合金砂颗粒含量验收标准
《建筑工程施工质量验收统一标准》GB50300-2013

风管与配件制作,部件制作,风管系统安装,风机与空气处理设备安装,风管与设备防腐,除尘器与排污设备安装,吸尘罩安装,高温风管绝热,系统调试
舒适性空调系统
风管与配件制作,部件制作,风管系统安装,风机与空气处理设备安装,风管与设备防腐,组合式空调机组安装,消声器、静电除尘器、换热器、紫外线灭菌器等设备安装,风机盘管、变风量与定风量送风装置、射流喷口等末端设备安装,风管与设备绝热,系统调试
室内热水系统
管道及配件安装,辅助设备安装,防腐,绝热,试验与调试
卫生器具
卫生器具安装,卫生器具给水配件安装,卫生器具排水管道安装,
试验与调试
室内供暖系统
管道及配件安装,辅助设备安装,散热器安装,低温热水地板辐射供暖系统安装,电加热供暖系统安装,燃气红外辐射供暖系统安装,热风供暖系统安装,热计量及调控装置安装,试验与调试,防腐,绝热
细部构造
檐口,檐沟和天沟,女儿墙和山墙,水落口,变形缝,伸出屋面管道,屋面出入口,反梁过水孔,设施基座,屋脊,屋顶窗
5
建筑给水排水及
供暖
室内给水系统
给水管道及配件安装,给水设备安装,室内消火栓系统安装,消防喷淋系统安装,防腐,绝热,管道冲洗、消毒,试验与调试
室内排水系统
排水管道及配件安装,雨水管道及配件安装,防腐,试验与调试
防雷与接地
接地装置安装,防雷引下线及接闪器安装,建筑物等电位连接,浪涌保护器安装
8
智能建筑
智能化集成系统
设备安装,软件安装,接口及系统调试,试运行
信息接入系统
安装场地检查
用户电话
交换系统
线缆敷设,设备安装,软件安装,接口及系统调试,试运行
信息网络系统
计算机网络设备安装,计算机网络软件安装,网络安全设备安装,网络安全软件安装,系统调试,试运行
铸造原材料技术标准
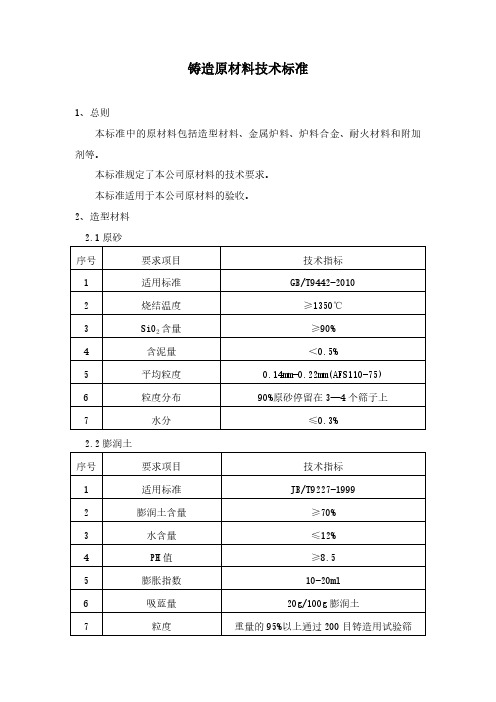
铸造原材料技术标准1、总则本标准中的原材料包括造型材料、金属炉料、炉料合金、耐火材料和附加剂等。
本标准规定了本公司原材料的技术要求。
本标准适用于本公司原材料的验收。
2、造型材料2.1原砂序号要求项目技术指标1 适用标准GB/T9442-20102 烧结温度≥1350℃3 SiO2含量≥90%4 含泥量<0.5%5 平均粒度0.14mm-0.22mm(AFS110-75)6 粒度分布90%原砂停留在3—4个筛子上7 水分≤0.3%2.2膨润土序号要求项目技术指标1 适用标准JB/T9227-19992 膨润土含量≥70%3 水含量≤12%4 PH值≥8.55 膨胀指数10-20ml6 吸蓝量20g/100g膨润土7 粒度重量的95%以上通过200目铸造用试验筛2.3煤粉序号要求项目技术指标1 适用标准GB/T9442-20102 水含量≤3%3 灰分≤10%4 挥发份最低30%,最高40%5 含硫量≤1%6 粒度95%以上的颗粒通过200目铸造用试验筛2.4原砂序号要求项目允许范围最佳范围1 适用标准GB/T9442-20102 平均粒度40-80 50-603 粒形—— 圆形4 耗酸值<10ml 尽可能低5 含泥量(质量分数)<0.3% 06 氧化铁(质量分数)<0.3% ——7 含水量<0.25% <0.1%2.5冷芯盒树脂2.6三乙胺2.6.1产品中三乙胺含量≥99%,含水量≤0.3%。
2.7造型材料中水分含量超标的,从总重量中减去超出部分重量的2倍作为计价重量。
3、金属炉料3.1生铁3.1.1铸造灰口铸铁用生铁适用标准GB/T718-2005。
3.1.2化学成分要求如下表化学成分(质量分数)/%牌号 C Si MnSPZ14 ≥1.25~1.60 Z18≥3.30>1.60~2.00>0.9~1.30 ≤0.050 >0.060~0.1003.1.3块状生铁单重2kg ~7kg ,大于7kg 和小于2kg 的铁块之和,每批中应不超过重量的10%。
工程材料验收标准
工程材料验收标准(总129页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除>25~30————>30~34————>34~40————>40~50————>50~60————>60~80-->80~100-->100~150-->150~200--(4)热轧角钢:等肢角钢的边宽b和边厚d的允许偏差如表所示(GB9787-88)。
不等肢角钢的边宽B,b和边厚d的允许偏差如表所示(GB9788-88)。
热轧等肢角铜的允许偏差(mm)图形角钢号10-1416-20b d±±±±±±±±热轧不等肢角钢的允许偏差tmm) 表图形角钢号或bd±±±±±±±±(5)热轧普通工字钢的高度h、宽b,腹板厚d和腹板挠度s的允许偏差如所示(GB706-88).热轧普通工字钢的允许偏差fmm) 表图形型号≤14>14-18>18-30>30-40>40-63 h±±±±±b±±±±±d±±±±±δ≤(6)热轧普通槽钢截面尺寸的允许偏差如表所示(GB 707-88).热轧普通槽钢的允许偏差《mm)表图形型号5-8>8-14>14-18>18-30>30-40 h±±±20±±30b±±±±±d±±±±±δ≤(7)焊接H型钢外形尺寸的允许偏差如表所示(YB 3301-42)焊接H型钢的允许偏差(mm )表bH S P长度L H≤400H>400b≤200b>200b≤200b>200±3±2±2±b/100±2±b/100±2±3轨道接触范围不超过±12 钢结构钢材钢材的化学成分见表1-69。
沙子验收标准

