IPQC制程检验流程图
IPQC制程检验流程规定
品质部:IPQC ****巡检报表
3.1.6对FQC全检和品质电测人员的工作进行监督,电测机测试资料的确认,电测机保养的监督;
3.1.7生产线员工作业手法的确认;
3.2生产部门
3.2.1在产品送检前的预先确认并进行送检工作、当产品没有相应的装箱数量时应及时与技术部门进行确认;
3.2.2对不良品的管控与处理。
4.定义
4.1首检:IPQC对产线每日每批次(同一合同号跨越多天每天需送首件,同一天同一产品多个
3.1.1投产产品各个工站的首检确认;
3.1.2ቤተ መጻሕፍቲ ባይዱ线生产过程中各个工站的巡回检查;
3.1.3对产线流程进行监督,对制程品质进行控制,发现品质异常立即报告;
3.1.4 IPQC作业相关报表的及时填写;尺寸项目必须记录实测数据。
3.1.5对产线重点不良和品质异常的信息反馈及改善措施实施状况进行追踪报告;
光组件制程巡检CHECKLIS表 PZ-QR-075
光组件端面全检日报表PZ-QR-071
制程IPQC系统稽查表PZ-QR-076
6.流程图
6.1首检流程图
负责部门、岗位 流程图 输出记录(表单)
生产部:组长 ****CHECKLIST表
****首检通知单
生产部:组长
生产部:组长
****CHECKLIST表
业务部门
行政部门
生产部门
计划物控部门
财务部门
品质部门
管理者代表
技术部门
文控中心
1.目的
明确规定IPQC制程检验过程的作业流程,使IPQC的作业规范化,从而避免出现批量不良和重大不良的发生。
2.范围
适用于公司产品生产之首检和巡检的检验作业。
IQC--IPQC--FQC--OQC检验控制流程图
纠 正 及 预防 措 施 管
理程序
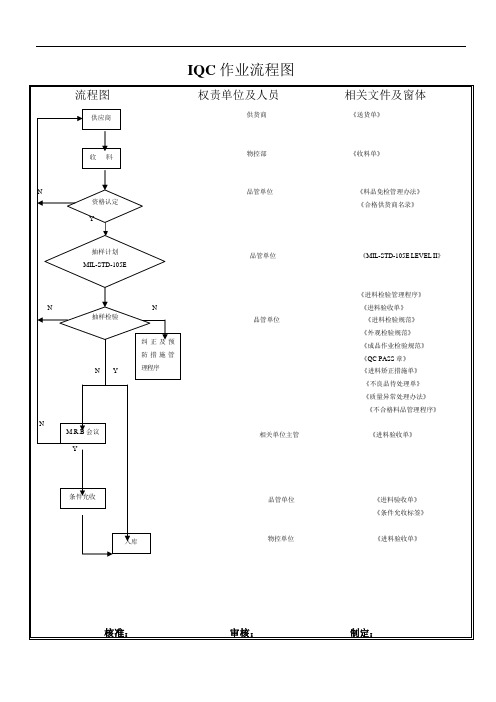
IQC 作业流程图
流程图
权责单位及人员
相关文件及窗体
供货商
《送货单》
物控部
《收料单》
N
品管单位
《料品免检管理办法》 资格认定
Y
《合格供货商名录》
抽样计划 MIL-STD-105E
品管单位 《MIL-STD-105E LEVEL II 》
《进料检验管理程序》
N
N
《进料验收单》 抽样检验
品管单位
《进料检验规范》 《外观检验规范》 《成品作业检验规范》 《QC PASS 章》 N
Y
《进料矫正措施单》 《不良品待处理单》 《质量异常处理办法》 《不合格料品管理程序》
N
相关单位主管
《进料验收单》
Y
品管单位
《进料验收单》 《条件允收标签》
物控单位 《进料验收单》
核准: 审核: 制定:
供应商
收
料
入库
M.R.B 会议 条件允收
核准:审核:制定:。
制程检验不合格品处理流程图
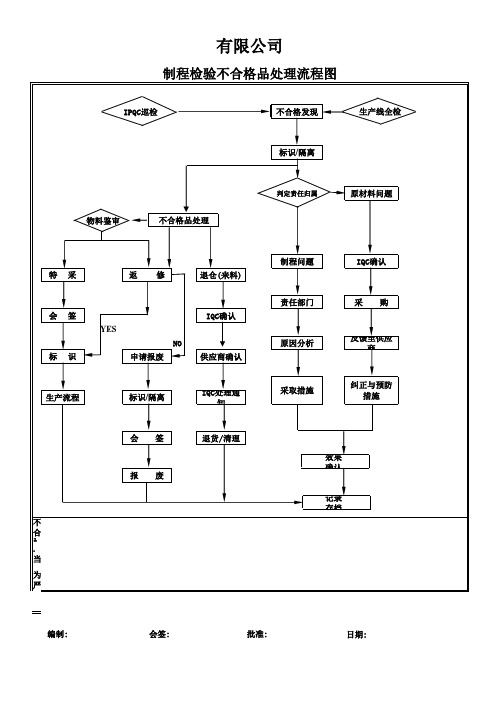
制程检验不合格品处理流程图
IPQC巡检 不合格发现 生产线全检
标识/隔离
判定责任归属
原材料问题
物料鉴审
不合格品处理
制程问题 特 采 返 修 退仓(来料) 责任部门 会 签 YES NO 标 识 申请报废 供应商确认 原因分析 IQC确认
IQC确认
采
购
反馈至供应商
生产流程
标识/隔离
IQC处理通知
采取措施
纠正与预防 措施
会
签
ቤተ መጻሕፍቲ ባይዱ
退货/清理 效果确认
报
废 记录存档
不合格品处理说明: 1.当某项不合格品数量超过“停机整改要求”的条件时,则必须要求生产进行停机调试,当异常较 为严重或必要时须以<品质异常通知单>形通知生产单位停机整改。
