台达G系列变频器在全自动砌块成型砖机上的应用
采用变频调速的砌块成型机液压系统节能分析_王永玲

doi ∶ 10. 11832 / j. issn. 1000-4858. 2015. 03. 009
液压与气动
2015 年第 3 期
采用变频调速的砌块成型机液压系统节能分析
1 2 1 王永玲 ,赵秋霞 ,姚平喜
又可以提高系统的可靠性。 失的目的。同时, 1 变频调速的机理
液压与气动
41
能量, 但缺点是系统结构复杂、 故障率高、 抗污染能力 差。此外, 采用限压式变量泵只能对模头成型回路进 行节能改善, 具有局限性。改进后的液压系统, 采用变 频调速电机驱动定量齿轮泵, 不仅弥补了限压式变量 泵抗污染能力差的缺点, 而且高转速且调速范围宽的 定量泵满足变频电机在不同工况下的频繁变速需要 , 从而实现了节能, 提高了系统的可靠性。 砌块成型机液压系统有 6 个执行元件, 合理安排 多个执行元件动作顺序, 会降低系统的装机功率。 因 , 6 个执行元件相互穿 此 本研究提出了新的排序方式, 插进行, 使系统的能量利用充分。 砌块成型过程: 两个定量泵同时向模头液压缸上 腔供油, 模头液压缸在差动连接下, 快速下降 0. 6 s; 当 模头接触到干性模料时, 差动连接断开, 只有定量泵 1 向模头液压缸上腔供油, 模头振动工进 5 s。为了缩短 成型周期, 在模头工进 5 s 时, 同步完成以下四个动 作: 定量泵 7 向储料斗仓门液压缸供油, 仓门打开; 定 量泵 7 向托板液压缸供油, 托板液压缸复位; 定量泵 7 卸荷; 定量泵 7 向储料斗仓门供油, 仓门关闭。当模头 压制砌块完成时, 两个定量泵向模箱下腔供油, 模箱在 差动连接下快速上升 0. 7 s, 在模箱上升 0. 7 s 内, 工艺 需要模头上腔泄压。 砌块压制成型以后, 两个定量泵 同时向模头液压缸下腔供油, 模头上升 0. 58 s, 两个定 , 量泵同时向托板液压缸供油 托板液压缸转移 砌 块 1. 25 s, 两个定量泵同时向模箱液压缸上腔供油 ,模箱
台达C2000变频器成功应用于188吨卷扬机

价格提供具有专业级特 性的产品, 如
支持 网络 电话 ( I ) 资 料安 全 防 VoP 与
台达 C 0 0变频 器 成 功 应 用 于 1 8吨 卷 扬机 20 8
据统计, 近几年来, 起重运输设备制造 保持了年均3%以 k 0 上的高速增长, 即使是受到金融危机重刨的 , 其增长速度也 服位置控制, 同时在位置控 制可达到点对点定位 、 独特的动态 响应. 性能。 台达选用c 0 0 2 0系列变频器, 搭配V D 4 3 制动单 F B 12 元及8k 电阻柜和4 欧姆电阻, 以很好地满足上述控制要 0W . 5 可 求, 成功通过了客户验收。 作为国家认定的特种设备的一种, 起重机械对安全性要 高达2%, 在20年实现了迅速反j 。 寸起重运输设备制造 5 并目 09 单 同日’ 业的陕速发 也极大地促进了自动化产品在该行业的应用。 尽管 目前我国起重胡械行业的 自 动化应甩总体水平还不高, 但无论是
I MPso pn 与p r mioig 。 外 ,T A 3 5 G o ig ot r r 等 此 n r n a C 一1 0也 提供
与电信设备制造商完整的解决方案, 同时集成A vneMC M dacd r的 模块化扩展 、 千兆以太网络三层交换处理(1 e s ih g 、 a r t i ) y 3wcn
于具有这些特色,T A一10 a C 3 5适合应用于I多媒体子系统服务 P 器、 媒体网关、 G无线网络 、 3 网络监 控、 统一威胁控 管平台、 封包检测服 务器, 以及企业媒体服务器等。 凌华科技a C 35 出厂时配 T A一1 0 有Bodo AS P T ̄ 网络软件, r cm F T A I a %B sItf  ̄ J ae ea n rc e 网络管理功能。 可
台达变频器在桥式起重机上的应用

台达变频器在包钢氧气厂桥式起重机上的应用一、引言包钢氧气厂现有一台桥式起重机,其电动运行机构由三个独立的拖动系统组成,分别是大车拖动系统、小车拖动系统、吊钩拖动系统。
大车拖动系统和小车拖动系统采用制动器、减速器和电动机组合的“三合一”驱动方式;吊钩拖动系统采用绕线式电机转子串电阻调速和制动方式,由于使用的继电器和接触器较多,线路复杂,年久失修,导致故障率较高,所以决定对吊钩拖动系统进行改造。
考虑到吊钩拖动系统的提升机构运转具有大惯性,四象限运行的特点,所以采用专为起重机类负载而设计的台达VE系列变频器。
台达VE系列变频器具有如下特点:(1)具有全程矢量控制。
在1HZ的低频下,即使无速度反馈环节,也能提供150%额定转矩的启动力矩。
