电镀线标识(中文&英文)
电镀层标识方法

请问螺丝表面处理:Fe/Ep.Zn7.c2c是什么意思?悬赏分:10 - 提问时间2005-10-11 12:33提问者:欧顺利- 童生一级其他回答共 1 条铁表面镀锌7微米吧,Ep应为:electroplate 电镀这是新国标13911-1992 GB/T代替1238-1976表示电镀的D.c2c表示电镀锌后铬酸盐处理——彩红铬酸盐处理c2C 代替老国标DC光亮铬酸盐处理clA /漂白铬酸盐处理clB (代替DB )/彩红铬酸盐处理c2C (代替DC)/深色铬酸盐处理c2D请参考GB/T 13911-1992《金属镀覆和化学处理表示方法》Fe/Ep·Zn 25 腐蚀严重的工作条件,一般不推荐使用Fe/Ep·Zn 18 腐蚀严重的工作条件,汽车底盘零件、螺纹紧固件等Fe/Ep·Zn 12 腐蚀中等的工作条件,如发动机舱内零件、螺纹紧固件等Fe/Ep·Zn 10 腐蚀中等的工作条件,螺纹紧固件Fe/Ep·Zn 8 腐蚀轻微的工作条件,如乘客舱内零件、螺纹紧固件等Fe/Ep·Zn 5 腐蚀轻微的工作环境,如电镀后需进行涂装的零件、螺纹紧固件等Fe/Ep·Zn 3 腐蚀轻微的工作环境,螺丝紧固件yvhk 2006-12-18 16:04电镀层标识方法在对镀层的技术要求的标识上可以参照下面的办法:1.金属镀层标识时采用下列顺序表示:基体材料/镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理1)基体材料:材料名称及符号:铁Fe铜及其合金Cu铝及其合金Al锌及其合金Zn镁及其合金Mg塑料PL硅酸盐材料CE其它非金属NM。
2)镀覆方法:工艺方法及符号:电镀Ep化学镀Ap电化学处理Et化学处理Ct。
3)镀覆层名称:镀覆层名称采用镀层的化学元素符号表示。
4)镀覆层厚度:镀覆层厚度单位为μm,一般标识镀层厚度的下限,必要时可以标注镀层厚度范围。
5)镀覆层特征:光亮b半光亮s暗m缎面st普通r导电cd绝缘i。
电镀符号

【精品】DIN-50965电镀层--钢铁和铜及铜合金上的锡镀层(中文版)

D I N-50965电镀层--钢铁和铜及铜合金上的锡镀层(中文版)德国标准 2000年5月电镀层——钢铁和铜及铜合金产品的锡镀层ICS 25.220.40 替代了1982年2月版本前言本标准由DIN材料试验标准委员会制定,采用了DIN EN 1430 中的技术规范。
内容增补本标准与1982年2月版本标准相比,主要变化如下:1.补充了订货技术条件的内容;2.不再对使用条件的数目进行规定;3.对本标准的编辑进行了修改。
先前版本发布情况:DIN 50965: 1962-10/ 、1982-02。
由DIN-Sprachendienst 将德文翻译成英文。
假若出现分歧争议,应以德文原版标准为准(权威版本)1 应用范围本标准制定了钢铁和铜基材料上锡镀层的技术规范,标准中规定了锡镀层的最小厚度以及提供了基体金属表面光洁度和热处理方面的技术条件内容。
本标准不涉及半成品和紧固件(参考DIN EN ISO 4042), 螺纹件必须依据供需双方进行涂覆(电镀)。
注意:使用该标准时,必须遵守相关安全规定,如,TRGA和TRGS 以及《德国危险物质及材料规定》。
2 引用标准及规范性文件本标准包含有标注日期和没有标注日期的标准以及其他出版物规定条款。
这些规范性文件在本标准文本适当场合进行了引用,标准编号和标题如下所列。
对于标注日期的引用文件,其随后所有的修改单或修订版不适用于本标准;对于没有标注日期的引用文件,其最新版本适用于本标准。
引用标准:DIN 32506-3 软钎焊的可焊性检验——镀锡工件试样垂直浸渍试验DIN 50902 金属材料防腐涂层——术语、工艺方法、表面预处理DIN EN 1403 金属材料防腐涂层—电镀层—一般性要求规定的工艺方法DIN EN ISO 2064金属镀层和其他无机涂层—有关涂层厚度测量的定义和规定(ISO 2064:1996)DIN EN ISO 4042 紧固件——电镀层(ISO 4042:1999)引用文件:Technische Regeln für gefährliche Arbeitsstoffe und GefahrstoffeMAK-Liste: Maximale Arbeitsplatzkonzentrationen und biologische Arbeitsstofftoleranzwerte (List of thresholdvalues for dangerous substances at workplaces and compatibility values), 1989 TRK-Liste (List of guideline values for concentrations of hazardous substance at workplaces)Verordnung zum Schutz vor gefährlichen Stoffen, as of 15 November 1999, BGB l. (German Federal Law Gazette) I,No. 52, p. 2233 ff.3术语及定义3.1电镀层电解液中通过阴极沉积产生的金属覆盖层(镀层)(参照DIN 50902)3.2主要表面(有效面积)除非有其他协议,主要表面是指可以接触放入直径20mm球的产品区域译者备注:在DIN EN ISO 2064 中“主要表面”定义为“工件上某些已涂覆或待涂覆镀层的表面,在该表面上镀层对其使用性能和(或)外观至关重要”。
电镀符号

磨光 GR Grinding 振动擦光 VI Viber 例 18:Fe/SD (钢材,有机溶剂除油。 ) 例 19:Fe/SB.Sa锈等级,为钢铁件热 喷锌、热喷铝前应达到的除锈等级。 ) 例 20:Al/Mp.CST.Et.A(S)10.S (铝材,机械抛光,化学缎面处理,电化学处理, 硫酸阳极氧化,氧化膜厚度 10μm 以上,氧化膜封孔处理。 ) C 常用新旧涂覆标记对照表,见表 9: 表 9 常用新旧涂覆标记对照表(参考件) 镀覆和化学处理 旧标记 新标记 铝硫酸阳极氧化 D.Y Al/Et.A(S).S 铝电化学氧化 D.Y.DZ Al/Et.A(S).Ec 铝电化学氧化着黑色 D.YZ(黑色) Al/Et.A(S).Cl(BK) 铝导电氧化 H.DY Al/Ct.Ocd 铝砂面氧化 D.U3Y Al/Et.A(S)10st.S 铝件化学缎面处理 Al/Ct.CST 化学镀镍 H.Ni Al/Ap.Ni 镀银 D.Ag Cu/Ep.Agb 镀金 D.Au Cu/Ep.Au 不锈钢或钢件钝化 H.D Fe 或 Cu/Ct.P 铜件发黑(氧化) H.Y Cu/Ct. 电铸铜 镀锌彩色钝化 D.Zn.DC 镀锌军绿色钝化 D.Zn.DJ 镀锌白色钝化 D.Zn.DB 镀锌镍合金 D.Zn-NiDC 磷化 H.L 镀双层镍 D.Nid 镀双层镍套铬 D.Nid/Cr 热浸镀锌 热喷铝 镀铬: 机械上零配件的活动密封面常采用镀铬 (Cr) , 如活塞杆和活塞缸内壁等等, 镀铬可以提高金属表面硬度、耐磨性、抗腐蚀性,是电镀工艺的适用材料。 镀镉:主要抗 腐蚀性好,镀层美观,但是镉溶解有毒,国家有定已经取缔。 镀锌:主要抗腐蚀性,比较 经济。 镀铜:主要增强导电性,抗腐蚀差,有光泽,作装饰用。 镀镍:主要用在装饰品 上,具有光泽,抗腐蚀性好,用来取代铜的。 镀锡:常用在工业食品容器上,抗酸性,抗 硫化物,不容易使人中毒。 镀铅:主要抗酸性,抗硫化物。
电镀符号
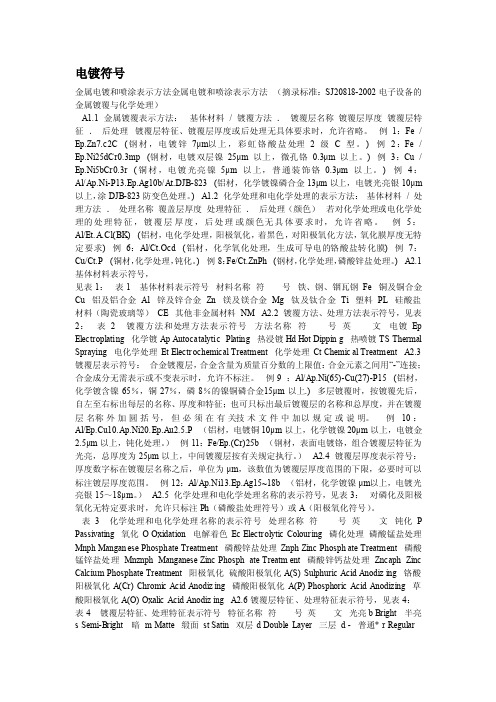
电镀符号金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
)例2:Fe / Ep.Ni25dCr0.3mp(钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。
)例3:Cu / Ep.Ni5bCr0.3r(铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。
)例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。
)A1.2 化学处理和电化学处理的表示方法:基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求)例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜)例7:Cu/Ct.P(铜材,化学处理,钝化。
)例8:Fe/Ct.ZnPh(钢材,化学处理,磷酸锌盐处理。
