封闭线Type3编程
type3使用教程
(type3使用教程)如何安装type32013-05-23 作者:佚名来源:本站整理浏览:3245 评论:0Type3能精确计算三维刀具路径,优化机器加工轨迹,并最终产生数控加工机器轨迹,并最终产生数控加工机器代码。
可以自由地选择锥型、球型、圆柱型等各种刀具和钻头,进行雕刻加工。
type3下载点此进入一.装type31.放入光盘于光驱中2.打开“我的电脑”,选择光盘并双击3.双击“TYPE3V4200”4.双击“SETUP”5.双击“NEXT”6.双击“YES”7.双击“NEXT”8.双击“NEXT”9.双击“NEXT”10.双击“NEXT”11.双击“NEXT”12.双击“NEXT”,此时电脑会自动安装,可以休息一会儿13.单击“FINISH”,电脑重新启动二.解压1.打开“我的电脑”,选择光盘并双击2.双击“TYPE3V4200”3.双击“crack1”4.单击“APPLY”5.单击“确定”6.双击“crack2”7.单击“APPLY”8.单击“确定”,此时解压已经完成三.改“后处理器”1.回到桌面,双击type3图标2.点“加入机器”前面的加号“+”3.点“CNC机器”前面的加号“+”4.选择“Fanuc 16M/Fanuc 0M”,使其成为绿色底5.单击右下角的“加入”6.单击任一“确认”7.单击右边的“后处理器……”8.把滚动条往下拉,将Nmax=999999中的6个“9”改为10个“9”9.把滚动条往下拉,将HeadpcrSz0=p中的“p”改为大写“/ROC/0”HeadpcrSz1=G91。
G28HeadpcrSz2=t 等于号“=”HeadpcrSz3=M6 后面删除.10. 将EndpcrSz0=M17中的“17”改为“05”11.单击右上角的“确认”12.将最小X:-200.000mm 最大:200.000mm改为:-2000.00mm 改为:2000.00mm最小Y:-200.000mm 最大Y:200.000mm改为:-2000.00mm 改为:2000.00mm最小:-100.000mm 最大:100.000mm改为:-50.00mm 改为:50.00mm 13.单击“确认”14.单击“退出” (此时会自动弹出type3界面)四.更改可雕刻页及选项以“RS-1208”为例(根据自己的机型设置,深度都一样)按F10,需改以下参数a.通用取消步数:10改为30自动保存:20改为3单击“声音”:将勾号去掉b.显示单击“显示浮雕”:将勾号去掉c.可雕刻页宽度改为“1200mm” (L)左留边:0mm(R)右留边:0mm高度改为“800mm” (B)底留边:0mm(T)顶留边:0mm深度改为“150mm” 顶边:0mm底边:0mmd.计算参数:单击“人工”,使其选中,0p1改为“2”。
法国type3详细教程

CAM模块发送物体去加工送去加工点击图标CAM模块,把物体送入CAM (演示)模块,屏幕转变成蓝色。
注释当没有成分被选中时,Type3 将发送缺省时的整个画面图形(所有层中,开放的和封闭的轮廓线形式)。
当选中一个或多个成分时,Type3 仅发送这些成分。
优化刀具路径计算计算参数这个功能能优化您的软件:适当的参数将产生理想的结果! 您可以按F10功能键得到这些参数。
按此键将显示选项对话框(或者在编辑菜单中选择选项…)。
在这个对话框中,选择计算参数。
路径走向Type 3通过设定缺省值来减少雕刻的时间。
对于某些工作,例如切割,您可以选定第二个选项来修改路径走向的顺序。
雕刻顺序人工当路径走向在人工模式中时,指定的起始点和路径顺序的选择(创建)与在CAD模块中选定的将保持一致。
最小距离缺省模式:为了最小化刀具路径的时间,将通过雕刻邻近区域的顺序来实现(X最小到X最大)。
面积最小到最大在这个模式中,将首先雕刻最小的表面(例如在字母的内部)。
注意:当您选择二维或三维切割时,Type3将自动选择这个模式。
面积最大到最小将首先雕刻较大的表面。
无警示无任一类型选项可作。
缺省模式Op1 = 0首先雕刻最小的表面。
如果选择路径走向的缺省模式不能优化您的刀具路径,您可以在您的操作中附加选项来改进雕刻的时间。
在Op1区域中,根据想要的切割类型选择数值1或2(如下所示)。
刻字Opt1 = 1所有的物体都是独立的,并且将刻好一个字,接着刻下一个字(在每种情形下内框将优先于外框先刻)。
快速计算轨线,如果刀具操作有冲突时,软件将不执行此功能,但不检查字之间的交错,所以应注意物体之间的空间以避免冲突。
刻词Op1 = 2在CAD 模式中选择的顺序保持不变。
执行的切割操作,将是一个接着一个的雕刻(在每种情形下内框将优先于外框先刻)以避免操作冲突。
对于物体之间不要求完全切割的部件,推荐使用此选项。
拉角脚按F10功能键或在编辑菜单中选择选项…,在屏幕上显示的选项对话框中点击计算参数栏。
type3说明书
一、产品简介(一)、主要性能及特点:1、简便易学,接口方便。
CAD 图形通过转换软件自动生成走刀轨迹,自动识别内外切割,自动生成引入引出线。
合理排续,内孔优先。
单个零件优先切割,可以使用非封闭图形进行特殊切割。
长条切割,最有效的减少热变形。
可与进口type3、Mastercam、ProE、国产CAXA、文泰等软件提供接口。
割缝自动补偿,辅助套料,自动排续,连续批量切割。
自动升降速,自动识别切割起点,弯道速度平稳,提高切割精度。
内外置U盘方式,将文件通过外置U 盘传入内置U盘。
即使断电,数据也不会丢失。
数据通过压缩码方式存储,大大提高存储质量。
随机加密方式、保证数据安全。
2、操作方便,维护简便。
友好的界面,中文汉显,随机提示操作方法,键盘简便,操作快捷,一目了然。
接口指示灯可直接提供故障诊断。
3、物美价廉,结构紧凑。
合理节约安排空间,强劲紧凑的结构设计,使得机器运行更加平稳,切割品质保证。
4、增加抗干扰处理,最大限度的避免故障率。
5、纵向长度不限。
(二)、产品的用途及适应范围本产品为价格经济、操作与维护傻瓜型设计的数控火焰、等离子两用切割机,是专门用于金属板材下料的数控设备。
能实现对各种金属材料按任意图形下料切割。
割口粗糙度可达25 (▽3),CNCAM cut system 数控火焰、等离子两用切割机使用说明书徐州卡斯特数控设备制造厂切割后的割口面一般情况下不需要进行表面加工。
具有自动化程度高、使用方便、精度高、可靠性高、价格低,操作、维护非常简便等优点,广泛适用于机床制造、造船、压力容器、工程机械、矿山机械、电力、桥梁建筑、钢结构等行业。
