IPQC流程图
检验控制流程图IQC IPQC FQC OQC

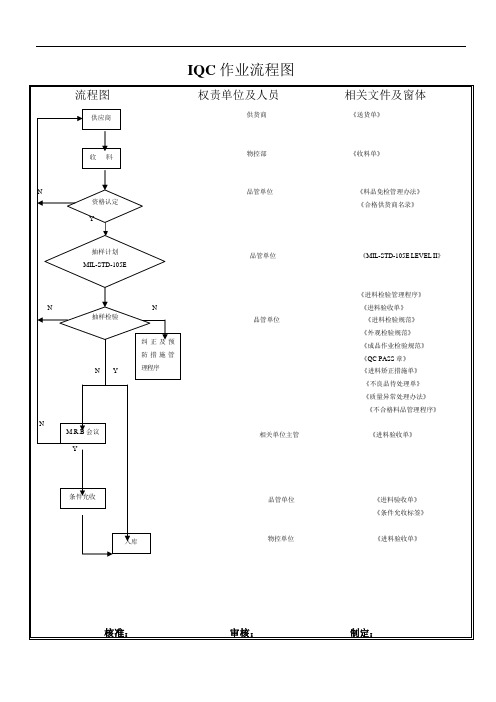
IQC 作业流程图流程图 权责单位及人员 相关文件及窗体供货商 《送货单》 物控部 《收料单》N品管单位 《料品免检管理办法》 《合格供货商名录》 Y品管单位 《MIL-STD-105E LEVEL II 》《进料检验管理程序》N N 《进料验收单》品管单位《进料检验规范》 《外观检验规范》《成品作业检验规范》《QC PASS 章》N Y 《进料矫正措施单》《不良品待处理单》《质量异常处理办法》《不合格料品管理程序》 N相关单位主管 《进料验收单》Y品管单位 《进料验收单》《条件允收标签》物控单位 《进料验收单》核准: 审核: 制定:王明星供应商收 料入库资格认定抽样计划MIL-STD-105E 抽样检验M.R.B 会议条件允收纠正及预防措施管理程序流程图 权责单位及人员 相关文件及窗体生管单位 《生产工单》生管单位 《生产工单》生产单位 《生产工单》N 生产/品管单位 《首件标签》《制程首件检查报告》Y 《外观检验规范》《产品作业标准书》生产单位 《生产工单》《QC PASS 章》《制程巡回检验作业办法》N 品管单位 《外观检验规范》《可靠性试验规范》《不合格品管制程序》生产单位 《产品作业标准书》生产单位 《包装规范》《QC PASS 章》N 《制程巡回检验作业办法》 品管单位 《外观检验规范》《不合格品管制程序》《可靠性试验规范》Y 《产品作业标准书》《质量异常处理程序》生产单位 《送验单》核准: 审核: 制定:王明星生产计划备料首件检查批量生产IPQC 巡回抽样检验包 裝产品标签IPQC 巡回抽样检验成品待验改正与预防措施要求作业程序首件试做流程图 权责单位及人员 相关文件及窗体物控单位 《生产工单》生产单位 《生产工单》N 品管单位《制程巡检日报表》Y 品管单位 《MIL —STD —105E LEVEL II 》N 品管单位 《外观检验规范》《成品检验规范》《可靠性试验规范》Y 《成品验收单》《不合格品待处理单》《质量异常处理办法》《不合格料品管理程序》品管单位 《QC PASS 章》生产单位 《成品验收单》核准: 审核: 制定:王明星生产计划生 产抽样计划MIL —STD —105E FQC 抽样检验合格标签纠正及预防测试管理程序制程巡检入 库流程图 权责单位及人员 相关文件及窗体物控单位 《生产工单》生产单位 《生产工单》生产单位 《成品验收单》品管单位 《MIL —STD —105E LEVEL II 》N《出货检验报告》品管单位 《外观检验规范》 《成品检验规范》 Y 《不合格品待处理单》《矫正措施单》《质量异常处理办法》品管单位 《QC PASS 章》物控单位 《出货通知单》核准: 审核: 制定:王明星生产计划生产抽样计划MIL-STD-105E OQC 抽样检验合格标签纠正及预防措施管理程序入库出货。
SMT IPQC抽样检验流程图

•1.在線抽樣檢驗 •2.送驗抽樣檢驗
在線抽樣檢驗(os&ce)
減量抽樣
連續10批 無不良
包裝
IPQC抽檢
掃進SFC
超標
正常抽樣
加嚴抽樣
注:(1)按照 MIL-STD-1916III在線抽樣。
