焊接工艺评定试验1
焊接工艺评定试验试样取样工艺规程

焊接工艺评定试验试样取样工艺规程Company number:【0089WT-8898YT-W8CCB-BUUT-202108】焊接工艺评定试验试样取样通用工艺规程1主题内容与适应范围本规程规定了钢制焊接压力容器焊接工艺评定试验试样加工方法和要求。
本规程适用于本公司钢制压力容器焊接工艺评定。
2总则焊接责任工程师应根据公司需要确定焊接工艺评定项目。
焊接工艺评定所用设备、仪表应处于正常工作状态,钢材、焊接材料必须符合相应标准,并由本公司技能熟练的焊工使用本公司焊接设备焊接试板。
3试样制备试样取样及尺寸、要求3.1.1焊接工艺评定的小铁研抗裂试样应符合图3-1规定图3-13.1.2取样要求a) 所有切口不得用剪板机剪切b) 所有棱角都应倒成R2圆角(除焊缝外);c) 在所有试样端头打上钢印;d) 所有试样表面不得有碰伤;e) 试样数量:5件。
试样取样位置3.2.1板材取样3.2.1.1板材对接焊缝工艺评定试样的类别和数量见表3-1,试样取样位置见图3-2。
(a)不取侧弯试样时(b)取侧弯试样时图3-2 板材取样位置图(未完)(c)取纵向弯曲试样时图3-2 板材取样位置图(续完)3.2.1.2 试样要求a) 试件角变形超过3°时,应在无损检测前进行冷校平。
b) 试件经外观检查和无损检测合格后,允许避开缺陷取样。
c) 力学性能试样应以机械法去除焊缝余高,使之与母材平齐。
d) 应在试样端头和剩余试件的先焊面打上钢印标记。
3.2.2 管材取样3.2.2.1 管材对接焊缝试件取样位置见图3-3。
3.2.2.2 试样要求管材对接焊缝的试样要求按本规程的3.2.1.2条之规定进行。
表3-1(a) 拉力试样为整管时弯曲试样位置图3-3 管材取样位置图(未完)(b)不要求冲击试验时(c) 要求冲击试验时1—拉力试样; 2—面弯试样; 3—背弯试样; 4—侧弯试样;5—冲击试样;③⑥⑨12—钟点记号,为水平固定位置焊接时的定位标记。
《焊接工艺评定》1.4.5PQR01焊接工艺评定试样冲击试验

Part 06
关闭试验机
关闭试验机
关闭手持控制器开关 冲击试验完成后,将手持控制器上的开关拨到 关的位置,然后将控制器放置在试验机底座上 ,以防止摔落或误触碰。
关闭试验机电源开关 将试验机侧面的电源开 关旋转到关的位置,试 验机.上绿色指示灯熄 灭。
整理试验场地 切断试验机电源, 整理好试验所用的工量 具,并将试验场地整理干净。
空打 将刻度盘上指针拨到最大值300J或150J处, 先按下手持控制器上的退销按钮,安全销 回缩,再按下冲击按钮,锁锤系统动作,松 开摆钩,摆锤会由高处下落, 绕摆轴做钟 摆运动。
放摆检查刻度盘 待摆锤扬起到最高处后返回到最低点位置 时,快速短按手持控制器_上的放摆按钮, 刹车系统工作,快速停止摆锤的摆动。检 查刻度盘上指针是否归零。如不归零,则 必须校正后重新空打,直到指针归于零位。
点击文本框即可进行编辑输入 相关内容点击文本框即可Байду номын сангаас行
编辑输入相关内容
选择合适摆锤
PQR01工艺评定的试板为8mm厚度的Q235B板,焊材选
用的是E4303焊条,制取的冲击试样为5mm厚度的V型
缺口小试样,根据经验估算,其冲击吸收功不会超过
100J,故选用最大量程150J的小摆锤即可满足试验
要求。
拆下大摆锤
依据NB/T47014第4.3 条规定: 焊接工艺评定力学性 能试验所用设备、仪 表应处于正常工作状 态。
试验人员必须经过理 化检验专业技术培训 考核,并取得力学性能 专业1级或者2级技术 资格证书,证书必须 在有效期内,试验时严 格遵循安全操作规程。
Part 02
摆锤选择与更换
摆锤选择与更换
添加标题
更换摆锤必须使用试验机配套的专用工
15crmo钢中厚板焊接工艺评定(1)

15CrMo钢中厚板焊接工艺评定王学军摘要:15CrMo钢是珠光体组织耐热钢。
根据焊接质量要求,对15CrMo中厚板的焊接工艺进行了研究,通过进行焊接工艺评定试验,确定了焊接工艺。
关键词:低合金耐热钢中厚板焊接工艺我公司承制的上都电厂二期3#、4#锅炉钢架工程在EL44500标高层有17件板拼箱形梁,材质为15CrMo钢,板材厚度由6~40mm,覆盖绝大部分中厚板。
这些构件处在受热面部位,工作温度高达500℃。
为了保证焊接质量,手工电弧焊选用了E5515-B2型焊条,埋弧自动焊选用了H13CrMoA+SJ101焊接材料进行了焊接工艺评定试验,为构件施焊提供了可靠的焊接工艺数据。
现以32mm厚钢板对接焊缝为例对焊接工艺评定过程进行阐述。
1.15CrMo钢的焊接性15CrMo钢系珠光体组织低合金耐热钢,在高温下具有较高的热强性(δb≥440MPa)和抗氧化性,并具有一定的抗氢腐蚀能力。
由于钢中含有较高含量的Cr、Mo、C和其它合金元素,钢材的淬硬倾向较明显,焊接性差。
15CrMo钢的化学成分如表1示:15CrMo钢的化学成分表1其碳当量(按国际焊接协会IIW)推荐的公式:Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15=0.542%根据经验:当Ceq>0.4%时,焊接接头淬硬倾向大,可能出现冷裂纹,而15CrMo钢的Ceq值达0.542%,故15CrMo钢的淬硬倾向大,焊接性差,因此15CrMo钢焊接时,焊接材料的选择和严格的工艺措施,对于防止裂纹,保证使用性能至关重要。
2.焊接工艺2.1 焊接材料针对15CrMo钢的焊接性及构件的工作特点,保证构件在高温条件下长期安全的运行。
查阅焊接手册及相关资料,根据耐热钢焊接接头应具有与母材基本相等的室温和高温短时强度、高温持久强度及焊缝金属的合金成分和含量应下母材基本一致的性能要求,确定了焊接材料。
手工电弧焊选用E5515-B2型焊条,埋弧自动焊选用H13CrMoA+HJ431焊接材料进行了焊接工艺评定试验。
ISO15612:2004_金属材料焊接工艺规程及评定-基于标准焊接规程的评定