沙子验收标准沙子是建筑施工中常用的一种材料,它在混凝土、砂浆和砖瓦等材料中起着非常重要的作用。
因此,在施工过程中,对沙子的验收是非常重要的环节,只有经过合格的验收,才能保证施工质量和工程的安全性。
下面将就沙子的验收标准进行详细介绍。
首先,对于沙子的外观要求,验收人员应该对沙子的颜色、颗粒形状和表面质地进行观察。
合格的沙子应该呈现出均匀的颜色,颗粒呈圆滑的形状,表面应该干净、无尘土和杂质。
如果发现颜色不均匀、颗粒形状不规则或者表面有明显的杂质,就需要对这批沙子进行淘汰处理。
其次,对于沙子的颗粒大小要求,验收人员需要进行筛分检查。
合格的沙子应该在一定的颗粒大小范围内,一般要求颗粒大小均匀,不含过多的细颗粒和粗颗粒。
通过筛分检查,可以有效地判断沙子的颗粒大小是否符合要求,从而保证混凝土和砂浆的力学性能。
另外,对于沙子的含水率也是需要进行检测的重要指标。
含水率过高的沙子会影响混凝土和砂浆的强度和稳定性,因此需要对沙子的含水率进行精确的检测。
一般来说,合格的沙子含水率应该在一定的范围内,如果含水率超标,就需要对沙子进行干燥处理,以确保施工质量。
此外,对于沙子的杂质含量也是需要进行检测的重要指标之一。
验收人员需要对沙子中的杂质含量进行抽样检测,确保沙子中的杂质含量符合国家标准和工程要求。
如果发现沙子中的杂质含量超过标准,就需要对这批沙子进行淘汰处理,以防止对工程质量造成影响。
最后,对于沙子的包装和运输也需要进行验收。
合格的沙子包装应该完好无损,无破损和漏沙现象,同时需要注意包装上的标识和质量证明文件是否齐全。
在运输过程中,需要确保沙子的运输车辆干净、整洁,避免沙子受到二次污染。
综上所述,沙子的验收标准是非常重要的,只有严格按照标准进行验收,才能保证施工质量和工程的安全性。
因此,在施工过程中,需要严格按照相关规定对沙子进行验收,确保施工材料的质量和工程的顺利进行。
GB50300-2013建筑工程施工质量验收统一标准附表word版666666

附录A 施工现场质量管理检查记录A.0.1施工现场质量管理检查记录应由施工单位按表A.0.1填写,总监理工程师进行检查,并做出检查结论。
表A.0.1 施工现场质量管理检查记录开工日期:附录B 建筑工程分部(子分部)工程、分项工程划分B.0.1 建筑工程的分部(子分部)工程、分项工程可按表B.0.1划分。
表B.0.1 建筑工程分部工程、分项工程划分附录C 室外工程的单位工程、分部工程划分C.0.1室外工程的单位工程、分部工程可按表C.0.1划分。
附录D 一般项目正常检验一次、二次抽样判定D.0.1 对于计数抽样的一般项目,正常检验一次抽样应按表D.0.1-1判定,正常检验二次抽样应按表D.0.1-2判定。
D.0.2 样本容量在表D.0.1-1或表D.0.1-2给出的数值之间时,合格判定数和不合格判定数可通过插值并四舍五入取整数值。
表D.0.1-1 一般项目正常一次性抽样的判定表D.0.1-2 一般项目正常二次性抽样的判定注:(1)和(2)表示抽样次数,(2)对应的样本容量为二次抽样的累计数量。
E.0.1 检验批质量验收记录应由施工项目专业质量检查员填写,专业监理工程师组织项目专业质量检查员、专业工长等进行验收,并按表E.0.1记录。
表E.0.1 检验批质量验收记录F.0.1分项工程质量应由专业监理工程师组织施工单位项目专业技术负责人等进行验收,并应按表F.0.1记录。
表F.0.1 分项工程质量验收记录无支护土方分部(子分部)工程验收记录附录H 单位(子单位)工程质量竣工验收记录H.0.1 单位工程质量竣工验收应按表H.0.1-1记录,单位工程质量控制资料核查应按表H.0.1-2记录,单位工程安全和功能检验资料核查应按表H.0.1-3记录,单位工程观感质量检查应按表H.0.1-4记录。
H.0.2 表H.0.1-1中的验收记录由施工单位填写,验收结论由监理单位填写。
综合验收结论经参加验收各方共同商定,由建设单位填写,应对工程质量是否符合设计文件和相关标准的规定及总体质量水平做出评价。
中国冶金产品参考标准

