模仁材料的选择
模具设计之模仁挤紧块设计标准

模具设计之模仁挤紧块设计标准模具设计之模仁挤紧块设计标准1. 前言模具设计是现代制造业中至关重要的一环,而模具中的模仁挤紧块设计更是其中的关键环节之一。
本文将针对模具设计中的模仁挤紧块设计标准进行深入探讨,希望能够为读者全面解析模仁挤紧块设计的原理、标准和优化方法,为设计和制造工作者提供有价值的参考。
2. 模仁挤紧块设计的原理在模具设计中,模仁挤紧块是起着非常重要作用的零部件。
它通过挤压模具中的工件,实现对工件的固定和稳定。
在模具工作时,模仁挤紧块的设计原理在于通过外力使模具零件保持在一定位置,防止在模具的运动过程中发生松动和位移,确保了模具的加工精度和稳定性。
3. 模仁挤紧块设计的标准在实际的模具设计中,模仁挤紧块的设计需要符合一定的标准,以确保模具工作的精度和可靠性。
模仁挤紧块的材料需要选择高强度、耐磨损和耐腐蚀的材料,同时需要符合相关的材料标准和规范。
模仁挤紧块的结构设计需要考虑挤紧力的大小和均匀性,以及对模具零部件的保护作用。
还需要考虑模仁挤紧块的安装方式和调整方式,以方便模具的调试和维护。
4. 模仁挤紧块设计的优化方法为了进一步提高模具的加工精度和稳定性,模仁挤紧块的设计还可以通过一些优化方法来改进。
可以通过对模仁挤紧块的表面进行特殊处理,以增加其耐磨损和耐腐蚀的能力。
在模具装配和调试的过程中,还可以结合模具工作的实际情况,对模仁挤紧块的位置和挤紧力进行调整,以达到最佳的工作效果。
5. 个人观点和理解在模具设计中,模仁挤紧块的设计是非常重要的一环,它直接影响着模具工作的精度和稳定性。
在实际的设计过程中,需要综合考虑材料、结构和安装等多个方面的因素,以确保模仁挤紧块能够发挥最佳的作用。
还需要不断地对模仁挤紧块的设计进行优化和改进,以适应不同工件的加工要求。
通过深入学习和实践,我相信模具设计中的模仁挤紧块设计会有更多的创新和突破,为现代制造业的发展做出更大的贡献。
6. 总结模具设计中的模仁挤紧块设计是一个复杂而重要的课题,它关乎着模具工作的精度和稳定性。
模具工程师招聘笔试题与参考答案(某大型集团公司)
招聘模具工程师笔试题与参考答案(某大型集团公司)(答案在后面)一、单项选择题(本大题有10小题,每小题2分,共20分)1、在模具设计中,为了确保零件能够顺利脱模,通常会在模具上设置一定的脱模斜度。
请问,对于塑料制品而言,合理的脱模斜度范围是?A. 0.5°~1.0°B. 1.0°~2.0°C. 2.0°~3.0°D. 3.0°~5.0°2、下列哪种材料不是常用的模具钢?A. Cr12MoVB. P20C. 718D. ABS3、在模具设计中,以下哪个选项不属于模具结构的基本组成部分?A、模架B、导向系统C、冷却系统D、产品成型部分4、在进行模具设计时,以下哪种材料最常用于制造模具的导柱和导套?A、铝合金B、铸铁C、不锈钢D、塑料5、模具工程师在设计模具时,以下哪个因素对模具的寿命影响最大?A. 模具材料的硬度B. 模具的润滑条件C. 模具的冷却系统D. 模具的加工精度6、在进行模具设计时,以下哪个步骤不属于模具设计的基本流程?A. 需求分析B. 设计方案确定C. 模具结构设计D. 模具制造过程监控7、在模具设计过程中,以下哪个部件通常负责保证模具的导向精度?A、模架B、冷却系统C、顶杆系统D、滑块8、在注塑模具设计中,以下哪种材料最适合用于制作小型精密模具的定模?A、铝合金B、灰铸铁C、钢D、硬质合金9、以下关于模具设计过程中常用的材料,哪种材料的熔点最高?A. 硅钢B. 铝合金C. 不锈钢D. 塑料二、多项选择题(本大题有10小题,每小题4分,共40分)1、模具工程师在模具设计过程中,以下哪些因素会影响模具的寿命?A、模具材料的选用B、模具设计的精度C、模具的冷却系统设计D、模具的润滑系统设计E、模具的加工工艺2、以下关于模具设计标准化的说法,正确的是:A、模具标准化可以提高模具的设计效率B、模具标准化有助于提高模具的互换性C、模具标准化可以降低模具的生产成本D、模具标准化可能导致模具设计的创新性降低E、模具标准化有助于提高模具的精度3、模具工程师在设计模具时,以下哪些因素会对模具寿命产生显著影响?()A. 模具材料的选择B. 模具结构设计C. 模具加工精度D. 模具润滑系统的设计E. 成型件的材料特性4、以下关于模具设计阶段的说法,正确的是?()A. 模具设计阶段是模具制造的第一步,是模具制造的基础B. 模具设计阶段主要包括模具结构设计、模具材料选择、模具加工工艺设计等C. 模具设计阶段的主要任务是确保模具能够满足产品加工要求,并具有良好的经济性D. 模具设计阶段不需要考虑模具加工过程中的质量控制问题E. 模具设计阶段应当充分利用计算机辅助设计技术5、以下哪些材料常用于制造精密模具?()A. 硅胶B. 不锈钢C. 铝合金D. 塑料E. 钛合金6、以下哪些加工方法适用于模具的精加工?()A. 电火花线切割B. 滚齿加工C. 电火花磨削D. 激光切割E. 机械切削加工7、以下哪些是模具设计中的常用材料?()A. 铝合金B. 钢铁C. 塑料D. 不锈钢E. 铜合金8、以下哪些因素会影响模具的寿命?()A. 模具材料的硬度B. 模具的设计合理性C. 模具的制造精度D. 模具的润滑条件E. 模具的使用频率9、以下哪些材料适合用于制作高精度模具?A. 硅胶B. 不锈钢C. 铝合金D. 钢合金E. 塑料三、判断题(本大题有10小题,每小题2分,共20分)1、模具工程师在模具设计过程中,必须严格遵守模具材料的选择标准,以确保模具的耐用性和性能。
塑胶模具钢材的识别和选用

仁 2. 1.2344(為德國品牌,常用於無鏡面放電要求的母模或母模框)
3. 718HH(為壹勝百品牌,用於無成品形狀母模框) 4. NAK80(為日本品牌,硬度上相當於718HH)
2.結構件部分材料選用
定位環:S55C
常用於無成品形狀之模仁框
50
用於硬度需求高的結構件 用於硬度需求高的結構件 用於硬度需求高的結構件
5.放電(VDI)規格參數表
6.D-M-E打光規格表
7.壹勝百鋼材一覽表.