国际标准ISO 156122004金属材料焊接工艺规程及评定——基于标准焊接规程的评定标准号ISO15612:2004(E)© ISO目录1 范围 (3)2 规范性引用文件 (3)3 术语和定义 (5)4 焊接工艺预规程(pWPS) (5)5 基于标准焊接规程的评定 (5)6 标准焊接工艺的使用 (6)7有效期 (7)8 文件编制 (7)金属材料焊接工艺规程及评定——基于标准焊接规程的评定1 范围本标准提供了必要的信息,详述ISO15607有关采用标准焊接工艺进行焊接工艺评定的要求。
本标准规定了标准焊接工艺进行评定的必要条件、界限及认可范围。
本标准提供了制造商采用基于其他企业焊接工艺评定试验基础上的某个焊接工艺的可能性。
本标准是一套系列标准的组成部分,ISO15607:2003的附录A提供了该系列标准的详细说明。
本标准所得应用可能受某个应用标准或规程的限制。
2 规范性引用文件下列标准所包含的条文,通过在本国国际标准中引用而构成本国际标准的条文。
标准出版时,所示标准均为有效。
所有的标准都可能被修订,因此使用本国际标准的各方应探讨使用下列标准最新版本的可能性。
IEC及ISO的成员保持着现行有效国际标准的目录。
ISO4063:1998,金属的焊接、硬钎焊、软钎焊及钎接焊-用于图样上符号表示的工艺术语及参照代号ISO3834-1,焊接质量要求-金属材料的熔化焊-第1部分:选择及使用指南ISO3834-2,焊接质量要求-金属材料的熔化焊-第2部分:完整质量要求ISO3834-3,焊接质量要求-金属材料的熔化焊-第3部分:一般质量要求ISO3834-4,焊接质量要求-金属材料的熔化焊-第4部分:基本质量要求ISO9606-1,焊工考试-熔化焊-第1部分:钢ISO9606-2,焊工考试-熔化焊-第2部分:铝和铝合金ISO9606-3,焊工考试-熔化焊-第3部分:铜和铜合金ISO9606-4,焊工考试-熔化焊-第4部分:镍和镍合金ISO9606-5,焊工考试-熔化焊-第5部分:钛和钛合金、锆和锆合金ISO14731,焊接管理-任务和职责ISO14732,焊接人员-金属材料全机械化和自动化焊接,熔化焊及电阻焊设备操作者的考试ISO15607,金属材料焊接工艺规程及评定—一般原则ISO15609-1,金属材料焊接工艺规程及评定-焊接工艺规程-第1部分:弧焊ISO15609-2,金属材料焊接工艺规程及评定-焊接工艺规程-第2部分:气焊ISO15609-3,金属材料焊接工艺规程及评定-焊接工艺规程-第3部分:电子束焊ISO15609-4,金属材料焊接工艺规程及评定-焊接工艺规程-第4部分:激光焊ISO15609-4,金属材料焊接工艺规程及评定-焊接工艺规程-第5部分:电阻焊ISO15614-1,金属材料焊接工艺规程及评定-焊接工艺评定试验-第1部分:钢弧焊和气焊、镍和镍合金的弧焊ISO15614-2,金属材料焊接工艺规程及评定-焊接工艺评定试验-第2部分:铝及铝合金的弧焊ISO15614-3,金属材料焊接工艺规程及评定-焊接工艺评定试验-第3部分:铸铁的熔化焊和压力焊ISO15614-4,金属材料焊接工艺规程及评定-焊接工艺评定试验-第4部分:铸铝的加工焊ISO15614-5,金属材料焊接工艺规程及评定-焊接工艺评定试验-第5部分:钛、锆以及合金的弧焊ISO15614-6,金属材料焊接工艺规程及评定-焊接工艺评定试验-第6部分:铜和铜合金的弧焊ISO15614-7,金属材料焊接工艺规程及评定-焊接工艺评定试验-第7部分:堆焊ISO15614-8,金属材料焊接工艺规程及评定-焊接工艺评定试验-第8部分:管-管板接头的焊接ISO15614-9,金属材料焊接工艺规程及评定-焊接工艺评定试验-第9部分:水下高压湿法焊接ISO15614-10,金属材料焊接工艺规程及评定-焊接工艺评定试验-第10部分:水下高压干法焊接ISO15614-11,金属材料焊接工艺规程及评定-焊接工艺评定试验-第11部分:电子束及激光焊接ISO15614-12,金属材料焊接工艺规程及评定-焊接工艺评定试验-第12部分:点焊、缝焊及凸焊3 术语和定义出于本标准的目的,采用了ISO15607:2003中的术语及定义。
《焊接工艺评定》1.4.3PQR01焊接工艺评定试样拉伸试验
计算拉伸试样的横截面积
根据测量的宽度和厚度,计算平均值,并计 算平均截面积SO,将测量和计算结果记录 到力学性能记录试验表上。
拉伸试样过渡圆弧值的测量
用R=25mm的R规测量拉伸段和夹持端过渡圆弧是否 符合标准要求。
试验结果分析
谢谢
THANK YOU 艺评定试样 拉伸试验
汇报人:
拉伸试验
依据NB/T47014第4.3条规定: 焊接工艺评定力学性能试验所用设备、仪表应处于正常工 作状态。 我们选用的设备型号为WAW-300C的微机控制电液伺服 万能试验机
拉伸试验所需工具包括:温湿度计、游标卡尺、R规
拉伸试样尺寸的测量
检验实验室环境温度
依据GB/T228.1-2010第5条规定: 试验一般在室温范围内进行,对温度要求严格的试验,试验温 度应为23℃±5℃。 用温湿度计检测环境温度是否符合规定要求,如不符合,则需 打开空调,将温度调节到要求的范围内。
拉伸试样尺寸的测量
按照GB/T228.1-2010规定的试验方法测定拉伸试样尺寸: 1.测量夹持端宽度,应不少于32mm 2.分三个点测量拉伸段的宽度和厚度。
焊接工艺评定试验

焊接工艺评定试验
焊接工艺评定试验
为验证所拟订的焊件的焊接工艺的正确性而进行的试验 过程及对试验结果的评价,称为焊接工艺评定。 钢管加工、骨架施工的关键是焊接工序,为保证质量, 在施工前,将会同监理工程师按规定进行焊接工艺评定,并 按评定合格的工艺编写成工艺评定书,一是报监理工程师, 二是作为焊接指导书下放到班组执行。焊接工艺评定的目的: 1、验证施焊单位拟订的焊接工艺是否正确。 2、评价施工单位能否焊出符合有关要求的焊接接头。 待评的焊接工艺由施工单位拟订;试件要由施工本单位技能 熟练的焊接人员施焊;试件要利用施工本单位的焊接设备施 焊。
