啤酒设备流程图
啤酒工艺流程图
淮安三泰啤酒有限公司技术文件
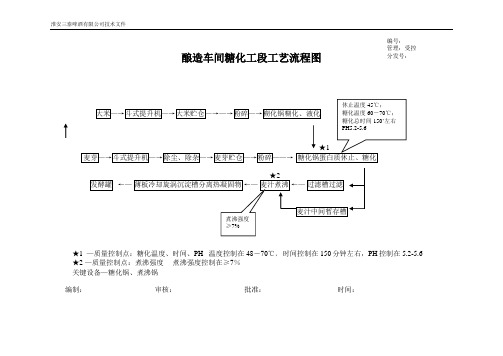
酿造车间糖化工段工艺流程图
←—
★1 —质量控制点:糖化温度、时间、PH 温度控制在 48-70℃,时间控制在150分钟左右,PH控制在5.2-5.6 ★2 —质量控制点:煮沸强度煮沸强度控制在≥7%
关键设备—糖化锅、煮沸锅
编制:审核:批准:时间:
酿造车间发酵工段工艺流程图
★质量控制点:发酵温度控制在8-10℃
双乙酰控制在0.07ppm以内
微生物鲜啤厌氧菌≤80个/mL
关键设备—发酵大罐、薄板冷却器
编制:审核:批准:时间:
酿造车间过滤工段工艺流程图
★1 质量控制点:清酒浊度, 控制在≤0.40EBC
★ 2质量控制点:清酒原浓, 不低于标注原浓减0.14°P 关键设备 — 过滤机、清酒罐
编制: 审核: 批准: 时间:
包装车间工艺流程图
—→——→
★1 质量控制点:洗瓶参数(温度、洗涤剂浓度、冲瓶水压力) ★ 2 质量控制点: 杀菌水温
关键设备—洗瓶机、灌装机、杀菌机
编制: 审核: 批准: 时间:。
啤酒生产流程图及说明
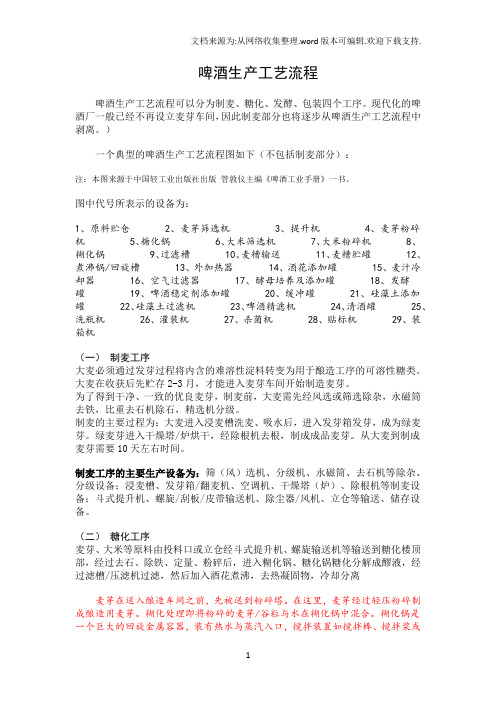
啤酒生产工艺流程啤酒生产工艺流程可以分为制麦、糖化、发酵、包装四个工序。
现代化的啤酒厂一般已经不再设立麦芽车间,因此制麦部分也将逐步从啤酒生产工艺流程中剥离。
)一个典型的啤酒生产工艺流程图如下(不包括制麦部分):注:本图来源于中国轻工业出版社出版管敦仪主编《啤酒工业手册》一书。
图中代号所表示的设备为:1、原料贮仓2、麦芽筛选机3、提升机4、麦芽粉碎机5、糖化锅6、大米筛选机7、大米粉碎机8、糊化锅9、过滤槽 10、麦糟输送 11、麦糟贮罐 12、煮沸锅/回旋槽 13、外加热器 14、酒花添加罐 15、麦汁冷却器 16、空气过滤器 17、酵母培养及添加罐 18、发酵罐 19、啤酒稳定剂添加罐 20、缓冲罐 21、硅藻土添加罐 22、硅藻土过滤机 23、啤酒精滤机 24、清酒罐 25、洗瓶机 26、灌装机 27、杀菌机 28、贴标机 29、装箱机(一)制麦工序大麦必须通过发芽过程将内含的难溶性淀料转变为用于酿造工序的可溶性糖类。