)A2.1 基体材料表示符号,见表1:表1 基体材料表示符号材料名称符号铁、钢、铟瓦钢Fe铜及铜合金Cu铝及铝合金Al锌及锌合金Zn镁及镁合金Mg钛及钛合金Ti塑料PL硅酸盐材料(陶瓷玻璃等)CE其他非金属材料NMA2.2 镀覆方法、处理方法表示符号,见表2:表2镀覆方法和处理方法表示符号方法名称符号英文电镀Ep Electroplating化学镀Ap Autocatalytic Plating热浸镀Hd Hot Dipping热喷镀TS Thermal Spraying电化学处理Et Electrochemical Treatment化学处理Ct Chemical TreatmentA2.3 镀覆层表示符号:合金镀覆层,合金含量为质量百分数的上限值:合金元素之间用“-”连接;合金成分无需表示或不变表示时,允许不标注。
电镀厂、化工厂标识信息表

标识信息
分子式
KAg(CN)2
分子量
199.0
危险性类别
第6.1类 毒性物质
CAS号
506-61-6
UN编号
---
CN编号
61001
理化
特性
外观性状
白色结晶,对光敏感。
主要成分
----
溶解性
溶于水、甲醇、酸,遇酸能使溶液产生氰化银沉淀。
熔点℃
无资料
临界温度℃
无意义
相对密度
(水=1)2.36
储运注意事项容器必须密封,宜专仓专储,并保持干燥。远离火种、热源。切忌与酸类混储混运。应与碱类、铵化合物等分开存放。应严格执行极毒物品“五双”管理制度。搬运时要轻装轻卸,防止包装及容器损坏。分装和搬运作业注意个人防护。运输按规定路线行驶,中途不得停留。
毒性
与
健康
危害
毒理资料属高毒类。LD50 6.4mg/kg(大鼠经口)。
急救
皮肤接触立即脱去被污染的衣着,用流动清水或5%硫代硫酸钠溶液彻底冲洗至少20分钟。就医。
眼睛接触立即提起眼睑,用大量流动清水或生理盐水彻底冲洗至少15分钟。就医。
吸 入迅速脱离现场至空气新鲜处。保持呼吸道通畅。如呼吸困难,给输氧。呼吸心跳停止时,立即进行人工呼吸(勿用口对口)和胸外心脏按压术。给吸入亚硝酸异戊酯,就医。
氰化亚铜安全信息资料表
标识
信息
分子式
Cu(CN)
分子量
89.56
危险性类别
第6.1类 毒性物质
CAS号
544-92-3
UN编号
---
CN编号
61001
理化
特性
外观性状
电镀符号新旧对照表
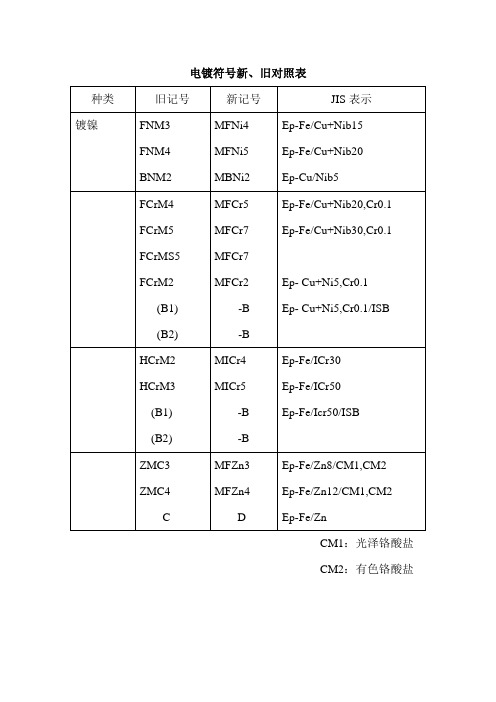
电镀符号新、旧对照表种类旧记号新记号 JIS 表示镀镍 FNM3 FNM4 BNM2MFNi4MFNi5 MBNi2Ep-Fe/Cu+Nib15 Ep-Fe/Cu+Nib20 Ep-Cu/Nib5FCrM4 FCrM5 FCrMS5 FCrM2 (B1) (B2)MFCr5MFCr7 MFCr7 MFCr2-B -BEp-Fe/Cu+Nib20,Cr0.1 Ep-Fe/Cu+Nib30,Cr0.1Ep- Cu+Ni5,Cr0.1 Ep- Cu+Ni5,Cr0.1/ISBHCrM2 HCrM3 (B1) (B2)MICr4MICr5-B -BEp-Fe/ICr30 Ep-Fe/ICr50 Ep-Fe/Icr50/ISBZMC3 ZMC4 CMFZn3MFZn4 DEp-Fe/Zn8/CM1,CM2 Ep-Fe/Zn12/CM1,CM2 Ep-Fe/ZnCM1:光泽铬酸盐 CM2:有色铬酸盐镀锌1. 适用范围:此规格是以防腐蚀为目的,在铁质地上的,电气镀锌的(以下称电镀)有效面规定。
注1.电镀有效面是指用途上生根的表面,使用上不特别重要的部分不作为此规定的对象;2. 铸件坯不可镀锌。
2. 种类及等级电镀的种类:根据镀层厚度分为表1中的几类情况表1 种类及等级单位μm等级记号旧记号等级用途3级 MFZn3 ZMC3 8以上装饰或耐腐蚀零件4级 MFZn4 ZMC4 13以上有较耐腐蚀性要求的零件注1.旧记号作成的图纸不作特别记号变更,根据相应符号电镀;2. 电镀后要作铬酸盐光泽处理;3. 电镀层厚度不包含铬酸盐处理,膜的厚度。
3. 铬酸盐处理的种类:电镀后进行的铬酸盐处理种类如表2种类记号用途光泽铬酸盐处理 A 生成防腐皮层同时因化学作用使用电镀有光泽,用于装饰轮辐、盖有色铬酸盐处理 B 防腐的铬酸,铬的皮层厚且有色(茶褐色)表面干扰强,能见度不良,但防锈效果佳,因此用于不显眼处,汽车底盘、ZW零件黑色铬酸盐处理 C 有黑色光泽用于装饰和防腐,防腐性比有色铬酸盐佳注:记号表示电镀记后带短划的“一”4. 品质1)外观:电镀外观平滑,没有烧焦,凸起眄,不应露皮及其它使用上的有害缺陷存在,允许因铬酸盐处理引起的表面干扰或色差情况。