板材对接焊缝试件 管材对接焊缝试件 上图为对接焊缝试件
板材角焊缝试件 管与板角焊缝试件 上图为角焊缝试件
(3)填充材料 包括:焊条、焊丝、焊剂和附加的填充金属等。均是 重要因素。 (4)焊接位置 包括:平焊、横焊、立焊、仰焊等,通常情况下都是 次要因素。只有将位置改变为向上立焊时,为补加因素。 (5)预热 包括:预热和不预热.由预热改变为不预热,或预热温 度降低50摄氏度以上时,需要重新评定。 (6)气体 包括:可燃气体(例如乙炔、丙烷等)和保护气体 (例如CO2,氩气等)均为重要因素。 (7)焊后热处理 包括:不进行热处理和焊后进行热处理(例如正火、 高温回火、固溶处理等),改变热处理方式或改为不进行热 处理,均需要重新评定。
第四节 本工程的钢管制作安装 焊接工艺评定
焊接工艺评定的试件。其试板材料和焊接材料应与制造 厂制造的钢管所用的材料相同,焊接位置应包括本工程的所 有构件焊接部位; --对接试板的尺寸为长=800mm,宽=300mm; --试板应打上试验程序编号钢印和焊接工艺评定标记; --将会同监理工程师对试板焊缝进行外观检查和超声波探伤 检查; --焊接试块将作力学机械性能试验,均按DL5017—93: 6.1.14规定执行,对接接头试样机械性能评定项目和试样数 量见表:
硬度实验EN15614-1焊接工艺评定
式中:d 为弯头或内辊的直径t s弯曲试样的厚度A 材料规程要求的最低延伸率试验过程中,试样不应在任何方向出现大于3mm的缺陷。
评估时在试样边角出现的缺陷可以忽略。
7.4.4 低倍金相检验试样应按EN 1321规定制备并在一侧腐蚀,以清晰地显示出熔合线、热影响区和各层焊道。
低倍金相检验应包括未受到影响的母材,并每个工艺试验至少再现一次。
7.4.5 冲击试验对接接头冲击试样和试验应符合本标准对取样部位、试验温度的要求,尺寸和试验应满足EN 875(ISO 9016)规定。
焊缝金属应采用VWT型(V表示恰贝V形缺口;W表示缺口开在焊缝金属;T表示缺口开在厚度方向)试样,热影响区可采用VHT型(V表示恰贝V形缺口;H表示缺口开在热影响区;T 表示缺口开在厚度方向)试样。
每个规定部位,各组应包含3个试样。
应采用V型缺口试样,并在母材表面2mm以下沿焊缝垂直取样。
热影响区的缺口应距离熔合线1至2mm,焊缝金属缺口则开在焊缝中心线上。
厚度大于50mm时,应取两组附加试样。
一组取自焊缝金属,一组取自恰好位于中间厚度的热影响区或焊缝根部。
除非应用标准另有要求,冲击功一般应符合对应的母材标准。
三个试样的平均值应满足规定的要求。
对每个缺口部位,单个值可以低于规定的最低平均值,但不得低于该数值的70%。
异种钢接头的冲击试验应采用每侧母材热影响区的试样进行。
用一个试件评定多个焊接方法时,冲击试样应取自每个焊接方法施焊的焊缝金属和热影响区。
7.4.6 硬度试验硬度试验方法应按EN 1043-1:1995(ISO 9015)的规定,采用载荷为HV10的维氏硬度。
为了测量和记录焊接接头硬度值的范围,压痕应打在焊缝、热影响区和母材上。
厚度小于或等于5mm 的材料,应在表面2mm处打一排压痕。
厚度超过5mm的材料,应在焊接接头的上、下表面2mm 处各打一排压痕。
双面焊缝、角焊缝和T型接头对接焊缝,应在根部区域增加一排压痕。
典型示例参见EN 1043-1(ISO 9015)的图1a)、b)、e)、f)和图3、图4。
ISO15613:2004_金属材料焊接工艺规程及评定-基于预生产焊接试验的评定

国际标准ISO 156132004金属材料焊接工艺规程及评定——基于预生产焊接试验的评定标准号ISO15613:2004(E)© ISO目录1 范围 (3)2 规范性引用文件 (3)3 术语和定义 (5)4 焊接工艺预规程(pWPS) (5)5 焊接工艺的评定 (5)6 试件的焊接 (5)7 试验 (5)8 认可范围 (6)9 有效期 (7)金属材料焊接工艺规程及评定——基于预生产焊接试验的评定1 范围本标准是一套系列标准的组成部分,ISO15607:2003的附录A提供了该系列标准的详细说明。
本标准规定了以预生产焊接试验为基础评定焊接工艺预规程的方法。
本标准适用于金属材料的弧焊、气焊、电阻焊、螺栓焊和摩擦焊。
本标准应用可能受某个应用标准或规程的限制。
2 规范性引用文件下列标准所包含的条文,通过在本国国际标准中引用而构成本国际标准的条文。
标准出版时,所示标准均为有效。
所有的标准都可能被修订,因此使用本国际标准的各方应探讨使用下列标准最新版本的可能性。
IEC及ISO的成员保持着现行有效国际标准的目录。
ISO10447,焊接—电阻点焊、缝焊和凸焊接头的剥离、凿铲试验ISO15607,金属材料焊接工艺规程及评定—一般原则ISO/TR15608,焊接—金属材料分类指南ISO15609-1,金属材料焊接工艺规程及评定-焊接工艺规程-第1部分:弧焊ISO15609-2,金属材料焊接工艺规程及评定-焊接工艺规程-第2部分:气焊ISO15609-3,金属材料焊接工艺规程及评定-焊接工艺规程-第3部分:电子束焊ISO15609-4,金属材料焊接工艺规程及评定-焊接工艺规程-第4部分:激光焊ISO15609-5,金属材料焊接工艺规程及评定-焊接工艺规程-第5部分:电阻焊ISO15614-1,金属材料焊接工艺规程及评定-焊接工艺评定试验-第1部分:钢弧焊和气焊、镍和镍合金的弧焊ISO15614-2,金属材料焊接工艺规程及评定-焊接工艺评定试验-第2部分:铝及铝合金的弧焊ISO15614-3,金属材料焊接工艺规程及评定-焊接工艺评定试验-第3部分:铸铁的熔化焊和压力焊ISO15614-4,金属材料焊接工艺规程及评定-焊接工艺评定试验-第4部分:铸铝的加工焊ISO15614-5,金属材料焊接工艺规程及评定-焊接工艺评定试验-第5部分:钛、锆以及合金的弧焊ISO15614-6,金属材料焊接工艺规程及评定-焊接工艺评定试验-第6部分:铜和铜合金的弧焊ISO15614-7,金属材料焊接工艺规程及评定-焊接工艺评定试验-第7部分:堆焊ISO15614-8,金属材料焊接工艺规程及评定-焊接工艺评定试验-第8部分:管-管板接头的焊接ISO15614-9,金属材料焊接工艺规程及评定-焊接工艺评定试验-第9部分:水下高压湿法焊接ISO15614-10,金属材料焊接工艺规程及评定-焊接工艺评定试验-第10部分:水下高压干法焊接ISO15614-11,金属材料焊接工艺规程及评定-焊接工艺评定试验-第11部分:电子束及激光焊接ISO15614-12,金属材料焊接工艺规程及评定-焊接工艺评定试验-第12部分:点焊、缝焊及凸焊ISO15614-13,金属材料焊接工艺规程及评定-焊接工艺评定试验-第13部分:电阻对焊及闪光焊接3 术语和定义出于本标准的目的,采用了ISO15607:2003中的术语及定义。