(2)新幾種量產后加嚴抽樣檢驗,連續生產10批(時間段)無異常后恢復正常抽樣檢驗 (3)正常生產后,按線別,正常抽樣,連續抽樣10批(時間段)無異常,轉減量抽樣檢 驗。減量后如有判退轉為正常;最近2-5批(時間段)有2批(時間段)判退轉加嚴;加嚴 抽樣中連續5個工單無判退轉為正常。
送驗抽樣檢驗(auto)
減量抽樣
AQL0.65
AQL0.4
送驗
C=0抽檢
掃進SFC
AQL0.25
ห้องสมุดไป่ตู้
正常抽樣
加嚴抽樣
• 注:按照C=0抽樣檢驗,連續抽樣10個批次無異常,轉減量抽樣檢驗。減量后如有判退
轉為正常;最近2-5批次有2個批次判退轉加嚴;加嚴抽樣中連續5批次無判退轉為正常。
IPQC作业程序
IPQC作业程序IPQC(In-Process Quality Control)作为一种重要的质量控制方法,主要用于在生产过程中对产品质量进行监控和管理。
下面是一个典型的IPQC作业程序,详细介绍了IPQC的基本流程和具体操作步骤。
一、作业程序的目的和适用范围:1. 目的:- 确保产品在生产过程中达到设定的质量标准。
- 发现生产过程中的异常现象,及时采取措施进行调整和纠正。
- 减少生产过程中的不合格品率,提高产品质量。
2. 适用范围:- 所有生产过程中的产品质量控制。
- 所有生产环节的作业人员。
二、程序概述:1. IPQC职能:- 对每一个生产工序进行监控和管理,确保产品质量符合标准。
- 提前发现潜在的质量问题,及时采取措施以防止问题进一步扩大。
- 持续改进生产流程和相关工艺参数,以提高产品质量和生产效率。
2. 流程图:```输入——>采集数据——>分析数据——>制定控制措施——>执行措施——>持续改进```三、详细作业步骤:1. 输入:- 根据产品特性和规格要求,确定需要监控的质量指标。
- 制定检测方法和频率,确定采集数据的时间和位置。
- 准备好相关的检测设备和工具。
2. 采集数据:- 在每一个生产工序中,及时采集质量数据。
- 根据检测方法和频率,按照规定的时间和位置进行采集。
- 采用合适的数据采集方式,确保数据的准确性和可靠性。
3. 分析数据:- 对采集到的数据进行分析和比较。
- 将数据与产品规格和质量标准进行对比,判断质量是否合格。
- 发现异常数据和趋势变化,以及超出规格和标准范围的数据。
4. 制定控制措施:- 根据数据分析的结果,制定相应的控制措施。
- 对异常数据进行处理,找出问题的原因。
- 及时调整和纠正生产过程中的异常现象。
5. 执行措施:- 将制定好的控制措施传达给相关人员,确保有效执行。
- 监督控制措施的执行情况,及时纠正和调整。
- 对控制措施的执行效果进行评估和反馈。
德森克IQC-IPQC-OQC品质作业管控流程图

德森克电梯(中国)有限公司内部品质管理办法文件编号DSK-WI05-01版本A.IQC管理流程图生效日期制定部门质量部管 理 流 程 图责 任 单 位 相关文件及表单NGOK供应商仓库 仓库IQCIQC相关单位相关单位IQCIQC 、仓库送货单据收货单送检单AQL- II 抽样标准IQC 作业指导书 IQC 检验报告DSK-QP05《 不合格控制程序》 《进料检验报表》《纠正预防措施报告》标识标签MRB 会签单 限期改善通知书制 定王民 审 核 核 准德森克电梯(中国)有限公司内部品质管理办法文件编号 DSK-WI05-01版 本A0材料入厂仓库暂收:待检开送检单按标准抽样贴绿PASS 标IQCQE 