(2)四象限运行。
可配置制动单元,实现四象限运行,而且动态响应好。
(3)恒转矩特性。
在全速范围内,具有恒转矩特性。
在全速范围内,具有恒转矩特性。
二、VE变频器在提升机构上的应用设计该桥式起重机的提升电机型号为YZR200L-8(绕线电机),功率15Kw,额定输入电压380V,额定输入电流,电机极数8极,额定频率为50HZ,额定转速为712rpm,无编码器。
抱闸采取电磁阀方式,使用3相380V电源控制。
考虑到以后超负荷运行的可能,以及长期运行的稳定性,选用台达VFD220V43A-2变频器。
1主电路设计由于台达变频器功率大于11KW型号等级无内置刹车单元,所以选配外置推荐刹车单元VFDB4030一台,标配的刹车电阻型号为4800W/欧姆。
VE系列变频器电气接线图如下。
2.变频器控制方式变频器控制方式采用无速度传感器矢量控制(也称为SVC控制方式),可以获得接近闭环控制的性能,同时省去了速度传感器,具有较低的维护成本。
与传统V/Hz控制比较,无速度传感器矢量控制可以获得改进的低速运行特性,变负载下的速度调节能力亦得到改善,同时还可获得高的起动转矩,能够很好的满足起重设备上启动时需要满负载(甚至是过负载,通常运行时间很短)运行,能够获得优异的动静态特性。
砌块机振动系统伺服智能控制方案

2016 年第 8 期
砌块机振动系统伺服智能控制方案
谢建兵 段军平 吴宝纲
(西安东方福星机械有限公司,陕西 西安 710043)
摘要:详细介绍了砌块成型机上应用的一种新型振动系统的无极调速、自动变频变幅智能伺服控制系统。 关键词:砌块机;振动系统;伺服智能控制系统;自动变频
中图分类号:TU522.05 文献标识码:A 文章编号:1001-6945(2016)08-0037-02
在目前砌块机市场新常态下,如何创新,如何提 高国内砌块机的竞争力,一种振动系统的无极调速、 自动变频变幅智能伺服控制系统由此而生。 1 伺服振动系统原理
4 台 ABCD 伺服电机各在其电机轴上通过机械装 置转换联接 ABCD 偏心振动块,每两台为一组,组成振 动台,如图 1 所示。为了叙述方便,ABCD 可视为伺服 控制器或电机或偏心振动块。四台 ABCD 伺服控制器 通过编码器等线路相对应的联接四台 ABCD 伺服电 机,给 ABCD 伺服 4 台控制器建立一个闭环通讯网络,
Vibration system servo intelligent control scheme for block machines
XIE Jian-bing DUAN Jun-ping WU Bao-gang
Abstract: The paper introduces a new vibration system servo intelligent control scheme which has stepless speed regulation and automatic frequency conversion applied on block-making machines. Key Words: block machine, vibration system, servo intelligent control scheme, automatic frequency conversion
组态软件PLC控制在砌块成型机中的应用

成型 、 脱模至出块的全过程 自动化生产 。 工作过程中各元件分别
采 用 机械 、 气 和 液 压 3种 不 同 的 驱 动方 式 。 电
3 硬 件 系统 设 计 31 方 案 选 择 .
电 控 系 统 选 择 P C 与触 摸 屏 结 合 的方 案 , 要 基 于 以下 几 L 主
点考虑 :b L 技术成 熟 、 d PC 规范 , 可靠 性高 、 干扰能力 强 。② 抗
1 设 备 结 构 组成 及功 能
9 物 料 输 送 机 构 : 配 好 的 料输 送 到料 斗 中 。 ) 将 1 ) 块机 构 : 底 板 上 的 成 型砌 块 送 出 。 0出 将
1 ) 制柜 : 施 砌 块 成 型机 的控 制 。 1控 实
1 ) 压 系 统 : 施 布料 小 车 和砌 块 压 制 系 统 的 驱 动 。 2液 实
蒋翔俊 李峰 飞 邹爱成 ( 中国地质大学机械与电子工程学院, 湖北 武汉 4 07 ) 30 4
摘 性 高 , 于操 作 。 易 关键 词 :L 触摸 屏 , 制 系统 , P C, 控 砌块 成 型 机
Abs rc ta t
要
主要 介 绍 了基 于 P C 触摸 屏 的 控 制 系统 在 砌块 成 型 机 中 的应 用 , 点论 述 了该 系统 的优 越 性 。 L 重 系统 整 体 结 构 紧 凑 , 靠 可