如何按照ISO15614-1:2017进行焊接工艺评定 V1

如何按照ISO15614-1:2017进行焊接工艺评定ISO 15614-1是金属材料焊接工艺规程及评定之焊接工艺评定试验的第一部分:钢的弧焊和气焊、镍及镍合金的弧焊。
所含内容较多,逻辑性较强,很多部分理解起来有点困难。
本文笔者尽量化繁为简,力求在较短的时间内阐述清楚ISO 15614-1,使大家熟练掌握它。
ISO15614-1重要的几点如下:01.焊接方法代号首先要搞明白的是焊接方法代号,它是按照ISO4063来分类的。
111-manual metal arc welding (metal-arc welding with covered electrode); 手工电弧焊(金属电弧焊与覆盖电极)114-self-shielded tubular-cored arc welding; 自保护药芯焊丝电弧焊12-submerged arc welding; 埋弧焊13-gas-shielded metal arc welding; 气体保护金属电弧焊14-gas-shielded arc welding with non-consumable electrode; 气体保护电弧焊与非消耗性电极15-plasma arc welding; 等离子弧焊311-oxy-acetylene welding. 氧乙炔焊接02. 焊缝型式ISO15614-1工艺评定焊缝型式相相比较ASME IX,焊缝型式多了几种,具体如下,1).全焊透的板对接焊缝2).全焊透管对接焊缝注意单词或组合的单词“管”用于表示“管”,“管子”或“中空部分”,除了正方形或矩形中空部分。
3).T- joint T 型接头试件应按照下图制备。
该试件适用于完全穿透的对接焊缝或角焊缝。
4). Branch connection 支管连接对于 1 级:无需特定的试件。
对于级别 2:试件应按照图 4 制备。
角度α是生产中使用的最小值。
该试件适用于完全穿透的接头(固定式,固定式或直通式接头)和角焊缝。
焊接工艺评定试件和试样的试验与检验标准

焊接工艺评定试件和试样的试验与检验标准1.5.1试件的外观检验应符合下列规定:1对接、角接及T形等接头,应符合下列规定:1)用不小于5倍放大镜检查试件表面,不得有裂纹、未焊满、未熔合、焊瘤、气孔、夹渣等缺陷;2)焊缝咬边总长度不得超过焊缝两侧长度之和的15%,咬边深度不得大于0.5mm;3)焊缝外观尺寸应符合本标准8.2.2条中一级焊缝的要求(需疲劳验算结构的焊缝外观尺寸应符合本标准8.3.2条的要求)。
2栓钉焊接头外观检验应符合表1.5.1-1的要求。
当采用电弧焊方法进行栓钉焊接时,其焊缝最小焊脚尺寸应符合表1.5.1-2的要求。
表1.5.1-1栓钉焊接接头外观检验合格标准表1.5.1-2采用电弧焊方法的栓钉焊接接头最小焊脚尺寸1.5.2试件的无损检测应在外观检验合格后进行,无损检测方法根据设计要求确定。
射线检测应符合现行国家标准《金属熔化焊焊接接头射线照相》GB/T 3323的有关规定,焊缝质量不低于BⅠ级;超声波检测应符合本标准第8章的相关规定,焊缝质量不低于对接焊缝一级的质量要求。
1.5.3试样的力学性能、硬度及宏观酸蚀试验方法应符合下列规定:1拉伸试验方法应符合下列规定:1)对接接头拉伸试验应符合现行国家标准《焊接接头拉伸试验方法》GB/T 2651的有关规定;2)栓钉焊接头拉伸试验应符合图1.5.3-1的要求。
2 弯曲试验方法应符合下列规定:1)对接接头弯曲试验应符合现行国家标准《焊接接头弯曲试验方法》GB/T 2653的有关规定,弯心直径为4δ(δ为弯曲试样厚度),弯曲角度为180°。
面弯、背弯时试样厚度应为试件全厚度(δ<14mm );侧弯时试样厚度δ=10mm ,试件厚度小于等于40mm 时,试样宽度应为试件的全厚度,试件厚度超过40mm 时,可按20mm ~40mm 分层取样;2)栓钉焊接头弯曲试验应符合图1.5.3-2的要求。
弯曲垫片30°3 冲击试验应符合现行国家标准《焊接接头冲击试验方法》GB/T 2650的有关规定;4 宏观酸蚀试验应符合现行国家标准《钢的低倍组织及缺陷酸蚀检验法》GB 226的有关规定;5 硬度试验应符合现行国家标准《焊接接头硬度试验方法》GB/T 2654的有关规定。
NB-T47014承压设备焊接工艺评定一

•
没有对塞焊焊缝,槽焊缝和端接焊缝的焊接工 艺评定作出规定。 • 对接焊缝或角焊缝试件评定合格的焊接工艺不 适用于塞焊缝,槽焊缝和端接焊缝。对接焊缝试 件评定合格的焊接工艺亦适用于角焊缝(P39), 这是从力学性能准则出发的。 • ㈠对接焊缝、角焊缝与焊接接头形式关系示例见 图1,从焊接工艺评定试件分类角度出发可以看出: • ⑴对接焊缝连接的不一定都是对接接头;角焊 缝连接的不一定都是角接头。尽管接头形式不同, 连接它们的焊缝形式是可以相同的。
1.范围 本标准规定了承压设备(锅炉、压力容器、压力 管道)的对接焊缝和角焊缝焊接工艺评定、耐蚀堆 焊工艺评定、复合金属材料焊接工艺评定、换热管 与管板焊接工艺评定和焊接工艺附加评定以及螺柱 电弧焊工艺评定的规则、试验方法和合格指标。 本标准适用于气焊(OFW)、焊条电弧焊(SMAW)、 埋弧焊(SAW)、钨极气体保护焊(GTAW)、熔化极气体 保护焊(FCAW)、电渣焊(ESW)、等离子弧焊(PAW)、 摩擦焊(FRW)、气电立焊(EGW)和螺柱电弧焊(SRW)等 焊接方法。(P7)