中国冶金产品参考标准(最新)金属材料属于冶金产品,从事金属材料生产、订货、运输、使用、保管和检验必须依据统一的技术标准--冶金产品标准。
对从事金属材料的工作人员必须掌握标准的有关内容。
我国冶金产品使用的标准为国家标准(代号为"国标"GB"")、部标(冶金工业部标准"YB"、一机部标准"JB"等、)企业标准三级。
(一)包装检验根据金属材料的种类、形状、尺寸、精度、防腐而定。
1.散装:即无包装、揩锭、块(不怕腐蚀、不贵重)、大型钢材(大型钢、厚钢板、钢轨)、生铁等。
2.成捆:指尺寸较小、腐蚀对使用影响不大,如中小型钢、管钢、线材、薄板等。
3.成箱(桶):指防腐蚀、小、薄产品,如马口铁、硅钢片、镁锭等。
4.成轴:指线、钢丝绳、钢绞线等。
对捆箱、轴包装产品应首先检查包装是否完整。
(二)标志检验标志是区别材料的材质、规格的标志,主要说明供方名称、牌号、检验批号、规格、尺寸、级别、净重等。
标志有;5.涂色:在金属材料的端面,端部涂上各种颜色的油漆,主要用于钢材、生铁、有色原料等。
6.打印:在金属材料规定的部位(端面、端部)打钢印或喷漆的方法,说明材料的牌号、规格、标准号等。
主要用于中厚板、型材、有色材等。
7.挂牌:成捆、成箱、成轴等金属材料在外面挂牌说明其牌号、尺寸、重量、标准号、供方等。
金属材料的标志检验时要认真辨认,在运输、保管等过程中要妥善保护。
(三)规格尺寸的检验规格尺寸指金属材料主要部位(长、宽、厚、直径等)的公称尺寸。
8.公称尺寸(名义尺寸):是人们在生产中想得到的理想尺寸,但它与实际尺寸有一定差距。
9.尺寸偏差:实际尺寸与公称尺寸之差值叫尺寸偏差。
大于公称尺寸叫正偏差,小于公称尺寸叫负偏差。
在标准规定范围之内叫允许偏差,超过范围叫尺寸超差,超差属于不合格品。
10.精度等级:金属材料的尺寸允许偏差规定了几种范围,并按尺寸允许偏差大小不同划为若干等级叫精度等级,精度等级分普通、较高、高级等。
材料验收标准
(四)砂、石料(1)资料验收生产单位应保证出场产品符合质量要求,产品应有质量保证书,其内容包括生产厂名及产地、质量保证书的编号、签发日期、签发人员、技术指标的检验结果。
如为海砂,还应注明氯盐含量。
(2)质量验收砂、石应按批进行质量检验,其检验批按以下确定:1)对集中生产的,以400m3 或600t 为一批;对分散生产的,以200m3 或300t 为一批;不足者以一批记。
2)对产地、质量比较稳定,进料量又大时,以1000t 检验一次。
3)检验项目:①石。
每验收批至少应进行颗粒级配、含泥量、泥块含量、针片状颗粒含量检验。
对重要工程或特别工程应根据工程要求,可增加检测项目。
对其他指标有怀疑时,也应检验,石颗粒级配应理想,粒形以近似方块为好,针片状颗粒不得超过25%,在大于C30 混凝土中,不得超过15%。
注意鉴别有无风化石、石灰石混入。
含泥量一般混凝土不得超过2%,大禹C30 的混凝土,不超过1%。
砂石含泥量的外观检查,如黄砂颜色灰黑,手感发黏,抓一把能黏成团,手放开后,砂团散开,发现有念连小块,用手指捻开小块,指上留有明显泥污的,表示含泥量过高。
石子的含沙量,用手我石子摩擦后无尘土黏于手上,表示合格。
②砂。
每验收批至少应进行颗粒级配、含泥量、泥块含量检验。
砂颗粒坚硬洁净,黏土、泥灰、粉末等不超过3%—5%。
如海砂,还应检验氯离子含量。
对重要工程或特别工程应根据工程要求,可增加检测项目。
对其他指标有怀疑时,也应检验。
4)不合格品的处理:建筑用卵石、碎石的检验结果不符合GB/T14685—2001 规定指标,砂的检验结果不符合GB/T14684-2001规定指标时,可根据混凝土工程的质量要求,结合具体情况,提出相应的措施,经试验证明能确保工程质量时,方可使用该石或砂拌制混凝土。
(3)砂、石料的数量验收砂石的数量验收按运输工具不同、条件不同而采取不同方法。
量方验收。
进料后把材料做成梯形堆放在平整的地上,即做方。
铸件验收标准