电镀中英文对照

电镀中英文对照第一篇:电镀中英文对照大气暴露试验atmospheric corrosion test中性盐雾试验(NSS试验)neutral salt spray test(NSS-test)不连续水膜water breakpH计pH meter孔隙率porosity内应力internal stress电导仪conductivity gauge库仑计(电量计)coulomb meter旋转圆盘电极rotating disk electrode旋转环盘电极 rotating ring disk electrode 针孔pores铜加速盐雾试验(CASS试验)copper accelerated salt spray(CASS test).13 参比电极reference electrode甘汞电极calomel electrode可焊性solder ability硬度hardness金属变色tarnish点滴腐蚀试验dropping corrosion test玻璃电极glass electode结合力adhesion哈林槽Haring cell恒电势法potentiostatic method恒电流法 galvanostatic method交流电流法a.c method树枝状结晶trees脆性brittleness起皮peeling起泡blister剥离 spalling桔皮 orange peel简单的电镀术语-中英对照镀(Plating)电镀(Electroplating)自催化镀(Auto-catalytic Plating)化学镀(Chemical Plating)无电镀(Electroless Plating)浸渍镀(Immersion Plating)阳极氧化(Anodizing)化学转化层(Chemical Conversion Coating)钢铁发蓝(Blackening),俗称”发黑“钢铁磷化(Phosphating)铬酸盐处理(Chromating)金属染色(Metal Colouring)涂装(Paint Finishing),包括各种涂装如手工涂装、静电涂装、电泳涂装等热浸镀(Hot dip)热浸镀锌(Galvanizing),俗称“铅水”热浸镀锡(Tinning)PVD 物理气相沈积法(Physical Vapor Deposition)真空镀(Vacuum Plating)离子镀(Ion Plating)CVD 化学气相沈积法(Chemical Vapor Deposition)电镀术语解释及英文名称ABS塑料电镀 plastic plating process pH计 pH meter 测定溶液pH值的仪器。
电镀术语解释

电镀术语解释ABS塑料电镀plastic plating processpH计pH meter 测定溶液pH值的仪器。
螯合剂chelating agent 能与金属离子形成螯合物的物质。
半光亮镍电镀semi-bright nickel plating solution表面活性剂surface active agent(surfactant) 能显著降低界面张力的物质,常用作洗涤剂、乳化剂、润湿剂、分散剂、起泡剂等。
不连续水膜water break 制件表面因污染所引起的不均匀润湿性而使其水膜不连续的现象,这是一种检查清洗程度的方法。
超声波清洗ultrasonic cleaning 用超声波作用于清洗溶液,以更有效地除去制件表面油污及其他杂质的方法。
冲击镀strik plating 在特定的溶液中以高的电流密度,短时间电沉积出金属薄层,以改善随后沉积镀层与基体间结合力的方法。
除氢removal of hydrogen(de-embrittlement) 金属制件在一定温度下加热或采用其他处理方法以驱除金属内部吸收氢的过程。
粗化roughening 用机械法或化学法除去金属制件表面得到微观粗糙,使之由憎液性变为亲液性,以提高镀层与制件表面之间的结合力的一种非导电材料化学镀前处理工艺。
大气暴露试验atmospheric corrosion rest 在不同气候区的暴晒场按规定方法进行的一种检验镀层耐大气腐蚀性能的试验。
电镀electroplating 利用电解在制件表面形成均匀、致密、结合良好的金属或合金沉积层的过程。
电镀用阳极anodes for plating电解浸蚀electrolytic pickling 金属制件作为阳极或阴极在电解质溶液中进行电解以清除制件表面氧化物和锈蚀物的过程。