⑵不管焊件接头形式如何,只要是对接焊缝所连接, 则只需采用对接焊缝试件评定焊接工艺;也不管 焊件接头形式如何,只要是角焊缝所连接,则只 需采用角焊缝试件评定焊接工艺。 ⑶对接焊缝试件评定合格的焊接工艺可以用于焊 件的各种接头的对接焊缝; 角焊缝评定合格的焊接工艺可以用于焊件的 各种接头的角焊缝。 在确定焊接工艺评定项目时,首先在图样上依 次寻找各式各样的焊接接头是用何种形式的焊缝 连接的,只要是对接焊缝连接的焊接接头就取对 接焊缝试件,对接焊缝试件评定合格的焊接工艺亦 适用于角焊缝;评定非受压角焊缝焊接工艺时, 可仅采用角焊缝试件。
• 例如可以将众多的奥氏体不锈钢放在一个组内 (P16),并规定“某一钢号母材评定合格的焊接 工艺可以用于同组别号的其它钢号母材”(p36 6.1.2.2),这是因为:虽然这些不锈钢焊接接头的 耐腐蚀性能不同,但当通用焊接工艺评定因素和 专用焊接工艺评定因素中的重要因素、补加因素 不变时它们的焊接接头力学性能相同。 • 焊接工艺评定试件检验项目也只要求检验力学性 能(拉伸、弯曲、冲击)。 • 三.试件采用规则-焊接工艺评定试件分类对象 在说明焊接工艺评定试件分类对象前,首先要说 明焊接工艺评定的对象是焊缝而不是焊接接头。
《焊接工艺评定》1.4.4焊接工艺评定试样弯曲试验
39.6mm
五、进行微机软件的设置
进行试验方案的设定和试样信息的设置,与拉伸试验的 操作基本一致,只要选择相对应的选项即可
六、弯曲试样的摆放
六、弯曲试样的摆放
输入内容
七、注意事项
1、试验结束后需复原支承座 2、关闭微机及电源
谢谢
THANK YOU FOR WATCHING
试样厚度 S/mm 10
<10
弯心直径 D/mm 40
4S
弯心直径D=4×7.7=30.8mm 选取直径为31mm的压头
四、弯曲试验压头的选择和安装
四、支承辊距离的调节
根据NB/T47014-2011 第6.4.1.6.3条规定 支撑座间离=6S+3=6×7.71+3=49.2mm
支承辊中心线间的距离=30+49.2=79.2mm
除非另有规定,试验环境温度应为23℃±5℃。 需用肉眼检查试样拉伸面有无明显的划痕,缺陷和损 伤(若有,则必须重新进行打磨处理),检查试验棱边是 否符合试验加工要求,有无缺陷。
三、弯曲试验压头的选择和安装
根据NB/T470Leabharlann 4-2011 第6.4.1.6.3条
焊缝两侧的母材类别
低碳钢、低合金钢、不锈钢等断后伸长率标准规定下限等 于后大于20%的母材类别
1.4.4 PQR01焊接工艺评定试样弯曲试验
讲课学生:
目录
一、弯曲试样尺寸的测量 二、弯曲试验的要求 三、弯曲试验压头的选择 四、弯曲试验压头的选择和安装 五、进行微机软件的设置 六、弯曲试样的摆放 七、注意事项
一、弯曲试样尺寸的测量
二、弯曲试验的要求
根据NB/T2653-2008规定:对接焊接接头截取的横向或 纵向试样进行弯曲,不改变弯曲方向,通过弯曲产生塑形 变形,使焊接接头的表面或横截面发生拉伸变形。
焊接工艺评定测试及标准

焊接工艺评定测试及标准一站式的材料检测、分析与技术咨询服务焊接工艺评定测试及标准有哪些?焊接工艺评定简介:焊接工艺评定(Welding Procedure Qualification Record,简称WPQR) 为验证所拟定的焊件焊接工艺的正确性或进行焊工能力考核而进行的试验过程及结果评价。
焊接工艺评定目的1.评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头。
2.验证施焊单位所拟订的焊接工艺指导书是一站式的材料检测、分析与技术咨询服务否正确。
3.为制定正式的焊接工艺指导书或焊接工艺卡提供可靠的技术依据。
4.考核焊工能力。
焊接工艺评定应用范围1、适用于锅炉,压力容器,压力管道,桥梁,船舶,航空航天,核能以及承重钢结构等钢制设备的制造、安装、检修工作。
2、适用于气焊,焊条电弧焊,钨极氩弧焊,熔化极气体保护焊,埋弧焊,等离子弧焊,电渣一站式的材料检测、分析与技术咨询服务焊等焊接方法。
评定过程1、拟定预备焊接工艺指导书(Preliminary Welding Procedure Specification,简称PWPS)2、施焊试件和制取试样3、检验试件和试样4、测定焊接接头是否满足标准所要求的使用性能5、提出焊接工艺评定报告对拟定的焊接工艺一站式的材料检测、分析与技术咨询服务指导书进行评定工艺评定常规测试(查看更多测试)外观检测无损探伤拉伸测试弯曲测试冲击测试硬度测试低倍金相测试表面裂纹检测一站式的材料检测、分析与技术咨询服务工艺评定相关标准评定参考标准工艺评定的标准国内标准SY∕T4103-1995 (相当于API 1104) NB/T47014-2011 《承压设备用焊接工艺评定》SY∕T0452-2002《石油输气管道焊接工艺评定方法》(注:供石油,化工工艺评定)JGJ81-2002 《建筑钢结构焊接技术规程》(注:公路桥梁工艺评定可参照执行)一站式的材料检测、分析与技术咨询服务GB50236-98 《现场设备,工业管道焊接工程施工及压力管道工艺评定》《蒸汽锅炉安全技术监察规程(1996)》注:起重行业工艺评定借用此标准欧洲标准ISO15614-1 钢的电弧焊和气焊∕镍和镍合金的电弧焊ISO15614-2铝和铝合金的电弧焊ISO15614-3铸铁电弧ISO15614-4铸铝的修补焊一站式的材料检测、分析与技术咨询服务ISO15614-5钛和钛合金的电弧焊∕锆和锆合金的电弧焊ISO15614-6铜和铜合金的电弧焊ISO15614-7堆焊ISO15614-8管接头和管板接头的焊接EN 288 或ISO 15607 - ISO 15614系列标准美国标准AWSD1.3-98 薄板钢结构焊接规程一站式的材料检测、分析与技术咨询服务D1.6:1999 不锈钢焊接D1.1∕D1.1M:2005 钢结构焊接规程D1.2∕D1.2M:2003 铝结构焊接规程D1.5∕D1.5M:2002桥梁焊接D14.3∕D14.3M:2005 起重机械焊接规程简介美信检测是一家具有CNAS和CMA资质认证●形貌观●显微结●表面元●表面异一站式的材料检测、分析与技术咨询服务察与测量构分析素分析物分析●成分分析●力学性能测试●热学性能测试●焊接工艺评定●CT扫描●无损检测●切片分析●阻燃性能测试●油品检测●清洁度测试●可靠性测试●失效分析●配方分析●有毒物质检测●涂镀层厚度......。