铸件验收标准文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-本技术标准根据国标GB/T1173,作为验收砂型铝合金铸件之用。
一.铸件分类:1、铸件按照工作条件和用途分为三类:第Ⅰ类:承受大载荷,工作条件复杂,用于关键部位、铸件损坏将危及整机安全运行的重要铸件。
第Ⅱ类:承受中等载荷,用于重要部位,铸件损坏将影响部件的正常工作,造成事故的铸件。
第Ⅲ类:承受低载荷,用于一般部位的铸件。
二.技术要求和检验:1.化学成分1)合金的化学成分应符合GB/T1173的规定。
2)对于铸件的化学成分,供应商必须进行检测并出具相关报告。
2.力学性能1)单铸件或附铸试样的力学性能应符合GB/T1173的要求。
2)从铸件上切取试样检验力学性能,三根试样的抗拉强度和伸长率的平均值,分别不低于GB/T1173规定值的70%和50%。
3)铸件硬度检验按GB/T231.1进行,硬度不合格的铸件允许进行重复热处理,随后再检验硬度,第三次热处理后仍不合格时铸件予以报废。
4)铸件尺寸和几何形状应符合图纸规定,铸件尺寸公差及加工余量应符合GB/T6414。
三.表面质量:1.铸件表面粗糙度应符合GB6060.1铸造表面粗糙度比较样块的规定。
2.铸件需抛光加工的表面按GB6060.4的规定执行。
3.铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行。
4.铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷。
5.铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷。
6.铸件的浇口,飞边,溢流口,隔皮等应清理干净,但允许留有痕迹。
7.螺纹孔内起始旋入四个牙距之内不允许有缺陷。
8.在不影响铸件使用的条件下,当征得需方同意,供方可以对铸件进行浸渗和修补(如焊补,变形校整等)处理,经修补处理后的压铸件应做相应的质量检验。
9.铸件内表面表面粗糙度为:25um。
10.铸件非加工表面及加工后表面,允许有:1)在非加工表面上,单个孔洞的最大直径不大于3mm,深度不超过壁厚的1/3。
最新GB50300-建筑工程施工质量验收统一标准(整理)资料

精品文档
电源与接地 智能建筑电源,防雷及接地
计算机机房工程 路由交换系统,服务器系统,空间环境,室内外空气能量交 换系统,室内空调环境,视觉照明环境,电磁环境
火灾自动报警及消防联动系统,安全防范系统(含电视监控
系统、入侵报警系统、巡更系统、门禁系统、楼宇对讲系统、
住宅(小区)智 住户对讲呼救系统、停车管理系统),物业管理系统(多表
热
木结构
方木和原木结构,胶合木结构,轻型木结构,木结构防护
地面
基层,整体面层,板块面层,地毯面层,地面防水,垫层及 找平层
抹灰
一般抹灰,保温墙体抹灰,装饰抹灰,清水砌体勾缝
门窗
木门窗安装,金属门窗安装,塑料门窗安装,特种门安装, 门窗玻璃安装
吊顶
整体面层吊顶、板块面层吊顶、格栅吊顶
轻质隔墙
板材隔墙,骨架隔墙,活动隔墙,玻璃隔墙
计算机网络系统 信息平台及办公自动化应用软件,网络安全系统
空调与通风系统,空气能量回收系统,室内空气质量控制系
建筑设备监控系 统,变配电系统,照明系统,给排水系统,热源和热交换系
统
统,冷冻和冷却系统,电梯和自动扶梯系统,中央管理工作
站与操作分站,子系统通信接口
火灾报警及消防 火灾和可燃气体探测系统,火灾报警控制系统,消防联动系
设备安装
炉和试运行,换热站安装,防腐,绝热
预埋件及后置锚栓安装和封堵,基座、支架、散热器安装,
太阳能热水系统 接地装置安装,电线、电缆敷设,辅助设备及管道安装,防
腐,绝热
风管与配件制作,部件制作,风管系统安装,空气处理设备
送排风系统 安装,消声设备制作与安装,风管与设备防腐,风机安装,
系统调试
风管与配件制作,部件制作,风管系统安装,防排烟风口、
中粗砂的标准

中粗砂的标准
中粗砂是一种常用的建筑材料,具有颗粒粗大、坚硬耐磨的特点,广泛应用于混凝土、水泥制品、铺路材料等领域。
为了确保中
粗砂的质量,制定了一系列的标准,以便对其进行质量控制和监管。
本文将介绍中粗砂的标准内容,以便相关从业人员了解和遵守。
首先,中粗砂的标准主要包括颗粒大小、含泥量、含水量、堆
积密度、破碎指标等方面。
其中,颗粒大小是其中最重要的一个指标,通常以目数来表示,要求在一定的目数范围内才能符合标准。
含泥量和含水量则是影响中粗砂使用性能的关键因素,过高的含泥
量和含水量会影响其稳定性和工作性能。
堆积密度和破碎指标则是
衡量中粗砂质量稳定性和耐磨性的重要指标。
其次,中粗砂的标准还包括了生产工艺和质量控制的要求。
生
产工艺要求包括砂石的开采、破碎、筛分、洗选等过程,以及生产
设备的要求和维护保养。
质量控制要求包括原材料的检测、生产过
程的监控、成品的检验等方面,以确保中粗砂的质量稳定和可靠。
最后,中粗砂的标准还包括了使用和储存的要求。
在使用中粗
砂时,需要根据其不同的用途和要求进行合理的选用和施工。
在储
存中粗砂时,需要注意防潮、防晒、通风等要求,以确保其质量不受影响。
总的来说,中粗砂的标准是为了保证其质量稳定和可靠使用而制定的,遵守这些标准对于保障建筑工程质量、提高工程效率具有重要意义。
希望相关从业人员能够严格遵守这些标准,确保中粗砂的质量和安全使用。
铬铁矿砂标准