电抛光electropolishing 金属制件在合适的溶液中进行阳极极化处理以使表面平滑、光亮的过程。
电铸electroforming 通过电解使金属沉积在铸模上制造或复制金属制品(能将铸模和金属沉积物分开)的过程。
电镀符号[精彩]
![电镀符号[精彩]](https://img.taocdn.com/s3/m/e4f079ff846a561252d380eb6294dd88d0d23dbf.png)
电镀符号电镀符号金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002 电子设备的金属镀覆与化学处理) A1.1 金属镀覆表示方法:基体材料 / 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例 1:Fe / Ep.Zn7.c2C (钢材,电镀锌 7μm 以上,彩虹铬酸盐处理 2 级 C 型。
) 例 2:Fe / Ep.Ni25dCr0.3mp (钢材,电镀双层镍 25μm 以上,微孔铬 0.3μm 以上。
) 例 3:Cu / Ep.Ni5bCr0.3r (铜材,电镀光亮镍 5μm 以上,普通装饰铬 0.3μm 以上。
) 例 4: Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823 (铝材,化学镀镍磷合金 13μm 以上,电镀光亮银 10μm 以上, DJB-823 防变色处理。
A1.2 化学处理和电化学处理的表示方法:基体材料 / 处涂 ) 理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例 5: Al/Et.A.Cl(BK) (铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求) 例 6:Al/Ct.Ocd (铝材,化学氧化处理,生成可导电的铬酸盐转化膜) 例 7: Cu/Ct.P (铜材,化学处理,钝化。
例 8: ) Fe/Ct.ZnPh (钢材,化学处理,磷酸锌盐处理。
A2.1 ) 基体材料表示符号,见表 1:表 1 基体材料表示符号材料名称符号铁、钢、铟瓦钢 Fe 铜及铜合金 Cu 铝及铝合金 Al 锌及锌合金 Zn 镁及镁合金 Mg 钛及钛合金 Ti 塑料 PL 硅酸盐材料(陶瓷玻璃等) CE 其他非金属材料 NM A2.2 镀覆方法、处理方法表示符号,见表 2:表 2 镀覆方法和处理方法表示符号方法名称符号英文电镀Ep Electroplating 化学镀 Ap Autocatalytic Plating 热浸镀 Hd Hot Dipping 热喷镀 TS Thermal Spraying 电化学处理 Et Electrochemical Treatment 化学处理 Ct Chemical Treatment A2.3 镀覆层表示符号:合金镀覆层,合金含量为质量百分数的上限值:合金元素之间用“-”连接;合金成分无需表示或不变表示时,允许不标注。
mil-c-26074标准中文版

mil-c-26074标准中文版MIL-C-26074标准中文版:对金属电镀涂层的要求导言:MIL-C-26074标准是美国军方针对金属电镀涂层的要求制定的。
该标准的中文版对金属电镀涂层的质量、性能以及测试方法进行了详细规定。
本文将介绍MIL-C-26074标准中文版的主要内容,包括适用范围、材料要求、涂层性能要求等方面。
一、适用范围MIL-C-26074标准中文版适用于要求金属电镀涂层的军用设备和零部件。
该标准规定了各种金属电镀涂层的要求,包括镀铬、镀镍、镀锌等不同类型的涂层。
二、材料要求MIL-C-26074标准中文版对金属电镀涂层的材料要求进行了详细描述。
其中包括涂层材料的种类和成分要求。
例如,在涂层材料的种类方面,该标准规定了镀铬涂层应采用六价铬盐进行电镀,镀锌涂层应采用锌盐进行电镀。
在涂层材料的成分方面,该标准规定了不同类型涂层的成分含量要求,以保证涂层的质量和性能。
三、涂层性能要求MIL-C-26074标准中文版对金属电镀涂层的性能要求进行了具体规定。
其中包括涂层的硬度、附着力、耐腐蚀性等方面的要求。
例如,在涂层硬度要求方面,该标准规定了不同类型涂层的硬度测试方法和硬度要求值。
在附着力要求方面,该标准规定了涂层与基材之间的附着力测试方法和附着力要求值。
