数控车工初级、中级图纸大全
数控车床图纸

数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
图形的型值点的坐标值:
1,X16 Z-8 2,X16 Z-13 3,X20 Z-15 4,X20 Z-33 5,X26 Z-36 6,X26 Z-42
数控车床图纸
数控车床图纸 控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控程序编程的数控车床图纸(作业)
数控车床图纸
此课件下载可自行编辑修改,供参考! 感谢你的支持,我们会努力做得更好!
数控车床图纸数控程序编程的参考解答编辑ppt数控车床图纸数控程序编程的参考解答编辑ppt数控车床图纸数控程序编程的参考解答编辑ppt数控车床图纸数控程序编程的参考解答编辑ppt数控车床图纸数控程序编程的参考解答图形的型值点的坐标值
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控程序编程的数控车床图纸(作业)
数控车床图纸
此课件下载可自行编辑修改,供参考! 感谢你的支持,我们会努力做得更好!
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
图形的型值点的坐标值:
1,X16 Z-8 2,X16 Z-13 3, Z-15 4,X20 Z-33 5,X26 Z-36 6,X26 Z-42
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控程序编程的数控车床图纸参考! 感谢你的支持,我们会努力做得更好!
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
数控车床图纸
数控车床图纸 数控程序编程的参考解答
图形的型值点的坐标值:
1,X16 Z-8 2,X16 Z-13 3,X20 Z-15 4,X20 Z-33 5,X26 Z-36 6,X26 Z-42
数车中级加工图纸

《数控车工》(四级)答题卷试题代码:1.1.1-1.1.8试题名称:轴类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)答题卷试题代码:1.2.1-1.2.8试题名称:盘类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)试题单试题代码:1.1.1试题名称:轴类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.1.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
(3)螺纹底径按螺纹手册规定编程。
(4)螺纹左旋、右旋以虚拟仿真机床为准。
(5)每次装夹加工只允许有一个主程序。
(6)第一次装夹加工主程序名为O0001(FANUC)或P1(PA),第二次装夹加工主程序名为O0002(FANUC)或P2(PA)。
注:盘符路径由鉴定站所在鉴定时指定。
《数控车工》(四级)试题单试题代码:1.2.1试题名称:盘类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.2.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
数控车工 普车操作图纸大全

序号质检内容配分评分标准
1 外圆公差四处6x4 超0.01扣2分,超0.02不得分
序号质检内容配分评分标准
1 外圆公差二处5x
2 超0.01扣2分
序号质检内容配分评分标准
说明: 1.此件用课题(一)改制。
序号质检内容配分评分标准
序
质检内容配
评分标准
序号质检内容配分评分标准
1 外圆公差三处5x3 超0.01扣2分
2 外圆 Ra3.2 三处3x
3 降一级扣3分
3 三角螺纹二处14x2 超差乱牙牙不正扣分
4 螺纹 Ra3.2 二处7x2 降一级扣4分
5 螺纹长度二处4x2 超差不得分
序号质检内容配分评分标准
1 外圆公差三处4x3 超0.01扣2分
项目内容配分评分标准150.05
序号质检内容配分评分标准
1 Ø40 Ra3.