判定特挑退仓库入仓置退贴黄色标签贴蓝色标签贴红色标签检验德森克电梯(中国)有限公司内部品质管理办法文件编号DSK-WI05-01版本A0制程控制(IPQC)管理流程图生效日期制定部门质量部管 理 流 程 图责 任 单 位 相关文件及表单NGOK OK NGNGOK NGOKOKNG NG OKOK生产部生产部IPQC生产部 FQC相关责任部门相关责任部门质量部(IPQC )IPQC 、生产部、工程部生产部、工程部 质量部领料单《 生产计划表、》 《作业指导书》IPQC 巡检报告/BOM《改善措施报告》QC 日报表纠正/预防措施通知单IPQC 巡拉检查报告纠正/预防措施报告首件检验报告制 定 王民 审 核 核 准内部品质管理办法文件编号 DSK-WI05-01生产领料生产投产生产、工程分析原因批量生产不良率较低改善IPQC 核对FQC 检确认责任部门写纠正/预防送首件IPQC 检结 案 效果不良率较高德森克电梯(中国)有限公司内部品质管理办法文件编号DSK-WI05-01版本A.0品质投诉处理管理流程图生效日期制定部门质量部管 理 流 程 图责 任 单 位相关文件及表单则 否是NGOK相关部门质量部质量部、生产工程或技术部相关部门相关部门责任单位质量部质量部投诉报告投诉处理单投诉处理单会议记录《纠正/预防措施报告》再《纠正/预防措施报告》《纠正/预防措施报告》制 定 王民 审 核 核 准德森克电梯(中国)有限公司内部品质管理办法文件编号 DSK-WI05-01版 本A .0投诉内容/项目原因分析确定责任单位查核内容会议检讨写纠正/预防验证措结 案德森克电梯(中国)有限公司内部品质管理办法文件编号DSK-WI05-01版本A.0品质工程控制(QE)管理流程图②生效日期制定部门质量部德昌县人民政府办公室页脚内容7。
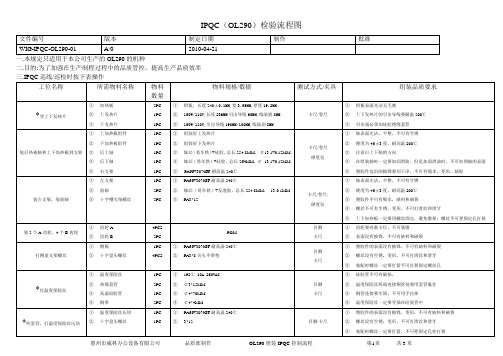
IPQC(OL290)检验流程图
1温度保险丝压块
2十字盘头螺丝
1PC
1PC
1PA66+30%GF耐高温240℃
23*12
目测/卡尺
1塑胶件的表面没有披锋,变形,不可有缺料和破裂
2螺丝没有生锈,变形,不可打滑丝和滑牙
3装配时螺丝一定要打紧,不可把固定孔柱打裂
4装配时要确保压块压住温度保险丝
*装恒温器,接线
1恒温器
IPQC(OL290)检验流程图
文件编号
版本
制定日期
制作
批准
WIG-IPQC-OL290-01
A/0
2010-04-21
一.本规定只适用于本公司生产的OL290的机种
二.目的:为了加强在生产制程过程中的品质管控,提高生产品质效率
三.IPQC巡线/巡检时按下表操作
工位名称
所需物料名称
物料数量
物料规格/数据
合盖
1十字盘头螺丝
2十字槽盘头螺丝
3左侧盖
4右侧盖
5下盖
5PCS
2PC
1PC
1PC
1PC
13*14
2PT3*6
3ABS
4ABS
5ABS
目测
1塑胶件披锋要去干净,不可有缩水,杂料,缺料和破裂现象
2装配左右侧盖时要区分,不可装错
3机器内部不可有杂物,盒盖时要注意不可压住导线
4螺丝表面不能有生锈变形
5打螺丝时不可出现滑丝滑牙和滑头现象
6螺丝一定要打紧,不可出现松动和松脱现象
发:IPQC, FQC QA QE
存;文控中心
注意:①IPQC检验时一定要按照工程部提供的BOM单(物料清单)/CDF(物料报备清单)和作业指导书巡检.