(三)、主要技术指标1.切割速度:0~3500mm/min2.切割厚度:等离子切割1~60mm(由用户自配的等离子电源而定)火焰切割3~350mm3.移动精度:0.003125mm/步4.工作电源:~220V,50Hz 200w二、割嘴切割性能参数表割嘴号喉径(mm)割缝宽度(mm)切割厚度(mm)切割速度mm/min丙烷压力Mpa切割氧压力Mpa切割氧耗量(m3/n)0 0.6 ~1.1 5~10 700~500 0.03 0.7~0.8 1.251 0.8 ~1.3 10~20 600~400 0.03 0.7~0.8 2.462 1.0 ~1.5 20~35 500~350 0.03 0.7~0.8 3.553 1.2 ~1.7 35~50 400~300 0.03 0.7~0.8 5.474 1.4 ~1.9 50~70 350~250 0.04 0.7~0.8 7.455 1.6 ~2.1 70~100 300~220 0.04 0.7~0.8 10.136 1.8 ~2.3 100~130 260~200 0.04 0.7~0.8 11.567 2.1 ~2.6 130~170 210~170 0.05 0.8~0.9 15.708 2.4 ~2.9 170~220 180~140 0.05 0.8~0.9 19.209 2.7 ~3.2 220~260 150~110 0.05 0.9~1.0 24.7310 3.1 ~3.6 260~320 110~80 0.07 1.0~1.1 35.5011 3.4 ~3.9 320~380 90~60 0.08 1.1~1.2 46.4012 3.8 ~4.3 380~450 70~50 0.08 1.2~1.3 62.70三、TYPE3 的使用从其它作图软件作的图调入TYPE3 里方法:在AUTOCAD、CAXA 电子图版、Solidwork等软件里做好的图可以另存为DXF 的格式调入TYPE3里。
JTAG-HS3编程线说明书

1300 Henley Court Pullman, WA 99163509.334.6306 JTAG-HS3™ Programming Cable for Xilinx ® FPGAsRevised March 13, 2019This manual applies to the JTAG-HS3 rev. AOverviewThe JTAG-HS3 programming cable is a high-speed programming/debugging solution for Xilinx FPGAs and SoCs. It is fully compatible will all Xilinx Tools, and can be seamlessly driven from iMPACT, ChipScope™, EDK, and Vivado™. The HS3 attaches to target boards using Xilinx’s 2x7, 2mm programming header.The PC powers the JTAG-HS3 through the USB port and will recognize it as a Digilent programming cable when connected, even if the cable is not attached to the target board. The HS3 has a separate Vref pin to supply the JTAG signal buffers. The high speed 24mA three-state buffers allow the HS3 to drive target boards with signal voltages from 1.8V to 5V and bus speeds up to 30MBit/sec (see Fig. 1). To function correctly, the HS3’s Vref pin must be tied to the same voltage supply (VCCO_0) that drives the JTAG port on the FPGA.The JTAG bus can be shared with other devices as the HS3 signals are held in high-impedance, except whenactively driven during programming. The HS3 uses a standard Type-A to Micro-USB cable that attaches to the end of the module opposite the system board connector. The HS3 is small and light, allowing it to be held firmly in place by the system board connector (see Fig. 2).The JTAG-HS3• Small, complete, all-in-one JTAGprogramming/debugging solution for Xilinx FPGAs and SoCs• Plugs directly into standard Xilinx JTAG header• Separate Vref drives JTAG signal voltages; Vref can beany voltage between 1.8V and 5V• High-Speed USB2 port that can drive JTAG bus up to30Mbit/sec (frequency adjustable by user)• Compatible with Xilinx ISE® 14.1 and newer, XilinxVivado 2013.3 and newer• Uses micro_AB USB2 connector• Open drain buffer on pin 14 allows debugging softwareto reset the processor core of Xilinx’s Zynq® platformFigure 2. Xilinx JTAG header. Dual row, 2mm, 14 pin.Figure 1. Diagram of signal voltages and connections. Features include: V I O: 5 V to 1 . 8 V USB 2 PortTMS TDI TDO TCK TMS TDI TDO TCKGND VREF GND VIO1 Software SupportThe JTAG-HS3 has been designed to work seamlessly with Xilinx’s ISE (iMPACT, ChipScope , EDK) and Vivado tool suites. The most recent versions of ISE and Vivado include all of the drivers, libraries, and plugins necessary tocommunicate with the JTAG-HS3. At the time of writing, the following Xilinx software included support for the HS3: Vivado 2014.1+, Vivado 2013.3+, and ISE 14.1+.The HS3 is also compatible with ISE 13.1 – 13.4. However, these versions of ISE do not include all of the libraries, drivers, and plugins necessary to communicate with the HS3. In order to use the JTAG-HS3 with these versions