在耐腐蚀性要求方面,该标准规定了涂层在不同腐蚀介质下的耐蚀性测试方法和耐蚀性要求值。
四、涂层测试方法MIL-C-26074标准中文版对金属电镀涂层的测试方法进行了详细介绍。
其中包括涂层硬度测试方法、附着力测试方法、耐腐蚀性测试方法等方面的内容。
这些测试方法的目的是为了验证涂层是否符合标准中规定的要求。
通过这些测试方法,可以评估涂层的质量和性能是否达到标准要求。
五、涂层的包装和标识MIL-C-26074标准中文版对金属电镀涂层的包装和标识要求进行了具体规定。
其中包括包装材料的选择、包装方式以及涂层标识的要求等方面的内容。
这些要求的目的是为了保护涂层不受外界环境的影响,并确保涂层在储存和运输过程中不受损坏。
电镀符号的含义
电镀符号金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
)例2:Fe / Ep.Ni25dCr0.3mp(钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。
)例3:Cu / Ep.Ni5bCr0.3r(铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。
)例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm 以上,涂DJB-823防变色处理。
)A1.2 化学处理和电化学处理的表示方法:基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求)例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜)例7:Cu/Ct.P(铜材,化学处理,钝化。
)例8:Fe/Ct.ZnPh(钢材,化学处理,磷酸锌盐处理。
)A2.1 基体材料表示符号,见表1:表1 基体材料表示符号材料名称符号铁、钢、铟瓦钢Fe铜及铜合金Cu铝及铝合金Al锌及锌合金Zn镁及镁合金Mg钛及钛合金Ti塑料PL硅酸盐材料(陶瓷玻璃等)CE其他非金属材料NM A2.2 镀覆方法、处理方法表示符号,见表2:表 2 镀覆方法和处理方法表示符号方法名称符号英文电镀Ep Electro platin g化学镀 Ap Autocat alytic Plating热浸镀 Hd Hot Dipping热喷镀 TS Thermal Sprayin g电化学处理Et Electro chemic al Treatme nt化学处理Ct Chemica l Treatme nt A2.3 镀覆层表示符号:合金镀覆层,合金含量为质量百分数的上限值:合金元素之间用“-”连接;合金成分无需表示或不变表示时,允许不标注。
电镀层和化学处理层的标注方法
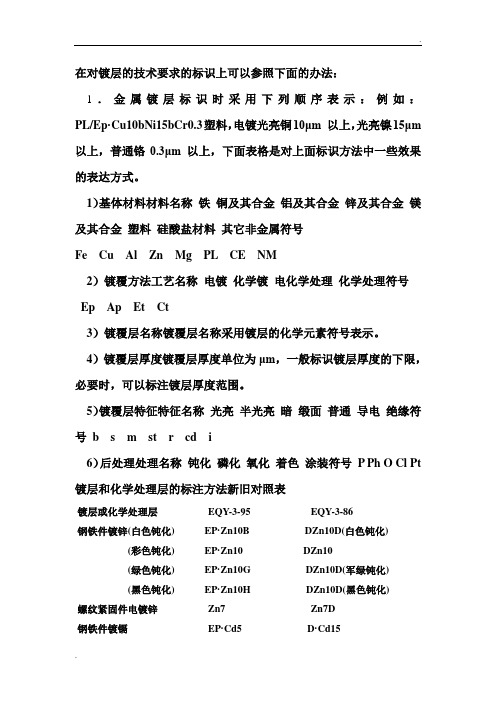
在对镀层的技术要求的标识上可以参照下面的办法:1.金属镀层标识时采用下列顺序表示:例如:PL/Ep·Cu10bNi15bCr0.3塑料,电镀光亮铜10μm 以上,光亮镍15μm 以上,普通铬0.3μm 以上,下面表格是对上面标识方法中一些效果的表达方式。
1)基体材料材料名称铁铜及其合金铝及其合金锌及其合金镁及其合金塑料硅酸盐材料其它非金属符号Fe Cu Al Zn Mg PL CE NM2)镀覆方法工艺名称电镀化学镀电化学处理化学处理符号Ep Ap Et Ct3)镀覆层名称镀覆层名称采用镀层的化学元素符号表示。
4)镀覆层厚度镀覆层厚度单位为μm,一般标识镀层厚度的下限,必要时,可以标注镀层厚度范围。
5)镀覆层特征特征名称光亮半光亮暗缎面普通导电绝缘符号 b s m st r cd i6)后处理处理名称钝化磷化氧化着色涂装符号P Ph O Cl Pt 镀层和化学处理层的标注方法新旧对照表镀层或化学处理层EQY-3-95EQY-3-86钢铁件镀锌(白色钝化)EP·Zn10B DZn10D(白色钝化) (彩色钝化)EP·Zn10DZn10(绿色钝化)EP·Zn10G DZn10D(军绿钝化)(黑色钝化)EP·Zn10H DZn10D(黑色钝化)螺纹紧固件电镀锌Zn7Zn7D钢铁件镀镉EP·Cd5D·Cd15钢铁件镀铜EP·Cu15D·Cu15钢铁件镀铅EP·Pb15D·Pb15铜件镀铅Cu/EP·Pb15D·Pb15螺纹紧固件镀铅Pb7Pb7D钢铁件镀锡EP·Sn15D·Sn15铜件镀镍Cu/EP·Ni6-钢铁件镀硬铬EP·Cr13D·YCr13 