大麦在收获后先贮存2-3月,才能进入麦芽车间开始制造麦芽。
为了得到干净、一致的优良麦芽,制麦前,大麦需先经风选或筛选除杂,永磁筒去铁,比重去石机除石,精选机分级。
制麦的主要过程为:大麦进入浸麦槽洗麦、吸水后,进入发芽箱发芽,成为绿麦芽。
绿麦芽进入干燥塔/炉烘干,经除根机去根,制成成品麦芽。
从大麦到制成麦芽需要10天左右时间。
制麦工序的主要生产设备为:筛(风)选机、分级机、永磁筒、去石机等除杂、分级设备;浸麦槽、发芽箱/翻麦机、空调机、干燥塔(炉)、除根机等制麦设备;斗式提升机、螺旋/刮板/皮带输送机、除尘器/风机、立仓等输送、储存设备。
(二)糖化工序麦芽、大米等原料由投料口或立仓经斗式提升机、螺旋输送机等输送到糖化楼顶部,经过去石、除铁、定量、粉碎后,进入糊化锅、糖化锅糖化分解成醪液,经过滤槽/压滤机过滤,然后加入酒花煮沸,去热凝固物,冷却分离麦芽在送入酿造车间之前,先被送到粉碎塔。
易拉罐啤酒灌装生产线流程图
封盖后水喷洗(除菌)码垛机(分层码垛);胶带机④
↓↑↑↑
翻罐器(180°上下倒置)分链条输送(实包);喷码机胶带机
↓↑↑↑
杀菌机(杀菌、温罐)滚辊分包检测输送;纸包机包装;链条输送
↓↑④↑↑
链条实罐输送(渐变单链条无压输送);链条输送(实包);其它包输送;喷码机
↓↑①↑②↑
倒罐分离(分拣)自动膜包机(膜包装,分两种);自动纸包机
↓↑↑③
罐底吹气除水吹干(预)链条渐变宽储存(预包装)
↓↑
液位检测器(不符踢除动作)罐盖吹气除水吹干
↓↑
喷码机(罐底喷码)翻罐器(180°上下倒置)
↓↑
喷码检测器(不符踢除动作)→------→↑
【此文档部分内容来源于网络,如有侵权请告知删除,本文档可自行编辑和修改内容,感谢您的支持!】
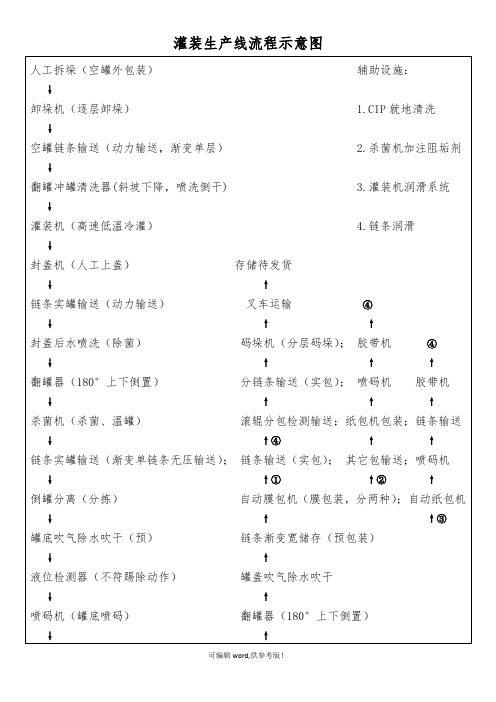
灌装生产线流程示意图
人工拆垛(空罐外包装)辅助设施:
↓
卸垛机(逐层卸垛)1.CIP就地清洗
↓
空罐链条输送(动力输送,渐变单层)2.杀菌机加注阻垢剂
↓
翻罐冲罐清洗器(斜坡下降,喷洗倒干)3.灌装机润滑系统
↓
(人工上盖)存储待发货
↓↑
链条实罐输送(动力输送)叉车运输④
啤酒生产工艺流程图.与工艺说明
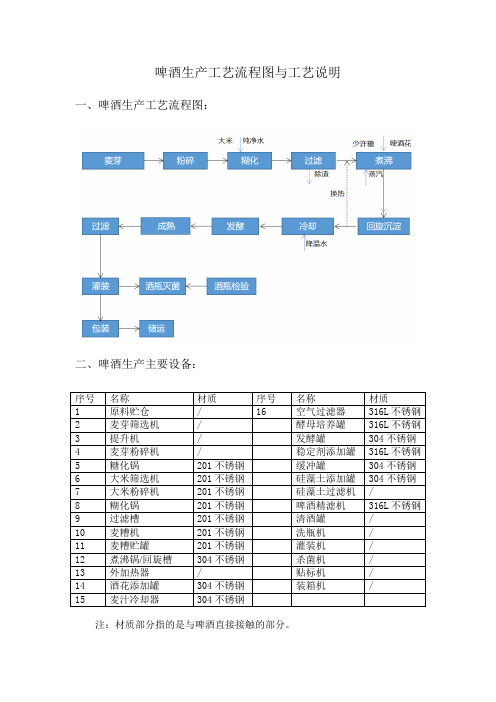