IQC--IPQC--FQC--OQC检验控制流程图
纠 正 及 预防 措 施 管
理程序
IQC 作业流程图
流程图
权责单位及人员
相关文件及窗体
供货商
《送货单》
物控部
《收料单》
N
品管单位
《料品免检管理办法》 资格认定
Y
《合格供货商名录》
抽样计划 MIL-STD-105E
品管单位 《MIL-STD-105E LEVEL II 》
《进料检验管理程序》
N
N
《进料验收单》 抽样检验
品管单位
《进料检验规范》 《外观检验规范》 《成品作业检验规范》 《QC PASS 章》 N
Y
《进料矫正措施单》 《不良品待处理单》 《质量异常处理办法》 《不合格料品管理程序》
N
相关单位主管
《进料验收单》
Y
品管单位
《进料验收单》 《条件允收标签》
物控单位 《进料验收单》
核准: 审核: 制定:
供应商
收
料
入库
M.R.B 会议 条件允收
核准:审核:制定:。
IPQC制程检验流程(流程版)

生产部
品检组
业务
首五件产品量测记录表
异常联络单
IPQC巡回检验记录
作业流程
流程说明
权责
单位
产出
表单
6.5主管不定时地巡回检查,发现问题,要让检验人员清楚问题所在,查找原因,提出改善对策,同时要求IPQC记录于《IPQC巡回检验记录》,并指定跟催确认人回馈最终改善结果,必要时再到现场亲自查实。
5.5 确认成品首件时必须对打好钉的成品进行轮子检验:
5.5.1检验轮子三只脚/外八字:把装好轮子的成品放在一玻璃平面上,转动箱体(需正方向和反方向),观察四个轮子是否完全接触玻璃板,如有轮子未完全接触玻璃板(轮子与玻璃板有空隙或四脚未落地),则视为三只脚. 用手分别转动每个轮子,观察轮子转动是否顺畅,不卡顿,再把箱子放在玻璃板上,观察前后轮子是否在一直线上,观察方法:前左轮对后左轮,前右轮对后右轮,前左轮对前右轮,后左轮对后右轮,如有任意一个轮子不在一直线上,则视为八字脚。
3. 检验标准:
3.1顾客订单资料
3.2业务员(含)以上干部签名确认的样包或顾客提供的样包、原物料确认卡、订单通知与反馈单、顾客原始订单、工艺单,资料单。
3.3《QC工程表》。
4.标准核对步骤:
4.1IPQC根据业务所提供的工艺单逐步核对两者的物料名称、规格、颜色、配色是否正确,如两者无误时,以工艺单做为标准核对大货及样包。
一 范围:
产品试做、过程品质控制,成品首件检验、关注新产品上线成品品质,跟催确认品质改善。
二 参考文件:
2.1 QC工程总表PB-G-001
三术语和定义:
3.1检验标准:业务员(含)以上干部签名确认的样包或顾客提供的样包、原物料确认卡、订单通知与反馈单、顾客原始订单、工艺单,资料单。
QC工作流程

QC人员岗位详细分配:
来料检验(IQC)、出货检验(OQC)、测试、巡线(IPQC)和包装。
每日上班前做好交接工作和5S整理工作。
看是否是急料,如为急料不管是哪个岗位的检验工作都以急料为先。
检验员认真仔细填写每个岗位的报表并负责登记归档,以便查找。
下班前做好自己工作区域的整理工作给下个班一个好的工作环境。
以上四点为每个工作岗位的公共流程。
1.来料检验流程图
2. 出货检验流程图
3. 产品测试流程
3.1 产品的首件测试。
根据产品测试图纸要求对产品尺寸进行测试和外观的检验工作。
如通过则把产品首件粘在日报背面并及时做好日报登记,对首件测试不通过的产
品要让产线员工重新调试,要对调试之后的产品再进行测试直至通过为止。
3.2 做好每卷产品的测试工作,作好产量登记。
3.3 Team leader做好当天产量统计及输入电脑存档。
4. 巡线流程图
5 包装流程
5.1 依包装指引和图纸检查、核对成品外观、标签、数量、走向、客户、标识、张贴要求等。
5.2 核对内袋、外箱标签是否一致,内箱数量与外标签数量是否相等,重量是否填写完整。
5.3 如检验结果为OK则在外箱标签上敲PASS及检验员小章,如检验结果为NG则对不良进行隔离标签填制不合格品单等待确认。
5.4 做好包装检验报告。
6.外观检验常见不良:外观赃物...变形或破损...位置偏移...成型不良...底纸洁净度...气泡...