壹勝百鋼材一覽表
廠家
岀廠硬度 主要成份
特性
淬火溫度
回火後硬度
用途
8.補充說明部分.
1.如何建議客戶選擇哪一種電花規格? a:首先要判斷客戶成品組裝情況,了解哪裡是外觀面,並根據成品的用途 即可做岀最合理的建議.例如如果成品需要亮面(如NCVM),則建議表 面處理規格為VDI-06,如果需要有放電花紋則建議VDI-21或VDI-24. (放電花紋太細容易划傷影響後制程.) b:通過成品反應到模具上的加工方法和加工的難易程度可做建議的另 一種依據.
CORE
③ 公模內縮
CALMAX HRC56±2° 8407MS HRC50±2° VIKING HRC56±2°
CALMAX HRC56±2°
CAVITY
8407MS HRC50±2° ④ 母模SLIDE
SKD11 HRC58±2° SKD61 HRC50±2° SKD11 HRC58±2° 8407 HRC50±2°
1.滑配件部分材料的選用
CAVITY
VIKING HRC56±2° 8407MS HRC50±2°
模仁材料的选择资料讲解
模仁材料的选择在再谈模具材料之前,我们要先了解注塑模具的一些基本的东西,首先是模具的分类,一般把模具按使用寿命的长短分五级,一级在百万次以上,二级是50万----100万次,三级在30万-----50万次,四级在10万---30万次,五级在10万次以下,一级与二级模具都要求用可以热处理硬度在HRC50左右的钢材,否则易于磨损,注塑出的产品易超差,故所选的钢材既要有较好的热处理性能,又要在高硬度的状态下有好的切削性能,当然还有其他方面的考虑。
因我很少接触国产塑胶模钢材,故只能介绍在珠三角常用的进口料。
通常选用瑞典的8407,S136,美国的420,H13,欧洲的2316,2344,083,或日本的SKD61,DC53(原为五金模材料,特殊情况下使用。
)一类的钢材。
除此外,注塑的原料及其所增加的填料对选用刚才有很大的影响,尤其是玻璃纤维对模具的磨损大。
有些塑胶料有酸腐蚀性,有些因添加了增强剂或其他改型剂,如玻璃纤维对模具的损伤大,选材时均要综合考虑。
有强腐蚀性的塑胶一般选S136,2316,420一类钢材,弱腐蚀性的除选S136,2316,420外,还有SKD61,NAK80,PAK90,718M。
强酸性的塑胶料有:PVC,POM,PBT弱酸性的塑胶料有:PC,PP,PMMA,PA,产品的外观要求对模具材料的选择亦有很大的影响,透明件和表面要求抛镜面的产品,可选用的材料有S136,2316,718S,NAK80,PAK90,420,透明度特高的模具应选S136,其次是420。
以上是从满足产品要求来说,但作为一个设计师,你只考虑这些的话,你不但不可能成为一个好的设计师,可能你的饭碗都有问题,你涉及的模具所需求的成本是重中之重,你还要考虑价格,就拿S136与2316来比较,每公斤相差55—60元,如果你选择不当,你老板不是接不到单,就是做到破产。
三级模具用预硬料多,牌号有:S136H,2316H,718H,083H,硬度HB270----340,四五级模具用P20,718,738,618,2311,2711,对于要求特低的模具,还有可能用到S50C,45#钢,即直接在模胚上做型腔。
模芯材料
模芯模芯,顾名思义指的是用于模具中心部位的关键运作的精密零件。
模芯一般结构极端复杂,加工难度非常大,造价很高,往往制造的人工支出大大超过材料的本身。
对于模芯材料的选择也直接关系到模具的造价和模具的使用寿命。
模芯包含有:拉丝模芯、陶瓷模芯、真空模芯、排气模芯、汽车部件模芯等简介模芯亦称模仁,是模具中的产品部分。
英文名称:MOULD CORE模芯材料选择的好坏,直接关系到模具的使用寿命和模具的价格。
从所生产的产品上来说,产品的需求量小,选择好的模芯材料,模具成本就增加了,对于公司来说就增加了成本支出,是一种浪费,产品的需求量大,选择差的模芯材料,达不到产量要求,模具就报废了,需要重新开模具,生产效率上不去,同样增加了模具成本。
要想合理选择模芯材料,就要先了解模具常用的模芯材料和模芯材料的特性,根据自己实际的工作经验采用不同的模芯材料非常重要。
模芯材料:P20、738、738H、718、718H、NAK80、2316、2316A、S136等,加硬模具用的材料是2344、8407、SKD11、SKD61等。
模芯材料的特性1) P20:一般适用于要求高硬度、高韧性及耐磨性的塑胶模具,氮化后可提高模具的寿命,适用于PS、PE、PP、ABS等未添加防火阻燃的热塑性塑料,在模具当中是比较常用的模仁材料,同时它的价格也比较低。