啤酒生产工艺流程图与工艺说明一、啤酒生产工艺流程图:二、啤酒生产主要设备:序号名称材质序号名称材质1 原料贮仓/ 16 空气过滤器316L不锈钢2 麦芽筛选机/ 酵母培养罐316L不锈钢3 提升机/ 发酵罐304不锈钢4 麦芽粉碎机/ 稳定剂添加罐316L不锈钢5 糖化锅201不锈钢缓冲罐304不锈钢6 大米筛选机201不锈钢硅藻土添加罐304不锈钢7 大米粉碎机201不锈钢硅藻土过滤机/8 糊化锅201不锈钢啤酒精滤机316L不锈钢9 过滤槽201不锈钢清酒罐/10 麦糟机201不锈钢洗瓶机/11 麦糟贮罐201不锈钢灌装机/12 煮沸锅/回旋槽304不锈钢杀菌机/13 外加热器/ 贴标机/14 酒花添加罐304不锈钢装箱机/15 麦汁冷却器304不锈钢注:材质部分指的是与啤酒直接接触的部分。
三、啤酒生产工艺说明(一)制麦工艺大麦在收获后贮存2-3月,精选大麦进行麦芽的提取。
经过除杂,洗麦,发芽,烘干,除根等程序,制得啤酒生产用的麦芽。
(二)糊化工艺麦芽、大米等原料由进入糊化锅之后,在加热作用下,形成糊状物,目的是有利于下阶段的发酵工艺继续进行发酵操作。
(三)添加啤酒花添加啤酒花的目的是为了实现啤酒的风味,达到满足市场需求的目的,啤酒花添加要适量,以创造美好的口味为宜。
(四)发酵工艺发酵罐成熟罐:在冷却的麦汁中加入啤酒酵母使其发酵。
在啤酒酵母的作用下,将一部分糖分转化为二氧化碳和水,满足自己的生长发育,将另一部分糖分转化为酒精,达到酿造的效果。
(五)成熟工艺发酵工序大约需要2周到半月的时间,发酵工序就完成了,但是还没完,发酵完毕的啤酒还有一个成熟的过程,这个过程中,发酵完成后的啤酒中糖分继续分解,其中化合物继续反应,口味继续向好。
酒店自酿啤酒设备的配置
二、啤酒自酿设备简介
1.主机 1.1 糖化锅 1.2 过滤槽 1.3 发酵罐 1.4 冰水罐 1.5 消毒车
设备标准配置
设备安装条件
2.辅机 2.1 制冷机组 2.2 粉碎机 2.3 板式换热器 2.4 麦汁泵 2.5 冰水泵 2.6 控制柜
3.附件 麦汁测温计、 食用软管、 附温糖度计、 出糟耙等
设备标准配置
人性化设计,易于操作,将火碱罐和消毒液罐和洗涤泵等组装在一起,便于移动.