划伤...溢胶...压痕.。
德森克IQC-IPQC-OQC品质作业管控流程图
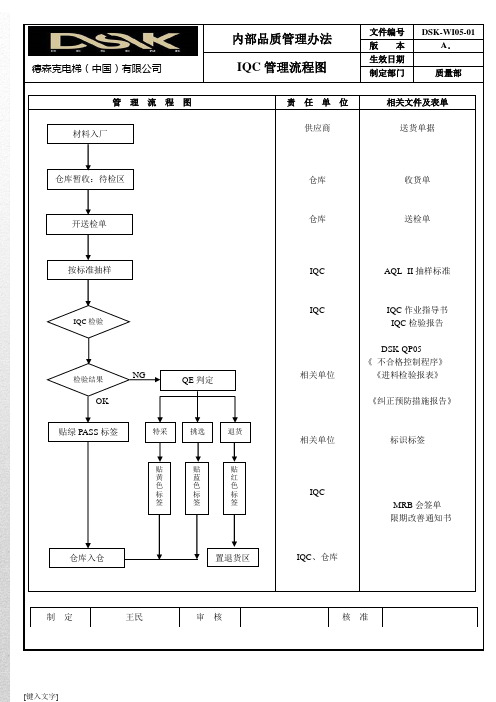
德森克电梯(中国)有限公司内部品质管理办法文件编号 DSK-WI05-01版 本 A . IQC 管理流程图生效日期 制定部门质量部管 理 流 程 图责 任 单 位相关文件及表单NGOK供应商仓库 仓库IQCIQC相关单位相关单位IQCIQC 、仓库送货单据收货单 送检单AQL- II 抽样标准IQC 作业指导书 IQC 检验报告DSK-QP05《 不合格控制程序》 《进料检验报表》《纠正预防措施报告》标识标签MRB 会签单 限期改善通知书制 定 王民 审 核 核 准材料入厂仓库暂收:待检区开送检单按标准抽样贴绿PASS 标签IQC 检验QE 判定特采挑选退货仓库入仓置退货区贴黄色标签 贴蓝色标签 贴红色标签检验结果德森克电梯(中国)有限公司内部品质管理办法文件编号 DSK-WI05-01版 本 A0 供应商品质控制管理流程图生效日期 制定部门质量部管 理 流 程 图责 任 单 位 相关文件及表单N NGOKNGOKIQC IPQCQE/IQC 工程师供应商IQC 工程师IQC 工程师IQC 工程师IQC 工程师来料检验规范书 IQC 来料不良检测报告 IPQC 巡拉作业指导书试验报告品质异常联络单改善处理报告品质异常联络单制 定 王民 审 核 核 准品质异常联络单IQC 检验中发现的来料异常 生产中发现的来料异常 组装试验中发现的来料异常跟进回复结果跟进改善结果结案提出处理对策采购部继续跟进供 应商回复德森克电梯(中国)有限公司内部品质管理办法文件编号 DSK-WI05-01版 本 A0 制程控制(IPQC )管理流程图生效日期 制定部门质量部管 理 流 程 图责 任 单 位 相关文件及表单NGOKOKNGNGOKNGOKOKNG NG OKOK生产部生产部IPQC 生产部 FQC相关责任部门相关责任部门质量部(IPQC )IPQC 、生产部、工程部生产部、工程部 质量部领料单 《 生产计划表、》 《作业指导书》IPQC 巡检报告/BOM《改善措施报告》QC 日报表纠正/预防措施通知单IPQC 巡拉检查报告纠正/预防措施报告首件检验报告制 定 王民 审 核 核 准生产领料生产投产生产、工程分析原因批量生产不良率较低改善IPQC 核对物料 FQC 检测确认责任部门写纠正/预防措施送首件确认IPQC 检验 结 案效果确认不良率较高德森克电梯(中国)有限公司内部品质管理办法文件编号 DSK-WI05-01版 本 A .0 品质保证(OQC)管理流程图生效日期 制定部门质量部管 理 流 程 图责 任 单 位相关文件及表单OKNGOKNGOK生产部生产部生产部 OQCOQC相关单位相关单位质量部生产部、仓库、质量部成品送检单AQL- II 抽样标准QA 检验报告返工报告《纠正/预防措施报告》《纠正/预防措施报告》成品入库单制 定 王民 审 核 核 准成品包装OK送成品待检区开送检单按标准抽样盖OQC PASS 印品质判定返工送仓库验收入库 写纠正/预防措施结 案 OQC 检验验证措施德森克电梯(中国)有限公司内部品质管理办法文件编号 DSK-WI05-01版 本 A .0 品质投诉处理管理流程图生效日期 制定部门质量部管 理 流 程 图责 任 单 位相关文件及表单则 