可编程控制器在砌块成型机中的应用
浅析可编程控制器在砌块成型机中的应用摘要:本文介绍了砌块成型机的工艺过程及工艺要求,在生产工艺基础上利用plc控制器来实现砌块成型机,给出了砌块成型机的硬件构造和软件编程的实现方式。
关键词: 砌块成型机;可编程控制器;应用中图分类号:tu364 文献标识码:a 文章编号:2095-2104(2013)我国砖瓦机械装备是随着我国砖瓦生产的发展而发展,随着砖瓦生产工艺技术水平的提高而提高的。
随着我国国民经济的快速增长,城乡基本建设的强劲拉动,我国的砖瓦工业得到快速发展,砖瓦装备水平不断提高。
总结起来,主要经历以下三个发展阶段。
第一阶段是在国民经济的恢复和第一个五年计划时期。
在这个时期,国家开展了经济恢复和大规模城乡工农业建设。
城乡建设需要大量砖瓦,因此建设了一批国营砖瓦生产企业。
虽然我国砖瓦工业生产历史悠久,但都沿用手工操作,机械化程度几乎为零。
因此,这个时期我国除从国外引进一部分砖瓦生产设备外,国内砖瓦机械制造业从无到有,得到迅猛发展。
第二阶段是1965-1985年。
在这个阶段,首先由国家成立了砖瓦研究所,设在西安,同时确定砖瓦工业设计由原西北工业建筑设计院第五设计室负责,初步形成了砖瓦行业的科研与设计队伍。
其次,根据实际需要,先后又从欧洲引进制砖主要生产设备与技术,在科研设计单位紧密配合下,开始了消化吸收,并结合我国实际情,设计制造出适合我国砖瓦工业生产的各种新型设备(主要是粘土砖设备)。
这一时期,我国砖瓦工业装备技术水平由上世纪30年代跃到上世纪60年代的国际水平。
第三阶段是1985年至今。
在国家改革开放的方针指引下,国民经济和城乡基本建设高速发展。
在国家墙改政策强有力的推动下,砖瓦行业开展节约土地资源、节约能源、保护环境和资源综合利用,以粘土、页岩、煤矸石和粉煤灰为原料的烧结空心制品的整套设备及生产技术已完全发展成熟。
我国振动砌块成型机也是在此阶段逐步发展壮大。
目前我国砖机技术水平虽已得到快速提升,但距世界先进水平仍存在一定差距。
台达变频器(Delta)VFD-G说明书

50. 在報廢本機時,請按工業廢物處理;防止發生事故的危險。
51. 搬運時,應根據機器本身重量的輕重程度來採用適當的方法進行(例如:10 公斤以上由兩 人作業;20 公斤以上採用推車),防止受傷的危險。
警告
危險
以下為特別需要注意的事項:
危險!
1. 實施配線,務必關閉電源。 2. 不要把可燃物放在附近,有發生火災的危險。 3. 切斷交流電源後,交流馬達驅動器數位操作器指示燈未熄滅前,表示交流馬達驅動內部仍有
高壓十分危險,請勿觸摸內部電路及零組件。 4. 絕對不可以自行改裝交流馬達驅動器內部的零件或線路。 5. 絕不可將交流馬達驅動器輸出端子 U/T1、V/T2、W/T3 連接至 AC 電源。 6. 交流馬達驅動器端子 務必正確的接地。230V 系列第三種接地,460V 系列特種接地。 7. 配線作業需由電器合格人員執行,並依電工法規之規定實施配線。 8. 有設自動再啟動之功能時,馬達於運轉停止後會自動再啟動,請勿靠近機械以免危險。 9. 必須在面板蓋妥之後才可送電,送電中請勿打開外殼否則可能會引起作業者之觸電受傷。
板。
3. 即使馬達是停止的,驅動器的主回路端子仍然可能帶有危險的高壓。
4. 只有合格的電機專業人員才可以安裝、配線及修理保養驅動器。
注意!
5. 當驅動器某些功能被設定後,可能在電源輸入後會立即起動馬達開始運轉。
6. 請選擇安全的區域來安裝交流馬達驅動器,防止高溫及日光直接照射,避免溼氣和水滴的潑 濺。
44. 安裝時,應在能夠承受變頻器本身重量的地方按照說明書的要求進行安裝;防止掉落時有受 傷的危險。
2021年台达变频器参数设置(简易)

台达变频器参数设置欧阳光明(2021.03.07)必设参数:(MODE--菜单, ENTER--确认)最高操作频率P03-- (出厂设定值:60HZ)电机额定电流P52-- (根据电机铭牌电流设置,已问过官方不是百分比)电子热动电驿P58-- 00 以标准型电机动作 (这个一定要设)(变频器端子默认功能:M0—正转,M1—反转,M2—复位,GND—公共端)一、面板操作频率给定:P00--04面板旋钮给定运转命令:P01--00 面板RUN控制三、模拟电压控制:(变频器端子:A VI,GND)频率给定:P00--01 模拟信号0-10V给定(A VI)运转命令:P01--01 运转指令由外部端子控制,键盘STOP 键有效模拟电压0-10V上下限:P128--最小频率对应A VI输入电压值P129--最大频率对应A VI输入电压值四、模拟电流控制:(变频器端子:ACI,GND)频率给定:P00--02 