清 洗 车
设备标准配置
其他厂家有使用紫铜 蛇管制冷,我公司采用
风冷式
※板换式制冷机组 --山东中德专利技术
采用最新蒸发器、冷凝器一 体组合式,进口压缩机.
优点:采用公司独家专利版 换降温技术,降温效果比紫铜盘管 式快40%
※糖化锅、过滤槽
设备标准配置
• 500L不锈钢糖化锅、过滤 • 500L镜面糖化锅、过滤槽 槽
• 500L紫铜糖化锅、过滤槽
• 500L半包紫铜 糖化锅、过滤槽
设备标准配置
※啤酒发酵罐 • 一般配500L8~12个发酵罐,或配4~6个1000L发酵罐. • 中德公司发啤酒发酵管内部采用镜面抛光,聚氨酯保温层,米勒板冷却.外表面
各主机之间的比例关系
• 糖化锅与发酵罐容积比
1:1或2
• 糖化锅与冰水罐容积比
1:3
• 酵母填写罐与发酵罐容积比
1:100
• 电蒸汽发生器(公斤)与糖化锅比 1:10或20
• 消毒车罐体与发酵罐容积比
1:10或20
制冷机与冰水罐配比:每300L冰水需要1P制冷量
酒店型自酿啤酒设备型号明表
型号 CG-0.1 CG-0.2 CG-0.3 CG-0.5 CG-1.0 CG-2.0
啤酒自动灌装生产流水线
·本科毕业设计(论文)题目啤酒自动灌装生产流水线控制系统的设计学生姓名崔译丹学号201433070001教学院系电气信息学院专业年级电气工程及其自动化2014级(双)指导教师方玮职称讲师单位西南石油大学辅导教师职称单位完成日期2016年05月19日Southwest Petroleum University Graduation ThesisThe Design of Automatic Beer Filling Production LineControl SystemGrade:2014Name:Cui yidanSpeciality:Electrical Engineering and AutomationInstructor:Fang weiSchool of Electrical Engineering and Information2016-5摘要本文主要介绍的是基于三菱FX2N-64MR PLC的啤酒自动灌装生产流水线的设计。
该系统的设计包括硬件设计和软件设计,其中硬件设计包括三菱FX2N-64MR PLC 外部电路的设计;软件部分包括程序的设计与调试。
在本设计中,包括自动控制和手动控制,选择适当的清洗机,灌装机,封盖机,包装机以及光电传感器实现了清洗、灌装、封盖、包装、检测等功能。
形成快速一体的自动灌装系统。
本设计中使用了计数器分别对合格品与不合格品进行检测,并设置了红灯绿灯便于操作者观察,另外,为了保证系统在出现意外故障时,能够得到很好的解决,系统还配置了急停开关等。
对于检查出的不合格产品采用推出装置将其移走。
并运用组态王软件实现了对整个自动灌装系统的实时监控,可以更好的了解和调整生产工艺及控制程序。
关键词:啤酒灌装;三菱FX2N-64MR PLC;组态王;AbstractThis article introduce The design of automatic beer filling production line control system that based on Mitsubishi FX2N-64MR PLC(Programmable Logic Controller Programmable Logic Controller). In my design, it include two parts about hardware and software. The hardware parts include the design of the external circuit of Mitsubishi FX2N-64MR PLC. The software part includes the design and debugging of the program.In this design, including automatic