否 是NG OK相关部门质量部质量部、生产工程或技术部相关部门相关部门责任单位 质量部质量部投诉报告投诉处理单投诉处理单会议记录《纠正/预防措施报告》再《纠正/预防措施报告》《纠正/预防措施报告》制 定 王民 审 核 核 准投诉内容/项目原因分析确定责任单位查核内容属实会议检讨写纠正/预防措施 验证措施 结 案德森克电梯(中国)有限公司品质工程控制(QE )管理流程图①生效日期 制定部门质量部管 理 流 程 图责 任 单 位 相关文件及表单 NGOKIQC技术部/工程部QE 相关部门相关部门IQC 仓库试验申请单试验报告MRB 会议MRB 会签单 限期改善通知书标识贴纸MRB 会签单制 定 王民 审 核 核 准相关试验相关部门决定让步接收 仓库入仓贴黄色标签 贴绿色标签 贴红色标签需做试验的产品 技术工程试验产品试验结果生产下单加工使用 退货置退货区德森克电梯(中国)有限公司品质工程控制(QE )管理流程图②生效日期 制定部门质量部管 理 流 程 图责 任 单 位 相关文件及表单 OK NGOK工程部、技术部QE QE质量部生产部、仓储部样品报告样品报告首件/样品检验报告试验报告样品评审单 首件/样品检验报告生产计划表制 定 王民 审 核 核 准相关试验设计样品 制作样品 试验结果通知相关部门生产量产。
ipqc流程图
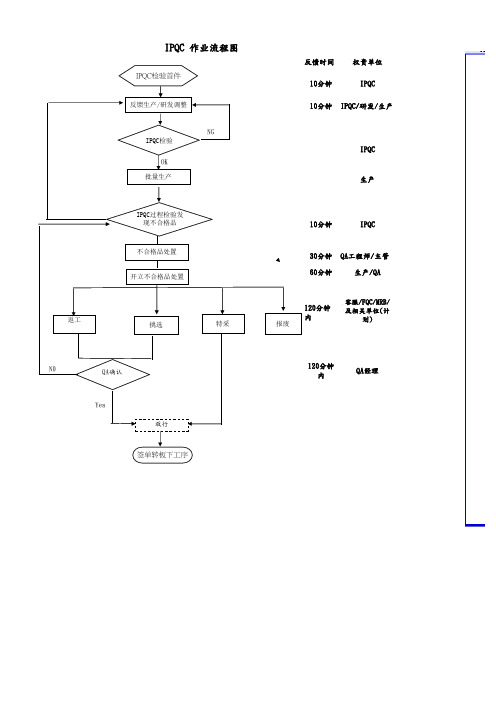
反馈时间 IPQC检验首件 发现不合格品
反馈生产/研发调整
权责单位 IPQC IPQC/研发/生 产
10分钟 10分钟
NG
IPQC检验
IPQC
OK批量Biblioteka 产生产IPQC过程检验发
10分钟
IPQC
不合格品处置
30分钟 60分钟
QA工程师/主管 生产/QA
开立不合格品处置
返工
挑选
特采
报废
ipqc作业流程图反馈时间权责单位10分钟ipqc10分钟ipqc研发生产ipqc生产10分钟ipqc30分钟qa工程师主管60分钟生产qa120分钟内120分钟内客服fqcmrb及相关单位计划qa经理ipqc检验返工挑选qa确认放行报废yesn0特采ipqc检验首件发现?合格品反馈生产研发调整签单转板下工ok批量生产ngipqc过程检验发不合格品处置开立不合格品处置
120分钟 内
客服/FQC/MRB/ 及相关单位(计 划)
N0
QA确认
120分钟 内
QA经理
Yes 放行
签单转板下工
IPQC工作流程图

●终检:当一批产品生产结束后转序前 FQC 对其外观、软硬度进行全检,功能进 行抽检,依据相关检验标准进行判定。
领料备产:领料准备生产;
生产部
首检:批格首件交 FQC
巡检:对各个工序进行巡查,抽检
IPAC 及班组 长
现场 QC 及班 组品质主管
●自检:操作员在生产中每隔半小时或生 产出 5--10PCS 产品后要对照首件自检,看 产品的外观、形状是否出现变形后有漏工 序的现象。发现异常要及时通知生产管理 人员或 IPQC 确认处理。
入仓保存;
检验员/仓管
存档:把各项检验记录,检查记录, 员
整改意见书等保存起来。
品质部:IPQC 工作流程
工作流程
领料
首件确认
OK
NG OK
反馈、改进
批量生产 OK
员工自检
NG
OK
巡检
NG OK
终检
NG 标识、隔离
下工序
OK
通知车间主管或 班组长改进
全 返报 检 工废
转下工序
重检