焊接工艺评定报告工艺试验报告
焊接工艺评定报告工艺试验报告
一、试验目的
本次试验旨在评定焊接工艺的可行性和可靠性,为后续的生产提供参考依据。
二、试验方法
本次试验采用了手工电弧焊接工艺,焊接材料为Q235钢板,焊接接头为对接接头。
试验过程中,对焊接工艺参数进行了调整,包括电流、电压、焊接速度等,以达到最佳的焊接效果。
三、试验结果
经过多次试验,最终确定了最佳的焊接工艺参数,具体如下:
电流:120A
电压:22V
焊接速度:10cm/min
焊接材料:E6013焊条
焊接接头:对接接头
焊接质量:合格
四、试验结论
本次试验结果表明,手工电弧焊接工艺在焊接Q235钢板对接接头时,具有较好的可行性和可靠性。
通过对焊接工艺参数的调整,可以获得最佳的焊接效果,达到焊接质量合格的要求。
五、建议
在实际生产中,应根据具体情况选择合适的焊接工艺,同时对焊接工艺参数进行调整,以确保焊接质量符合要求。
同时,应加强对焊接工艺的管理和控制,确保焊接质量的稳定性和可靠性。
六、总结
本次试验为焊接工艺评定提供了参考依据,同时也为实际生产提供了可行性和可靠性的保证。
在今后的生产中,应加强对焊接工艺的管理和控制,不断提高焊接质量和效率,为企业的发展做出贡献。
焊接工艺评定试验

2、类别评定规则
类别号为II(或组别号为VI-1、VI-2)的同钢号母材
的评定适用于该类别号(或该组别号)母材与类别号 为I的母材所组成的焊接接头。
三、对试件厚度有效适用范围的规定
1.试件母材为IV-2组 和σb下限植大于540MPa级的低合 金钢,按表3-2和表3-3中的规定。
表3-2 试件厚度适用于焊件厚度有效范围
2、对各种工艺因素的分析
(1)焊接方法 改变焊接方法需重新评定; 当同一条焊缝使用两种或两种以上焊接方法(或焊接 工艺)时,可采用组合评定和分别评定两种方法。
例如,有一焊件、材质为16MnR,焊接接头有冲击 韧度要求,用三种焊接方法焊成,如何评定?
第一种方法:组合评定法
《材料成型工程综合试验》
第三章 焊接工艺评定试验
第一节 焊接工艺评定的概念及其目的
一、焊接工艺评定的概念
根据JB4708-2000《钢制压力容器焊接工艺评定》: 定义:为验证所拟订的焊件的焊接工艺的正确性而进行 的试验过程及对试验结果的评价,称为焊接工艺评定。
二、焊接工艺评定的目的
1、验证施焊单位拟订的焊接工艺是否正确。 2、评价施工单位能否焊出符合有关要求的焊接接头。 待评的焊接工艺由施工单位拟订。 试件要由施工本单位技能熟练的焊接人员施焊。 试件要利用施工本单位的焊接设备施焊。
适用于焊件母材厚度的有效范围 试件母材厚度T 最小值 T<1.5 1.5≤T<8 T≥8 T 1.5 0.75T 最大值 2T 2T,且不大于12 1.5T
表3-3试件焊缝厚度适用于焊件焊缝厚度的有效范围
试件焊缝金属厚 度t t<1.5 1.5≤t<8 t≥8 适用于焊件焊缝金属厚度的有效范围 最小值 不限 不限 不限 最大值 2t 2t,且不大于12 1.5t
焊接工艺评定金相试验验收标准
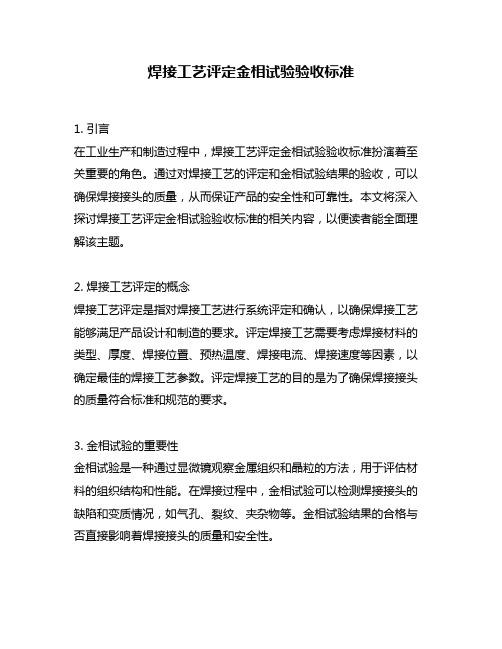
焊接工艺评定金相试验验收标准1. 引言在工业生产和制造过程中,焊接工艺评定金相试验验收标准扮演着至关重要的角色。
通过对焊接工艺的评定和金相试验结果的验收,可以确保焊接接头的质量,从而保证产品的安全性和可靠性。
本文将深入探讨焊接工艺评定金相试验验收标准的相关内容,以便读者能全面理解该主题。
2. 焊接工艺评定的概念焊接工艺评定是指对焊接工艺进行系统评定和确认,以确保焊接工艺能够满足产品设计和制造的要求。
评定焊接工艺需要考虑焊接材料的类型、厚度、焊接位置、预热温度、焊接电流、焊接速度等因素,以确定最佳的焊接工艺参数。
评定焊接工艺的目的是为了确保焊接接头的质量符合标准和规范的要求。
3. 金相试验的重要性金相试验是一种通过显微镜观察金属组织和晶粒的方法,用于评估材料的组织结构和性能。
在焊接过程中,金相试验可以检测焊接接头的缺陷和变质情况,如气孔、裂纹、夹杂物等。
金相试验结果的合格与否直接影响着焊接接头的质量和安全性。
4. 焊接工艺评定金相试验验收标准在进行焊接工艺评定和金相试验验收时,需要参考相关的标准和规范。
国家标准GB/T 8118-2010《焊工技术资格与认证》对焊接工艺评定的要求进行了详细规定,包括评定程序、评定方法、评定规则等。
金相试验验收也需要符合相关的标准,如GB/T 9445-2008《焊缝金相组织检验方法》。
这些标准和规范为焊接工艺评定和金相试验验收提供了可靠的依据,确保了焊接接头质量的稳定性和可靠性。
5. 个人观点与理解在我看来,焊接工艺评定金相试验验收标准的制定和执行至关重要。
只有通过严格的评定和验收标准,才能确保焊接接头的质量和可靠性。
金相试验作为一种重要的质量控制手段,可以帮助及时发现焊接接头的缺陷和问题,从而及时采取措施进行修复和改进。
我认为公司在进行焊接工艺评定和金相试验验收时,应该严格依据相关的标准和规范进行操作,以确保产品质量和客户满意度。
6. 总结通过对焊接工艺评定金相试验验收标准的深入探讨,我们了解到了焊接工艺评定和金相试验验收的重要性,以及相关的标准和规范。
焊接工艺评定试验
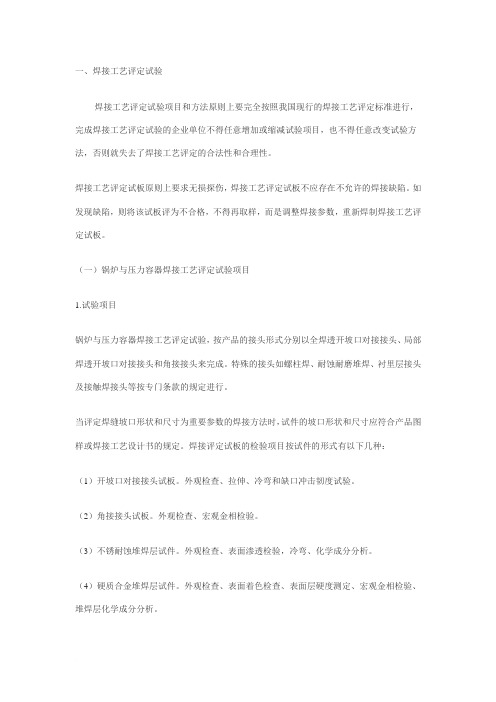