2) 738:比P20的各种性能都有所提高,738H又比738的效果更好,同时相应提高了模具的寿命。
3) NAK80:电火花加工及抛光性能都比较优良,一般在做透明度要求较高的塑料产品中比较常用。
4) 2316:适合高酸性塑料的模具,具有高的光洁度和高的防酸性,一般常用在成型PVC的塑胶材料的模具中。
5)2344:一般用在塑胶硬模,它的模具寿命可以达到100万次,但由于模具的成本比较高,适用在产品产量比较大的塑料产品中。
8407、SKD11等硬模材料亦是如此。
模芯加工设备:由于模芯的复杂性及工艺流程的难度,一般模芯的加工设备有非常之多:CNC精密加工中心、电脑加工中心、MC加工中心、慢走丝、线切割机床、磨床、光学磨床、电脑锣床、平面磨床等等。
模具设计方案

模具设计方案一、介绍模具是工业生产中常用的工具,用于制造复杂的零部件和产品。
好的模具设计方案可以提高产品质量和生产效率,因此在工业制造中具有重要的地位。
本文将探讨模具设计的几个关键方面,包括材料选择、结构设计和制造工艺等。
二、材料选择模具材料的选择对于模具设计至关重要。
一般而言,模具材料应具备高强度、抗磨损、抗腐蚀和耐高温等特性。
常用的模具材料包括工具钢、硬质合金和高速钢等。
在选择模具材料时,需要考虑到生产工艺、使用环境和成本等因素。
三、结构设计模具的结构设计直接影响产品的质量和生产效率。
合理的结构设计可以提高模具的使用寿命和加工精度。
例如,在注塑模具设计中,需要考虑产品的收缩率,并合理设计模具的尺寸。
此外,对于大型模具而言,还需要考虑模具的拆卸、组装和运输等因素。
四、制造工艺制造工艺是模具设计过程中不可忽视的一环。
精密的模具制造需要采用先进的加工设备和工艺。
常见的加工工艺包括数控加工、电火花加工和线切割等。
此外,还需要进行表面处理,以提高模具的耐磨性和抗腐蚀性。
一般而言,模具的制造过程需要经过修模、组装、调试和试模等多个阶段。
五、模具设计的创新随着科学技术的进步和工业生产的需求变化,模具设计也需要不断创新。
现代模具设计已经开始引入计算机辅助设计和仿真技术,以提高设计效率和预测模具性能。
例如,通过有限元分析可以评估模具的强度和刚度,并优化设计方案。
此外,三维打印技术的应用也为模具设计提供了新的思路,可以实现复杂结构的制造。
六、模具设计的案例以下是一个汽车零部件模具设计的案例,以说明模具设计的具体过程。
假设需要设计一个汽车车灯的注塑模具。
首先,根据产品要求和材料特性,选择适合的模具材料。
然后,根据产品的形状和尺寸,设计模具的结构,包括模仁、模座和定位系统等。
接下来,确定制造工艺,选择合适的加工设备和工艺,进行模具的加工和组装。
最后,进行模具的调试和试模,检验产品的质量和精度。
结论模具设计是一个综合性的工程,需要考虑材料选择、结构设计和制造工艺等多个因素。
塑胶模具设计规范-1
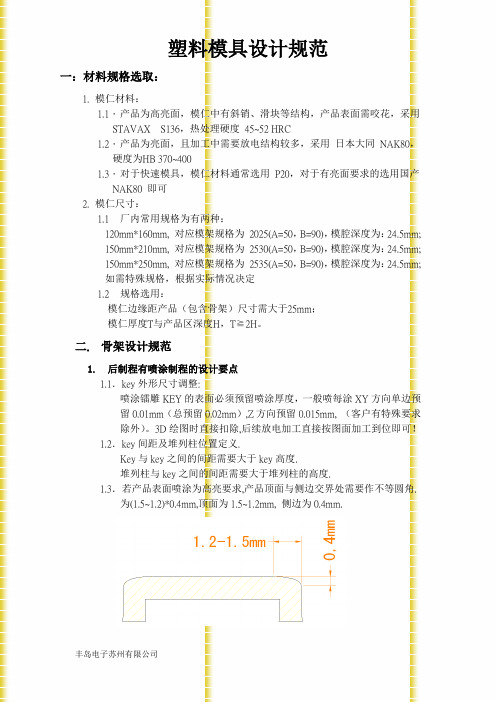
一:材料规格选取:1.模仁材料:1.1.产品为高亮面,模仁中有斜销、滑块等结构,产品表面需咬花,采用STAVAX S136,热处理硬度45~52 HRC1.2.产品为亮面,且加工中需要放电结构较多,采用日本大同NAK80,硬度为HB 370~4001.3.对于快速模具,模仁材料通常选用P20,对于有亮面要求的选用国产NAK80 即可2.模仁尺寸:1.1厂内常用规格为有两种:120mm*160mm, 对应模架规格为2025(A=50,B=90),模腔深度为:24.5mm;150mm*210mm, 对应模架规格为2530(A=50,B=90),模腔深度为:24.5mm;150mm*250mm, 对应模架规格为2535(A=50,B=90),模腔深度为:24.5mm;如需特殊规格,根据实际情况决定1.2规格选用:模仁边缘距产品(包含骨架)尺寸需大于25mm;模仁厚度T与产品区深度H,T≧2H。
二. 骨架设计规范1. 后制程有喷涂制程的设计要点1.1.key外形尺寸调整:喷涂镭雕KEY的表面必须预留喷涂厚度,一般喷每涂XY方向单边预留0.01mm(总预留0.02mm),Z方向预留0.015mm, (客户有特殊要求除外)。