检验概述
流程概述
责任部门或 人员
●首检:首件产品生产组长要先自检,确 定产品符合生产单要求和客户要求后再交 IPQC 确认。(不可不自检就交巡检确认, 如巡检确认不合格一次,生产需返工一次, 这样来回确认可能会耽误很多时间)
检验合格:转下道工序;
检验不合格:通知班组长或主管, 检验员
IPQC巡检流程图

《IPQC巡检流程.七大手法.八大原则.九大步骤●所有的品质知识非常有用、先留着》目的:巡检生产过程,有效检查及控制个工序生产状况能完全符合产品的质量要求。
职责:生产线员工:负责本工位产品的自检。
生产领班:负责监督和跟踪生产与品质达成状况及指导员工正确作业。
IPQC:负责制程的巡检与监督异常处理。
相关部门:参与并协同制程异常的分析及处理。
生产技工:负责车间机器设备的调试。
一、IPQC作业要求:①IPQC巡检时必须依据SIP,工程蓝图,SOP,物料清单,工艺标准对产品的外观,尺寸,,装配,包装,性能进行检查,并做好相关巡检记录。
②巡检的频次:抽检产品的数量及检查项目等根据SIP进行。
③当客户对重点管制项目做SPC管制时,必须根据检验规的要求进行。
④当发现异常时应通知车间及相关部门对其进行改善,必要时应对责任部门发出PDCS。
二、IPQC现场巡检容:①检查该产品相关的作业文件是是否齐全。
②检查生产设备与治工具是否定期保养,并留下书面记录。
③工艺参数的设定是否与工艺参数要求相符。
④产品生产环境包含了温度,湿度,洁净度,光照度,静电防护是否符合生产制造及检验作业规等相关要求。
⑤物料是否与BOM一致。
⑥各产品品质状况是否已做好唯一性标识区分。
⑦发现不良后是否有做及时彻底追溯。
⑧员工操作时是否严格按照安全规操作。
⑨现场是否有不安全隐患。
⑩员工自主检查是否在彻底有效的执行。
11,员工作业手法是否严格按照SOP操作。
12,员工是否按照作业指导书规定佩戴相关的劳保用品。
13,现场使用的相关执行文件,样品,量治具是否处于受控状态。
14,其它相关要否能满足。
三、巡检制程的异常处理作业:①主要制程异常类型:设备异常,治工具异常,品质异常,工艺参数异常同时也包括IPQC巡检容。
②作业人员如发现生产作业不顺畅或自检发现异常时,应通知现场的责任人对其异常进行改善和排除以及汇报至现场的IPQC或生产组长或领班。
③IPQC巡检制程异常时应通知该现场的责任人对其异常进行改善和排除,责任人应在半小时处理好。
IPQC(成衣生产)作业流程图

IPQC作業流程圖目的:落實品質意識在現場作業人員于制程過程中,實施檢驗或試驗以查證制程之合格性。
三〃範圍:凡本公司產品之各制程。
四、職責:生產部門:負責自製品自檢、送檢、重工、維修及入庫。
品保部門:負責自製品檢驗及記錄、標示。
五、內容:1、首件(產前樣/批版)、自主、巡迴檢驗:(1)品保部門IPQC人員在以下時段需做首件檢驗。
(1)每台機開始生產前開機需做首件檢驗。
(2)設計規格變更時需做首件檢驗。
(3)人員或材料更換時需做首件檢驗。
(2)生產部門作業人員應隨時注意生產產品品質狀況,並按照規定做好自主檢驗。
(3)品保部門IPQC人員應到現場做巡迴檢驗並做好記錄。
(4)品保部門檢驗管制程式,應按照規範和作業指導書之要求訂制(QC工程圖)。
(5)生產部門相關人員在制程中,發現不合格又無法矯正時,應及時停機報告主管,並通知品保部門,而品保部門應按照相關程式處理。