of ISE, version 2.5.2 or higher of the Digilent Plugin for Xilinx Tools package must be downloaded from the Digilent website, and the ISE13 plugin must be manually installed as described in the included documentation. The JTAG-HS3 is not compatible with Xilinx Vivado 2013.1 or Vivado 2013.2.In addition to working with the Xilinx Tools, the HS3 is also supported by Digilent’s Adept software and the Adept SDK (the SDK is available to download free from Digilent’s website). Adept includes a full -featured programmingenvironment and a set of public APIs that allow user applications to directly drive the JTAG chain. Using the Adept SDK, custom applications can be created to drive JTAG ports on virtually any device. Please see the Adept SDK reference manual for more information.2 Xilinx Zynq-7000 and SoC SupportThe Xilinx Tools occasionally require the processor core of the Zynq-7000 to be reset during debug operations. The Zynq platform processor has a pin dedicated for this purpose (PS_SRST_B). Driving the PS_SRST_B pin low causes the processor to reset while maintaining any existing break points and watch points. The JTAG-HS3 is capable of driving this pin low under the instruction of Xilinx’s SDK during debugging operations. In order for this t o work, pin 14 of Xilinx JTAG header on the target board must be connected to the PS_SRST_B pin of the Zynq (see Figs. 3 & 4).1357911132468101214GND GND GNDGND GND GND GND VREF TMS TCK TDOTDI ----SRST1357911132468101214GND GND GND GND GND GND GND VCCO_0TMS TCK TDOTDI ----PS_SRST_BThe JTAG-HS3 uses an open drain buffer to drive pin 14 of the Xilinx JTAG header (see Fig. 5). This allows the HS3 to drive the PS_SRST_B pin when VCC_MIO1 is referenced to a different voltage than VCCO_0 (see Fig. 6).Figure 3. JTAG-HS3 pinout (seen looking out of the connector). Figure 4. Xilinx System Board Header (seen looking into the connector).Output Pin(SRST)100Figure 5. JTAG-HS3 pin 14 output buffer.Should an accidental short occur between pin 14 and GND, the 100 ohm series resistor protects the buffer from being damaged. While this resistor protects the buffer from being damaged, it also limits the drive strength of the buffer. Therefore, it is necessary for the pull-up resistor (R PU) used to establish the voltage level on PS_SRST_B to be greater than or equal to 1.5K ohms. At the ti me of writing, Xilinx ZC702, Xilinx ZC706, and Avnet® MicroZed™ all feature 10K pull-ups on pin 14 of the their respective Xilinx JTAG headers. For compatibility with other evaluation platforms, please consult the manufacturer’s schematic.Figure 6. System board components.3 Supported Target DevicesThe JTAG-HS3 is capable of targeting the following Xilinx devices:•Xilinx FPGAs•Xilinx Zynq-7000•Xilinx CoolRunner™/CoolRunner-II CPLDs•Xilinx Platform Flash ISP configuration PROMs•Select third-party SPI PROMs•Select third-party BPI PROMsThe following devices cannot be targeted by the JTAG-HS3:•Xilinx 9500/9500XL CPLDs•Xilinx 1700 and 18V00 ISP configuration PROMs•Xilinx FPGA eFUSE programmingRemote device configuration is not supported for the JTAG-HS3 when used with Xilinx’s iMPACT software.Note: Please see the "Introduction to Indirect