液 面越稳 定 。
差 的算 术平 均数 的平 方根 , 它 反映 了组 内个 体 间的
施降低结晶器液面波动 , 对于提高产品质量有着非 常重要 的意义 。
离散程度 , 是一组数据平均值分散程度的度量 , 计 算公式如下 :
l 主要 工艺参数
马钢 四钢 轧 冷 轧 钢 种 主要 生 产 工 艺 流 程 为 :
2 影响液面波动的原 因分析
2 . 1 液面 波动 标准 差
晶器钢液卷渣 , 降低钢液洁净度增加铸坯夹杂物含 量, 严 重 影 响 了冷 轧 产 品 的 内部 质 量 … 引, 因 此
分析 影 响结 晶器液 面波 动 的原 因 , 采取 相应 工艺措
标准差是指总体各单位标准值与其平均数离
第2 5卷第 2期
2 0 1 5年 4 月
安 徽 冶 金 科 技 职 业 学 院 学 报
J o u r n a l o f A n i mi Vo c a t i o n a l C o l l e g e o f Me t a l l u r g y a n d T e c h n o l o g y
V0 1 . 2 5 . N o . 2
Ap r .2 0 1 5
降低 冷 轧 钢 种 结 晶 器 液 面 波 动 的 工 艺 实 践
曹成虎 , 臧红 臣, 刘启龙
( 马钢股份公 司第四钢轧总厂 , 安徽 马鞍 山 2 4 3 0 0 2)
摘 要 : 结 合马 钢四 钢轧实际生 产情况, 分析了 影响结晶器液面波动的主要原因为塞棒吹氩量和鼓肚。通过采取降低塞
收稿 日期 : 2 0 1 5— 0 2— 2 6 作者简介 : 曹成虎 , ( 1 9 8 6一) , 男, 工 学硕士 , 马钢 股份公 司第 四钢 轧总厂连铸分厂 , 工程技术人员 。
但是吹氩量过大, 则氩气泡在结 晶器 内剧烈 上 浮溢 出 , 反而 造成 结 晶器 钢 液 面剧 烈 翻 腾 ; 吹 氩
棒吹氩量 , 增加二冷水量 , 优化保护 渣性能 以及保证扇形段对 中精度等 工艺措施后 , 结晶 嚣液 面波动标 准差 由2 . 5 2 a r m降低
为1 . 3 6 mm, 从 而 达 到提 高 冷 轧产 品质 量 的 目的 。
关键 { 司: 液面波动; 吹氩量; 鼓肚; 工 艺实 践
2 . 2 塞棒 吹氩 量
蓄流是指连铸过程 中由于高熔点 的脱氧产物
( 如A 1 : 0 , 等) 在 塞 棒 碗 口、 中包 水 口 内 壁 等 处 富 一旦 出现蓄流则会引起结晶器液面剧
烈波动。 塞 棒 吹 氩 是 目前 防 止 蓄 流 的 主 要 措 施 之
液卷渣风险得 以加强, 不利于提高钢液洁净度 。 ∞ 间的多项式拟合关系式为:
=
据
表 2 不 同吹氩量 下液 面波 动标 准差统 计表
由图 1 可 以得 到吹 氩量 和液 面 波 动标 准 差之
O . 2 7 7 Q 一 0 . o o 9 q+ 0 . 7 5 7 ( 2 )
中图分 类号 : I 耵7 7 . 1 : T F 7 6 9 . 9 文 献标 识码 : B 文 章编 号 : 1 6 7 2— 9 9 9 4 ( 2 0 1 5 ) 0 2— 0 0 1 1 一o 4
结 晶器液 面 波动 对 铸 坯 的质 量 有 着 至 关 重 要 的影 响 , 随着结 晶器 液 面波 动 的恶 化 , 容 易 引 发 结
B O F—C T—L F—C C或 B O F—C T—L F—R H —C C。
式 中: 表示标准差 , Ⅳ表示数据 的个数 , 表 示 数据 的平 均值 , 表 示组 内的数据 , 下标 i 表示第
i 个 数据 。
目前 有 2机 2流 板坯 连铸 机 3台 , 其中2 # 连铸 机 的 主要 工艺参 数 见表 I 所示 。
一
【 3 J
,
量过小, 则不能起到预防蓄流的作用。因此合适的
・
l 2・
安 徽 冶 金 科 技 职 业 学 院 学 报
2 0 1 5年 第 2期
吹氩量对生产的稳定性和钢液 洁净度都有 着重要 的影 响。统计 了断 面为 1 4 0 0 n l l n一1 6 0 0 1 1 1 1 1 1 , 拉 速 为1 . 2 m / a r i n一1 . 4 m / m i n , 浇铸状 况平 稳 时 ( 浇次
式中 , Q表示 塞棒 吹氩 流量 , N L・ mi n ~。 通 过公式 ( 2) , 可 以针 对 断 面 为 1 4 0 0 I n l n一 1 6 0 0 m i l l , 拉速 为 1 . 2 m / ai r n一1 . 4 m / a r i n时 , 制定 不 同的吹 氩量大 小 , 从 而达 到控制 结 晶器液 面波 动 标准差, 控 制结 晶器 液 面 波 动 的状 态 , 减 少 钢 液 卷
第二 炉 ) , 不 同吹氩 量 下 液 面波 动 标 准差 的变 化情
况, 见 表 2所 示 。
由 图 1可 以看 出 , 塞 棒 吹 氩 量 变 化 范 围 为 0 N I Vm i n一1 0 N L / m i n时 , 液 面波 动标 准 差 变 化 范 围为 0 . 6 9 m i n一 3 . 1 6 I T I n l , 随着 吹氩 量 的增 加 液面 波动 标准 差显 著增 加 , 液 面 波 动状 况 明显 恶 化 , 钢