编制:
会签:
批准:
日期:
IPQC制程检验流程(流程版)

生产部
品检组
业务
首五件产品量测记录表
异常联络单
IPQC巡回检验记录
作业流程
流程说明
权责
单位
产出
表单
6.5主管不定时地巡回检查,发现问题,要让检验人员清楚问题所在,查找原因,提出改善对策,同时要求IPQC记录于《IPQC巡回检验记录》,并指定跟催确认人回馈最终改善结果,必要时再到现场亲自查实。
5.5 确认成品首件时必须对打好钉的成品进行轮子检验:
5.5.1检验轮子三只脚/外八字:把装好轮子的成品放在一玻璃平面上,转动箱体(需正方向和反方向),观察四个轮子是否完全接触玻璃板,如有轮子未完全接触玻璃板(轮子与玻璃板有空隙或四脚未落地),则视为三只脚. 用手分别转动每个轮子,观察轮子转动是否顺畅,不卡顿,再把箱子放在玻璃板上,观察前后轮子是否在一直线上,观察方法:前左轮对后左轮,前右轮对后右轮,前左轮对前右轮,后左轮对后右轮,如有任意一个轮子不在一直线上,则视为八字脚。
3. 检验标准:
3.1顾客订单资料
3.2业务员(含)以上干部签名确认的样包或顾客提供的样包、原物料确认卡、订单通知与反馈单、顾客原始订单、工艺单,资料单。
3.3《QC工程表》。
4.标准核对步骤:
4.1IPQC根据业务所提供的工艺单逐步核对两者的物料名称、规格、颜色、配色是否正确,如两者无误时,以工艺单做为标准核对大货及样包。
一 范围:
产品试做、过程品质控制,成品首件检验、关注新产品上线成品品质,跟催确认品质改善。
二 参考文件:
2.1 QC工程总表PB-G-001
三术语和定义:
3.1检验标准:业务员(含)以上干部签名确认的样包或顾客提供的样包、原物料确认卡、订单通知与反馈单、顾客原始订单、工艺单,资料单。
IPQC制程巡检作业指导书(含表格)

IPQC制程巡检作业指导书(ISO9001-2015)1、目地:规范半成品/成品制程巡检检测的项目、方法、频次、标准、不合格的处理.从而保证产品质量符合客户要求,同时通过制程巡检收集生产制程的原始记录,有效地监控制程的变化,并以此保证和推动制程的持续改善。
2、范围:适用于我司所有之半成品和成品制程的控制。
3、术语(定义):3.1首件检验:对每个班次刚开始时或过程发生改变后加工的第一个或前几件产品进行的检验。
3.2巡检:制程检验。
3.3终检:对产品在完成一道工序后,准备转入下工序或入库之前,进行的一个全面的检验。
3.3品质状态:红色盒子装不合格品;红色标签代表不合格品绿色、蓝色盒子装合格品;绿色标签代表合格品黄色盒子装待检品;黄色标签代表特采品。
4、权责:IPQC:负责按制程巡检作业指导书对产品进行巡回检验。
品质主管:负责制定产品检验规范和作业指导,及重大品质异常的协调与处理。
PMC:负责产品的生产进度和质量问题整体统筹安排,以保证产品按期交付于客户。
生产部:负责保质保量完成生产计划任务。
5、作业内容:5.1客户订单5.1.1PMC部根据客户订单,转化为内部生产指令单,下达生产任务给相关生产工序部门,并随时跟进每天的生产进度和产品质量状况,以确保按期交付产品于客户。
5.2生产试作与首件送检5.2.1生产部门根据生产指令单,及时准备好工装治具/机台/生产线和相关辅料,制定生产计划控制进度,准备试产调试或改机。
5.2.2生产根据工程图纸及客户要求等技术指标,开始试作3-5PCS,对产品外观/尺寸/同轴度/跳动度进行自主检查,检查OK后,填写好首件单,送检给品质部IPQC做首件确认检查。