Programming – SPI or BPI Flash Memory" help topic in iMPACT for a list of supported FPGA/PROM combinations.Note: Please see the “Configuration Memory Support” section of Xilinx UG908 for a list of the FPGA/PROM combinations that Vivado supports.4 Design NotesThe JTAG-HS3 uses high speed three-state buffers to drive the TMS, TDI, and TCK signals. These buffers are capable of sourcing or sinking a maximum of 50 mA of current. The HS3 has 100 ohm resistors between the output of the buffers and the I/O pins to ensure the cable does not exceed the maximum limit. To further limit short circuit, additional current resistance may be placed in series with the I/O pins of the HS3 and the target board. However, Digilent recommends limiting the amount of additional resistance to 100 ohms or less as higher resistance may result in degraded operation.5 Programming Solutions Comparison ChartJTAG-USBJTAG-HS1 JTAG-HS2 JTAG-HS3 Max Speed 1.6 MHz 30 MHz 30 MHz 30 MHz VoltageRange1.8V – 5V 1.8V – 5V 1.8V – 5V 1.8V – 5VXilinx Native SupportISE 13.2+Vivado 2014.2+ISE 13.2+Vivado 2012.1+ISE 13.2+Vivado 2012.1+ISE 14.1+Vivado 2013.3+Xilinx Plug-inSupportISE 12.1+ ISE 12.1+ ISE 12.1+ ISE 12.1+ DigilentAdeptSupportYES YES YES YESPC Interface USB USB USB USB ConnectorInterface6-pin 6-pin, 14-pin 6-pin, 14-pin 14-pin4-Wire JTAG YES YES YES YES2-Wire JTAG NO NO YES NOZynq-7000PS_SRSTSupportNO NO NO YESSPISupportYES YES YES NO6 Absolute Maximum RatingsSymbol Parameter Condition Min Max Unit Vref I/O reference/supply voltage -0.5 6 V VIO Signal Voltage -0.5 6 VI IK,I OK TMS, TCK, TDI, TDODC Input/Output Diode CurrentVIO < -0.5V -50mAVIO > 6V +20I OUT DC Output Current ±50 mA T STG Storage Temperature -20 +120 ºCESD Human Body Model JESD22-A114 2000 V Charge Device Model JESD22-C101 500 V7 DC Operating CharacteristicsSymbol Parameter Min Typ Max Unit Vref I/O reference/supply voltage 1.65 1.8/2.5/3.3 5.5 VoltsTDO Input High Voltage (V IH) 1.4 5.5 Volts Input Low Voltage (V IL) 0 0.45 VoltsTMS, TCK, TDI Output High (V OH) 0.75 x Vref 0.90 x Vref Vref Volts Output Low (V OL) 0 0.05 x Vref 0.15 x Vref VoltsSRST Output Low (V OL)(R PU = 1.5K ohm)0 0.4 0.55 VoltsT A Operating Temperature 0 70 ºC8 AC Operating CharacteristicsThe JTAG-HS3 JTAG signals operate according to the timing diagram in Fig. 7. The HS3 supports TCK frequencies from 30 MHz to 8 KHz at integer divisions of 30 MHz from 1 to 3750. Common frequencies include 30 MHz, 15 MHz, 10 MHz, 7.5 MHz, and 6 MHz (see Table 4).TMS/TDITCKTDOSymbol Parameter Min MaxT CK T CK period 33ns 125µsT CKH, T CKL T CLK pulse width 16.6ns 62.5µsT CD T CLK to TMS, TDI 0 15nsT SU TDO Setup time 19nsT HD TDO Hold time 0Figure 7. Timing diagram. Table 4. JTAG-HS3 Frequency support.。
ty

2D在表面:通过在表面,刀具复制图形的理论轮廓线来执行二维雕刻路径。二维铣削时通常不消到开放轮廓线。
2D在底部:刀具将分歧错误角度及刀尖进行补偿。
切线进/出:如果您想要在起头或者结束事情时刀具将从轮廓线外的一点儿以切线方式切入,可使用此功能。
总深度:雕刻的总深度
分步次数:分几次达到总深度。
从右到左:刀具的切削路线始末为从右到左。
兜边:清理扫描以前或者之后所产生的间隙。
以前:刀具将先清理材料,然后再进入扫描标准样式。
之后:扫描完成后再进行兜边清理。
精雕
双击创建刀具路径对话框中的精雕选项,出现精雕对话框。精雕时带有尖角,这是雕刻的最后阶段。刀具将根据随外部轮廓或者是图形的轮廓线,同时做清角处理且刀具的角度刀尖自动地使其达到所能达到的最大深度。
总深度:雕刻的深度
分步次数:分几次达到总深度(每次操作的值自动更新)。
经过深度:每一次雕刻的最大深度(操作次数自动更新)。
三维切割
双击创建刀具路径对话框中的三维切割选项。出现三维切割对话框。
刀具将先切割画面的第一个轮廓线的外面部分,并在顶部带有拉角。