2 二
10/4 超0.02 或Ra>3.2不得分处
牙型角:30°螺距:P 牙顶间隙:a c
螺距1.5~5间隙0.25
序号质检内容配分评分标准
序号质检内容配分评分标准 35
检测内容配分
技术要求:。
数车中级加工图纸

《数控车工》(四级)答题卷试题代码:1.1.1试题名称:轴类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)答题卷试题代码:1.2.1试题名称:盘类零件编程与仿真(一~八)考生姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片二.数控刀具卡片《数控车工》(四级)试题单试题代码:1.1.1试题名称:轴类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.1.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
(3)螺纹底径按螺纹手册规定编程。
(4)螺纹左旋、右旋以虚拟仿真机床为准。
(5)每次装夹加工只允许有一个主程序。
(6)第一次装夹加工主程序名为O0001(FANUC)或P1(PA),第二次装夹加工主程序名为O0002(FANUC)或P2(PA)。
注:盘符路径由鉴定站所在鉴定时指定。
《数控车工》(四级)试题单试题代码:1.2.1试题名称:盘类零件编程与仿真(一)考生姓名:准考证号:考核时间:90(min)1、操作条件(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.2.1)。
2、操作内容(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
(完整版)数控车工普车操作图纸大全

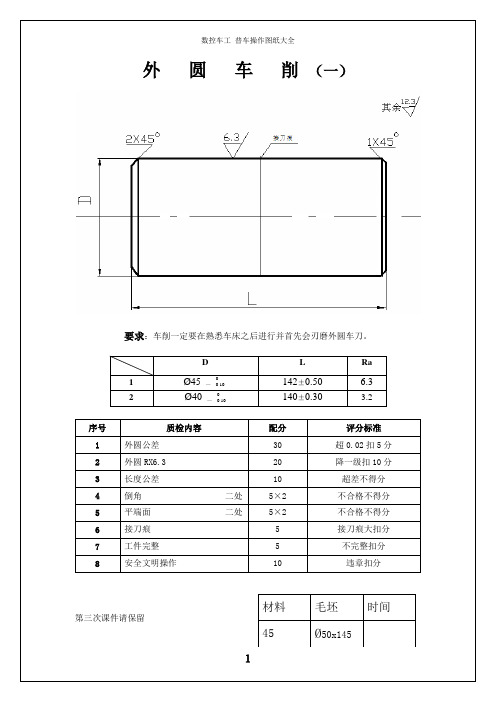
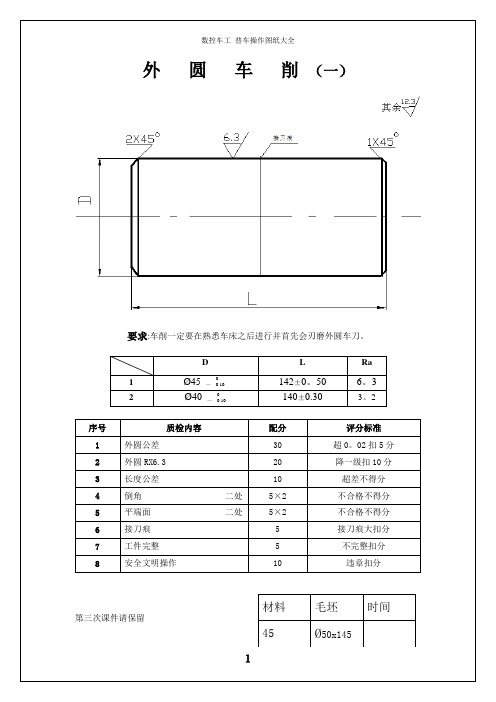
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45—00.10142±0.50 6.32 Ø40—00.10140±0.30 3.2序号质检内容配分评分标准1 外圆公差30 超0.02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分第三次课件请保留材料毛坯时间45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0.01扣2分2 外圆Ra3.2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A.B型中心钻。
数控车工 普车操作图纸大全

序号质检内容配分评分标准
1 外圆公差四处6x4 超0.01扣2分,超0.02不得分
序号质检内容配分评分标准
1 外圆公差二处5x
2 超0.01扣2分
序号质检内容配分评分标准
说明: 1.此件用课题(一)改制。
序号质检内容配分评分标准
序
质检内容配
评分标准
序号质检内容配分评分标准
1 外圆公差三处5x3 超0.01扣2分
2 外圆 Ra3.2 三处3x
3 降一级扣3分
3 三角螺纹二处14x2 超差乱牙牙不正扣分
4 螺纹 Ra3.2 二处7x2 降一级扣4分
5 螺纹长度二处4x2 超差不得分
序号质检内容配分评分标准
1 外圆公差三处4x3 超0.01扣2分
项目内容配分评分标准150.05
序号质检内容配分评分标准
1 Ø40 Ra3.