5.3首件检验5.3.1IPQC收到首件单和试作样品后,根据样板/检验规范/工程图/客户要求等技术资料,对产品进行全面检查和记录。
5.3.2首件确认OK后,IPQC签核首件样板,通知生产批量生产,并且把检验的数据详细如实的记录于<首件确认记录表>上,以便后序相关质量问题的追溯。
QC工作流程图
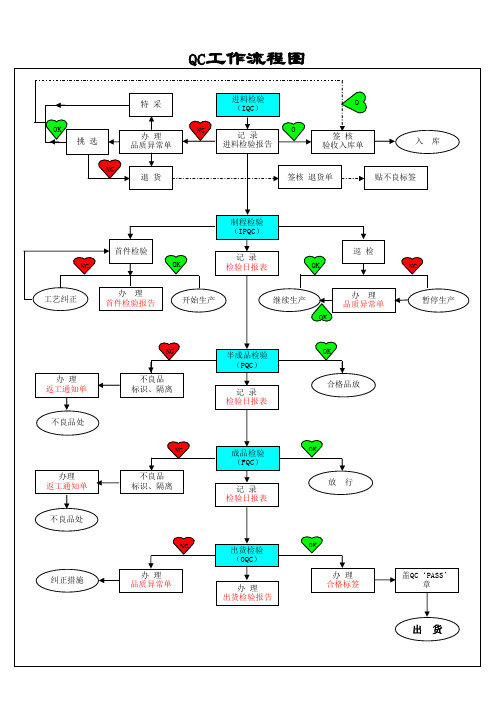
办 理 品质异常单
办 理 合格标签
盖QC‘PASS’出货工源自纠正开始生产继续生产
暂停生产
NG 办 理 返工通知单 不良品 标识、隔离
半成品检验 (PQC) 记 录 检验日报表
OK
合格品放
不良品处 NG 办理 返工通知单 不良品 标识、隔离 OK
成品检验 (FQC) 记 录 检验日报表
放
行
不良品处 NG 0K
出货检验 (OQC) 办 理 出货检验报告
纠正措施
QC工作流程图
特 采 OK 挑 选 NG 退 货 NG 进料检验 (IQC) 记 录 进料检验报告 O O
办 理 品质异常单
签 核 验收入库单
入
库
签核 退货单
贴不良标签
制程检验 (IPQC) 首件检验 NG 办 办理 理 首件检验报告 OK 记 录 检验日报表 巡 检 OK NG 办 理 品质异常单 OK
产品质量检验管理程序(含流程图)
文件制修订记录1.0目的为了有效测量与监控产品从进料、制程、成品及出货各阶段检验作业能始终符合产品工程规范的各项要求。
2.0范围:适用于品管IQC、IPQC、QA过程作业。
3.0权责:3.1品管部:负责各阶段品质检验的执行、标识、追溯的管理、实际验货。
3.2工程部:产品作业标准的制定与检查。
3.3生产部:依生产计划、工程标准、验收标准执行生产作业。
3.4业务部:依订单需求验收出货数量。
3.5资材部:采购物料的外部联络。
4.0定义:无5.0作业内容:5.1进料检验5.1.1收料5.1.1.1供应商依据采购订单交货到公司仓库。
5.1.1.2仓管依据采购订单核对送货单是否一致,如若不符则退货并要求供应商重新交货,符合则点收数量并开出[进货单]。
5.1.1.3仓管将[进货单]连同要求供应商提供的相关文件(如材质报告、检验报告、测试报告等)交品管部,通知IQC进行检验。
5.1.1.4检验参照依据AQL表或依客户端需求作抽样检验。
5.1.1.5品管部IQC接到[进货单]后对供应商所提供的文件进行验证,(有法规环保类要求的产品必须依客户指定或经国家认可有检测能力机构出具的测试报告,如“SGS报告”等);品管部可以根据批量大小、价值贵重程度来对供应商所提供产品的材质进行一次确认。
5.1.1.5下列几项物料必须由品管部进料检验:a)生产性原材料。
b)外发加工产品。
c)包装材料等。
5.1.2需应用下列一种或多种方法进行验收、检验5.1.2.1接收检验及测试:a)核对材质证明(限自购原材料,样品或来料加工产品可不需要提供材质证明),核对供应商提供的相关文件。
b)依《检验标准书》逐项检验与填写[进料检验报告],无《检验标准书》时,依图面求或样板检验,检验结果可直接记录于[进料检验报告]上。
c)凡属客户提供来料进行加工,如无图面,依据客户提供的规格进行检验;如既无规格又无图面,IQC只针对其外观进行检验并记录于[进料检验报告]上。
质量检验控制流程图

10
提料
过程检验
N
技术分析
1.IPQC(制程检验员)对半成品工艺材质和作业手法进 行。2.有品质异常时技术部进行技术分析出矫正方案
1.装配组按照配置清单领料。2.对物料进行自检合格才