(6)品保部門IPQC人員按照實際檢驗情況記錄不合格品,並對制程式不良品作統計分析把結果回饋於相關部門,作糾正預防對策之依據。
(7)不合格品處理與標示(紅豆標&件投標):(1)、經判定為不合格品時,應在該批半成品貼上紅色圓點貼紙(故障貼紙)又稱紅豆,並加以區分,隨後將不合格批移至返工區或報廢區進行處理。
(2)、發生不合格品時,品保部門IPQC人員應填寫《IPQC服裝(巡廠)驗貨報告》加以記錄,並按照相關程序處理,並通知相關部門處理。
六〃使用表單:1、首件(制前樣/批版)吊卡2、特采申請單3、IPQC服裝(巡廠)驗貨報告4、返工\返修單5、報廢單6、制程異常備忘錄不合格品處理作業辦法一、目的:按照品質計畫及管制措施找出不合格品,採取各項管理及處理措施,並對不合格品進行分析,以防誤用。
二、範圍:供方之原材料、主輔料;廠內制程中之半成品、成品和庫存品;顧客之退貨品。
三、職責:生產、資材部門:負責不合格品標示、隔離及處理,必要時參與評審。
品保部門:負責不合格品判定、標示、記錄,並與相關部門進行原因分析及追蹤。
IPQC流程序图
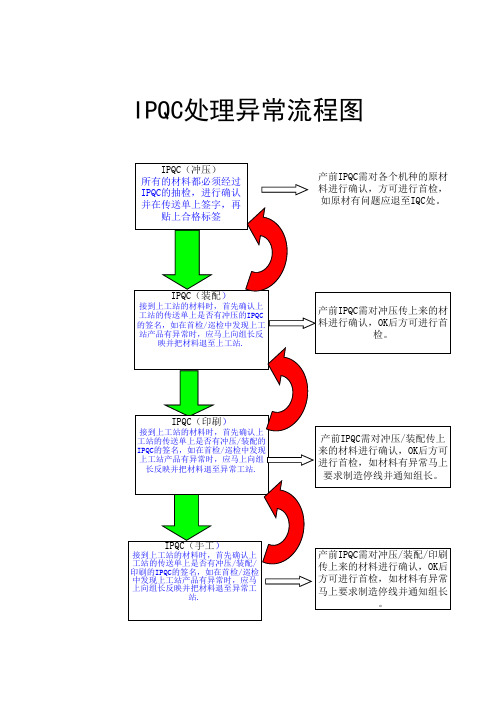
产前IPQC需对冲压/装配传上 来的材料进行确认,OK后方可 进行首检,如材料有异常马上 要求制造停线的材料时,首先确认上 工站的传送单上是否有冲压/装配/ 印刷的IPQC的签名,如在首检/巡检 中发现上工站产品有异常时,应马 上向组长反映并把材料退至异常工
产前IPQC需对冲压/装配/印刷 传上来的材料进行确认,OK后 方可进行首检,如材料有异常 马上要求制造停线并通知组长 。
IPQC(装配)
接到上工站的材料时,首先确认上 工站的传送单上是否有冲压的IPQC 的签名,如在首检/巡检中发现上工 站产品有异常时,应马上向组长反 映并把材料退至上工站.
产前IPQC需对冲压传上来的材 料进行确认,OK后方可进行首 检。
IPQC(印刷)
接到上工站的材料时,首先确认上 工站的传送单上是否有冲压/装配的 IPQC的签名,如在首检/巡检中发现 上工站产品有异常时,应马上向组 长反映并把材料退至异常工站.
ipqc冲压所有的材料都必须经过ipqc抽检进行确认并在传送单上签字再贴上合格标签ipqc装配接到上工站的材料时首先确认上工站的传送单上是否有冲压的ipqc的签名如在首检巡检中发现上工站产品有异常时应马上向组长反映并把材料退至上工站
IPQC处理异常流程图
IPQC(冲压) 所有的材料都必须经过 IPQC的抽检,进行确认 并在传送单上签字,再 产前IPQC需对各个机种的原材 料进行确认,方可进行首检, 如原材有问题应退至IQC处。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制程品管作业流程图 IPQC
IPQC 技术员 工艺模块分析 责任部门
是
否
开始稽核 确认制程巡检项目表 发现异常 确认是否是一般/严重异常 通知责任部门确认并记录
结案记录归档 否 制程巡检项目表 是 制程品质异常单/
纠正预防报告单 一般异常填写制程品质异常单并通知QC 班长确认,严重异常填写纠正预防措施单并通知QE 确认
通知工艺部门部人员并确定责任部门 是 由责任部门提供原因分析及改善对策 进行评审,决定责任部门
否
对策有效性验证 有效对策水平开展。