总深度:切割的总深度。
刀具路径管理
访问刀具路径
第一步在创建任何刀具路径以前,先以.vnd文件格式保存您的有关图形。所以一朝您转换到CAM标准样式,使用指针选中您的图形(.vnd文件).在文件菜单中选择另存为..刀具路径(如以下所示)。
点击图标创建刀具路径。屏幕上显示创建刀具路径对话框。这里有两种方法可以访问刀具路径。现实上,您可以通过对话框中的2个不同的列表访问任何刀具路径:可用刀具路径和分组。可用刀具路径列表集合了在Type3中产生的所有刀具路径种类。分组列表集合了这个类型相干的所有刀具路径。不管选择哪个列表,双击它可以显示其内部实质意义。
TYPE3手册

TYPE3软件使用说明TYPE3 CAD模块界面的定制在使用TYPE3的过程中,我们往往将常用的工具放在页面的周围,常用的有画图工具,文本工具,节点工具,变形工具,特效工具,和对齐工具。
这些工具都放置在工具栏中,点击相应图标,将工具条拖放到页面的四周,以方便使用。
工具的使用画图工具这部分介绍了运用自由画笔以及轨线形状图标(正方形、椭圆、圆、星形...)来建立物体。
画图工具这个图标展开了一个不同几何形状的工具栏。
注释运用数值功能可以建立物体。
当使用F2键建立、移动、或缩放物体时,数值功能一直在起作用。
您可以按空格键把任何选中的工具放回原位。
如果绘制这些几何形状,可以选择相应的图标工具,然后把指针放在这个几何形状的图标上,激活这个区域。
标志标志:建立一个点,点击图标标志。
然后通过鼠标左键点击可把标志放在版面上。
矩形矩形:点击图标矩形。
定下矩形的起点后,按住鼠标左键拖拽,当用户所需的矩形形成时,松开左键。
和Ctrl键同用=正方形和Ctrl+Shift同用=中心为准的正方形:此处的中心是指起点所在画面的中心您也可以使用数值功能绘制矩形。
点击图标矩形,然后按F2键。
屏幕上出现矩形/倒角矩形对话框:首先,在对话框的相应区域选择点的X和Y坐标,然后给出宽度(例中为12mm)和高度(例中为16mm),点击确认按钮确认。
点击图标或,可建立倒圆角或倒角的矩形。
倒角或圆角矩形:如果建立带圆角或倒角的矩形,点击图标倒角或圆角矩形。
在出现的画倒角矩形对话框中,键入半径值并要指出是要求圆角还是倒角。
既可以使用鼠标也可以使用F2键跟随同样的操作来建立矩形。
如果输入负值,圆弧就是凹的:和Ctrl键同用=正方形和Ctrl+Shift键同用=中心为准的正方形:此处的中心是指起点所在画面的中心。
您也可以绘制带圆角的矩形,首先点击图标矩形,然后按F2键,最后在矩形/倒角矩形对话框中点击图标,它会自动转换。
与原先的对话框相比较,增加了一个要填充的区域,这个要填充的值就是倒圆角的半径。
TYPE3操作使用手册
TYPE3软件使用说明目录软件安装与设置 (01)TYPE3 CAD模块 (XX)界面的定制 (XX)工具的使用 (XX)画图工具 (XX)选取工具与放大镜 (XX)对齐工具 (XX)变形工具 (XX)特效工具 (XX)复制工具 (XX)文本工具 (XX)节点工具 (XX)图层 (XX)测量工具 (XX)F2,F3,F10快捷键 (XX)TYPE3 CAM模块 (XX)创建刀具路径 (XX)刀具路径目录 (XX)TYPE3与其它软件的并用 (XX)软件的安装与设置安装将光盘放入光驱,双击X:\type3\type3v4200\setup.exe.依提示安装,重新启动电脑.默认的安装目录是c:\vision.双击桌面上的TYPE3图标,初次运行会出现加入机器的界面,入下图。
点击“+”,指向CNC机器下的AXYZ G-CODE TPWIN,点加入,进入接口设置,点击前一个确认即可。
进入设置机器的窗口,点“确认”。
再点击下一界面的“退出”。
这时我们将伴着节奏音乐进入TYPE3的世界。
设置按键盘上的F10或者点击菜单栏的“编辑”里“选项”,点击“可雕刻页”标签,依下图设置。
点“确定”退出。
点击菜单栏里“更改”下的“可雕刻页”,如下图设置。
点“确定”退出。
用画图工具里的矩形在页面上画适当大小的矩形,进入CAM模块。
用扫描计算刀具路径,在刀具库中选择一把锥刀,在扫描的经过参数里将覆盖率改为40%,点“确认”。
这时在刀具路径根目录下的层次1里出现“扫描”,右键单击,如下图。
点击“机器工作”,出现“机床工作”界面。
如下图。
选择第二个。
选择第一个点份额,将初始位置与结束位置中的Z改为5mm。
点“确认”退出。
点击“文件”,再点“更改”,如下图。
将c:\vision\draws\ 改成e:\daolu,点“确认”注意:一般我们将TYPE3产生的刀具路径文件集中放在一个文件夹里,所以先在其它驱动器里创建一个文件夹,比方说e:\daolu。
TYP3教程
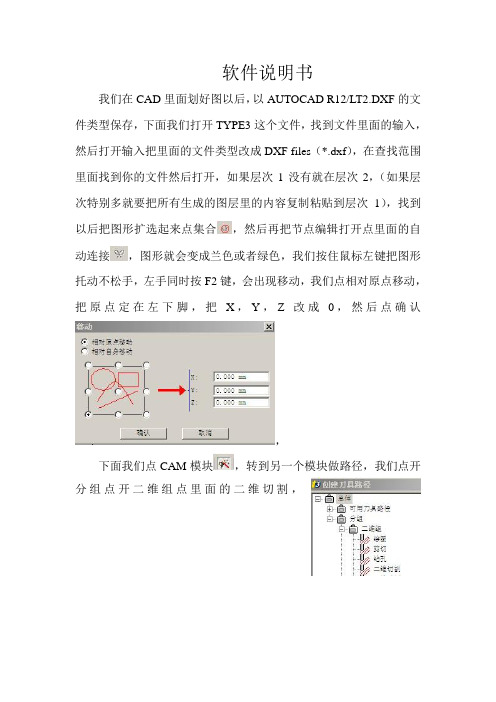
软件说明书我们在CAD里面划好图以后,以AUTOCAD R12/LT2.DXF的文件类型保存,下面我们打开TYPE3这个文件,找到文件里面的输入,然后打开输入把里面的文件类型改成DXF files(*.dxf),在查找范围里面找到你的文件然后打开,如果层次1没有就在层次2,(如果层次特别多就要把所有生成的图层里的内容复制粘贴到层次1),找到以后把图形扩选起来点集合,然后再把节点编辑打开点里面的自动连接,图形就会变成兰色或者绿色,我们按住鼠标左键把图形托动不松手,左手同时按F2键,会出现移动,我们点相对原点移动,把原点定在左下脚,把X,Y,Z改成0,然后点确认,下面我们点CAM模块,转到另一个模块做路径,我们点开分组点开二维组点里面的二维切割,点开以后点右上角的符号,里面会出现选取刀具,我们通常选的都是1,然后点确认,下面点一下切线的进出,点一下左上角切线的进出,改一下进出的距离,距离一般为(火焰为5-8mm,等离子为3-5mm )再点一下确认退出,下面我们点刀具路径表里的层次,用右键点里面的二维切割,再点一下刀具路径模拟,看一下工件的走向,看完以后我们点退出,下面我们还是用右键点开层次里的二维切割,(这时我们也可以先点击编辑刀具路径,把刚刚生成的图形在teyp3里展现出来)再点一下机器工作,点开以后点执行,看文件保存在什么地方再点2次继续,然后点取消退出,这个我们就完成了。
完成后的文件是UOO的格式然后我们还要经过CUT软件处理!我们把保存好的UOO文件在CUT里打开,点击到入文件,在看一下他的切割设置是否对。
这是小悬臂的设置!龙门的为10.00875接着传送U盘,找到可移动U盘把文件保存在U盘里的cut文件夹里取个文件名就好了上面讲到的是二维切割(也就是自动生成引线),还有一种是手动引线。
也就是把图形手动偏执-手动做引线。
1.选中图形,使其变成红色2.点击按扭,一般外偏1内偏0.5(外偏越大图形就越大,内偏越小图形就越大),所以每次切割时一定要先测量他们的尺寸是否与实际尺寸相符,在进一步行外内偏执调整。
法国type3详细教程

CAM模块发送物体去加工送去加工点击图标CAM模块,把物体送入CAM (演示)模块,屏幕转变成蓝色。
注释当没有成分被选中时,Type3 将发送缺省时的整个画面图形(所有层中,开放的和封闭的轮廓线形式)。
当选中一个或多个成分时,Type3 仅发送这些成分。
优化刀具路径计算计算参数这个功能能优化您的软件:适当的参数将产生理想的结果! 您可以按F10功能键得到这些参数。
按此键将显示选项对话框(或者在编辑菜单中选择选项…)。
在这个对话框中,选择计算参数。
路径走向Type 3通过设定缺省值来减少雕刻的时间。