11
成品装配
可装配。3.现场加工部位要通知检验员确认。4.严格按
照作业指导书的工艺作业。
N产品损坏或其他异常
4.检验不合格请生产部重工后再送检。
15
装柜发货
1.样品确认后根据订单可进行外购件的批量采购普和半 成品加工; 2.自检物料合格才可生产,严格按规范操作; 3.过程不良时要按技术部的方案进行重工处理,并通知 质检员确认。 1.对供应商物料核对数量及规格查看包装完整性必须标 识有送货单,2.报检给IQC(进料检验)。3.实物不符 或检验不合格时请通知采购与供应商联络办理退货手续 。 1.核对确认样品以及技术图纸。2.按检验规范和技术参 数的要求进行检验。3.合格后在实物包装上贴上“合格 ”标签并通知仓库入库。4.有不合格品超出允收水准, 通知仓库要求退货。5.将不合格事件知会采购,通知供 应商改善。
1.根据技术参数要求外购件样品购买; 2.购买的样品要有说明书,出厂检验报告,安全器件要 有注册检验报告或者认证证书,特殊要求材料要有第三 方检验材料成份报告; 3.进行制样或者小批量生产。
1.技术员对样品进行全面的试验; 2.符合技术要求的要贴合格标签并签名; 3.样品不符合返回图纸设计到制样重新跟踪解决。
质量检验控制流程图
步 骤 采购
仓库
部门 质量
生产
技术
说明
1
图纸设计 1.根据订单要求设计产品
2
IPQC车间巡检程序文件

英富立灯饰有限公司内部运作程序文件质检部文件发行日期:2007年06月01日文件生效日期:2007年06月01日本公司对此文件保留最终解释权制订:质检部审核:日期:1. 目的为确保产品符合品质要求,避免生产过程中出现大批不合格品,从而提生产效率。
2. 范围适用于本公司产品生产制程检验作业。
3. 权责生产部负责生产及自主检验。
质检部负责制程巡回检验及品质控制。
4. 定义自我检验:生产部作业员在作业过程中按“作业指导书”作业,并对生产工艺、产品进行自检互检,提高产品品质。
巡回检验: PQC人员对生产工艺、产品进行定时巡回检验,并按检验标准进行检验并作记录。
首件检验:每批订单正式投产前,机台或模具维修后,应先做首件产品由PQC进行检查、确认。
(确认合格后方可正式生产)5. 作业内容PQC作业流程图(附件一)产品需要做首件时,生产部应做首件产品交质检部PQC检查,PQC依《成品出厂检验标准》检验,并将检验结果记录于“首件检验表”,由质检部主管核准合格后,方可正式量产。
生产部在生产过程中应依据产品《作业指导书》要求做好产品自检互检工作。
PQC巡回检验时,依《作业指导书》及《成品出厂检验标准》,判定生产工艺及产品是否合格。
PQC每日必须依据《QC工程图》及《成品出厂检验标准》之检查项目进行抽检并将结果记录于“巡检报告表”上。
巡回检验时对异常情况的处置5.6.1 PQC在巡回检验过程中发现质量不良时,要现场督导拉长/组长作出品质改善,直到合格为止。
5.6.2对于不良品,生产部对不良品进行隔离标识,由质检部(必要时技术部共同参与)出处理方案,生产部按处理方案处理。
并将不合格品按《不合格品管制程序》处理5.6.3当巡检中发现有重大质量问题时(如材料用错、整批规格不符合),PQC发出《品质异常联络单》,生产部执行《品质异常联络单》上的意见。
技术部、质检部、生产部门进行原因分析,并提出处理方案,生产部处理方案生产,质检部验证处理方案的可行性。
QC流程图参考

4
仓库发料
无
按照投料单发 发料规格/型号数 料 量/RoHS检查 2 ESD检查 手腕带 1 工作台面