3D绘图时直接扣除,后续放电加工直接按图面加工到位即可!1.2.key间距及堆列柱位置定义.Key与key之间的间距需要大于key高度.堆列柱与key之间的间距需要大于堆列柱的高度.1.3.若产品表面喷涂为高亮要求,产品顶面与侧边交界处需要作不等圆角.为(1.5~1.2)*0.4mm,顶面为1.5~1.2mm, 侧边为0.4mm.2. 后制程有印刷制程的设计要点2.1.不可有任何凸出物高于印刷面,防止凸出物刮伤网板,3.确定进(出)胶方式:按键类产品须有进胶口和出胶口,其方式主要有直接进(出)胶和搭接进(出)胶两种,进胶方式决定于产品结构:①, 产品侧边允许有毛边,或者产品周边有裙边,通常采用直接进胶.②, 产品侧边不允许有毛边,且无裙边的产品通常采用搭接进胶.C.进(出)胶位置及数量:①按键类产品如果进(出)胶选择在长边,长边尺寸小于14mm,尽量做1个进胶1个出胶的方式;(进出胶需错位) 长边尺寸大于14mm,可采用1个进胶2个出胶的方式;②按键类产品如果进(出)胶选择在短边, 采用1个进胶1个出胶的方式即可.(进出胶无需错位)③对于圆环型产品需要做1进3出,分别均匀分布在产品四周.D. 进(出)胶口尺寸:㈠对于直接进出胶:进(出)胶口宽度尺寸设计,视KEY的形状而定,通常进胶比出胶口大0.5~1.0mm。
模具钢选购指南范文
模具钢选购指南范文模具钢是用于制作模具的一种特殊钢材,广泛应用于汽车、家电、电子、塑料、五金等行业。
在选购模具钢时,需要考虑以下几个方面:1.材质选择:常见的模具钢材有优质碳结构钢、合金结构钢、冷作模具钢和热作模具钢。
不同的材质适用于不同的模具制作需求。
通常情况下,合金结构钢具有较高的硬度和耐磨性,适用于制作耐用性要求较高的模具。
2.硬度要求:模具钢的硬度是一个重要的指标,对模具的使用寿命和性能影响较大。
硬度可以通过调整钢中的合金成分来实现,一般使用硬度测试仪进行测试。
在选择模具钢时,需要根据具体的模具工作条件和要求,选择适合的硬度等级。
3.耐磨性要求:模具钢在使用过程中将与材料进行摩擦和冲击,所以耐磨性也是考虑的一个重要因素。
耐磨性较好的模具钢可以提高模具的使用寿命,降低制造成本。
常见的提高耐磨性的方法包括合金添加和表面处理等。
4.韧性要求:模具在使用过程中可能会受到较大的冲击载荷,所以其韧性也是需要考虑的因素。
韧性较好的模具钢可以提高模具的抗断裂性能,减少模具在使用过程中的意外损坏。
5.加工性能:模具钢在制造过程中需要进行热处理和机械加工,所以其加工性能也是需要考虑的因素。
加工性能好的模具钢可以提高加工效率和降低制造成本。
6.成本因素:模具钢的成本也是一个需要考虑的因素。
较高品质的模具钢价格较高,但其性能和使用寿命也较长,可以降低制造成本。
在选择模具钢时需要综合考虑成本和使用寿命等因素。
综上所述,选择适合的模具钢需要考虑材质选择、硬度要求、耐磨性要求、韧性要求、加工性能和成本因素等多个方面,以确保模具钢可以满足具体的制造需求和要求。
在选择过程中,建议与专业的模具钢供应商进行合作,综合考虑各项因素,选购适合的模具钢。
NMT工艺整理

)
)
24.2
13.4
25
13.9
26
14.4
6061
线(热)膨胀系数20-100 C°(68 212F)时为23.6um/ (m·K)【13.1um(in·F)】
6063
温度范围
C
F
20-100 20-200
68-212 68-392
20-300 68-572
平均系数
um(m·k um(in·F
)
)
温度范围
C
F
20-100 20-200 20-300
68-212 68-392 68-572
平均系数
um(m·k um(in·F
)
)
23.8
13.2
24.8
13.8
25.7
14.3
5083
温度范围
C
F
20-100 20-200 20-300
68-212 68-392 68-572
平均系数
um(m·k um(in·F
六.模具温度
1. PPS树脂的最佳模具温度为135~150℃,模具调温方面,加热棒加热方式最为理想。 使用筒式加热棒时,为防止模具内部温度不均,应增加加热棒数量,以达到温度的均衡。 另外,为达到最佳的调温效果,需要在模具与注塑机压板之间加入隔热板。
二.模仁选材
1.模具选材:选择耐磨损性、耐腐蚀性、韧性方面比较均衡的材料。一般建议选用兼具 耐磨性与耐腐蚀性的马氏体不锈钢。型材表面硬度须至少达 HRC58。我们公司选择为 8407.PPS材料浇口容易磨损,如果情况允许,浇口处做镶件,并采用热处理钢材或进行 氮化。
三.浇口选择
1.由于 PPS树脂的流动性好,因此可以采用各种浇口方式。请根据产品形状、壁厚、浇 口位置等不同的制约条件,选择最佳的浇口方式。但是,PPS树脂的伸长率小,因此, 如采用的是潜入式或牛角浇口,则需注意浇口部及树脂分流道处有可能出现的流道管壁 处断裂,所以流道大小不能太大。竖胶道斜度单边2-3度。
家用电风扇叶片注塑模具设计毕业设计

家用电风扇叶片注塑模具设计毕业设计一、引言电风扇作为一种常见的家用电器,已经成为人们日常生活中必不可少的消暑工具之一、其中,叶片作为电风扇的核心部件之一,起到驱动气流的作用。