2 二处10/4 超0.02 或Ra>3.2不得分
2 Ø58 Ra3.2 1/1 超差或Ra>3.2不得分
牙型角:30°螺距:P 牙顶间隙:a c
螺距1.5~5间隙0.25
序号质检内容配分评分标准
序号质检内容配分评分标准
35 Ra1.6
检测内容配分
技术要求:。
数控车工 普车操作图纸大全讲解
序号质检内容配分评分标准
1 外圆公差四处6x4 超0.01扣2分,超0.02不得分
序号质检内容配分评分标准
1 外圆公差二处5x
2 超0.01扣2分
序号质检内容配分评分标准
说明: 1.此件用课题(一)改制。
序号质检内容配分评分标准
序
质检内容配
评分标准
序号质检内容配分评分标准
1 外圆公差三处5x3 超0.01扣2分
2 外圆 Ra3.2 三处3x
3 降一级扣3分
3 三角螺纹二处14x2 超差乱牙牙不正扣分
4 螺纹 Ra3.2 二处7x2 降一级扣4分
5 螺纹长度二处4x2 超差不得分
序号质检内容配分评分标准
1 外圆公差三处4x3 超0.01扣2分
项目内容配分评分标准150.05
序号质检内容配分评分标准
1 Ø40 Ra3.
2 二处10/4 超0.02 或Ra>3.2不得分
2 Ø58 Ra3.2 1/1 超差或Ra>3.2不得分
牙型角:30°螺距:P 牙顶间隙:a c
螺距1.5~5间隙0.25
序号质检内容配分评分标准
序号质检内容配分评分标准
35 Ra1.6
检测内容配分
技术要求:。
数控车工 普车操作图纸大全
外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
D L Ra1 Ø45 —0 0.10142±0。
50 6。
32 Ø40 —0 0.10140±0.303。
2序号质检内容配分评分标准1 外圆公差30 超0。
02扣5分2 外圆RX6.3 20 降一级扣10分3 长度公差10 超差不得分4 倒角二处5×2 不合格不得分5 平端面二处5×2 不合格不得分6 接刀痕 5 接刀痕大扣分7 工件完整 5 不完整扣分8 安全文明操作10 违章扣分材料毛坯时间第三次课件请保留45 Ø50x145阶台车削(二)序号质检内容配分评分标准1 外圆公差三处10x3 超0。
01扣2分2 外圆Ra3。
2 三处6x3 降一级扣3分3 长度公差三处4x3 超差不得分4 倒角二处3x2 不合格不得分5 平端面二处4x2 不合格不得分6 清角去锐边四处2x4 不合格不得分7 工件完整 5 不完整扣分8 安全操作10 违章扣分材料毛坯时间45 Ø50x150多阶台车削(三)序号质检内容配分评分标准1 外圆公差六处5x6 超0。
01扣2分,超0.02不得分2 外圆Ra3。
2 六处3x6 降一级扣2分3 长度公差六处3x6 超差不得分4 倒角二处2x2 不合格不得分5 清角去锐边十处10 不合格不得分6 平端面二处2x2 不合格不得分7 工件外观 6 不完整扣分8 安全文明操作10 违章扣分此件用上次课件改制材料毛坯时间45一夹一顶车削(四)序号质检内容配分评分标准1 外圆公差四处8x4 超0。
01扣2分,超0。
02不得分2 外圆Ra3。
2 四处4x4 降一级扣2分3 长度公差四处3x4 超差不得分4 倒角二处3x2 不合格不得分5 清角二处2x3 不合格不得分6 平端面二处3x2 不合格不得分7 中心孔 5 不合格不得分8 工件外观7 不完整扣分9 安全文明操作10 违章扣分要求:会正确使用A。
数控车工 普车操作图纸大全
序号质检内容配分评分标准
1 外圆公差四处6x4 超0.01扣2分,超0.02不得分
序号质检内容配分评分标准
1 外圆公差二处5x
2 超0.01扣2分
序号质检内容配分评分标准
说明: 1.此件用课题(一)改制。
序号质检内容配分评分标准
序
质检内容配
评分标准
序号质检内容配分评分标准
1 外圆公差三处5x3 超0.01扣2分
2 外圆 Ra3.2 三处3x
3 降一级扣3分
3 三角螺纹二处14x2 超差乱牙牙不正扣分
4 螺纹 Ra3.2 二处7x2 降一级扣4分
5 螺纹长度二处4x2 超差不得分
序号质检内容配分评分标准
1 外圆公差三处4x3 超0.01扣2分
项目内容配分评分标准150.05
序号质检内容配分评分标准
1 Ø40 Ra3.