3次/天(手腕带) 静电测试记录表 IQC检查员 IQC工程师 ) 1次/天(静电台面) 静电巡检表 每批次 物料烘烤记录 工程师 物料员 工程主管 SMT主任
5
SMT物料烘 烤箱 烤
对湿度敏感元 温度 件进行烘烤 2 ESD检查 手腕带 1 工作台面
SMT主任 工程师
反馈分析 原因调查 再分析 或重新设 定
3 定期保养 4 ESD检查 9 修理 烙铁 1 不良品修理
设备定期保养 手腕带测试 静电台面 烙铁温度 接地电阻
FMZZ071,110 技术员 静电测试记录表 作业员 静电巡检表 技术员 烙铁温度测试表 修理员 修理班长
工程师 车间主任 工程主管 修理班长 工程师 原因调查 再分析 或重新设 定
手工清洗 目视检查 目视检查 保养及维护 仪器测量 工程 仪器测量 SMT 检查 首件检查 保养及维护 仪器测量
检验频率 一线:每片;二 线:1PCS/每班(上 班印刷稳定后) 1次/天 生产转线时 首次使用 日/周/月保养 3次/天(手腕带)
检验方法 记录 SPK的计算
担当 技术员
负责人 SMT主任 班长 班长 工程师 工程师 技术员 工程主管 工程师 工程师 工程师 技术员
3次/天(手腕带) 静电测试记录表 IQC检查员 IQC工程师 ) 1次/天(静电台面) 静电巡检表 1次/ 班 每罐 每罐 每罐 每罐 每片 工程师 工程主管 工程师 工程师 SMT主任 SMT主任 SMT主任 工程师 1/8
6
锡膏印刷 (B面)
冰箱 锡膏Leabharlann 动搅拌 机 锡膏自动印刷 机 钢网 CKD VP5000
QC作业流程及规范

品质部总作业流程图1、目的为了使QC明确其岗位职责,规范QC检验程序,使之标准作业检验,以达到QC管理合理化及检验规范化。
2、运用范围凡本公司进料、出货、在制品、半成品、成品、异常处理均属。
3、职责3.1主管负责QC运作流程、管理制度的制定及检验员培训;3.2 IQC来料检验3.3 IPQC制程巡检抽检3.4 PQC 产品制程全检3.5 QA 成品出货检验4、QC作业检验内容4.1 IQC来料检验,供应商送货入库,仓库将物料放置于物料待检区,IQC依照送货单,BOM对物料的名称规格、数量、功能进行抽检。
按照检验标准对物料进行判定,将抽检结果,记录于《来料检验报表》,判定合格,在仓库入库单签字确认,判定NG,开出《品质异常单》,经上级确认后,通知仓库、采购要求退货。
4.1.1目前主要检验以下物料:A.LED灯管。
LED灯管分为单色、双色、全彩、单双色点阵模块、表贴3528等,常见的为直插式346、546灯管,IQC检验员首先从外包装检验,包装是否完整、标识是否详细,是否混料、灯管脚是否发黑、包装袋漏气。
按照送货的数量,以千分之五的比列,从各箱各包装抽取检验样品数量,用治具测试发光颜色是否正常。
抽检完毕,依照IQC检验流程,开出或记录相应的报表,进行验收或退货。
4.1.2 箱体,常见的箱体分为:简易箱体、防水箱体、航空箱体。
包装需薄塑包裹,是否有色差、是否变形、破损,按照送货单、BOM,用卷尺测量其规格,用同规格的模组或底壳装于箱体上,包括箱体配件(电源板、连接片或连接扣、系统板)检验孔位是否能与配件对称,检验完毕,依照IQC检验流程,开出或记录相应的报表,进行验收或退货。
4.1.3 PCB板、驱动板、后焊材料(排针系列),首先检查其包装是否完整、标识详细。
IQC依照送货单、BOM核对其物料的规格、数量,从各箱各包装抽取2至5片,检查其表面的线路、丝印、是否变形、是否破损。