本文将对家用电风扇叶片的注塑模具进行设计,以提升产品性能和生产效率。
二、注塑模具设计方案1.模具结构设计家用电风扇叶片的注塑模具应该采用一体式结构设计,包括模具座、固定板、模仁、剥料板等组成。
模具座为整个模具的支撑部分,固定板上设有模仁和剥料板,通过模仁的上下运动和剥料板的顶出作用来实现产品的注塑成型和脱模。
2.模仁设计模仁是注塑模具最重要的组成部分之一,其设计应考虑以下几个方面:(1)模仁材料的选择:应选择硬度高、耐磨性好、具有较高刚性和强度的材料,如优质合金钢。
(2)模仁的形状设计:应根据叶片的形状和尺寸设计出合适的模仁形状,以保证产品的精度和质量。
(3)模仁表面处理:模仁的表面应进行表面处理,如镜面抛光、硬镀铬等,以增加模具的寿命和产品的表面质量。
3.剥料板设计剥料板是用于顶出注塑件的一块板材,其设计应考虑以下几个因素:(1)材料选择:剥料板应选择具有耐磨性和高硬度的材料,如优质工具钢。
(2)形状设计:剥料板的形状应与注塑件的形状相匹配,以保证顶出注塑件的顺利进行。
(3)表面处理:剥料板的表面应进行光洁度处理,如固体润滑剂抛光、硬质膜等,以减少模具和产品之间的摩擦和磨损。
4.模具温度控制系统设计为了保证注塑过程中的温度稳定,提高产品表面质量和加工效率,注塑模具应设计合理的温控系统。
温控系统应包括模具的加热和冷却系统,以调节模具的温度。
5.模具装配和调试在进行注塑模具的装配和调试时,应按照设计要求进行,确保模具的各个部件之间的配合严密,且各个功能正常运行。
同时,还应根据实际注塑生产情况进行适当的调整和优化,以提高产品质量和生产效率。
三、总结本文主要对家用电风扇叶片注塑模具进行了设计方案的探讨。
通过合理的模具结构设计、模仁设计、剥料板设计和温控系统设计,可以有效提高产品的性能和生产效率。
常用模具钢材对照与钢材选用原则
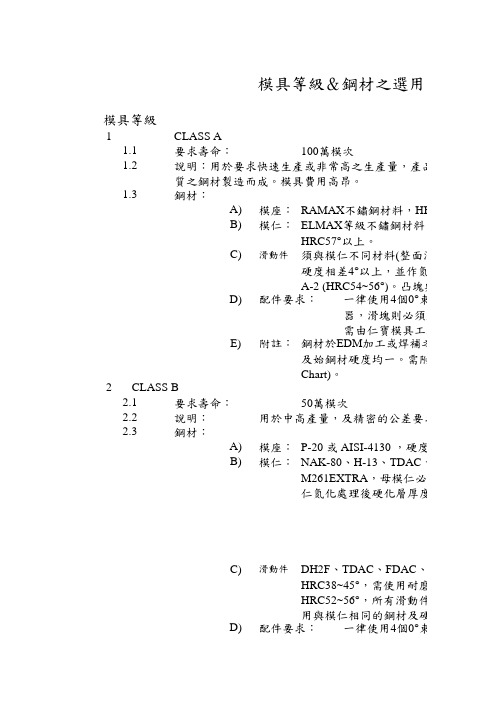
1A)模座︰B)模仁︰C)滑動件︰D)E)附註︰2A)模座︰B)模仁︰C)滑動件︰D)模具等級&鋼材之選用模具等級CLASS A1.1要求壽命︰100萬模次RAMAX 不鏽鋼材料,HRC34~38° 。
ELMAX 等級不鏽鋼材料,需熱處理至HRC57°以上。
須與模仁不同材料(整面滑塊可使用與模硬度相差4°以上,並作氮化處理。
如 S7(A-2 (HRC54~56°)。
凸塊與耐模板採用O-配件要求︰一律使用4個0°束塊於相對位置,器,滑塊則必須加裝定速器(如使需由仁寶模具工程師確認設計)。
1.2說明︰用於要求快速生產或非常高之生產量,產品尺質之鋼材製造而成。
模具費用高昂。
1.3鋼材︰鋼材於EDM 加工或焊補之後,需再行熱處及始鋼材硬度均一。
需附上熱處理程序表Treatment Chart)。
CLASS B 2.1要求壽命︰50萬模次P-20 或 AISI-4130 ,硬度為HRC28~32° 。
NAK-80、H-13、TDAC 、FDAC 、420不M261EXTRA ,母模仁必須熱處理至HRC 仁氮化處理後硬化層厚度需達0.3mm 以上DH2F 、TDAC 、FDAC 、NAK-80或H-13HRC38~45°,需使用耐磨板時,材質為 HRC52~56°,所有滑動件必須有油溝。
但用與模仁相同的鋼材及硬度。
配件要求︰一律使用4個0°束塊於相對位置,裝定位機構(如使用定位彈簧,需程師確認設計)。
2.2說明︰用於中高產量,及精密的公差要求。
2.3鋼材︰E)附註︰3A)模座︰B)模仁︰C)滑動件︰D)E)附註︰4A)模座︰B)模仁︰C)D)E)附註︰54個0°束塊於相對位置,裝定位機構(如使用定位彈簧,需程師確認設計)。
鋼材焊補之後,需再行熱處均一。
可於報價過程中議定是否選擇抗腐CLASS C 3.1要求壽命︰30萬模次3.2說明︰用於中低產量。
04节 塑料模具钢材的选择

第四节塑料模具钢材的选择模具型腔及零部件包括型腔、型芯、滑块、镶件、斜顶、侧抽等,是与塑料直接接触而成型制品的模具零部件。
模具型腔及零部件的材质直接关系到模具的质量、寿命,决定着所成型塑料制品的外观及内在质量,必须十分慎重,一般要在合同规定及客户要求的基础上,根据制品和模具的要求及特点选用。
一、模具型腔及零部件用模具钢材的选用原则:根据所成型塑料的种类、制品的形状、尺寸精度、制品的外观质量及使用要求、生产批量大小等,兼顾材料的切削、抛光、焊接、蚀纹、变形、耐磨等各项性能,同时考虑经济性以及模具的制造条件和加工方法,以选用不同类型的钢材。