铬铁矿砂标准铬铁矿砂是一种重要的矿石,广泛应用于金属冶炼、建筑材料等领域。
为了保证铬铁矿砂的质量,各国都制定了相应的标准。
下面我们来了解一下铬铁矿砂的标准。
一、铬铁矿砂的定义铬铁矿砂是指含有Cr2O3和FeO的矿物,通常颜色为黑色或棕色,硬度较高。
铬铁矿砂主要分布在南非、印度、巴西、土耳其等国家和地区。
二、铬铁矿砂的用途铬铁矿砂是一种重要的金属矿石,主要用于生产不锈钢、合金钢、合金铸件等。
此外,铬铁矿砂还可以用于生产化工原料、建筑材料等。
三、铬铁矿砂的标准1. 化学成分标准化学成分是评价铬铁矿砂质量的重要指标之一。
一般来说,铬铁矿砂中Cr2O3的含量应不低于40%,FeO的含量应不低于25%。
此外,还需要检测其他元素的含量,如SiO2、Al2O3等。
2. 粒度分布标准粒度分布也是评价铬铁矿砂质量的重要指标之一。
一般来说,铬铁矿砂的粒度应在0.5-10毫米之间,且粒度分布均匀。
此外,还需要检测颗粒形态和颗粒密度等指标。
3. 烧失量标准烧失量是指在高温下,铬铁矿砂失去的水分和挥发物质的重量。
一般来说,铬铁矿砂的烧失量应不超过10%。
4. 氧化物含量标准氧化物含量是指铬铁矿砂中氧化物的含量,主要包括FeO、Fe2O3、Cr2O3等。
一般来说,氧化物含量应在一定范围内,以保证生产出来的合金质量稳定。
5. 杂质含量标准杂质含量是指铬铁矿砂中其他元素和杂质的含量,如P、S、Mg、Ca等。
一般来说,杂质含量应尽可能地降低,以保证生产出来的合金质量稳定。
四、总结以上就是关于铬铁矿砂标准的介绍。
作为一种重要的金属矿石,铬铁矿砂的质量对于生产合金产品至关重要。
因此,在采购和使用铬铁矿砂时,需要严格按照相关标准进行检测和评估,以确保产品质量。
铸钢件生产工艺要求及质量标准

铸钢件生产工艺要求及质量标准一、混砂工艺标准(一)材料要求:1、造型砂:符合GB9442-88 、JB435-63细粒砂要求,一般选用二氧化硅含量较高的天然砂或石英砂,原砂粒度根据铸件大小及壁厚确定,原砂的含泥质量分数应小于2%,原砂中的水份必须严格控制,且一般应进行烘干。
2、水玻璃:水玻璃模应根据铸件大小来确定.(1)小砂型(芯)为加速硬化采用选用M=2。
7—3。
2的高模数水玻璃.(2)中型砂型(芯)可选用M=2。
3—2.6的水玻璃。
(3)生产周期长的大型砂型(芯)选用M=2。
0—2.2的低模数水玻璃。
(二)混制比例(质量分数%)造型砂/水玻璃=100:6~8(三)混制时间:一般情况下混制5分钟,室温或水玻璃密度较大时可适当延长混砂时间。
(四)混制后要求:混制好的造型砂要求无块状或团状,流动性较好.二、造型工艺要点:(一)基本原则:1、质量要求高的面或主要加工面应放在下面。
2、大平面应放在下面。
3、薄壁部分应放在下面。
4、厚大部分应放在上面.5、应尽量减少砂芯的数量。
6、应尽量采用平直的分型面。
(二)基本要求:1、木模:要求轮廓完整,无裂纹、无破损、无残缺,表面光洁,尺寸符合铸造工艺图纸要求,并经常进行尺寸校验。
2、砂箱:砂箱的尺寸大小应根据木模规格确定,大、中型砂箱应焊接箱筋。
3、浇注系统:根据铸件的结构特点的工艺要求,选择适宜的浇注系统,通常采用顶注式、底注式。
(1)浇注系统设置基本原则:浇口、冒口安放位置合理,大小适宜不妨碍铸件收缩,便于排气、落砂和清理,应使铸型尺寸尽量减少,简化造型操作,节省型砂用量和降低劳动强度。
(2)内浇道位置的注意事项。
1)内浇道不应设在铸件重要部位。
2)应使金属液流至型腔各部位的距离最短.3)应不使金属液正面冲击铸型和砂芯。
4)应使金属液能均匀分散,快速地充满型腔.5)不要正对铸型中的冷铁和芯撑。
4、冒口(1)冒口设置基本原则:1)根据铸件的结构和工艺要求正确选择冒口的形状、大小和安放位置。
铝合金铸造熔炼浇注工序颗粒物成分