排针需用卡尺,按照BOM上的规格针长,测量其针长度。
IPQC工作流程

制
检,并填写《注塑制程巡回检验报表》。
程
b 当出现异常应知会到生产部进行调试,并 将不良品进行隔离、标识等后续处理,出
检
现批量不良时应开具《品质异常联络单》
验
对于生产包装OK的产品应对产品进行抽
流
检,防止不良的流出(所有抽检的产品应 c 对其进行还原处理)
程
应核对物料标签是否填写正确(包括物料
编号、工单号、品名、规格、生产日期
文件名称
作业流程
检验 序 流程 号
流程详细说明
塑胶部生产组长按照《塑胶部生产排期》 通知技术人员进行生产安排,技术人员在 a 接到生产通知时,需按照要求对所需生产 的产品严格按照《成型条件记录卡》对产 品进行调试。
技术人员在按照《成型条件记录卡》调试 好产品后,需自检产品无外观性不良的情 b 况下,然后填写《塑胶制品首件确认单》 并取两啤样品送至IPQC办公室。
首件送检 NG
OK 首件单的确认
生产部 IPQC
《塑胶制品首件确认单》属于
《成型条件记录卡》 生产部填写的内容(工单号、
《塑胶制品首件确认单 物料名称、物料编号、模具编
》
号、材质、颜色、外观检验结
果)必需填写清晰、完整及正
确检验《塑胶制品首件确认单》
《塑胶制品首件确认单 上上述所填写的内容是否有错
》
验
生产部根据IPQC抽检判定OK的产品进行入
流
库 b
程
制 作:
xxx电器(深圳)有限公司
塑胶部 首件调试
塑胶部IPQC检验流程
流程图 品质部
项目部
责任人
生产部
文件编号: WI-PCD-045
版本:
A0 页次: 1/1相关文件及表单Fra bibliotek相关要求
IPQC工作流程图

●终检:当一批产品生产结束后转序前 FQC 对其外观、软硬度进行全检,功能进 行抽检,依据相关检验标准进行判定。
领料备产:领料准备生产;
生产部
首检:批格首件交 FQC
巡检:对各个工序进行巡查,抽检
IPAC 及班组 长
现场 QC 及班 组品质主管
●自检:操作员在生产中每隔半小时或生 产出 5--10PCS 产品后要对照首件自检,看 产品的外观、形状是否出现变形后有漏工 序的现象。发现异常要及时通知生产管理 人员或 IPQC 确认处理。
入仓保存;
检验员/仓管
存档:把各项检验记录,检查记录, 员
整改意见书等保存起来。
品质部:IPQC 工作流程
工作流程
领料
首件确认
OK
NG OK
反馈、改进
批量生产 OK
员工自检
NG
OK
巡检
NG OK
终检
NG 标识、隔离
下工序
OK
通知车间主管或 班组长改进
全 返报 检 工废
转下工序
重检
检验概述
流程概述
责任部门或 人员
●首检:首件产品生产组长要先自检,确 定产品符合生产单要求和客户要求后再交 IPQC 确认。(不可不自检就交巡检确认, 如巡检确认不合格一次,生产需返工一次, 这样来回确认可能会耽误很多时间)
检验合格:转下道工序;
检验不合格:通知班组长或主管, 检验员
检验和试验控制程序(含流程图)
文件制修订记录1.0目的建立一个适合于对公司生产的所有产品(包括半成品与成品)及用于公司生产的所有原物料、辅料、零配件的检验与试验程序,规范公司的检验与试验作业,确保公司生产的产品质量/HSF达到客户所需的要求。
2.0范围:2.1适用于公司产品实现过程中所有物料包括原材料、半成品、成品的检验与试验。
2.2适用于公司制程管理值的验证作业。
3.0定义:3.1 IQC:Incoming Quality Control 指进料质量控制,即进料检验。