模拟信号4-20ma给定(ACI)运转命令:P01--01 运转指令由外部端子控制,键盘STOP 键有效模拟电流4-20mA上下限:P131--9.2最小频率对应ACI输入电流值 P132--11.2 最大频率对应ACI输入电流值计算公式:(毫安=(16÷40x压力)+4 ,40是传感器量程) (9.2-11.2对应 13-18MPa,稳定在15,16MPa)(传感器接线:上面有1,2,3,4角,1角是电源线,2角是信号线)五、多段速控制:频率给定:P00--00运转命令:P01--01P40 用默认值06(M3)P41 用默认值07(M4)变频器控制面板的主频率设置为15赫兹P17第一段速度设置设置为30赫兹P18第二段速度设置设置为35赫兹P19第三段速度设置设置为45赫兹六、重置设定P76 :设为09时是所有的参数值重置为50Hz的出厂设定值设为10时是所有的参数值重置为60Hz的出厂设定值(不用这个)七、自动转矩补偿增益P54:(范围:0-10,出厂设定值:00)开机显示画面选择P64-- 00显示实际运转频率02 显示输出电压06 显示设定频率09 显示电机运转电流二、端子控制频率给定:P00--04面板旋钮给定运转命令:P01--01 外部端子控制八、故障代码OC-过电流 OV--过电压 OL--过载LV-电压不足 OH--过热 PHL--电源欠相。
变频器在陶瓷生产各个环节中如何进行调速控制和节能
变频器在陶瓷生产各个环节中如何进行调速控制和节能来源:大连普传科技有限公司深圳分公司导读:建筑陶瓷除具备抗冲击性、防水性、防污性等常规性能外,近年来还向抗菌性、无放射性、抗噪性等特殊性能方向发展,而且建筑陶瓷造型美观、种类繁多、外观新颖,装饰图案多样化,因而在建筑装饰领域广泛应用。
变频器在陶瓷生产中,主要起到两个方面的作用:进行调速控制和节能。
一、前言建筑陶瓷是指用于建筑物饰面或作为建筑构件的陶瓷制品,它是由各种矿物原料及添加的其它原料等按一定的配比经粉碎、混合、成型、或施釉及烧结而成的陶瓷材料。
建筑陶瓷除具备抗冲击性、防水性、防污性等常规性能外,近年来还向抗菌性、无放射性、抗噪性等特殊性能方向发展,而且建筑陶瓷造型美观、种类繁多、外观新颖,装饰图案多样化,因而在建筑装饰领域广泛应用。
变频器在陶瓷生产中,主要起到两个方面的作用:进行调速控制和节能。
下面结合陶瓷生产的各个环节逐一进行介绍。
二、变频器在陶瓷生产中的应用陶瓷墙地砖生产,大致分为下面几个步骤:1、原料制备:泥料球磨→浆料搅拌→喷雾干燥→粉料贮存;2、压制成形:粉料布料→冲压成形;3、中间输送和排列:翻转机→进/出砖机→输送线;4、辊道干燥:斜齿传动→抽热风机→抽湿风机;5、施釉及装饰:施釉输送线→施釉柜→印花机;6、辊道窑烧成:斜齿传动→抽热风机→抽湿风机→雾化风机→助燃风机→余热风机→油泵;7、深加工:磨边、抛光、切割、打蜡等;8、辅助设备:水煤气站→空压机站→污水处理→吸尘设备等。
变频器于以上设备上均有运用,下面逐一简介:三、原料制备设备中的运用1、变频器在球磨机上的运用变频器用于球磨机的主要目的是节能,利用变频器多段速和简易PLC功能对球磨机进行调速,使球磨速度得以优化,从而达到节能效果,节能率在10%~15%之间,还有就是不存在启动冲击电流,提高了电网的稳定性。
应用效果:a、因消除了起动时的冲击,延长了机轴、波箱齿轮,皮带等机械件的使用寿命,减少了维修费用。
砌块成型机基本知识

砌块制品
生产产品:各种外墙砌块、内墙砌块、花墙砌块、楼 板块、护堤块、还可生产联锁路面砌块和路边石等砌 块。二次布料机构还可以生产彩色路面砖。
Hale Waihona Puke 砌块成型机技术知识砌块机简介
全自动砌块机以台模振为主,垂直定向振动,故成型效 果好。适用于城乡中小型混凝土砌块厂及市政水泥制品 厂。主要生产各类墙体砌块,墙体装饰劈裂块,墙体用 实心砖及多孔空心砖,彩色路面砖及植草砖 ,水利护坡 块,花格围墙砌块,隔热层砌块及烟囱砌块等。
砌块机的主要特点
液压砌块成型机特点: 液压砌块成型机特点: 1. 液压站采用日本大金,台湾金油压液压元件,阶梯布局,立体装配, 确保液压系统压力充足,调整维修方便,无泄漏降压之忧; 2. 采用四杆导向方式及配合精良的超长导套,保证了压头及模具的精 确运转; 3. 机体采用厚壁超强型钢及特殊焊接技术制造,极其坚固耐振; 4. 油路系统采用高架油路,确保油管清洁,散热性好,加装进口冷却 器,快速降低液压油温度,延长液压系统寿命; 5. 采用意大利“MANJULI", " ALFA " 油管及接头,提高油管寿命2-3倍; 6. 电控采用德国西门子,日本三菱,欧姆龙电气公司元件,液晶触摸 屏工业电脑全自动控制,设备综合性能稳定可靠。
全自动砌块机规格参数