铝合金铸造熔炼浇注工序颗粒物成分铝合金铸造熔炼浇注工序是制备铝合金零件的一种常用工艺,其在生产过程中会产生颗粒物成分。
本文将从铝合金的熔炼过程和浇注工序两个方面,详细介绍铝合金铸造熔炼浇注工序中颗粒物的成分。
铝合金的熔炼过程主要涉及到原料的预处理、熔炼和净化三个步骤。
原料预处理主要包括铝合金的配料和铝材的预热。
配料是将各种铝合金成分进行混合,然后按照一定的比例加入到铝熔炼炉中熔炼。
铝材的预热是为了提高铝材的熔化速度和熔炼效果。
在这个过程中,由于原料中可能存在一些杂质和氧化铝,所以会产生一定数量的颗粒物。
铝合金的熔炼过程一般分为两个阶段:熔解和混合。
在熔解阶段,原料经过高温加热,逐渐熔化,形成铝液。
随着温度的升高和熔炼时间的延长,铝液中的杂质和氧化物会发生物理和化学变化,形成颗粒物。
在混合阶段,铝液中的颗粒物会被搅拌均匀,使其分散在液态铝中。
在浇注工序中,颗粒物成分主要包括铝合金颗粒和砂芯残留物。
铝合金颗粒是铸造过程中产生的固体颗粒,其主要来源于熔解和混合过程中的氧化铝和其他杂质。
这些颗粒物会随着铝液流动到模具中,并最终形成铝合金零件的一部分。
而砂芯残留物则是在浇注过程中使用的砂芯被铝液冲刷出来所产生的颗粒物。
铝合金铸造熔炼浇注工序颗粒物的成分主要包括氧化铝、氧化物、金属颗粒和砂颗粒等。
氧化铝是熔炼过程中产生的一种常见颗粒物,其主要来源于原料中的氧化铝和其他杂质氧化物的氧化分解。
氧化铝颗粒的形态和大小与熔炼温度、时间等因素有关,一般为颗粒状或块状,大小在几微米到几百微米之间。
氧化物则是熔炼过程中铝液中其他杂质氧化物形成的颗粒物,其成分和形态与具体的合金配方和熔炼条件有关。
金属颗粒是熔炼过程中铁、铜等杂质金属形成的固体颗粒。
这些金属颗粒主要来自于废铝合金回收和铝合金原料的含金属杂质。
金属颗粒的形态和大小会影响到铝合金材料的性能和外观质量。
砂颗粒主要是浇注工序中使用的砂芯在铝液流动过程中被冲刷出来形成的颗粒物。
铝合金门窗验收规范

铝合金门窗验收规范铝合金门窗验收规范一、材料验收1. 铝合金门窗型材:验收铝合金门窗型材时,应检查外观表面是否平整、无划伤、凹凸、气泡等缺陷。
同时,要检查表面质量是否符合国家行业标准要求,如铝合金质量、表面氧化膜厚度、涂层附着力等。
2. 隔热条:验收隔热条时,应检查其外观质量是否完好,无变形、损坏、开裂等情况。
隔热条应符合设计要求,具有良好的隔热保温性能。
3. 玻璃:验收玻璃时,应检查其外观质量是否正常,无破损、划伤等情况。
玻璃应符合国家标准要求,具有良好的隔热性能和防护性能。
4.五金配件:验收五金配件时,应检查其材质和外观质量是否符合要求。
五金配件应使用防锈、耐蚀的材料,具有良好的结构强度和耐用性。
二、安装验收1. 尺寸验收:安装前应测量门窗尺寸,确认尺寸是否与设计要求一致。
门窗安装后,再次进行测量验证,确保尺寸准确无误。
2. 固定验收:门窗安装时,应通过螺栓、焊接等方式进行固定,确保门窗的稳固性和安全性。
安装时应注意留有适当的膨胀缝隙,以缓解温度变化引起的热胀冷缩。
3.密封验收:门窗安装后,应进行密封处理,确保门窗与墙体、地面之间的连接处无渗漏。
密封材料应符合国家标准,具有良好的密封性能。
4.开启验收:门窗安装完成后,应进行开启测试,检查门窗的开启、关闭是否灵活,是否有卡槽、摩擦等现象。
同时,要检查门窗是否符合设计要求,如防火、防盗、防水、隔声等性能。
三、表面处理验收1. 涂装验收:铝合金门窗的表面涂装应均匀、光滑,无流淌、滴落等缺陷。
涂层应有良好的附着力,符合国家标准要求。
2. 氧化膜验收:铝合金门窗的表面氧化膜应均匀、致密,无白点、黑点、斑点等现象。
氧化膜的厚度应符合设计要求,具有良好的耐蚀性和抗氧化性。
3. 砂光验收:门窗砂光处理后,应表面光滑,无划痕、凹凸等影响美观的缺陷。
四、验收标准1. 外观质量:门窗的外观应符合设计要求,无划痕、变形、凹陷等缺陷。
2.安装质量:门窗安装后应牢固、稳定,无松动、倾斜等现象。
工程材料验收标准