control and the manual control, I select the appropriate cleaning machine, filling machine, capping machine, packaging machine and photoelectric sensor realized washing, filling, sealing, packaging, testing and other functions. They form an automatic filling system with rapid integration. This design using the counter respectively for qualified products and unqualified products were detected, and set up a red light green light is convenient for the operator to observe. In addition, in order to ensure the system in the unexpected failure, can get very good solution, the system is also equipped with emergency stop switch. To check out the unqualified products using the launch device to move away. And the use of configuration software to realize the real-time monitoring of the automatic filling system, can better understand and modify the production process and control program.Keywords:Beer Filling;Mitsubishi FX2N-64MR PLC;Kingview目录1 绪论 (1)1.1 设计目的与意义 (1)1. 2 国内发展趋势 (1)1. 3本设计的主要任务 (1)2 总体设计方案 (3)2.1 啤酒灌装生产流水线的基本结构 (3)2.2 啤酒灌装生产流水线的工作原理 (4)3 系统硬件设计 (5)3.1 选择电气元件 (5)3.1.1 电动机的选择 (5)3.1.2清洗灌装封盖打包设备的选择 (5)3.1.3传感器的选择 (7)3.1.4 热继电器的选择 (8)3.1.5 接触器的选择 (9)3.1.6 低压断路器和熔断器的选择 (9)3.1.7 信号电器的选择 ........................................................................................... (9)3.2 选择PLC ................................................................................................................ ..103.2.1 PLC的I/O分配表 ....................................................................................... ..113.2.2 PLC端口接线图........................................................................................... ..123.3主电路的设计 ........................................................................................................ ..124 