振动频率 (次/分钟) 分钟) 振动形式 成型周期 (秒) 总功率 (千瓦) 千瓦) 额定压力 (兆帕) 兆帕) 最大压力 (兆帕) 兆帕) 主机重量 (吨) 托板尺寸 (毫米) 毫米) 外形尺寸 (毫米) 毫米) 4350 台模合振 15-20 1537 10-16 1031.5 11 1150×850×25 1150×850× 8000×1800×3000 8000×1800×
台达PLC和伺服在轴承超精机上的应用
台达PLC和伺服在轴承超精机上的应用Application of Delta PLC and Servo-Driver in Bearing Ultra-Precision Machine北京中科恒业中自技术有限公司赵培庆Zhao Peiqing 摘要:本文应用PLC的SFC指令对超精机的控制程序进行优化,使PLC的编程实现了模块化、简单化、可读性强、更改方便;采用了台达伺服电机驱动滚珠丝杠带动油石工作台移动,保证了油石头准确定位。
可以使轴承的直母线超精后变为有凸度母线,使轴承的寿命增长,减少了噪音。
关键词:超精机SFC指令定位指令1 引言目前,国内轴承行业对轴承的内套、外套的超精技术日趋完善,因而对影响轴承运转的球面滚子的超精加工提出了更高的要求。
为此我公司针对内外套超精对传统PLC梯形图编程方式进行改进,采用台达PLC的SFC指令来控制每个超精动作。
内外套超精机主轴和振荡电机均采用台达变频器无级调速。
粗精超时间和变频器频率可通过台达触摸屏由操作者任意调整。
为了满足圆柱滚子轴承加工的要求,采用了台达伺服电机驱动滚珠丝杠带动油石工作台移动,保证了油石头准确定位。
调整方便、迅速、准确。
这样可以使轴承的直母线超精后变为有凸度母线,使轴承的寿命增长,减少噪音。
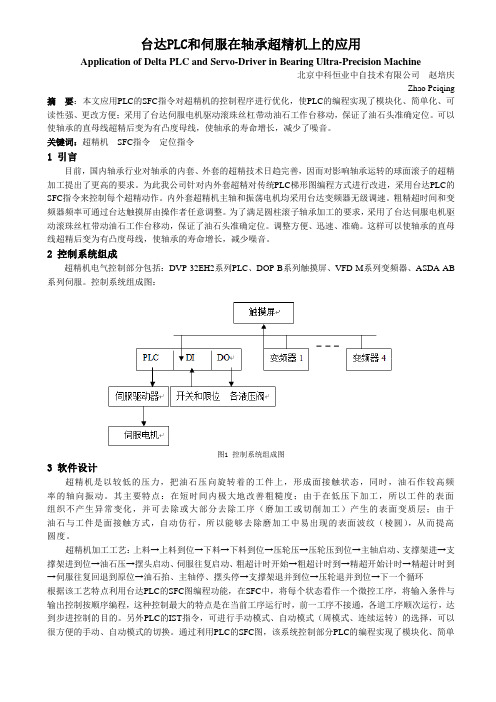
2 控制系统组成超精机电气控制部分包括:DVP-32EH2系列PLC、DOP-B系列触摸屏、VFD-M系列变频器、ASDA-AB 系列伺服。
控制系统组成图:图1 控制系统组成图3 软件设计超精机是以较低的压力,把油石压向旋转着的工件上,形成面接触状态,同时,油石作较高频率的轴向振动。
其主要特点:在短时间内极大地改善粗糙度;由于在低压下加工,所以工件的表面组织不产生异常变化,并可去除或大部分去除工序(磨加工或切削加工)产生的表面变质层;由于油石与工件是面接触方式,自动仿行,所以能够去除磨加工中易出现的表面波纹(棱圆),从而提高圆度。
超精机加工工艺:上料→上料到位→下料→下料到位→压轮压→压轮压到位→主轴启动、支撑架进→支撑架进到位→油石压→摆头启动、伺服往复启动、粗超计时开始→粗超计时到→精超开始计时→精超计时到→伺服往复回退到原位→油石抬、主轴停、摆头停→支撑架退并到位→压轮退并到位→下一个循环根据该工艺特点利用台达PLC的SFC图编程功能,在SFC中,将每个状态看作一个微控工序,将输入条件与输出控制按顺序编程,这种控制最大的特点是在当前工序运行时,前一工序不接通,各道工序顺次运行,达到步进控制的目的。
台达G系列变频器在全自动砌块成型砖机上的应用
台达G系列变频器在全自动砌块成型砖机上的应用引言随着科技的不断进步,越来越多的自动化设备被广泛应用于各个行业。
其中,全自动砌块成型砖机作为建筑行业的重要设备之一,其效率和生产质量对于整个工程的进行都起着至关重要的作用。
而台达G系列变频器作为一种关键的电气控制设备,在全自动砌块成型砖机上的应用也变得越来越普及。
台达G系列变频器的概述台达G系列变频器是一种高性能的变频驱动器,广泛应用于各类机械设备中。
该系列变频器采用了先进的矢量控制技术,具有运行平稳、控制精度高、响应速度快等优点。
在全自动砌块成型砖机上的应用,可以帮助提高生产效率,降低能耗,并实现更加精准的控制。
台达G系列变频器在全自动砌块成型砖机上的应用优势1. 提高生产效率台达G系列变频器通过精确的速度控制,可以根据生产需求和材料特性灵活调整砌块成型砖机的工作速度。
这样可以实现生产过程中的快速切换,节约时间,并大幅提升生产效率。
2. 降低能耗砌块成型砖机通常需要大量的动力驱动,传统的电机控制方式无法有效地利用能源。
而台达G系列变频器通过调整电机的转速和输出功率,可以实现按需供电,避免能源的浪费,从而降低能耗。
3. 精准控制台达G系列变频器具有高精度的定位和速度控制功能,可以实现对全自动砌块成型砖机各个关键部件的精确控制。
这样可以确保每一块砖的质量和尺寸都符合要求,提高产品的一致性和可靠性。
4. 维护便捷台达G系列变频器采用模块化设计,安装和维护十分便捷。
同时,该系列变频器还具有自诊断和故障检测功能,可以实时监测设备运行状况并及时处理异常情况。