玻璃砖、玻璃马赛克、
11
油漆
涂料
油漆
一般油漆
清漆、瓷漆、聚脂漆、
油脂漆、地板漆
耐腐蚀油漆
防锈漆、生漆、沥青漆
防火油漆
无极防火漆、
酚醛防火漆、
漆片
漆片(虫胶片)
涂料
一般涂料
106涂料、多彩内墙涂料
防瓷涂料
防瓷涂料
外墙喷涂
合成树脂乳液砂壁状
建筑涂料
耐腐蚀涂料
石蜡防腐涂料
防火涂料
防火涂料
防水涂料
聚胺脂防水涂料
复合硅酸盐水泥
32.5
32.5R
42.5
42.5R
52.5
52.5R
11.0
16.0
16.0
21.0
22.0
26.0
32.5
32.5
42.5
42.5
52.5
52.5
2.5
3.5
3.5
4.0
4.0
5.0
5.5
5.5
6.5
6.5
7.0
7.0
注:表中强度等级栏中R表示早强型,要求3d达到较高水平。
1.2各项技术要求应符合表1-2的规定。
渍后,其重量损失(%)
<5
<8
<12
强度
抗压强度
采用直径和高均为50㎜的圆柱体或长、宽、高均为50㎜的立方体岩石样品进行试验,在水饱和状态下,其抗压强度应不小于45MPa,其极限抗压强度与所浇注混凝土强度之比不应小于1.5倍。
压碎值(%)
不大于
碎石
10
20
30
卵石
12
16
16
表观密度(g/cm3)
建筑工程常用材料及其验收规范

建筑工程常用材料及其验收规范1、基础阶段:混凝土检验标准(GB/T50107-2010)钢筋进场验收标准(GB1499.2-2007)钢筋焊接检验标准(JGJ18-2012)2、主体阶段JDG线管国家验收规范KBG线管国家验收规范3、装饰阶段砌筑砂浆验收规范抹灰砂浆验收规范砖、砌块验收规范消防箱验收规范消防栓验收规范消防喷淋系统验收规范电箱验收规范桥架验收规范电缆验收规范钢塑复合管验收规范焊接钢管验收规范消防管卡验收规范风管验收规范角钢、槽钢验收规范方钢(GB/T702-2008)冷拔异型钢管GB/T 3094-2000矩形管、方管、圆管GB/T 6728-2002保温岩棉验收规范铝型材GB/T5237.1-2008铝单板保温一体板橡塑保温材料石膏板阻燃板龙骨瓷砖石材地暖管挤塑板腻子乳胶漆隔音棉穿墙套管预埋板化学锚栓墙纸木地板灯具防火涂料防水涂料耐碱网格布铆钉PVC管防火门铝合金门窗钢化玻璃流体输送用不锈钢管GB/T14976-2002 结构用无缝不锈钢管GB/T14975-2002锅炉、热交换器用不锈钢管GB13296-91 流体输送用不锈钢管GB12770-2002抗裂砂浆粘接砂浆防火岩棉GB/T 1 91包装储运图示标志GB/T 2059--2000铜及铜合金带材GB/T 3880一1997铝及铝合金轧制板材GB/T 4132绝热材料及相关术语GB/T 5464—1999建筑材料不燃性试验方法(idt IS0 1182:1990)GB/T 5480.1矿物棉及其制品试验方法第1部分:总则GB/T 5480.3矿物棉及其制品试验方法第3部分:尺寸和密度GB/T 5480.4矿物棉及其制品试验方法第4部分:纤维平均直径GB/T 5480.8矿物棉及其制品试验方法第5部分:渣球含量GB/T 5480.7矿物棉及其制品试验方法第7部分:吸湿性GB/T 10294绝热材料稳态热阻及有关特性的测定防护热板法GB/T 10295绝热材料稳态热阻及有关特性的测定热流计法GB/T 10296绝热层稳态热传递特性的测定圆管法GB/T 10299保温材料憎水性试验方法GB/T 16401矿物棉制品吸水性试验方法GB/T 17393覆盖奥氏体不锈钢用绝热材料规范GB/T 17430绝热材料最高使用温度的评估方法JC/T 618绝热材料中可溶出氯化物、氟化物、硅酸盐及钠离子的化学分析方法YB/T 5059--1993低碳冷轧钢带建筑节能工程验收规范GB50411-2007。
铝合金 喷砂 目数

铝合金喷砂目数铝合金喷砂目数,是指喷砂设备在处理铝合金表面时所使用的磨料颗粒的大小。
目数越高,颗粒直径越小,处理出来的表面光洁度越高,但是处理速度也越慢。
下面我们就详细介绍一下铝合金喷砂目数的相关知识。
一、铝合金喷砂目数的分类目前,铝合金喷砂目数的分类方式比较多,按照美国标准,基本分为以下几类:1. #24:直径2.5mm~1.0mm。
2. #36:直径2.0mm~0.5mm。
3. #46:直径1.5mm~0.4mm。
4. #60:直径1.2mm~0.3mm。
5. #80:直径1.0mm~0.2mm。
6. #120:直径0.8mm~0.1mm。
中国标准也有相应的分类,一般分为#24至#280等18个等级。
二、铝合金喷砂目数的选择在选择铝合金喷砂目数时,需要根据处理目的、处理要求、材料性质等因素综合考虑。
具体来说,可以遵循以下原则:1. 首先需要明确处理的目的,根据需要决定采用什么样的喷砂目数,不同的材料和表面处理要求所选择的目数也不同。
2. 其次需要考虑材料的硬度,硬度高的材料需要选择较小的颗粒,在处理时才能够达到预期的处理效果。
3. 处理后表面的质量和加工要求也需要考虑,如果表面光洁度要求高,则需要选择较细小的颗粒,处理速度相应会更慢。
除了上述原则之外,还需根据实际情况进行调整,根据处理的需要以及操作者的经验和技能来选择合适的铝合金喷砂目数。
三、铝合金喷砂目数的影响因素选择适合的铝合金喷砂目数不仅仅是喷砂过程中的一个问题,也是影响喷砂效果的重要因素之一。
下面我们来看看铝合金喷砂目数对处理效果的影响因素:1. 颗粒直径大小:颗粒越小,处理表面越光滑,但处理速度也越慢。
因此需要结合磨料颗粒的大小选择适合的进行处理。
2. 喷砂压力:随着喷砂压力不同,颗粒的磨损程度也不同。
处理出的表面光洁度和粗糙度也会有所不同。
3. 喷砂时间:喷砂时间长短直接影响到处理效果的好坏,因此需要掌握好喷砂时间,及时调整喷砂时间,保证处理的效果。
铝合金压铸件砂孔标准