系统程序的设计 (14)4.1系统流程图 (14)4.2 梯形图 (14)4.2.1 手动灌装流水线程序 (16)4.2.2 自动灌装流水线程序 (20)西南石油大学本科毕业设计(论文)5 系统组态设计 (25)5.1制作过程 (25)5.1.1 创建新工程 (25)5.1.2 构建数据词典 (26)5.1.3 组态画面和动画连接 (27)5.2组态设计运行和调试 (29)6 总结 (33)谢辞 (34)参考文献 (35)附录A 主电路接线图 (36)附录B PLC外部电路接线图 (37)附录C 梯形图 (38)啤酒自动灌装生产流水线控制系统的设计1 绪论1.1设计目的与意义传统的啤酒灌装生产线的电气设备控制系统是传统的继电器——接触器控制方式,在使用的过程中,生产工效低,人机对话靠指示灯+按钮+讯响器的工作方式,响应慢,故障率高,可靠性差,系统的工作状态、故障处理、设备监控与维护只能凭经验被动的去查找故障点。
《啤酒生产工艺流程》PPT课件

啤酒生产工艺流程图
图中代号所表示的设备为: 1、原料贮仓 2、麦芽筛选机 3、 提升机 4、麦芽粉碎机 5、糖 化锅 6、大米筛选机 7、大米 粉碎机 8、糊化锅 9、过滤 槽 10、麦糟输送 11、麦糟贮 罐 12、煮沸锅/回旋槽 13、外 加热器 14、酒花添加罐 15、 麦汁冷却器 16、空气过滤 器 17、酵母培养及添加罐 18、 发酵罐 19、啤酒稳定剂添加 罐 20、缓冲罐 21、硅藻土添 加罐 22、硅藻土过滤机 23、 啤酒精滤机 24、清酒罐 25、 洗瓶机 26、灌装机 27、杀菌 机 28、贴标机 29、装箱机
这是啤酒花,在麦芽汁泵 入煮沸锅前加入
(三) 发酵工序
学生在车间主任的带领下观看啤酒糊化锅,糖化锅的使用
糖化啤酒设备
(三) 发酵工序
在这一道工序里主要用的设备是发酵罐成熟罐和啤酒过滤机,功能分别
如下: 发酵罐成熟罐:在冷却的麦汁中加入啤酒酵母使其发酵。麦汁中的糖分 分解为酒精和二氧化碳,大约一星期后,即可生成“嫩啤酒”,然后再
经过后发酵而成熟的啤酒在过滤机中将所有剩余的酵母和不 溶性蛋白质滤去,就成为待包装的清酒。
(四)包装工序
装瓶、装罐机:酿造好的啤酒先被装到啤酒
瓶或啤酒罐里。然后经过目测和液体检验机 等严格的检查后,再被装到啤酒箱里出厂。 洗瓶机:洗净回收的啤酒瓶。 空瓶检验机:极其细小的伤痕也不会放过。 感官检查:每天新酿制的啤酒,由专门的负 责人员进行实际品尝。只有在确保其品质后, 才将鲜美可口的啤酒呈送给您。
经过几十天使其成熟。
啤酒过滤机:将成熟的啤酒过滤后,即得到琥珀色的生啤酒。
在发酵的整个过程中,需要对温度和压力做严格的控制。然啤酒的不 同、生产工艺的不同,导致发酵的时间也不同。通常,贮藏啤酒的发 酵过程需要大约6天,淡色啤酒为5天左右。
最实用啤酒生产设备

筛选机
分级机
永磁筒
• 此设备主要用于除去原料中的磁性矿质
去石机等除杂
分级设备
• 主要是对大麦进行分级
浸 糖化工序设备
• 糖化工序的主要生产设备:糊化锅,糖化 槽,麦汁过滤器,煮沸锅
糊化锅
• 将一部分麦芽、大米、玉米及淀粉等辅料 放入糊化锅中煮沸。
啤酒生产设备啤酒生产工艺流程啤酒设备啤酒生产流程啤酒生产啤酒生产工艺生产啤酒的国家雪花啤酒生产流程啤酒生产工艺流程图家庭自酿啤酒设备
啤酒生产工艺流程
生技08-3班 第一组 安本
啤酒生产主要设备
• • • • 制麦工序设备 糖化工序设备 发酵工序设备 包装工序设备
(一)制麦工序设备
• 制麦工序的主要生产设备为:筛(风)选 制麦工序的主要生产设备为: 机、分级机、永磁筒、去石机等除杂、分 级设备;浸麦槽、发芽箱/翻麦机、空调机 、干燥塔(炉)、除根机等制麦设备;斗 式提升机、螺旋/刮板/皮带输送机、除尘器/ 风机、立仓等输送、储存设备。
糖化槽
• 往剩余的麦芽中加入适当的温水,并加入 在糊化锅中煮沸过的辅料。此时,液体中 的淀粉将转变成麦芽糖。