1.1)对于成型透明塑料制品的模具,其型腔和型芯均需选用高镜面抛光性能的高档进口钢材:如718(P20+Ni类)、NAK80(P21类)、STAVAX ESR(420类)、H13类钢等,其中718、NAK80为预硬状态,不需再进行热处理;STAVAX ESR及H13类钢均为退火状态,硬度一般为HB160~200,粗加工后需进行真空淬火及回火处理,STAVAX ESR 的硬度一般为HRC40~50,H13类钢的硬度一般为HRC45~55(可根据具体牌号确定)。
1.2)对于制品外观质量要求高、长寿命、大批量生产的模具,其成型零部件材料选择如下:a)型腔需选用高镜面抛光性能的高档进口钢材:718;P20+Ni;NAK80;P21,均为预硬料,不需再进行热处理。
b)型芯可选用中低档进口P20或P20+Ni类钢材:如618、738、1.2738、638等,均为预硬状态;对生产批量不大的模具,也可选用国产塑料模具钢或S50C、S55C等进口优质碳素钢。
1.3)对于制品外观质量要求一般的模具,其成型零部件材料选择如下:a)小型、精密模具:型腔和型芯均选用中档进口P20或P20+Ni类钢材。
b)大中型模具,所成型塑料对钢材无特殊要求:型腔可选用中低档进口P20或P20+Ni类钢材;型芯可选用低档进口P20类钢材或进口优质碳素钢S50C、S55C等,也可选用国产塑料模具钢。
NMT工艺整理
温度范围
C
F
20-100 20-200 20-300
68-212 68-392 68-572
平均系数
um(m·k um(in·F
)
)
23.8
13.2
24.8
13.8
25.7
14.3
5083
温度范围
C
F
20-100 20-200 20-300
68-212 68-392 68-572
平均系数
um(m·k um(in·F
并保障整个内模温差不超过10度所以隔热棒要求排布均前后模仁底面模架面板底板都要加隔热板防止热量流前后模仁侧面都要加工隔热槽防止热量流失到模架上
NMT工艺介绍
NMT是金属与塑胶奈米模具成型技术的简称。在模具内将塑胶直接射出于金 属(一般为铝材)表面成型,有非常好的结合力。可用来取代传统的模内注 塑,金属铆接等技术。可以使产品能够达到轻,薄,节省空间更多空间。
前后模仁底面,模架面板底板 都要加隔热板,防止热量流 失到
隔热介子是为了保护隔热板 不被压坏同时又能隔热。
前后模仁侧面都要加工隔热 槽,防止热量流失到模架上。
热嘴必须做热 嘴套,并在热 嘴套上做隔热 槽
感温线
如图侧面模仁上六个孔。模
具上加发热棒,不做水路, 发热棒要求在700W左右,单 独测试模仁升温情况保障能 在15分钟左右升到135度。并 保障整个内模温差不超过10 度,所以隔热棒要求排布均 匀
23.4
13
24.5
13.6
25.6
14.2
7075
线(热)膨胀系数20(68°F)体积(68*10-3m3/(m3·K) )【(3.78*10-5in3/in3·F)】
塑料成型模具设计考核试卷

考生姓名:__________答题日期:__________得分:__________判卷人:__________
一、单项选择题(本题共20小题,每小题1分,共20分,在每小题给出的四个选项中,只有一项是符合题目要求的)
1.下列哪种塑料成型方法不常用于生产精密部件?()
A.注塑成型
答案:√
7.注塑成型过程中,注射压力越大,塑料的流动性越好。()
答案:×
8.模具的表面光洁度对塑料成型件的表面质量没有影响。()
答案:×
9.塑料成型模具的滑块机构主要用于成型复杂形状的制品。()
答案:√
10.塑料成型模具的维护保养可以减少模具的磨损,延长使用寿命。()
答案:√
五、主观题(本题共4小题,每题10分,共40分)
标准答案
一、单项选择题
1. C
2. B
3. C
4. C
5. A
6. D
7. B
8. D
9. D
10. C
11. D
12. C
13. C
14. A
15. B
16. B
17. A
18. A
19. D
20. A
二、多选题
1. ABCD
2. ABC
3. ABCD
4. ABC
5. ABCD
6. ABC
7. ABC
A.注塑机的性能
B.模具的设计
C.塑料的性质
D.成型环境温度
11.在塑料成型模具设计中,哪些部件属于活动部件?()
A.定模
B.动模
C.滑块
D.导柱
12.以下哪些方法可以用来提高注塑模具的排气效果?()
塑胶模具材料

塑胶模具材料塑胶模具材料是制作塑胶制品的重要基础材料,选择合适的塑胶模具材料对于模具制作和塑胶制品的质量具有至关重要的影响。
在选择塑胶模具材料时,需要考虑材料的性能、加工工艺、成本和环保等因素,下面我们来详细了解一下塑胶模具材料的相关知识。