1.SCOPE合用范围:This specification applies for aluminum-alloy die casting porosity definition.It based on original specof ASTM E505, but not for substitute of original spec, it only provide more comprehensiveinterpretion, so as to use with original spec. The requirement would override the original spec when conflict.本规范涵盖了全部铝合金压铸砂孔的要求。
本规范参照美国资料实验协会标准ASTM E505 的原始规范,但不代替原规范,仅供给更全面的说明,因此原规范一定使用。
当本规范和原规范的内容矛盾时,本规范要求代替原规范内容。
SPECIFICATION规范:Reference radiographs for aluminum-alloy die castingCasting Applicable Casting Thickness Inside Porosity acceptable standard Surface Porosity acceptable standard Thickness可合用的壁厚内部砂孔可接受的标准表面砂孔可接受的标准壁厚(mm)Radiographs : Scale 1:1Radiographs : Scale 1:1(mm)X 射线照片:比率 1:1X 射线照片:比率 1:1 Up to 3.2mmOver 3.2mm to 25.4mmPOROSITY LEVELLevel 1Level 2Level 3Level 41 级2 级3 级4 级Radiographs : Scale 1:1Radiographs : Scale 1:1Radiographs : Scale 1:1Radiographs : Scale 1:1X 射线照片:比率1: 1X 射线照片:比率1:1X 射线照片:比率1:1X 射线照片:比率1:1~0.70mm 3 个 /10cm2~1.0mm 5 个/10cm 2~1.5mm10个 /10cm2~4.0mm15 个/10cm2~1. 0mm 1 个/10cm 2~1.5mm 1 个 /10cm2~4.0mm1个/10cm2~10mm 1 个 /10cm2REMARK备注:Unless special explanation, void with size of ≦0.5mm will not be considered as porosity, and this apply to inside and on the surface porosity of aluminum-alloy die casting!假如没有特别说明, 0.50mm 及以下的气孔不作为砂孔的评估控制范围内,此要求合用于铝合金压铸件的内部和加工表面 !REFERENCE参照文件:ASTM E505Reference radiographs for Inspection of Aluminum and Magnesium Die CastingsASTM B85铝合金及镁合金压铸件X 射线检查规范Standard Specification for aluminum-alloy die castings 压铸铝合金的标准规范GB/T 13822-92Test specimens for non ferrous die casting alloys压铸有色合金的检测试样。
砂石检验标准
砂石检验标准砂石是建筑材料中常见的一种,广泛用于混凝土、路基、铁路、水泥制品等领域。
砂石的质量直接影响到工程质量和耐久性,因此对砂石进行严格的检验是非常重要的。
砂石检验标准是指对砂石质量进行评定和检验的一系列标准规定,下面将对砂石检验标准进行详细介绍。
首先,砂石的外观和形状是影响其质量的重要因素之一。
通常情况下,砂石应呈现出均匀的颗粒分布,无明显的夹杂物和泥土等杂质。
此外,砂石颗粒的形状也应符合标准要求,一般以圆形或近似圆形颗粒为佳,这有利于提高砂石的密实性和抗压强度。
其次,砂石的颗粒大小和分布也是影响其质量的重要指标。
根据不同的用途和要求,砂石的颗粒大小通常会有所不同。
在进行砂石检验时,需要根据相关标准对砂石的颗粒大小进行筛分和分级,以确保其符合工程设计和施工要求。
另外,砂石的含水率也是一个重要的检验指标。
砂石的含水率直接影响其密实性和工程性能,因此需要对砂石的含水率进行精确的测定。
一般情况下,砂石的含水率应控制在一定范围内,以确保其在施工过程中的流动性和稳定性。
此外,砂石的强度和耐磨性也是需要进行检验的重要指标。
通常情况下,可以通过压缩试验、抗拉试验、抗冻融试验等方法对砂石的强度和耐磨性进行评定,以确保其符合相关标准要求。
最后,砂石的化学成分和矿物组成也需要进行检验。
砂石中的化学成分和矿物组成直接影响其与水泥等其他材料的相容性和反应性,因此需要对砂石的化学成分和矿物组成进行全面的分析和检验。
总的来说,砂石检验标准涉及到砂石的外观、形状、颗粒大小和分布、含水率、强度和耐磨性、化学成分和矿物组成等多个方面。
通过严格按照相关标准进行检验,可以确保砂石的质量符合工程设计和施工要求,保障工程质量和安全。
因此,在进行砂石检验时,需要严格按照相关标准和规定进行操作,确保检验结果的准确性和可靠性。
只有这样,才能有效地保障工程质量和安全,提高砂石的利用率和经济效益。
综上所述,砂石检验标准是保障工程质量和安全的重要手段,对于工程建设和施工具有重要意义。