这样可以大大减少设备故障和停机时间,提高全自动砌块成型砖机的稳定性和可靠性。
结论台达G系列变频器在全自动砌块成型砖机上的应用为建筑行业带来了很多便利和优势。
它不仅提高了生产效率和质量稳定性,降低了能耗和维护成本,还使砌块成型砖机的操作更加智能化和可靠。
随着技术的不断发展,相信台达G系列变频器在全自动砌块成型砖机上的应用将会得到更广泛的推广和应用。
基于台达VFD-G变频器的注塑机专用驱动系统
基于台达VFD-G变频器的注塑机专用驱动系统摘要:台达VFD-G注塑机专用变频器通过注塑机控制器提供工艺同步运行讯号,改变电机转速来改变油泵的输出流量,在满足注塑机在各个工作阶段所需速度的前提下,降低液压系统回流,使原有定量泵成为节电型变量泵,节能效率高达20~60%;并具有操作简便、控制速度准确稳定等特点。
关键词:台达VFD-G 注塑机节能1 引言近年的中国注塑机行业在市场经济的驱动下取得了长足的发展。
根据有关研究资料显示,到2010年,全球对塑料机械设备的需求额将以每年3.5%的速度递增,注塑机需求量约占38%。
面对巨大的市场,注塑机设备的升级换代也越来越快。
随着世界各国在环保,如能耗、噪音、泄漏等控制方面日益严格的要求,设计与制造新一代“节能型”注塑机,就成为迫切需要关注和解决的问题。
液压传动是注塑机最常用的传动方式。
液压传动注塑机是一种典型的周期性变化负荷设备,各个工艺阶段所需的工作压力和流量各不相同,液压系统的负荷变化很大,对于传统的电动定量泵液压系统,依靠流量阀和压力阀调节不同工序阶段的流量和压力。
由于定量泵不可调节输出功率,因此多余的能量只能在挡板、油路泄漏、油的温升中消耗掉,因此在造成大量的能量浪费的同时,还加剧了各种阀门的磨损,造成油温过高,电机噪音过大,机械寿命缩短等现象。
并且通常在设计中,定量油泵电机设计容量大马来小车的配置进一步造成电能浪费。
因此改进注塑机液压系统驱动技术,对于减少能源浪费和降低注塑制品成本具有普遍意义。
2 注塑工艺原理注塑机液压传动装置主要由油泵、液压控制阀、压力电磁比例阀、流量电磁比例阀、各种不同的动作油缸、油泵电机及其它液压附件和管道组成。
电动定量油泵机组将电动机所输入的机械能转变为压力能,然后向液压系统的液压元件输送具有一定压力和流量的液压油,满足液压执行机构驱动负载所需能量的要求。
注塑机主要用于热塑性塑胶的成型加工。
注塑机成型流程是一个按照预定的周期性动作过程,一个完整的生产周期主要包括合模、锁模、射胶、保压、熔胶、冷却、开模、顶出制品几个阶段,以此次测试之时序,即以合模射座进射胶加料冷却射座退开模顶针等程式达到产品成型。
复合墙板成型机的变频调速系统设计与应用

复合墙板成型机的变频调速系统设计与应用随着科技的不断进步与发展,传统的机械设备逐渐被智能化、自动化的设备所取代。
复合墙板成型机作为一种常用的建筑材料加工设备,其生产效率和产品质量成为关注的重点。
为了提高生产效率和实现自动化控制,变频调速系统成为复合墙板成型机中不可或缺的一部分。
一、复合墙板成型机的变频调速系统设计1. 变频调速系统的基本原理变频调速系统是利用变频器对电机进行调速控制的一种技术。
通过改变电机的电源频率,调整电机的转速,从而实现对复合墙板成型机的控制。
2. 变频器的选择与设计在选择变频器时,需要考虑复合墙板成型机的功率需求、输入电压、电流等参数,确保变频器的性能符合要求。
同时,还需要考虑变频器的稳定性、可靠性和适应性,以满足复合墙板成型机的工作环境和工作要求。
3. 变频调速系统的硬件设计复合墙板成型机的变频调速系统硬件设计包括电源模块、输入端子、输出端子、控制面板等部分。
其中,电源模块提供稳定可靠的电源供给,输入端子接入外部传感器和控制信号,输出端子与电机连接,控制面板用于用户进行设置和监控。
4. 变频调速系统的软件设计复合墙板成型机的变频调速系统软件设计主要包括参数设置、监控和故障诊断等功能。
通过合理设置参数,可以实现对复合墙板成型机的调速控制;通过实时监控,可以实时了解复合墙板成型机的工作状态;通过故障诊断,可以及时排除故障并提供维修建议。
二、复合墙板成型机变频调速系统的应用1. 提高生产效率通过变频调速系统,可以根据生产需要实时调整复合墙板成型机的转速,提高生产效率。
对于不同工艺要求的复合墙板,可以通过调整转速和辅助设备的配合,实现精确的生产控制,提高产品的一致性和质量。
2. 降低能耗传统的复合墙板成型机采用固定转速工作,存在能耗过大的问题。
而变频调速系统可以实时调整电机的转速,避免低负载运行时的能耗浪费,最大程度地降低能耗,实现节能效果。
3. 提高设备可靠性变频调速系统能够对电动机进行精确的转速控制,避免了因频率波动引起的电机损坏。
AC80在砖机上的应用

