工序流程卡空白表格
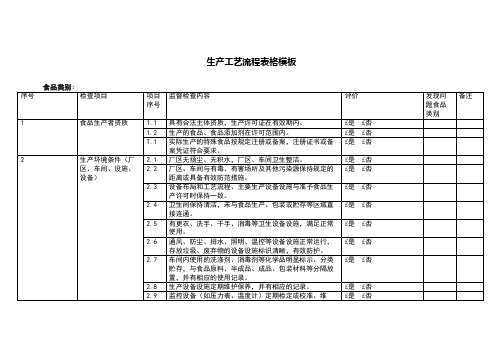
生产工艺流程表格模板
11.6
有从业人员食品安全知识培训制度,并有相关培训记录。
£是£否
12
信息记录和追溯
12.1
建立并实施食品安全追溯制度,并有相应记录。
£是£否
12.2
未发现食品安全追溯信息记录不真实、不准确等情况。
£是£否
12.3
建立信息化食品安全追溯体系的,电子记录信息与纸质记录信息保持一致。
£是£否
13
£是£否
8
不合格食品管理和食品召回
8.1
建立和保存不合格品的处置记录,不合格品的批次、数量应与记录一致。
£是£否
8.2
实施不安全食品的召回,召回和处理情况向所在地市场监管部门报告。
£是£否
8.3
有召回计划、公告等相应记录;召回食品有处置记录。
£是£否
8.4
有召回食品无害化处理、销毁等措施,未发现召回食品再次流入市场(对因标签存在瑕疵实施召回的除外)。
£是£否
11.2
有食品安全管理人员、食品安全专业技术人员培训和考核记录,未发现考核不合格人员上岗。
£是£否
11.3
未发现聘用禁止从事食品安全管理的人员。
£是£否
11.4
企业负责人在企业内部制度制定、过程控制、安全培训、安全检查以及食品安全事件或事故调查等环节履行了岗位职责并有记录。
£是£否
11.5
建立并执行从业人员健康管理制度,从事接触直接入口食品工作的人员具备有效健康证明,符合相关规定。
£是£否
4.13
食品生产加工用水的水质符合规定要求并有检测报告,与其他不与食品接触的用水以完全分离的管路输送。
£是£否
4.14
食品添加剂生产使用的原料和生产工艺符合产品标准规定。复配食品添加剂配方发生变化的,按规定报告。
生产流程卡(表格模板、doc格式)
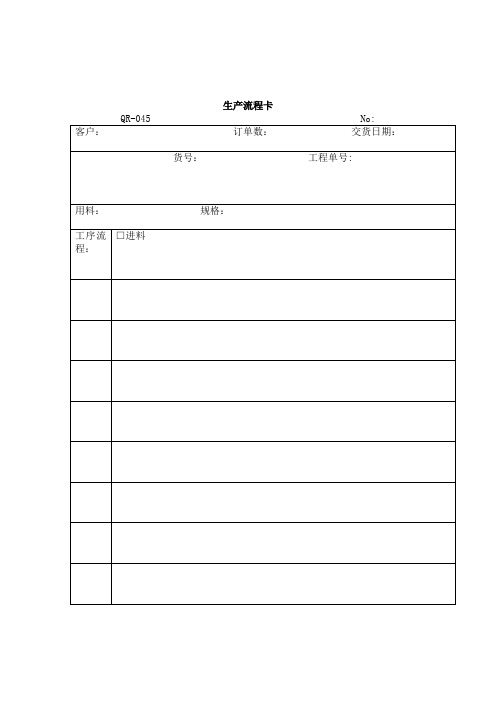
客户:订单数:交货日期:
货号:工程单号:
不是因为你相信“学习是苦根上长出来的甜果”,所以你总能坚持着努力学习?经过两年的不懈努力,你已成为全校闻名的好学生。新的学习生活已经在你面前展开,愿你驾驶着装满知识的巨轮,树起理想的风帆,擎着奋斗的指南针,也很努力,你明白“人若志趣不远,心不在焉,虽学五成”,那么请你继续以努力为本,继续追求。学习的时候放下顾虑,聚精会神,提高学习效率,尽量做到最好。
你喜欢“细节或者小节,往往最能体现一个人的品格”。所以,你性格开朗、活泼可爱,用乐观感染着周围的同学;你尊敬师长,关心集体,学习自觉,尽量做到让家长老师宽心。各科成绩不太拔尖,但平衡。如此可爱的学生,老师希望你能坚定信心,有迎难而上的勇气,争取学习成绩有大的突破。生产流程卡
□进料
生产车间工艺流程表格

生产车间工艺流程表格英文回答:In the production workshop, the process flow is crucial for ensuring smooth and efficient operations. It outlines the sequence of steps involved in manufacturing a product, from raw materials to the finished product. Let me walk you through the process flow in our production workshop.Firstly, the raw materials are received and inspected for quality. This step is essential to ensure that only the best materials are used in the production