首先,塑胶模具材料的选择应根据塑胶制品的要求来确定。
不同的塑胶制品对模具材料的性能要求不同,比如透明塑胶制品对模具的表面光洁度要求较高,而耐磨塑胶制品对模具的耐磨性要求较高。
因此,在选择塑胶模具材料时,需要充分了解塑胶制品的特性和要求,以便选择合适的模具材料。
其次,塑胶模具材料的性能包括硬度、耐磨性、耐腐蚀性、导热性等方面。
常见的塑胶模具材料有PVC、ABS、PC、PMMA等,它们具有不同的性能特点,可以根据具体的模具制作要求来选择合适的材料。
比如,对于需要耐磨性较高的模具,可以选择耐磨性较好的材料,对于需要导热性较好的模具,可以选择导热性较好的材料。
另外,塑胶模具材料的加工工艺也是选择的重要因素。
不同的塑胶模具材料在加工过程中有不同的要求,比如在注塑成型过程中,需要考虑材料的流动性、收缩率等因素,以确保模具制品的成型质量。
因此,在选择塑胶模具材料时,需要充分考虑材料的加工工艺特性,以便在模具制作过程中获得较好的加工效果。
最后,成本和环保也是选择塑胶模具材料时需要考虑的因素。
不同的塑胶模具材料具有不同的价格和环保特性,需要根据实际情况进行综合考虑。
在选择塑胶模具材料时,需要在满足塑胶制品要求的前提下,尽量选择价格合理、环保性好的材料,以确保模具制品的质量和生产成本。
综上所述,选择合适的塑胶模具材料对于塑胶制品的质量和生产效率具有重要影响。
在选择塑胶模具材料时,需要充分了解塑胶制品的要求,选择合适的材料,并考虑加工工艺、成本和环保等因素,以确保模具制品的质量和生产效率。
希望本文能为您在选择塑胶模具材料时提供一些参考和帮助。
模具常用材料
非熱處理(300000模次) NAK-80 NAK-80 738
NAK-80
738
738 738 738,GS808 738 SKD-61(頂針料)
4
模具強度的計算
設計模具時,必需對成形壓力及成形机關模壓力之承受耐度考慮, 模具變形必需限界於必要限度以內.
射壓=單位面積之注射壓力X投影面積*S(s約1.5) 鎖模力>射出壓力
淬火 HRC48~52
NAK-80 HB370-400
By: 設計三處 黃克輝
8
7
熱處理及表面處理.
S50C 出廠硬度 HB183~235 熱處理 熱處理硬度
SK-3 HB290~330
氮化 HRC42~46
常用材質之熱處理及硬度
738
SKD-61
8407
HB290~330 HB185 HB185
氮化
淬火
淬火
HRC42~46 HRC48~52 HRC48~52
S136H HB290~330
熱處理 透光性
外觀要求
達成客戶需求之品質
4.特殊用途 散熱(鈹銅)或超高鏡面(鎢鋼)
CAVITY 透明件 外觀件 其它
CORE 透明件 外觀件 其它
SLIDE LIFTER
INSERTPINFra bibliotek模仁材質表
熱處理(500000模次) S136H 8407 SKD-61 S136H SKD-61 SKD-61 SKD-61 SKD-61 SKD-61
模坯
塑膠模具
模仁
合金工具鋼 SKD-61,NAK-80
碳鋼工具鋼 SK-3
機構
材料
S50C
塑模常用材料介绍
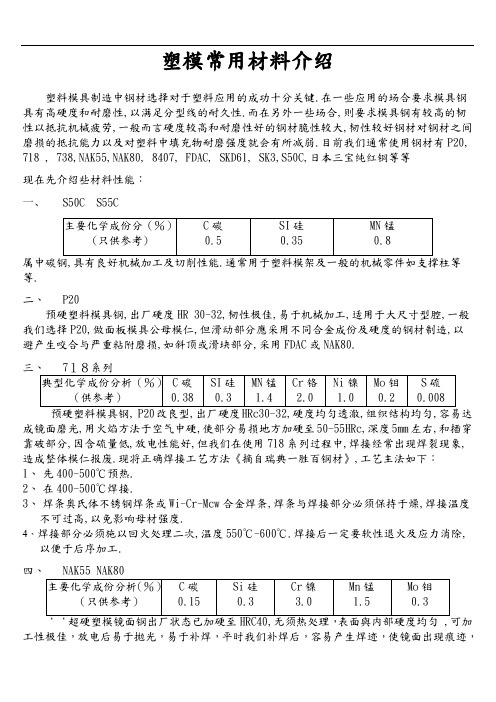
塑模常用材料介绍塑料模具制造中钢材选择对于塑料应用的成功十分关键.在一些应用的场合要求模具钢具有高硬度和耐磨性,以满足分型线的耐久性.而在另外一些场合,则要求模具钢有较高的韧性以抵抗机械疲劳,一般而言硬度较高和耐磨性好的钢材脆性较大,韧性较好钢材对钢材之间磨损的抵抗能力以及对塑料中填充物耐磨强度就会有所减弱.目前我们通常使用钢材有P20, 718 , 738,NAK55,NAK80, 8407, FDAC, SKD61, SK3,S50C,日本三宝纯红铜等等现在先介绍些材料性能:一、S50C S55C等.二、P20预硬塑料模具钢,出厂硬度HR 30-32,韧性极佳,易于机械加工,适用于大尺寸型腔,一般我们选择P20,做面板模具公母模仁,但滑动部分應采用不同合金成份及硬度的钢材制造,以避产生咬合与严重粘附磨损,如斜顶或滑块部分,采用FDAC或NAK80.成镜面磨光,用火焰方法于空气中硬,使部分易损地方加硬至50-55HRc,深度5mm左右,和插穿靠破部分,因含硫量低,放电性能好,但我们在使用718系列过程中,焊接经常出现焊裂现象,造成整体模仁报废.现将正确焊接工艺方法《摘自瑞典一胜百钢材》,工艺主法如下:1、先400-500℃预热.2、在400-500℃焊接.3、焊条奥氏体不锈钢焊条或Wi-Cr-Mcw合金焊条,焊条与焊接部分必须保持于燥,焊接温度不可过高,以免影响母材强度.4、焊接部分必须施以回火处理二次,温度550℃-600℃.