AC80在砖机上的应用导语:如何激振、如何调节振动频率一直是砖机制造商关注的问题。
自变频技术广泛应用以来,以变频器调节电机调速从而驱动振动器的振动成型方式就被众多的砖机制造商所注重。
一、前言在建筑行业领域,国内常用的墙体材料可分为两大类,即实心粘土砖与新型墙材。
以粘土为主要材料经烧结工艺制成的实心粘土砖(俗称红砖),因其工艺设备简单,使用历史悠久,长期以来都是我国主要的墙材;以水泥、砂石及粉煤灰、煤矸石、炉渣等工业废料或建筑垃圾为主要材料经搅拌、振动、压制等工艺制成的非粘土砖、建筑砌块等新型墙材,类似的新型墙材近几十年在国内得到逐步的推广与普及,其中,以混凝土砌块最为常用。
“禁实”就是禁止使用、销售、生产实心粘土砖的简称。
与新型墙材相比,实心粘土砖在制作过程中存在挖土毁田、浪费能源、污染环境等不利因素,因此国家已出台众多硬性指标及政策鼓励使用新型墙材,逐步禁用实心粘土砖。
根据国家相关规定,2010年后国内所有城市(城镇)将全部禁用粘土砖,这将为新型墙材提供巨大的市场空间。
二、砖机设备介绍(新型墙材)依据成型工艺不同,可将砖机设备分为压砖机和砌块成型机两大类。
通过高压挤压将砖体(砌块)定型的砖机统称为压砖机;通过振动挤压将砖体(砌块)定型的砖机统称为砌块成型机。
其中,砌块成型机自动化程度高、可生产的砌块(砖)种类多、产量大,在砖机设备中处于主导地位,应用最为广泛。
(“砖机”指砌块成型机)1、砌块成型机的振动技术一台全自动砌块成型机主要由皮带输送机、振动成型机(主机)、送板机、出砖机、码垛机、控制柜、液压泵站等组成,其中振动成型装置是砌块成型机的核心部分,其性能直接决定着机器本身及成型砌块的优劣。
砌块成型机依靠振动与压力使模箱中的混凝土拌料成型及密实,因此振动参数的选择对砌块性能至关重要。
振动参数包括振动频率、振幅及振动加速度等。
从混凝土振动工艺学看,对于不同的被振物料,其最佳的振动频率及振幅都是不同的。
变频器在智能制造中有什么应用
变频器在智能制造中有什么应用在当今的智能制造时代,各种先进技术不断涌现,为生产制造带来了前所未有的变革。
其中,变频器作为一种重要的电力控制设备,发挥着不可或缺的作用。
变频器,简单来说,就是通过改变电源的频率来控制电机的转速。
它在智能制造中的应用非常广泛,从生产线的自动化控制到能源的高效利用,都能看到变频器的身影。
在工业生产中,许多设备都依赖电机来驱动。
传统的电机运行方式往往是固定转速,无法根据实际生产需求进行灵活调节。
而变频器的出现改变了这一局面。
例如,在数控机床中,通过变频器可以精确地控制主轴电机的转速,从而实现不同精度和表面质量的加工。
在纺织机械中,变频器能够根据纺织工艺的要求,调整纱线的卷绕速度和张力,提高纺织产品的质量和产量。
在印刷机械中,变频器可以使印刷滚筒的转速与纸张的输送速度精准匹配,确保印刷的清晰度和色彩的准确性。
智能制造强调生产过程的自动化和智能化。
变频器在这方面发挥了重要作用。
在自动化生产线上,各种传送装置、搬运机器人等设备的运行速度需要根据生产节拍进行实时调整。
通过变频器,可以轻松实现对这些设备电机的调速控制,使生产线能够高效、稳定地运行。
而且,变频器还可以与传感器、控制器等设备组成闭环控制系统,实现对生产过程的精确控制。
比如,在物料输送系统中,当传感器检测到物料堆积时,变频器可以自动降低电机转速,避免堵塞;当物料不足时,又能提高转速,保证生产的连续性。
除了提高生产效率和产品质量,变频器在节能方面也表现出色。
电机在运行过程中,如果以全速运转,往往会造成能源的浪费。
而使用变频器,可以根据负载的变化自动调整电机的转速,使电机在满足生产需求的前提下,尽可能降低能耗。
例如,在风机和水泵系统中,流量和压力通常不需要始终保持最大值。
通过变频器控制电机的转速,可以根据实际需求调节风量和水量,从而大大降低能源消耗。
据统计,采用变频器调速后,电机的能耗可降低 20%至 60%,这对于降低企业的生产成本和减少对环境的影响具有重要意义。
台达机电产品在砌块成型机上的应用

台达机电产品在砌块成型机上的应用由于建筑行业的迅猛发展,对于各种型号的砖构件需求量日益加大。
用于建筑业的砖构件原材料粘土日益减少,而且土地回生能力很弱,原先制砖对土地支持消耗巨大;并且实心红砖产品型号单一,难以满足各种场合的应用要求。
国家已出台文件将在近几年关闭所有实心粘土烧制砖的砖窑,以砌块成型砖取而代之。
再加上砌块成型砖在质量上较之于传统的烧制砖有明显的优势,成型速度也很快,而且是自然干燥,因此将成为未来制砖行业的主流。
本文结合台达机电自动化产品的集成应用项目介绍砌块成型机自动化原理。