3.2 IPQC:In-process Quality Control 指生产过程中的质量控制,即制程检验,包含对产品以及生产过程中质量控制状态的检查与监视。
3.3 FQC:Final Quality Control制造过程最终检查验证,本公司指入库前的检验过程。
3.4 OQC:Outgoing Quality Control 指产品出货前由品质检验员对其进行的检验。
3.5 SQE:Supplier Quality Engineer 供应商质量工程师。
3.6 QE: Quality Engineer 质量工程师。
3.7自主检验:由操作员对本岗位材料、半成品、成品的检查,发现问题自己及时向直接上司汇报并作相应处理;同时也必须对过程质量(包括参数设定及是否按作业指导书要求作业等)的监控。
3.8首件检查:指生产者和技术员对生产调试阶段生产出来的产品(成品或半成品)进行确认并由品质检验员对其进行检验。
3.9巡检:指由品质检验员即IPQC人员对生产过程中的产品随机抽样检验或对制程过程状态(包括参数设置及是否按作业指导书要求作业等)的检查。
3.10抽检:指品质人员定期或定量对过程或项目进行抽样检查。
3.11半成品:指本公司还需要经下工序加工或装配后才能出货给客户的零组件。
3.12成品:指本公司可直接出货给客户的产品,对客户而言可能是半成品。
3.13原材料:指用于生产/加工成品的原料如塑胶粒、钢材等和组装产品用的零配件如螺丝、螺母、贴纸、辅料等,也包括包装产品用的包装材料如气泡袋、珍珠棉、PE袋、纸箱等。
总厂IPQC工程图(SMT组)

贴片领料记录表
喷码上料记录表
设备点检表
首件确认表 上料记录表
设备点检表 炉温参数设置记 录表 全检记录表
试用版 1/6 品质记录 异常处理
维修记录表
SMT巡检表 制程抽检表
全检记录表 物料交接记录表
SOP SIP
喷码机
200
每批
目检
SMT 设备
SOP SIP
锡膏印刷机 锡膏搅拌机
1次
日 目检/测试 换机种
SMT 设备
锡膏印刷 锡膏保存期限 锡膏保存期限:自生产日期起6个月 锡膏保存温度:3℃~10℃ 锡膏保存温度 锡膏搅拌速度 锡 搅拌速度:1000 锡膏搅拌时间:搅拌3~5分钟 膏搅拌时间 工单要求 物料件上机 chip 贴片 组件位置/极性 贴片机保养 气压设置 要求 :BOM、附件 物料件上机:核对料站待上线物料 组 件位置:极性 :NL 首件:BOM核对 电流,串联,并联 贴片机保养:依保养计划 气 压设置:0.5-0.6mpa
测试
SMT 品检部
测试治具
SMT
文件编号 产品名称 流程图 所以模组防水/不防水产品 管制项目 无杂物、多件、 断路、短路、反 贴、浮高、错件 、缺件、损件、 锡量不足、锡量 过多、锡尖、虚 焊等现象 巡检/抽检
日上光电有限公司 QC工程图
管制标准
制定 审核 工程规范
焦飞龙 仪器 设备 工/治具 测试治具 可调电源 亚克力板 万用表
SOP SIP
搅拌机/冰箱
1次
1罐
依仪器显示 为标准
SMT 设备
BOM 派工单
贴片机
1次
日 首件
目检
SMT 设备
回流焊
温度、速 度
IPQC制程检验流程图
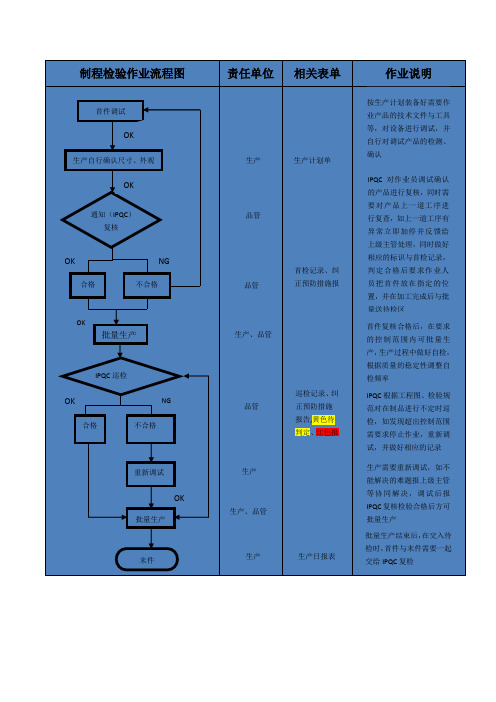
首件调试
OK
生产自行确认尺寸、外观
OK
通知(IPQC) 复核
OK
合格
NG
不合格
OK
批量生产
IPQC 巡检
OK
NG
合格
不合格
重新调试
OK