对于某些工作,例如切割,您可以选定第二个选项来修改路径走向的顺序。
雕刻顺序人工当路径走向在人工模式中时,指定的起始点和路径顺序的选择(创建)与在CAD模块中选定的将保持一致。
最小距离缺省模式:为了最小化刀具路径的时间,将通过雕刻邻近区域的顺序来实现(X最小到X最大)。
面积最小到最大在这个模式中,将首先雕刻最小的表面(例如在字母的内部)。
注意:当您选择二维或三维切割时,Type3将自动选择这个模式。
面积最大到最小将首先雕刻较大的表面。
无警示无任一类型选项可作。
缺省模式Op1 = 0首先雕刻最小的表面。
如果选择路径走向的缺省模式不能优化您的刀具路径,您可以在您的操作中附加选项来改进雕刻的时间。
在Op1区域中,根据想要的切割类型选择数值1或2(如下所示)。
刻字Opt1 = 1所有的物体都是独立的,并且将刻好一个字,接着刻下一个字(在每种情形下内框将优先于外框先刻)。
快速计算轨线,如果刀具操作有冲突时,软件将不执行此功能,但不检查字之间的交错,所以应注意物体之间的空间以避免冲突。
刻词Op1 = 2在CAD 模式中选择的顺序保持不变。
执行的切割操作,将是一个接着一个的雕刻(在每种情形下内框将优先于外框先刻)以避免操作冲突。
对于物体之间不要求完全切割的部件,推荐使用此选项。
拉角脚按F10功能键或在编辑菜单中选择选项…,在屏幕上显示的选项对话框中点击计算参数栏。
单线切割Type3编程
单线切割Type3编程
【CAD格式为:AutoCAD R12/LT2 DXF(*.dxf)】一.在CAD中保存文件。
二.打开type3软件。
三.在type3中打开文件。
具体步骤:文件→输入→选取文件→选格式【DXF files
(*.dxf)】→确认
四.自动连接。
具体步骤:层次2→显示全部→框选图→集合→节点
编辑→自动连接
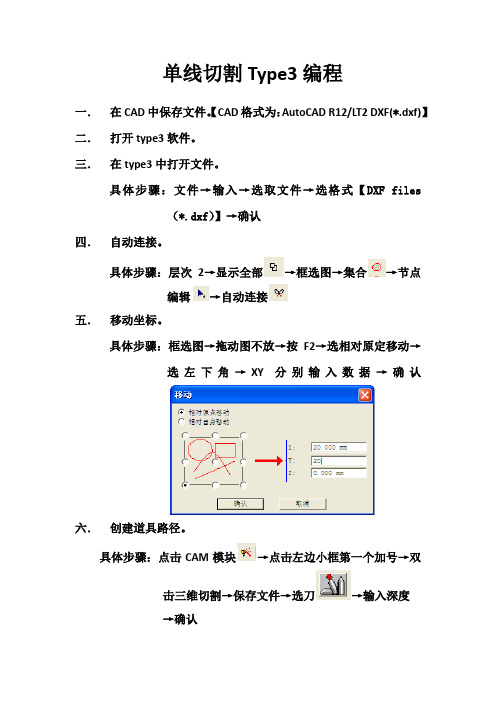
五.移动坐标。
具体步骤:框选图→拖动图不放→按F2→选相对原定移动→
选左下角→XY分别输入数据→确认
六.创建道具路径。
具体步骤:点击CAM模块→点击左边小框第一个加号→双
击三维切割→保存文件→选刀→输入深度
→确认
七.编辑刀具路径。
具体步骤:点击CAM模块→移开图→点击CAM模块
→点击右边小框第一个加号→右键点击三维切割→
编辑刀具路径→点击CAM模块→选取要编辑的
线条→节点编辑→切断→点选取→点击
拆开→选取要切割的线条→集合→节点编辑→自动连接→检查切割方向(外切割为顺时针,内切割为逆时针)→点击CAM模块→点击右小框加号→右键点击三维切割→改变刀具路径→是→是→右键点击三维切割→刀具路径模拟检查后点退出→右键点击三维切割→机器工作→执行。
Type3说明书

一、产品简介
(一)、主要性能及特点:
1、简便易学,接口方便。
CAD图形通过转换软件自动生成走刀轨迹,自动识别内外切割,自动生成引入引出线。合理排续,内孔优先。单个零件优先切割,可以使用非封闭图形进行特殊切割。长条切割,最有效的减少热变形。可与进口type3、Mastercam、ProE、国产CAXA、文泰等软件提供接口。割缝自动补偿,辅助套料,自动排续,连续批量切割。自动升降速,自动识别切割起点,弯道速度平稳,提高切割精度。内外置U盘方式,将文件通过外置U盘传入内置U盘。即使断电,数据也不会丢失。数据通过压缩码方式存储,大大提高存储质量。随机加密方式、保证数据安全。
本产品为价格经济、操作与维护傻瓜型设计的数控火焰、等离子两用切割机,是专门用于金属板材下料的数控设备。能实现对各种金属材料按任意图形下料切割。割口粗糙度可达25(▽3),切割后的割口面一般情况下不需要进行表面加工。具有自动化程度高、使用方便、精度高、可靠性高、价格低,操作、维护非常简便等优点,广泛适用于机床制造、造船、压力容器、工程机械、矿山机械、电力、桥梁建筑、钢结构等行业。
(二)操作机器:
(1)机器移动或定位:
将u盘插到控制面板上,打开总开关,此时液晶上将会显示机器当前坐标:X--0mm;Y--0mm;Z--0mm。我们通过按<左>、<右>、<前>、<后>箭头将位置调整好以后,按<原点>,再按一下<菜单上>,X、Y轴清零;我们通过调高器调节Z轴。清零后,即机器的原点就在此位置。
在液晶的下面是一系列开关:
总开关:开启总电源。
氧—炔:开启氧炔合气体。
点火:用自动点火器点火。
[小学]Type3软件操作方法
![[小学]Type3软件操作方法](https://img.taocdn.com/s3/m/09446c4e7f21af45b307e87101f69e314332fa7b.png)
[小学]Type3软件操作方法Type3软件操作方法1. 双击打开type3(或者右击——打开),如下图。
2. 单击文件——输入,如下图。
3. 然后选择已经做好的文件路径,文件名,文件格式等(注:本type3 只支持文件类型下的所有格式,最多的是EPS,DXF,PLT等)如下图。
4. 单击打开。
这个时候文件已经在type3里面了。
5. 然后选择工具箱中的选取工具。
如下图。
6. 然后把途中的文件移动到页面的左下角,(移动的方法有两个?移动的同时按F2,在跳出来的窗口如图一中单击相对原点移动,然后把方向改为左下角,然后把X,Y,Z坐标改为0,如图二图一图二在软件的最下面有一个锁,并且把它锁上如下图,然后用选取工具拖动就可以了,如下图。
)7. 然后单击CAM模块进去编导程序,如下图。
8. 单击创建刀具路径进去编刀路径列表中如下图。
9. 在弹出来的窗口中双击二维切割,如下图。
10. 接着会跳出来一个提示框,单击确定如下图。
11. 单击好确定以后会跳出来一个保存文件对话框,直接单击保存就可以,这个是做个备份使用的,如下图。
12. 在跳出来的窗口中选择刀具参数和切割深度如下图。
13. 单击右侧的刀具参数进入刀具编辑,如下图。
14. 输入刀的刀的名称,直径,及长度如图一和图二。
图一刀的名称及直径图二,刀的长度15. 然后再设置刀切割深度,如下图。
16. 单击刀具路径一览表,如下图。
17. 在弹出来的窗口中右击层次一下面的二维切割找机器工作如下图。
18. 单击文件后面的更改如下图。
19. 输入文件名,然后单击确认,如下图。
20. 然后再单击执行,如下图。
21. 在弹出来的提示框中单击继续,如下图。
TYPE3设置详解
TYPE3设置详解
打开Type3软件
打开“编辑”下的“选项”,做如下修改:
(1):“计算参数”中,选择“路径走向”下的“人工”;勾选“自动熔化”。
(2):“可雕刻页”中,分别把其中的宽度、高度、深度改为机器幅面的大小,如RS1212型,宽度为1200mm,高度为1200mm,深度为110mm,其余均为0,单位为毫米:mm。
确定。
打开“更改”下的“可雕刻页”,将其中的宽高深度做同上修改,其余均为0。
在Type3中做任意图形,进入“CAM”创建任意刀具路径,机器工作。
在“机床工作”中,做如下修改:
(1):打开“份额”,勾选“曲线线段化”,将“Z安全起始位”修改为1mm。
(2):在“机床工作”对话框中,激活“开锁”标志,点选“文件”,确定。
(3):修改“机床工作”框中心位置的参数为5到10,此为加工中的抬刀高度。
保存并关闭Type3,软件设置结束。
Type3 安装及参数修改
1.安装Type3
双击“STEUP”图标,进行一步步的安装。
(点击“下一步”等)
最后一步:点击“No,I will restart computer later”安装结束!