process. For example, in our workshop, we receive steel sheets for manufacturing metal components. The sheets are checked for any defects or damages before they are moved to the next step.Next, the raw materials are prepared for production. This may involve cutting, shaping, or forming the materials to the required specifications. For instance, in the caseof the steel sheets, they are cut into smaller pieces using laser cutting machines. This step requires precision and accuracy to ensure the components are made to the correct size and shape.After the materials are prepared, they are moved to the assembly line for the actual production process. This is where the components are assembled together to create the final product. Each worker on the assembly line has a specific task or role to perform. For example, one worker may be responsible for attaching the metal components together using welding techniques, while another worker may be in charge of quality control, inspecting the finished product for any defects.Once the product is assembled, it undergoes a series of tests and inspections to ensure its quality and functionality. This may include performance tests, durability tests, and safety tests. For instance, if we are manufacturing electronic devices, we would test each unit to ensure that it functions properly and meets the required standards.Finally, the finished products are packaged andprepared for shipment. This involves carefully packagingthe products to protect them during transportation. For example, if we are shipping fragile items, we would use bubble wrap or foam padding to prevent any damage during transit.中文回答:在生产车间中,工艺流程对于确保生产的顺利和高效至关重要。
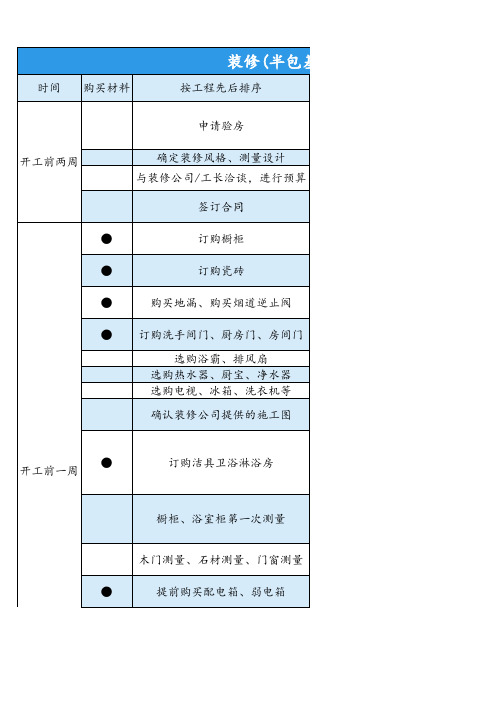
装修(半包基装)流程表excle模板
同。
图ห้องสมุดไป่ตู้
开关插座面板及角阀由施工方提供购买 确保正品,再追
数量,尽量多排
求价格
烟管应同时安装完毕,以便于下一工序 此时烟道止逆阀
施工及方便后续油烟机安装。
应该到场
安装时应将灯具开孔尺寸告知施工方, 集成吊顶,但是
因为需要开灯具孔。同时将油烟机烟管 油烟机需要进行
开孔,因为通常油烟机厂家不提供开孔 开孔,需要和吊
主、施工方、工人三方均 在场。门洞尺寸需修改应现场文字明 确;同时铝合金门应确定是 半包门还是全包,是否有门套。因为这
确认装门和装过 门石是否冲突, 是否有顺序要求
涉及到瓷砖收口。
大门建议使用进口印度红。
是否需要要和家 人、工长商量
确定能否一周内到货。弧形挡水石必须 先预埋地砖
铝合金窗如需开热水器排气孔应事先说
按设计需求调色 刷几种颜色即购买几把滚筒及排刷。 通常需提前4-6天预约
窗帘需要到场, 需要预估面积
此时业主应在现场落实安装位置。
灯具需要到场, 需要确认灯具个 数
注意地板损耗 率,一般在5%左 右,多了就要留 心了
注意一下板材的 气味和用的五金
为便于填缝剂更好地与地砖结合,地砖 缝应完全清理干净。
服务。
顶说好
潮湿天气油漆不宜施工;油漆材料进场 应查看是否与预算表相符
第一遍批腻子完全干燥后方可进行第二 遍。
安装完毕后应进行验收确认门扇开关有 无异常;有无运输或安装 时造成的损伤。同时应将门吸安装好。
安装完毕后应进行验收确认橱柜门及抽 屉有无异常;有无运输或安装时造成的 损伤。
注意用胶的环保
基层处理就可以
木门要提早订,需要制作周期
为后续吊顶做准备 也为水电安装确定大小、位置放等 为后续位置摆放确定位置
工序卡片模板(夹具用)
校对 会签 审定
批准
第9页 共 45 页
机械加工工序卡片
产品代号或型号 16PA6-STC
部套号
工序名称
粗铣底面
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 10
切削深度 切削参数 进给量 刀具编号
部套号
工序名称
划线
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 5
切削深度 切削参数 进给量 刀具编号
(mm)
(r/min) (mm/r)
编制 日期
更改 标记
更改 数量
综合工艺卡片工序号0车间号车体工段号工序名称设备工序工时min名称工装名称编号铸造机二5粗洗底面x51机二10精洗底面x51机二15粗铣侧面x60机二20精铣侧面x60机二25钻20孔z3025机二30扩孔至25z3025机二35镗26孔t68机二40镗30孔t68机二45钻底面16孔z3025机二50钻侧面12孔z3025机二55钻上面20孔z3025车体60检查探伤机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag离心泵壳体ht200壳体abaob102工序名称钻孔设备型号设备名称摇臂钻床设备编号车间号工段号工序号0程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共1页日期日期日期第1页机械加工工序卡片产品代号或型号lxbkt部套号材料ht200材料硬度工时min零件名称壳体零件号工序名称镗孔设备型号t68设备名称卧式镗床设备编号车间号工段号工序号程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第4页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第5页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第6页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob
过程表

(工厂)
机械工艺过程卡片
产品型号 产品名称
工步号
描图 1 2 3 4 5 6 7 8 9 10
工步名称
工步装备
铣55x80底面 铣槽 二次铣槽至3.6 肋以55x80底面为基准80x55x5四边板孔 铣40x55两筋板 铣30±0.2尺寸 以80x55/80x5画出4—Φ8中心 钻,铰Φ8孔 画出4—M5中心线 钻Φ4孔改M5牙
描校 底图号 装订号 标记 处数 更改文件号 签字 日期 标记 处数
零件图号 零件名称
车间
共1页 工序号 毛皮外形尺寸 设备型号 工序名称 每毛坯可制件数 设备编号 夹具名称 工位器具名称
第1页 材料牌号 每台件数 同时加工件数 切削液 工序工时 准终 单件
毛坯种类 设备名称
பைடு நூலகம்
夹具编号 工位器具编号
主轴速度 切削速度 进给 (r/min)(m/min)量/mm
背吃 刀量/mm
进给 次数
工时/min
机动
单件
设计 审核 标准化 会签 (日期) (日期) (日期) (日期)
更改文件号
签字
日期
生产工序流程表格怎么做

生产工序流程表格的制作在工业生产过程中,制定和遵循规范的生产工序流程至关重要。
通过制作清晰明确的生产工序流程表格,可以有效地优化生产流程,提高生产效率,降低成本,确保产品质量。
下面将介绍如何制作生产工序流程表格。
1. 确定生产工序首先,需要确定实际生产过程中的各个工序,并按照先后顺序排列。
对于复杂的生产过程,可以将其分解为多个子工序,以便更好地进行管理和控制。
2. 列出每个工序的步骤针对每个工序,需详细列出该工序的各个步骤和操作指导。
确保每个步骤都清晰明了,准确无误,以便操作人员能够准确执行。
3. 制作表格在制作表格时,需要列出以下内容:•工序编号:每个工序都应有一个独立的编号,便于识别。
•工序名称:对每个工序进行简要描述,准确表达该工序的内容。
•主要操作:列出该工序的主要操作步骤,包括具体动作和操作方法。
•执行人员:指定执行该工序的操作人员,确保责任明确。
•时间要求:每个工序的执行时间要求,以确保生产进度和效率。
4. 检查和完善制作完成后,应对表格进行检查和完善。
确保信息准确无误,没有遗漏和错误。
必要时可以邀请相关人员进行审查和反馈,以确保表格的有效性和可操作性。
5. 实施和调整一旦表格制作完成并通过审查,就可以进行实施。
在实际生产过程中,及时总结经验教训,不断调整和改进生产工序流程表格,使其更加贴合实际生产需求,提高生产效率。
通过以上几个步骤,我们可以有效制作生产工序流程表格,为生产过程的规范化和精细化提供有力支持,从而实现生产效率的提高,优化产品质量,降低生产成本。
工序流程卡(空)

产品名称
钢化玻璃
加工单号
规格(mm)
长宽厚度
数量
m3
检验方式
测量目视
下单日期
年月日
工
序
检验内容
检验结果
检验员
日期
合格
不合格
切
裁
复查尺寸偏差(长、宽、厚、对角线、弯曲度)
月日
复查外观(爆边、划伤、裂纹、缺角等)
磨
边
复查尺寸偏差(缺角等)
破损、少片
补片块
钻
孔
孔径
依据图纸和加工单检验
月日
孔距
依据图纸和加工单检验
外观
爆边、划伤等
破损、少片
补片块
清洗
烘
干
复查尺寸偏差(长、宽、厚、对角线、弯曲度)
月日
表面整洁、无水渍、污迹