一、焊接工艺评定试验焊接工艺评定试验项目和方法原则上要完全按照我国现行的焊接工艺评定标准进行,完成焊接工艺评定试验的企业单位不得任意增加或缩减试验项目,也不得任意改变试验方法,否则就失去了焊接工艺评定的合法性和合理性。
焊接工艺评定试板原则上要求无损探伤,焊接工艺评定试板不应存在不允许的焊接缺陷。
如发现缺陷,则将该试板评为不合格,不得再取样,而是调整焊接参数,重新焊制焊接工艺评定试板。
(一)锅炉与压力容器焊接工艺评定试验项目1.试验项目锅炉与压力容器焊接工艺评定试验,按产品的接头形式分别以全焊透开坡口对接接头、局部焊透开坡口对接接头和角接接头来完成。
特殊的接头如螺柱焊、耐蚀耐磨堆焊、衬里层接头及接触焊接头等按专门条款的规定进行。
当评定焊缝坡口形状和尺寸为重要参数的焊接方法时,试件的坡口形状和尺寸应符合产品图样或焊接工艺设计书的规定。
焊接评定试板的检验项目按试件的形式有以下几种:(1)开坡口对接接头试板。
外观检查、拉伸、冷弯和缺口冲击韧度试验。
(2)角接接头试板。
外观检查、宏观金相检验。
(3)不锈耐蚀堆焊层试件。
外观检查、表面渗透检验,冷弯、化学成分分析。
(4)硬质合金堆焊层试件。
外观检查、表面着色检查、表面层硬度测定、宏观金相检验、堆焊层化学成分分析。
(5)螺柱焊试件。
外观检查、锤击试验或弯曲试验、扭转试验、宏观金相检验。
2.焊接工艺评定试验方法焊接工艺评定中使用的力学性能试验方法包括拉伸、弯曲、缺口冲击、扭转和剪切试验等。
(1)拉伸试验。
按GB2651—1989《焊接接头拉伸试验方法》和GB2852—1989《焊接及熔敷金属拉伸试验方法》进行。
(2)弯曲试验。
按GB2653—1989《焊接接头弯曲及压扁实验方法》进行。
(3)冲击试验(缺口韧性试验)。
按GB2650—1989《焊接接头冲击试验方法》进行。
(4)角焊缝试样的宏观试验。
宏观试片受检面经机械加工和磨光后,选用适当的腐蚀剂浸蚀,直至清楚地分辨出焊缝及热影响区。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、对各种工艺因素的分析
(1)焊接方法 改变焊接方法需重新评定; 当同一条焊缝使用两种或两种以上焊接方法(或焊接 工艺)时,可采用组合评定和分别评定两种方法。
例如,有一焊件、材质为16MnR,焊接接头有冲击韧 度要求,用三种焊接方法焊成,如何评定?
第一种方法:组合评定法
《材料成型工程综合试验》
第三章 焊接工艺评定试验
第一节 焊接工艺评定的概念及其目的
一、焊接工艺评定的概念
根据JB4708-2000《钢制压力容器焊接工艺评定》: 定义:为验证所拟订的焊件的焊接工艺的正确性而进 行的试验过程及对试验结果的评价,称为焊接工艺评 定。
二、焊接工艺评定的目的
1、验证施焊单位拟订的焊接工艺是否正确。 2、评价施工单位能否焊出符合有关要求的焊接接头。 待评的焊接工艺由施工单位拟订。 试件要由施工本单位技能熟练的焊接人员施焊。 试件要利用施工本单位的焊接设备施焊。
三、焊接工艺评定的依据
主要依据是有关的技术标准 国外标准举例: 美国ASME《锅炉压力容器规范》中的第Ⅸ卷“焊接及钎 焊评定”; 日本JISB8285-1993《压力容器焊接工艺评定试验》; 英国BS4870《焊接工艺评定试验》; 德国劳埃德船建法规中关于船体结构焊接工艺评定的规 定等。 我国国内标准举例: JB4708-2000《钢制压力容器焊接工艺评定》; JB4420-1989《锅炉焊接工艺评定》; JB/T6963-1993《钢制件熔化焊工艺评定》; JB/T6315-1992《汽轮机焊接工艺评定》等。
第二节 焊接工艺评定的规则
制定焊接工艺评定规则的目的:
防止漏评; 尽量减少不必要的评定。
以钢制压力容器为例,在标准中作了以下规定:
一、对须评焊缝的规定
钢制压力容器中有五种焊缝必须评定: 1、受压元件焊缝; 受压元件包括:封头(或端盖)、筒体、人孔盖、 人孔法兰、人孔接管、开孔补强圈、球罐的球壳板等。 2、与受压元件相焊的焊缝; 3、熔入永久焊缝内的定位焊缝 4、受压元件母材表面的堆焊、 补焊; 5、上述焊缝的返修焊缝。
四、对焊接工艺因素的分类及分析
1、焊接工艺因素的分类
(1)重要因素:影响焊接接头抗拉强度和弯曲性能的焊 接工艺因素,例如,焊接方法、焊接材料等。 (2)补加因素:影响焊接接头冲击韧度的焊接工艺因素, 如热输入,电流种类等。 (3)次要因素:对要求测定的力学性能无明显影响的焊 接工艺因素,如坡口形式 、坡口根部间隙等。
09MnNiD
09MnNiDR
JB4727
GB3531 JB4727 GB3531 GB3531
VI VI-2
16MnD 16MnDR 15MnNiDR
1、组别评定规则
在同类同组的母材中,只要其中一种评定合格,该工
艺适用于同组别号的其它母材。 在同类别号中、高组别号母材的评定适用于该组别号 母材与低组别号母材所组成的焊接接头。 组别号为 VI-2母材的评定适用于组别号为II-1的母
表3-8
焊接工艺指导书
单位名称____________________ 焊接工艺指导书编号______日期______焊接工艺评定报告编号___________ 焊接方法_________ 机械化程度(手工、半自动、自动)____________ 焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布制及顺序) 坡口形式:________________________ 衬垫(材料及规格)________________ 其他______________________________ 母材: 类别号_________组别号____________与类别号_____________组别号________________相焊及 标准号___________钢 号____________与标准号_____________钢 号________________相焊 厚度范围: 母材:对接焊缝______________________角焊缝___________________ 管子直径、壁厚范围:对接焊缝________________________角焊缝__________________________ 焊缝金属厚度范围:对接焊缝_____________________角焊缝__________________________ 其他_________________________________________________________________________