2 二
10/4 超0.02 或Ra>3.2不得分处
牙型角:30°螺距:P 牙顶间隙:a c
螺距1.5~5间隙0.25
序号质检内容配分评分标准
序号质检内容配分评分标准 35
检测内容配分
技术要求:。
(完整版)数控车工普车操作图纸大全
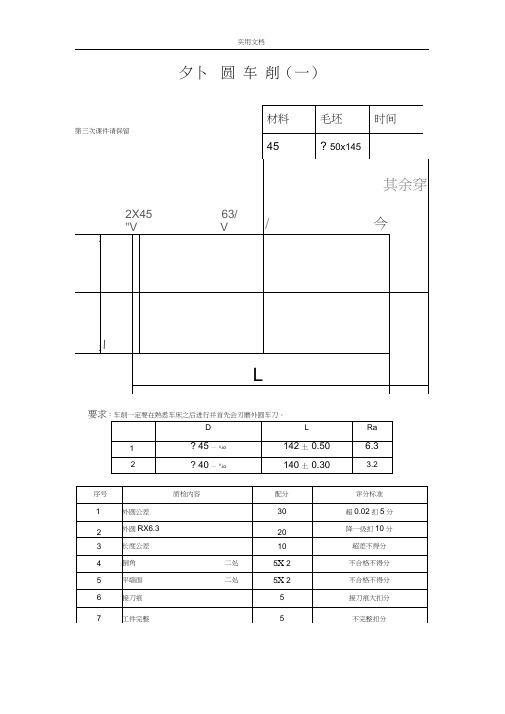
夕卜圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。
阶台车削(二)序号 质检内容 配分 评分标准1 外圆公差六处 5x6 超0.01扣2分,超0.02不得分2 外圆Ra3.2六处 3x6 降一级扣2分3 长度公差六处 3x6 超差不得分4 倒角二处2x2 不合格不得分 5 清角去锐边十处 10 不合格不得分 6 平端面二处 2x2 不合格不得分 7 工件外观 6 不完整扣分 8安全文明操作10 违章扣分 此件用上次课件改制材料毛坯时间45\7三亠 •肖车台阶多5C -> 人~11FO余其D卜OJQ H —o OO2GVXL10a十・Oa Q卄o£zs- 10其余弓序号 质检内容配分 评分标准1 外圆公差四处 8x4 超0.01扣2分,超0.02不得分2 外圆Ra3.2 四处 4x4 降一级扣2分3 长度公差 四处 3x4 超差不得分 4 倒角 二处 3x2 不合格不得分5 清角 二处2x3 不合格不得分 6 平端面 二处3x2 不合格不得分 7 中心孔 5 不合格不得分 8 工件外观 7 不完整扣分 9安全文明操作10违章扣分要求:会正确使用A . E 型中心钻。
会使用活顶尖一夹一顶车削(四)、■/ —[z' 7CU112Q±D10. i5±o,ig1寸 U1 0i此件用课件(三)改制材料毛坯时间45,1x45*3.2 r20tO.lC◎矩形槽车削(五)骨口, 序号质检内容配分 评分标准1 外圆公差 四处 6x4 超0.01扣2分,超0.02不得分2外圆Ra3.2 四处 3x4 降一级扣2分 3 外沟槽 四处 6x4 超差槽壁不直扣分4 长度公差 四处 3x4 超差不得分5 倒角 二处2x2 不合格不得分 6 清角去锐边 5一处不合格扣0 .5分7 平端面 二处2x2不合格不得分 8 中心孔 2 不合格不得分 9 工件外观 5 不完整扣分 10安全文明操作7违章扣分e暑LD电n u J1co£1 cd I \Ti CdIJ 土 11匚〒1UT10101015^16-0,JO要求:会刃磨槽刀及切断刀。