复查外观(爆边、划伤、裂纹、缺角等)
破损、少片
补片块
钢
化
复查尺寸偏差(长、宽、厚、对角线、弯曲度)
月日
复查外观(爆边、划伤、裂纹、缺角等)
破损、少片
补片块
注:合格(√)不合格(×)
工序流程卡——精选推荐
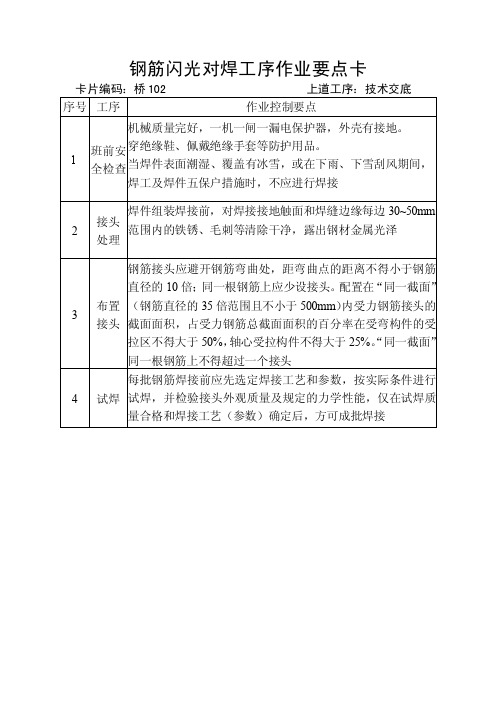
钢筋闪光对焊工序作业要点卡卡片编码:桥102 上道工序:技术交底下道工序:安装钢筋电弧焊接工序作业要点卡卡片编码:桥103 上道工序:技术交底下道工序:安装钢筋绑扎接头工序作业要点卡卡片编码:桥104 上道工序:技术交底下道工序:安装混凝土原材料配合比工序作业要点卡卡片编码:桥105 上道工序:技术交底续上表下道工序:混凝土搅拌混凝土振捣工序作业要点卡卡片编码:桥(客专)109 上道工序:混泥土浇筑下道工序:混凝土养护泥土夏期施工工序作业要点卡下道工序:预应力工序作业要点卡卡片编码:桥113 上一道工序:混凝土下道工序:管道压浆卡片编码:桥(客专)303 上道工序:端头封堵下道工序:运梁卡片编码:桥(客专)304 上道工序:桥墩下道工序:桥面防水层混凝土养护工序作业要点卡卡片编码:桥(客专)110 上道工序:混凝土表面处理下道工序:后张法预制箱梁工序作业要点卡卡片编码:桥(客专)207 上道工序:制梁台座续上表下道工序:移梁管道压浆工序作业要点卡卡片编码:桥(客专)208 上道工序:预应力下道工序:封端(锚)钢筋加工工序作业要点卡卡片编码:桥101 上道工序:技术交底下道工序:安装混凝土冬期施工工序作业要点卡续上表下道工序:混凝土搅拌工序作业要点卡卡片编码:桥106 上道工序:原材料与配合比续上表下道工序:混凝土运输混凝土运输工序作业要点卡卡片编码:桥107 上道工序:混凝土搅拌续上表下道工序:混凝土浇筑混凝土浇筑工序作业要点卡续上表下道工序:混凝土振捣。
关键过程三定表空表

编号
检测中心意见
确认人签字/日期
检验文件名称
文件代号
质量部意见
确认人签字/日期
关键工序检验指导书
首件产品/批号
主要特性要求
检测结果
质量部意见
确认人签字/日期
三定结论
满足要求基本符合限期整改不符合其他
负责人签字日期
关键过程三定表
部门
产品名称
班组名称
零件名称
工序名称
零件图号
文件类别
工艺规程
工艺文件
作业文件名称
文件代号
标准认证部确认签字
各制造确认签字
操作者
姓名
技术等级/工种
证书/编号
人力资源部意见
确认人签编号
设备动力部意见
确认人签字/日期
工装
工装名称
编号
制造部意见
确认人签字/日期
监视测量
装置名称
办公实用空白表格,各种单据、流程单、台账

发放人]
接收人
文件处理情况
项目经理批示:
主管领导批示:
拟稿意见:
传阅
发送
姓名
阅2
签字
姓名
阅2
签字
单位
发放2
文件发放清单(一)
序号
发放日期
文件名称
文件编号
发至部门
发放方式
份数
接收人
备注
文件发放清单(二)
文件名称:编号:BG—ZH—02-03
序号
收文单位
签收
文件编号
发放份数
发放时间
收回时间
备注
文件接收清单
早节
原文内容
修订内容
修订日期
编制:
年
审核:
批准:
月
日
文件销毁清单
序号
文件名称
文件编号
保存部门
密级
份数
审批人
执行人
销毁日期
备注
质量、环境、职业健康安全管理记录控制清单
序号
记录名称
记录编号
收集部门
保存期限
信息交流、协商与沟通报告
联络方
被联络方
填写人
责任者确认
具体内容:
是否要求答复
要()不要()
填表日期:年 月曰
序号
接收日期
文件名称
文件编号
发放部门
份数
发放方式
来文处理情况
备注
收文处理记录单
文件名称:
发文单位
份数
发放人
接收人
文件处理情况
项目经理批示:
主管领导批示:
承办结果:
传阅
转发
姓名
阅2