2 砌块机的机械结构及工作原理2.1工艺流程(图1)2.2 主体结构砌块机主要包括4部分:液压系统、;主机(主要包含机体、布料小车、模头、模模具、振动箱、配料箱等);出砖输送带;电控柜,如图2所示。
1)液压系统。
液压系统主要功能在于控制模头、模箱的升降,因为液压的平稳加压,使设备能保持稳定,不会有太大冲击。
有的机型还用液压系统控制振动电机(即油泵电机),以此来取代普通电机,解决了普通电机经常会烧毁的问题。
(2)主机。
主机整个机架由焊工焊接而成(图3)。
其中模具采用线切割加工工艺制造,保证砌块砖光滑无毛刺,尺寸精准;对于振动电机,原客户使用普通电机,由于频繁起停,经常造成电机烧毁,虽然经过多次改造,亦不能解决根本问题,于是采用了油泵振动电机,此举解决了电机烧毁的问题,但又出现漏油的弊端。
而利用变频器的限流来保护电机,效果明显,但因成本问题存在推广难度。
(3)出砖输送带(图4)。
出砖部分主要功能是将成品砖送离砌块机。
扫灰电机的作用主要是将落在成品砖上的废料清理掉,这样凉干后就不会有废料粘在上面,保持砖头的清洁。
(4)模具(图5)。
模具永远是各种成型机械的关键组件。
砌块机模具首先通过精确的计算机CAD设计,然后由高精度数控加工中心为核心的加工设备加工与先进的处理工艺,最后是高级工程技术人员利用丰富经验反复调试,得到型腔精度高,上下模间隙均匀一致,具有理想的硬度和使用寿命,创造出可观的经济效益。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
台达G系列变频器在全自动砌块成型砖机上的应用
作者:中达电通股份有限公司张宜峰
1 引言
传统的红砖虽然在抗折抗摔方面略具优势,但由于制作红砖会消耗大量耕地,国家已经逐渐限制红砖的制造和使用。
灰砖、空心砖等新型建材,使用水泥、炉灰等作为主要原料,得到国家政策的大力推广。
砌块成型机是一种用于压制灰砖砖坯的典型制砖机械,使用按比例搭配好的原料,经分布、压制后成为砖坯,再经高压水蒸气处理等工艺,最终制成灰砖。
为提高砌块成型机的工作效率和产品质量,保定方正机械厂使用台达g系列变频器用于机械模震的6模砖机,收到了良好的效果。
2 制砖工序
砌块机的工序大体分为送料、布料、压模,参见图1和图2。
图1 砌块机的送料部份
图2 砌块机的压震装置
送料:按比例搭配好的原料经料斗装入小车,小车经导轨前进到砖模上方开始布料。
布料:小车在砖模上方反复筛料,使原料均匀的填充在砖模内,一般要分布3~4次。
布料的同时,模震必须启震,保证填充均匀、密实。
填充好后小车退回。
压模:小车回位后压头开始落下,同时压头震动装置启震,模震保持但需要切换模震频率,在震动中将砖坯压紧压实。
压模完毕后,压头升起,退出砖坯,开始下一次送料。
图3为小车进给、压头施压和砖模升降的液压装置。
图3 小车进给、压头施压和砖模升降的液压装置
3 机械模震设计
由于送料时间较为固定,而布料的时间和次数取决于使用原料的品质和砖模的规格,所以砌块成型机的工作效率和产品品质主要决定于压模过程的效果,特别是压头压力的大小和模震的效果。
传统的模震和压震都采用液压震动实现,虽然能够提供很大的压力,但液压震动装置结构复杂、成本高、启震慢,一次压模需20s左右,而机械震动装置结构简单、成本不高、启震快,一次压模只需16s 左右(最快可缩短至14s),大大提高了制砖效率,而且设备维护也更加简便。
用户采用台达vfd220f43a-g变频器控制2台7.5kw
2级电机,其安装示意图如图4所示。
通过1∶1.5的皮带传动,分别带动震动箱中的2根曲辊转动。
如设定变频器的最高操作频率为55hz,设定加速时间为2s,通过1.5倍加速的皮带传动,震动箱中的2根曲辊可在2s内获得接近5000r/min的转速,产生高频大功率震动。
图4 台达变频器安装示意图
测试过程中,机械模震系统顺利启震,启动电流小于60a,震动中电流在30a左右。
启震时间2s,停止时间1.5s,震动压力达到预期。
用户对测试结果非常满意。
准备将这种机械模震的设计推广到其他设备上。
变频器的参数设置如附表所示。
4 结束语
目前砌块成型机设备所需要的变频器,要有优秀的低频转矩特性、稳定的品质、优良的性价比。
台达g系列变频器原本为注塑设备开发,其主要的设计优点恰恰是低频转矩特性非常优秀,低速带载能力强,正好满足了砌块机的工艺要求,在制砖行业游刃有余,是g系列变频器的又一发展方向。
目前,砖机市场正在迅速成长,为提高工作效率和产品品质,使用变频器的机械模震方式已经在全国开始普及。
由于传统的手动设备受操作人员的经验和熟练程度影响,难以保证品质,使用plc和hmi 的全自动砖机也已成为砖机的主流方向。
台达机电产品的一体化解决方案为用户的产品开发节约了大量的时间和成本,及时的技术支援和完善的售后服务体系为用户解除了后顾之忧。