麦汁过滤槽
• 将糖化槽中的原浆过滤后,即得到透明的 麦汁(糖浆)。
煮沸锅
• 向麦汁中加入啤酒花并煮沸,散发出啤酒 特有的芳香与苦味。
(三) 发酵工序设备
• 发酵工序生产的主要设备为:发酵罐成热 罐,啤酒过滤机
啤酒过滤机
(四)包装工序 设备
• 包装工序的主要生产设备:装瓶、装罐机 装瓶、 装瓶 、洗瓶机 、空瓶检验机 、感官检查 洗瓶机 空瓶检验机 感官检查
装瓶、 装瓶、装罐机
洗瓶机
• 洗净回收的啤酒瓶
空瓶检验机
啤酒设备具体操作流程
一、前准备阶段:设备的清洗与试用行:在每次酿造以前必须先检查设备的运行情况,确定良好才开始生产。
确定冷却水温度处于-4℃- -6℃。
设备使用前的清洗流程:①火碱水清洗(1.5%--3% 85℃)------冷水清洗------热水清洗=====适用于所有设备的清洗。
②甲醛(10%80-85℃)溶液浸泡发酵罐二、物料的准备:啤酒酿造前准备材料工业酒精300Kg、食用火碱2袋(25Kg/袋)、95%工业酒精、甲醛5Kg、大盆2个(700-800mm)、水桶1个(10L)防水手电筒1个、手套3双(隔热材料)、不锈钢笆篱(细眼)1个、编织袋若干、水滔子1个、数显快速测定温度计(非水银)2个 啤酒酿造原料酿造大麦(从厂家购买一顿起够)、苦酒花、香酒花、酵母(可以从海口购买或者自行联系购买)三、啤酒设备的具体操作流程及注意事项1)糊化锅操作工艺A.加200L左右水,加热至37℃,保温并开始投料——需严格控制温度(±1);B.投料完毕,静止20min,开始加热至50℃,保温40-45min,并记录时间;C.继续加热至58℃,保温50-60min,记录时间;D.加热至68℃,保温40min,记录时间;E.最有加热至78℃,准备进入过糟。
2)虑糟操作工艺A.糖化好的大麦芽,在进入虑糟器前,必须检查这个管道是否位置正确,方可进料;B.进料的同时,必须开启糖化搅拌与耕到,待进料完毕,关闭阀门,沉淀15min后,开始过滤;同时糖化锅进行清洗,并加水准备洗糟水。
大约需耗时90-120min。
C.过滤时对泵的控制,开始内循环过滤,待目测麦汁达到一定要求后;D.开启过去煮沸锅阀门,注意过滤速度(目测)E.待头道麦汁过滤完毕,加入洗糟水,继续过滤,一并加入煮沸锅。
F.同时糖化锅继续加水150L,加热至沸腾,待麦汁冷却装备及酵母罐的消毒杀菌操作使用。
3)煮沸操作工艺A.待头道麦汁与洗糟液进入煮沸锅,开始加热至105℃。
啤酒发酵设备设计

环形槽
5
蒸汽冷凝水进口
11
污水排出口管
6
糖化醪出口
12
风门
引言
啤酒是以大麦和水为主要原料,大米或谷物、酒花等为辅料,经制成麦芽、糖化、发酵等工艺而制成的一种含有二氧化碳、低酒精度和营养丰富的饮料。
本次采用下面发酵法发酵啤酒,其生产流程为:制麦→糖化→发酵→罐装。其中糖化是最重要的环节之一,糖化锅也成为必不可少的设备。糖化锅能使麦芽和辅料中高分子贮藏物质及分解产物分解,为下一步的发酵提供了基础条件。
参考文献……………………………………………………………………………7
附录:
附1:啤酒酿造工艺流程
附2:糖化锅结构示意图
附录1啤酒酿造工艺流程
啤酒酿造工艺流程图
附录2糖化锅结构示意图
糖化锅结构示意图
序号
名称
序号
名称
1
大米粉进口
7
不凝性气体出口
2
热水进口
8
耳架
3
搅拌器
9
麦芽粉液和糖化醪入口
4
加热蒸汽管进口
糖化是指将麦芽和辅料中高分子贮藏物质及分解产物(淀粉、蛋白质、核酸、半纤维素等及其分解中间产物),通过麦芽中各种水解酶作用以及水和热力作用使之分解并溶于水的过程。
1.2.1啤酒糖化的方法
根据是否分出部分糖化醪进行蒸煮,糖化方法分为
全麦芽啤酒糖化方法
糖化双醪煮出糖化法
加辅料啤酒糖化方法双醪浸出糖化法
由于双醪煮出糖化法即两次煮出糖化法,第一次是将辅助原料在糊化锅中煮沸糊化,使糖化酶容易作用;第二次是再与糖化液合并进行煮沸,是为了灭菌,避免对啤酒泡沫性和口味醇厚性有益的物质被过度分解。本设计选用两次煮出糖化法。