钢铁件镀松孔铬EP·Cr150AO D·KCr150 钢铁件防护装饰性镀铬EP·Cu20Ni30Cr-锌铸件防护装饰性镀铬Zn/EP·Cu20Ni30Cr-钢铁件镀银EP·Ag15P D·Ag15铜件镀银Cu/EP·Ag6P D·Ag6塑料件镀铜镍铬PL/EP·Cu25Ni12Cr-钢铁件化学镀镍CP·Ni25-钢铁件氧化CO H·Y钢铁件锰盐磷化MnPh5H·ML钢铁件锌盐磷化ZnPh10H·FL铝合金阳极氧化Al/AO D·Y·Al铝合金化学氧化Al/CO H·Y·Al锌合金钝化Zn/C H·D铜合金钝化Cu/P H·D。
电镀与表面处理的表示方法
这是电镀与表面处理的表示方法【基体材料】/【处理方法】.【处理名称】【处理特征】.【后处理(颜色)】处理方法有:Ep--电镀、Ap--化学镀、Et--电化学处理、Ct--化学处理处理名称有:P --钝化、O--氧化、A--阳极化(包括草酸、硫酸、铬酸和磷酸)、Ec--电解着色等处理特征有:b--光亮、s--半光亮、m--暗、hd--硬质、cd--导电、i--绝缘等等后处理有:P--钝化、O--氧化、Cl--着色、S--封闭、Pt--封闭等等例如: Al / Et.Ahd铝合金电化学硬质阳极化Al / Et.A.Cl(bk) 铝合金电化学阳极化并着黑金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料 / 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
)例2:Fe / Ep.Ni25dCr0.3mp(钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。
)例3:Cu / Ep.Ni5bCr0.3r(铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。
)例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。
)A1.2 化学处理和电化学处理的表示方法:基体材料 / 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求)例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜)例7:Cu/Ct.P(铜材,化学处理,钝化。
电线印字含义

H表示歐洲共用形.O5表示300/500V,V表示絕緣PVC,V表示外被PVC.F表示軟線2表示2根芯線0.75表示公制線材導體規格應當還有G 或X,有地線或沒有地線.电线印字含义一、美规印字S:表示供电;J:表示线材承受的负载较大V:表示线材适用于真空设备P:表示平行T:表示热塑性塑SJT:表示承受较大负载的线型SVT:表示适用于“吸压器”之类真空设备的线型SPT:表示平行线型如线材名称后面有“O”字母表示为此线材耐油;如有两个“OO”字母,则第一个“O”字表示外被耐油,第二个“O”字表示芯线耐油。
例:(UL)SPT-1 E135710 A WG 18/2C VW-1 105℃BON-EAGLE CSA TYPE SPT-1 LL95737 A WG 18/2C 105℃FT2UL:美国安全检测公司SPT-1:线材名称SPT线材大小之规定SPT-1最大可做到18A WG,SPT-2最大可做到16A WG,SPT-3最大可做到12A WG温度相对应印法UL CSA60℃60℃75℃60℃90℃60℃105℃105℃对于60℃,UL、CSA规定可不印,线材上没有印温度则表示线材承受温度为60℃二、欧规印字(以例说明)+ + + ;KEMA-KEUR;OVE;S;N;D;FI;CHBBC;VDE;H05VV-F;3G0.75;YTC;BON—EAGLE+ + +:瑞士电器标准KEMA-KEUR:荷兰电器标准OVE:奥地利电器标准S:瑞典电器标准N:挪威电器标准D:丹麦电器标准FI:芬兰电器标准CHBBC:比利时电器标准VDE:德国电器标准3G:表3根芯线,其中一根为地芯线H05VV-F:线材名称3G0.75 mm²:导体截面积注:线材名称有“H2”则表示扁型,如:H05VVH2-F0.75/2;若无则表示为圆型,如:H05VVH2-F0.75/3●一般情况下,欧规线耐温为70℃,使用VJ060料。