2.对Type3进行解密:
运行光盘上:type3\crack\crac1.exe文件进行升级
运行光盘上:type3\crack\crac2.exe文件进行升级
拷贝光盘上文件:type3\crack\config.dtk到安装目录vision\datakit中
拷贝光盘上文件:type3\crack\SD3025S.mac到安装目录vision\postpro中
3.Type3后处理器的设置:
双击桌面上的Type3图表,自动弹出“设置机器”的窗口:(如果没弹出直接进入Ttpe3,就点击“操作机器”下的“加入机器”)
然后我们点击“加入机器”
点击“所有类型机器”
将滚动条拉到最后:选中“同心SD3025S/D”
点击“加入”,选择“无”点击“确认”
修改机器的“总尺寸”(以SD-3025为例),其它保持不变
修改后为:然后点击“确认”,“退出”
修改可雕刻页:选择菜单栏的“更改”,“可雕刻页”
弹出“可雕刻页”菜单,进行修改(以SD-3025为例)
修改后为:点击“确认”
选择菜单栏的“编辑”“选项”
弹出窗口“选项”:
修改(以SD-3025为例)后为:点击“确认”
随意画个图形:
进入“CAM”模块,将图形进行“绘图”,计算刀具路径
将路径“机器工作”后,“Z细分”选择“无”
将“份额”中的“Z”进行修改:
修改后为:点击“确认”
将锁打开后,点击“文件”然后“执行”,检查生成的文件代码,正确即可!。
USB-NN-CNV3编程电缆使用手册
USB-NN-CNV3编程电缆使用手册
概述:
USB-NN-CNV3编程电缆是通过电脑的USB口仿真成传统串口(俗称COM口),从而使用现有的各种编程软件、通信软件和监控软件等,转换盒上的发光二极管指示数据的收发状态,本电缆适用于NB SPB系列PLC
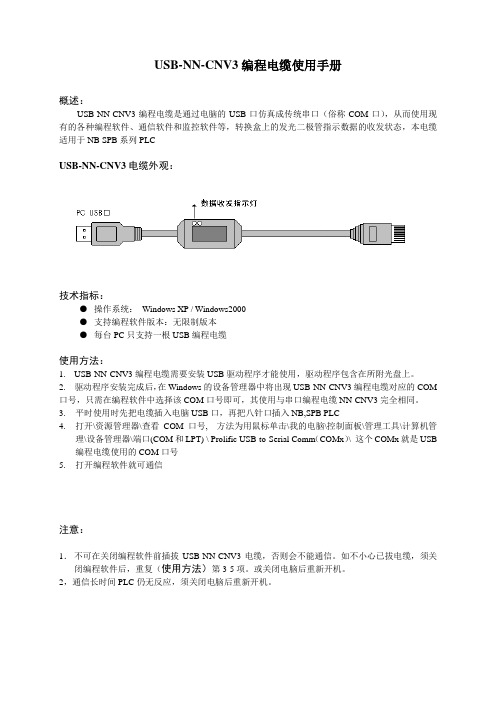
USB-NN-CNV3电缆外观:
技术指标:
●操作系统:Windows XP / Windows2000
●支持编程软件版本:无限制版本
●每台PC只支持一根USB编程电缆
使用方法:
1. USB-NN-CNV3编程电缆需要安装USB驱动程序才能使用,驱动程序包含在所附光盘上。
2. 驱动程序安装完成后,在Windows的设备管理器中将出现USB-NN-CNV3编程电缆对应的COM 口号,只需在编程软件中选择该COM口号即可,其使用与串口编程电缆NN-CNV3完全相同。
3.平时使用时先把电缆插入电脑USB口,再把八针口插入NB,SPB PLC
4.打开\资源管理器\查看COM口号, 方法为用鼠标单击\我的电脑\控制面板\管理工具\计算机管
理\设备管理器\端口(COM和LPT) \ Prolific USB-to-Serial Comm(COMx)\ 这个COMx就是USB 编程电缆使用的COM口号
5.打开编程软件就可通信
注意:
1.不可在关闭编程软件前插拔USB-NN-CNV3电缆,否则会不能通信。
如不小心已拔电缆,须关闭编程软件后,重复(使用方法)第3-5项。
或关闭电脑后重新开机。
2,通信长时间PLC仍无反应,须关闭电脑后重新开机。
Type3软件安装及操作
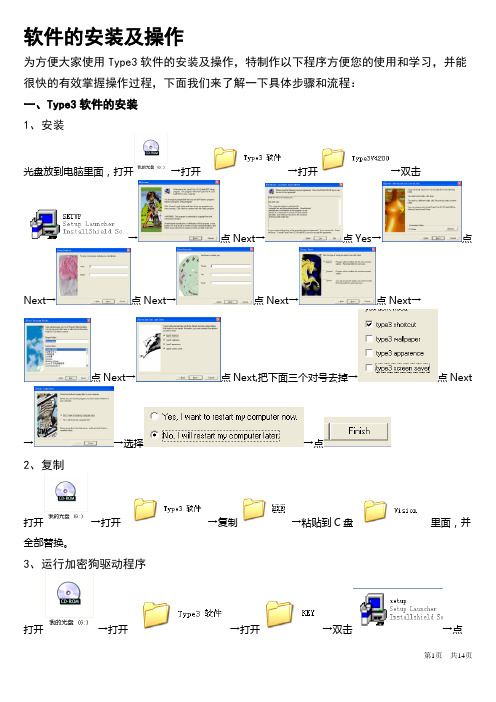
软件的安装及操作为方便大家使用Type3软件的安装及操作,特制作以下程序方便您的使用和学习,并能很快的有效掌握操作过程,下面我们来了解一下具体步骤和流程:一、Type3软件的安装1、安装光盘放到电脑里面,打开→打开→打开→双击→点Next→点Yes→点Next→点Next→点Next→点Next→点Next→点Next,把下面三个对号去掉→点Next→→选择→点2、复制打开→打开→复制→粘贴到C盘里面,并全部替换。
3、运行加密狗驱动程序打开→打开→打开→双击→点Next→点Next→点Next→点Install→点(注:KEY运行两遍)4、type3设置打开桌面上会出现“设置机器”→点开“加入机器”→点开“雕刻机”→选中“HPGL3D_001”→点“加入”→点“确定”→输入此数值根据机器外形尺寸大小确定,最大为正数,最小为负数。
(例如机器外形尺寸为3000X10000,那么最小X:-3000 最大:3000最小Y:-10000 最大Y:10000)→点“确认”→点“退出”→→点“编辑”→点“选项”→→→点“显示”→把每步移动:改为“1”→点“确定”→把左边的工具栏全点开,拖到上面→上面显示为→把鼠标移到上面,点→按F2→随便设置个长宽,如长100,宽100→点→再按空格键→右击我们画的图形,直到我们能看清楚为止→拖动图形上的线,不松手并按F2→选上面的→把X,Y,Z全改为0→点→点→点前面的加号→点前面的加号→双击“绘图”→点“确定”→把文件保存在你所使用的文件夹内→点→→右击空白处→点“增加刀具”(割缝的设置:根据切割钢材的厚度,使用割嘴的大小,速度的快慢及压力大小等情况来确定割缝大小,一般3-20mm板厚的割缝在2mm左右,其他情况根据试割的缝隙大小来确定割缝大小,这样才能精确的控制尺寸)→按此填写选择此刀具设置割缝的大小→点“确定”→→点“确定”→再点“确定”→→→右击→点“机器工作”→→把“测试”改为“文件”→点→→点“继续”→点“继续”→点“取消”→Type3设置好了,可以把软件关掉了二、Type3软件操作首先我们来介绍一下软件的使用说明,因为大家对CAD画图比较熟悉,所以先从导入图形入手进行讲解。
法国type3详细教程
法国type3详细教程CAM模块发送物体去加工送去加工点击图标CAM模块,把物体送入CAM (演示)模块,屏幕转变成蓝色。
注释当没有成分被选中时,Type3 将发送缺省时的整个画面图形(所有层中,开放的和封闭的轮廓线形式)。
当选中一个或多个成分时,Type3 仅发送这些成分。
优化刀具路径计算计算参数这个功能能优化您的软件:适当的参数将产生理想的结果! 您可以按F10功能键得到这些参数。