批量生产
末件
责任单位 相关表单
生产
生产计划单
品管
品管
首检记录、纠 正预防措施报
告
生产、品管
品管 生产
巡检记录、纠 正预防措施 报告,黄色待 判定、红色报 废标识
批量生产结束后,在交入待 检时,首件与末件需要一起 交给 IPQC 复检
首件复核合格后,在要求 的控制范围内可批量生 产,生产过程中做好自检, 根据质量的稳定性调整自 检频率
IPQC 根据工程图、检验规 范对在制品进行不定时巡 检,如发现超出控制范围 需要求停止作业,重新调 试,并做好相应的记录
生产需要重新调试,如不 能解决的难题报上级主管 等协同解决,调试后报 IPQC 复核检验合格后方可 批量生产
生产、品管
生产
生产日报表
作业说明
按生产计划装备好需要作 业产品的技术文件与工具 等,对设备进行调试,并 自行对调试产品的检测、 确认
IPQC 对作业员调试确认 的产品进行复核,同时需 要对产品上一道工序进 行复查,如上一道工序有 异常立即加停并反馈给 上级主管处理,同时做好 相应的标识与首检记录, 判定合格后要求作业人 员把首件放在指定的位 置,并在加工完成后与批 量送待检区
002IPQC制程检验标准
深圳真朴科技有限公司X Y E L E C T R O N I C S T E C H N O L O G Y C O , LT D 文件编号 文件版本IPQC 制程检验规范ZP-06-002 制定/变更状况 变更页码 (分页/总 页)/A/0版 次A/0生效日期2017-9-18制定/变更内容摘要文件发行备 注制 制定部门 品管组 分 分发部门 总经理 管理者代表 文控中心 品管组 分发份数 1份 1份 1份 1份 发定 制定者 审 核审批 批 准要求 分发部门 分发份数分发部门分发份数深圳真朴科技有限公司文件名称:IPQC 制程检验规范 文件编号:ZP-06-002一、 目的: 为 IPQC 制程检验提供检验依据和标准,确保检验工作规范,判断准确。
二、 适用范围: 本公司所有的组装产品的检验均适用。
三、 职责: 1 IPQC:按照此规范的要求进行制程检验工作。
2 QC 主管:督导 IPQC 实施此规范并监察执行状况。
四、 制程检验: 4.1 首件确认 4.1.1 生产进行前,IPQC 检验员必须进行首样确认,禁止无首件确认生产; 4.1.2 巡检员在《首末件检验表》中记录检验结果,并将检测结果反馈给生产部门; 4.1.3 若发现首件不良现象,需填写《异常处理单》反馈至生产主管停止生产,改善后重新确 认合格后,方可正常生产; 4.1.4 确认合格的首件需单独放置与拉尾。
4.2 巡检确认 4.2.1 生产过程中 IPQC 需每隔 2 小时巡检一次,每次检查 5pcs,记录于《巡检记录表》中。
4.2.2IPQC 在巡检过程中发现不合格产品时,应立即要求组装线停线整改,同时将巡检不合版本号:A/0页数:第 1 页 共 2 页 日期:2017 年 9 月 18 日格时段的产品隔离,填写《异常处理单》要求组装线整改,改善后必须按首件检验流程重新检 验确认。
4.3 末件确认 4.3.1 组装结束或换线时,生产线必须向 IPQC 提交末件样品进行末件检验确认,检验结果记 录于《首末件检验表》中; 4.3.2 若出现不良,按照巡检异常处理流程处理. 五、 记录 《异常处理单》 《首末件检验表》 《巡检记录表》六、流程图制程检验流程图首件制作、自检IPQC 确认OK 批量生产IPQC 巡检OKNG G 开异常处理单生产实施纠正持续生产/包装。