标识行业专业词汇--中英文
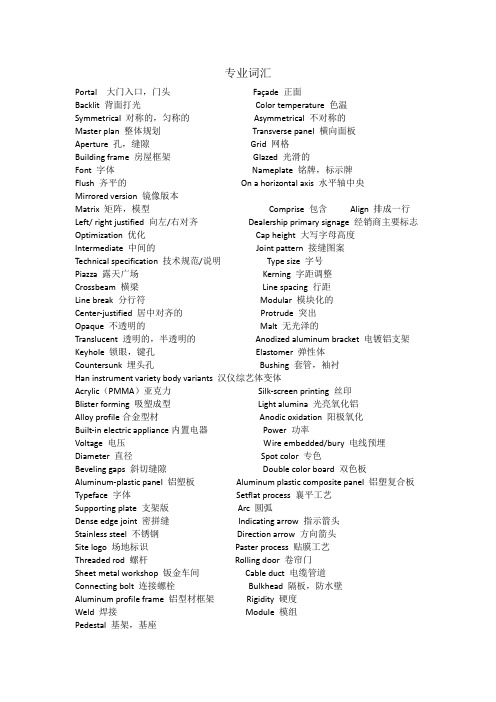
专业词汇Portal 大门入口,门头Façade 正面Backlit 背面打光Color temperature 色温Symmetrical 对称的,匀称的Asymmetrical 不对称的Master plan 整体规划Transverse panel 横向面板Aperture 孔,缝隙Grid 网格Building frame 房屋框架Glazed 光滑的Font 字体Nameplate 铭牌,标示牌Flush 齐平的On a horizontal axis 水平轴中央Mirrored version 镜像版本Matrix 矩阵,模型Comprise 包含Align 排成一行Left/ right justified 向左/右对齐Dealership primary signage 经销商主要标志Optimization 优化Cap height 大写字母高度Intermediate 中间的Joint pattern 接缝图案Technical specification 技术规范/说明Type size 字号Piazza 露天广场Kerning 字距调整Crossbeam 横梁Line spacing 行距Line break 分行符Modular 模块化的Center-justified 居中对齐的Protrude 突出Opaque 不透明的Malt 无光泽的Translucent 透明的,半透明的Anodized aluminum bracket 电镀铝支架Keyhole 锁眼,键孔Elastomer 弹性体Countersunk 埋头孔Bushing 套管,袖衬Han instrument variety body variants 汉仪综艺体变体Acrylic(PMMA)亚克力Silk-screen printing 丝印Blister forming 吸塑成型Light alumina 光亮氧化铝Alloy profile合金型材Anodic oxidation 阳极氧化Built-in electric appliance内置电器Power 功率Voltage 电压Wire embedded/bury 电线预埋Diameter 直径Spot color 专色Beveling gaps 斜切缝隙Double color board 双色板Aluminum-plastic panel 铝塑板Aluminum plasticcomposite panel 铝塑复合板Typeface 字体Setflat process 襄平工艺Supporting plate 支架版Arc 圆弧Dense edge joint 密拼缝Indicating arrow 指示箭头Stainless steel 不锈钢Direction arrow 方向箭头Site logo 场地标识Paster process 贴膜工艺Threaded rod 螺杆Rolling door 卷帘门Sheet metal workshop 钣金车间Cable duct 电缆管道Connecting bolt 连接螺栓Bulkhead 隔板,防水壁Aluminum profile frame 铝型材框架Rigidity 硬度Weld 焊接Module 模组Pedestal 基架,基座Oblong 椭圆形Test drive 试驾New car handover 新车交车处Lady lounge 女士休息区Insurance and claims 保险理赔Painting area 喷漆区Buffer area 待修车停车位Finished car area 竣工车停车位Buffer area for accident 事故车停车位Finished car handover area 竣工交付停车位Body/paint 钣喷区Body tool room 钣金工具室Power supply 配电室\Compressor room 空压机房Color mixing room 调漆室Vehicle stele 车旁展架Free-standing 独立的,不依靠支撑的Mobility platform 移动平台Laminated 层压的,薄板状的Bearing structure for new car 新车销售独立式门牌结构。