按此键将显示选项对话框(或者在编辑菜单中选择选项…)。
在这个对话框中,选择计算参数。
路径走向Type 3通过设定缺省值来减少雕刻的时间。
对于某些工作,例如切割,您可以选定第二个选项来修改路径走向的顺序。
雕刻顺序人工当路径走向在人工模式中时,指定的起始点和路径顺序的选择(创建)与在CAD模块中选定的将保持一致。
最小距离缺省模式:为了最小化刀具路径的时间,将通过雕刻邻近区域的顺序来实现(X最小到X最大)。
面积最小到最大在这个模式中,将首先雕刻最小的表面(例如在字母的内部)。
注意:当您选择二维或三维切割时,Type3将自动选择这个模式。
面积最大到最小将首先雕刻较大的表面。
无警示无任一类型选项可作。
缺省模式Op1 = 0首先雕刻最小的表面。
如果选择路径走向的缺省模式不能优化您的刀具路径,您可以在您的操作中附加选项来改进雕刻的时间。
在Op1区域中,根据想要的切割类型选择数值1或2(如下所示)。
刻字Opt1 = 1所有的物体都是独立的,并且将刻好一个字,接着刻下一个字(在每种情形下内框将优先于外框先刻)。
快速计算轨线,如果刀具操作有冲突时,软件将不执行此功能,但不检查字之间的交错,所以应注意物体之间的空间以避免冲突。
刻词Op1 = 2在CAD 模式中选择的顺序保持不变。
执行的切割操作,将是一个接着一个的雕刻(在每种情形下内框将优先于外框先刻)以避免操作冲突。
对于物体之间不要求完全切割的部件,推荐使用此选项。
拉角脚按F10功能键或在编辑菜单中选择选项…,在屏幕上显示的选项对话框中点击计算参数栏。
Type3数控雕刻机编程步骤abc

Type3数控雕刻机编程步骤abc Type3数控雕刻机编程步骤一先把要加工的工件CAD图形文件以<autocad.r12/lt2.DXF<*.dxf>--保存二打开文件—输入加工文件在层次1.2.3找图- 显示全部图形---选取图形---放大选取物三 ,移动,图形全部选中---左键点住图形不放拖动--按F2---输入工件坐标<30,20,0> 选择全部待图形~放大选取物四 ,图形处理,点集合点接点编辑自动连接点选取或者接点编辑退出,推出图形点的状态,四点CAM模块---点创建刀具路径-点+可用刀具路--选取切割,二维切割.三维切割,点确定---保存文件<重命名>--弹出窗口,选取刀具大小,在刀具路径表里-选择加工方法—右键,模拟、输出刀具路径,+增加层次--选择刀具路径表里<.二维切割.三维切割>---点右键---编辑刀具路选取图形拆分—选择加工顺序—右键-改变刀具路径五打开控制系统---点文件---打开并装载---点打开要切割的文件---点F8仿真---点F8取消仿真---点F9机器工作---打开喷水.喷气开关---机床程序操作操作控制机床1. 打开电源,按一下红色按钮2. 点操作,回机械原点---点全部轴---当机械坐标全部是零后--点关闭---点操作--读取工件原点—对刀3. 铣工件前,先把工件放在平台上把工件夹紧---开始工作4.点F9机器工作---打开喷水.喷气开关---机床程序操作对刀:调正好数控雕刻机铣刀的水平深度~使工件刚好铣掉~而不损耗平台塑料托垫:数控雕刻机操作注意事项:1( 操作前一定要先把刀回到机械原点---使刀回到机械原点。
2( 用小刻度位移向下调刀.。
Type 3后处理器的设置方法

Type 3后处理器的设置方法
1:安装好Type3后双击打开桌面Woodpecker 4.3后显示加入机器对话框如下图(1-1)
图(1-1)
2:单击加入机器选择所有机器类型中的ISO TYPE CRRTESIAN XYZ后点击加入如下图(2-2)
图(2-2)
3:点击机器设置中的后处理器如下图(3-3)
图(3-3)
4:在机器设置的滚动条空白处单击两下将Nmax=9999改为Nmax=99999999如下图(4-4)
图(4-4-1)
图(4-4-2)
5:点击下滚动条将HeadPcrSz0=%p改为HeadPcrSz0=O1(大写欧1),将HeadPcrSz1=(AXE XYZ),HeadPcrSz2=t M6等号后的值删除。如下图(5-5)
10:再将---编辑---选项---可雕刻页中的宽度、高度、深度改为成相应的机器类型其余均分别为“0”以MEⅡ4540为例。如下图。
(更改前)
(更改后)
11任意做好一个文件在机床工作中的份额中做如下修改(将出始位置、结束位置、换刀具位置中Z的值由“100”改为“10”并在曲线线段化的方框中打“√”。如下图。
(更改前)
(更改后)
12:最后在机床工作中的细分将---人工---Z分步值---改为无。如下图。
(更改前)
图(5-5-1)
图(5-5-2)
6:点击下滚动条将EndPcrNb=2改为EndPcrNb=3,将EndPcrSz0=M2改为EndPcrSz0=M05,将EndPcrSz1=p0改为EndPcrSz1=M30,将EndPcrSz2=改为EndPcrSz2=%如下图(6-6)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
封闭线Type3编程
【CAD格式为:AutoCAD R12/LT2 DXF(*.dxf)】一.在CAD中保存文件。
二.打开type3软件。
三.在type3中打开文件。
具体步骤:文件→输入→选取文件→选格式【DXF files
(*.dxf)】→确认
四.自动连接。
具体步骤:层次2→显示全部→框选图→集合→节点
编辑→自动连接
五.移动坐标。
具体步骤:框选图→拖动图不放→按F2→选相对原定移动→
选左下角→XY分别输入数据→确认
六.创建道具路径。
具体步骤:点击CAM模块→点击左边小框第一个加号→双
击三维切割→保存文件→选刀→输入深度
→确认
七.机器工作。
具体步骤:点击右边小框第一个加号→右键点击三维切割→刀具路径模拟→检查后点退出→右键点击三维切割→
机器工作→执行。