类别号
组别号 14Cr1MoR 12Cr1MoV
钢号 GB150 JB4726 GB5310 GB6479
相应标准号
IV-1
IV IV-2
12Cr1MoVG 12Cr2Mo
12Cr2Mo1
12Cr2Mo1R 12Cr2MoG V V-1 VI-1 1Cr5Mo 09MnD
JB4726
GB150 GB5310 GB6479,JB4726 GB150
JB4726 GB6479 GB6654 GB6654 JB4726 GB150
III
12CrMo
12CrMoG IV IV-1 15CrMo 15CrMoR 15CrMoG
GB6479,GB9948
GB5310 GB6479,GB9948,JB4726 GB6654 GB5310
14Cr1Mo
JB4726
材。
2、类别评定规则
类别号为II(或组别号为VI-1、VI-2)的同钢号母材
的评定适用于该类别号(或该组别号)母材与类别号 为I的母材所组成的焊接接头。
三、对试件厚度有效适用范围的规定
1.试件母材为IV-2组 和σb下限植大于540MPa级的低合 金钢,按表3-2和表3-3中的规定。
表3-2 试件厚度适用于焊件厚度有效范围
(2)焊缝形式
焊接接头形式包括:对接接头、T形接头、十字接头、搭接接头、 角接接头、锁底接头、端接接头等。 焊缝形式有:对接焊缝、角焊缝、端接焊缝等。
对接接头 对接焊缝
T形接头 对接焊缝
角接接头 对接焊缝
锁底接头 对接焊缝
角接接头 角焊缝
T形接头 角焊缝
搭接接头 角焊缝
对接接头 角焊缝
由于任何接头都是由焊缝连接而成,同一种焊缝可以连接不同的 接头,因此,焊接工艺评定时考察的对象是“焊缝”,而不是焊接接 头。
(6)气体
包括:可燃气体(例如乙炔、丙烷等)和保护气体(例如CO2, 氩气等)均为重要因素。
(7)焊后热处理
包括:不进行热处理和焊后进行热处理(例如正火、 高温回火、固溶处理等),改变热处理方式或改为不进 行热处理,均需要重新评定。
(8)电特性
包括:热输入、电源种类、极性、钨极种类或直径等。 热输入E=36UgIg/V(J/CM) 热输入、电源种类和极性能影响焊接接头的韧性, 因此是补加因素; 钨极种类或直径为次要 因素。 (9)技术措施 包括:焊丝摆动幅度,多道焊与单道焊,焊接方向, 层间清理方法等,一般多为补加因素或次要因素。
二、对母材之间替代关系的规定
按照化学成分、力学性能和焊接性能的相近程度进行分 类分组,比较相近的归为一类,更为相近的归为一组。 表3-1 钢号分类组表
类别号 组别号 Q235-A· F Q235-A Q235-B Q235-C I I-1 10 20 20G 20g 20R 钢号 GB/T912,GB/T3274 GB/T912,GB/T3274 GB/T912,GB/T3274 GB/T912,GB/T3274 GB3087,GB6479,GB/T8163,GB9948 GB3087,GB/T8163,GB9948,JB4726 GB5310,GB6479 GB713 GB6654 相应标准号
`
类别号
组别号 16Mn II-1 16MnR 15MnNbR
钢号 GB6479,JB4726 GB6654 GB6654
相应标准号
II II-2
15MnVR
20MnMo 10MoWVNb 13MnNiMoNbR III-1 18MnMoNbR 20MnMoNb III-2 07MnCrMoVR
GB6654
管与 板角焊缝试件 上图为角焊缝试件
(3)填充材料
包括:焊条、焊丝、焊剂和附加的填充金属等。均是重要因 素。
(4)焊接位置
包括:平焊、横焊、立焊、仰焊等,通常情况下都是次要因 素。只有将位置改变为向上立焊时,为补加因素。
(5)预热
包括:预热和不预热.由预热改变为不预热,或预热温度降低 50摄氏度以上时,需要重新评定。
规定:
对接焊缝的试件评定合格的工艺亦适用于焊件角焊缝; 板材对接焊缝试件评定合格的工艺亦适用于管材的对接焊缝,反
之亦可。 管与板角焊缝评定合格的工艺亦适用于板材的角焊缝,反之亦可。 坡口形式、坡口根部间隙等一般为次要因素。
Байду номын сангаас
板材对接焊缝试件 管材对接焊缝试件 上图为对接焊缝试件
板材角焊缝试件
焊接材料: 焊材类型 焊材标准 填充金属尺寸 焊材型号 焊材牌号(钢号) 其他
耐蚀堆焊金属化学成分(%) C Si Mn P S Cr Ni Mo V
Ti
Nb
其他: 焊接位置: 对接焊接的位置_____________________ 焊接方向:(向上、向下)___________ 角焊缝位置_________________________ 焊接方向:(向上、向下)____________ 预热: 预热温度(℃ )(允许最低值)___________ 层间温度(℃ )(允许最高值)___________ 保持预热时间________________________ 加热方式____________________________ 焊后热处理: 温度范围( ℃ )______________________ 保温时间( h )_______________________ 气体: 气体种类 混合比 流量(L/min) 保 护 气 _______ _______ ________ 尾部保护气 _______ _______ _________ 背面保护气 _______ _______ _________