焊接后一定要软性退火及应力消除,以便于后序加工.工性极佳,放电后易于拋光,易于补焊,平时我们补焊后,容易产生焊迹,使镜面出现痕迹,现将正确补焊和拋光工艺《摘自輝煌五金》介紹.焊接方法及程序:焊接时應依从下列方法及程序进行:1、预备●撤底清理所有油污,外物及外皮●清除表面所有处理层●将焊接边沿至少造至3R或以上之焊路2、焊技●NAK-W(适用于NAK55及NAK80)3、预加热●300℃至400℃●使用电炉或氣体加热器(PROPANE ORNATURAL GAS BURNER)逐渐加热.4、烧焊●正常直流电极、逆烧焊(DC normal polarity,backward welding)5、后加热●450℃至500℃*1小时焊接时须特别注意:倘若使用氣体加热器(PROPANE OR NATURE GAS BURNER)预加热或后加热时,整块工件应同时受热,以免出现破裂. 如烧焊或使用时出现破裂面需给予修补时,焊料(DEPOSITS)YG 往往比较多,在这情况下,綜合尺寸有些微改变,亦须在烧焊后立即进行应力消除(于870℃),及给予时效硬化(AGEING PROCESING)处理,温度由500℃至520℃.正常拋光程序车削、銑削、放电、磨光(#220→#320→#400)金刚砂纸磨光(#320→#400→#600→#800→#1000→#1200→#1500)钻石膏精磨(#1200→#1800→#3000→#8000→#14000)如将NAK55打磨细过#5000時,要小心会因过份打意识到而出现橙皮纹.NAK80因有更佳之拋光性能,因此虽打磨超过#5000,亦不会有此情况出现.五、FDAC 特种热作钢无需热处理,已预硬HRC40-44℃含钒约六、SKD61 优质热作钢七、SK3优质冷冲模钢经热处理后作耐磨板或压条使用。
如何选择塑胶模具材料及硬度

• •
2008-08-08
Xiaoyun@
五、 48-52HRC
• 使用范围:模温较高之热固性塑胶模如 • •
电木模 . 模具材料: H13 , H11 适用胶料: PF , MF , EP , UP
2008-08-08
Xiaoyun@
六、 44-48HRC
中等批量生产的要求尺寸稳定及高光洁度或良好蚀纹效果之结构较复杂的大中型塑胶模具如高光蒸汽模
合理选择塑胶模具材料及硬度
P20 类钢特性之对比
钢材 ASSAB718H PAC5000 PX88 PX5 LKM838H LKM838HS LKM2711 LKM738H LKM738 LKM2311 WY718 硬度 韧性 纯度 均匀 性 Cr 含 抗磨 量 损性
2008-08-08
Xiaoyun@
六、 44-48HRC
• 使用范围:耐腐蚀性要求极高的长期生产塑胶
硬模
• 模具材料: LKM2316 ; S336
•
适用胶料: PVC ;医用硅橡胶
2008-08-08
Xiaoyun@
六、 44-48HRC
• 使用范围:长期使用的行位 / 斜顶
• 材 料:
H13 、 H11
2008-08-08
Xiaoyun@
使用范围:
七 、 40-44HRC
热处理有一定难度的形状较复杂中大型塑 胶模 ; 对材料韧性和耐磨性均有要求的细长行位 / 斜顶
模具材料: MEK4 (预硬), H11( 须热处理 ) 2008-08-08 适用胶料: ABS , PP , PE Xiaoyun@
4 5 5 5 6 5
抗塑 性变 形 6
抗疲 劳性
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材料硬度特性适用塑胶材料
S50C 預硬HB170~220 黃牌鋼, 易加工常用塑膠材質(模板)
718H 預硬HRC35~40 預加硬, 硬度均勻, 易加工產量小,開模周期短的塑膠產品(模仁) SKD61 HRC48~52 耐高溫,淬火性佳,變形小常用塑膠材質(模仁)
NAK80 預硬HRC35~40 鏡面效果好,焊接性能佳產量小,外觀要求高,開模周期短的塑膠产品
(小批量涂装电镀品模仁) 718H 預硬HRC35~40 預加硬, 硬度均勻, 易加工常用塑膠材質(模仁)
S136 HRC50~54 高鏡面,拋光性好,抗銹防酸外觀要求高的塑膠產品(涂装,电镀
品模仁)
718S HRC48~52 淬火性佳,變形小常用塑膠材質(公模模仁)
GS738 預硬HRC35~40 預加硬, 硬度均勻, 易加工常用塑膠材質(锁紧块,导滑块)
S45C 預硬一般用構造鋼常用塑膠材質(模板)
SKD11 HRC58~60 高CR鋼,淬火性佳,變形小常用塑膠材質(模仁)。