CVC四辊轧机的CAD图 装配图、工作辊、弯辊液压缸的图纸
辊压机设计(机械CAD图纸)

摘要:首先,论文对辊压机的工作原理及主要构造做了简要说明;其次,对辊压机的主要技术参数进行了计算,其中包括辊径、辊宽、最小辊隙、工作压力、生产能力和传动功率等。
所以,如何杜绝上述物料对球磨机的负面影响,充分发挥辊压机高效节能的特点成为挤压粉磨系统工艺控制技术如何进一步完善优化的重要课题。
关键词:辊缝;挤压;粉磨前言 (4)1.辊压机主体结构 (7)1)电机 (7)2)减速机与电机的联接 (8)3)辊子 (9)4)减速机扭力支撑架 (9)5)控制系统 (10)6)干油润滑系统 (10).7)液压系统 (11)8)循环冷却水系统 (12)2.辊压机电气系统 (12)1.电源系统, (13)2、检测系统 (14)(1).主电机电流检测 (14)(2).温度检测 (15)(3).压力信号检测 (16)(4).辊缝检测 (17)(5).进料位置检测 (18)3.主要控制单元 (19)(1).减速机油站 (19)(2).稀油站控制重点 (20)(3).稀油站与主控柜联系 (21)(4).液压系统 (22)(5).液压站控制重点 (23)(6).液压站电控原理 (24)4.组合模块 (25)1.干油站系统 (26)2.电机启动/停止 (27)3.气动阀启动/停止 (27)4.进料装置开度控制 (28)5.辊压机系统备妥、运行、报警、故障 (30)4. 设计总结、致谢 (31)5.参考文献 (33)前言自20世纪90年代中期第一台双驱动高压辊磨机问世后,高压辊磨技术得到迅速的发展。
高压辊磨机是在传统辊机的基础上改进而成的,通过给活动辊施以高压使得边界受约束的物料通过两个相向转动的辊子受挤碎产生细粒级。
高压辊磨机主要有工作辊、传动系统、压力系统、机架、给料和排料装置、控制系统组成。
工作辊包括固定辊和可动辊,轴和轴承座。
固定辊和可动辊的规格和架构相同,工作辊由辊芯和辊套组成,磨损后辊套可以更换。
两工作辊安装在同一水平面上且互相平行,同步相向运转。
四辊CVC可逆冷轧机轧辊辊形优化

processing of rolling,the control range of roller crown does not reach design request,it is diffcuh to contde the flatness of the trip.overpass ameliorating CVC roller form curve,it could improve the control range of roller crown eficiently,the capability of flatness controlling.
【关键词 lcvc轧辊 :辊形曲线 ;凸度
Roll Form ing Optimization of 4一high CVC mill LIU Ai-min
(The Cold Rolling Plant of Jinan Iron and Steel Group Co.,Ltd.,Jinan Shandong,250101,China)
科技信 息
0机械 与电子0
SCIENCE&TECHNOLOGYINFORMATION
2012年 第 5期
四辊 CVC可逆冷轧机轧辊辊形优化
刘 爱 民 (济南钢 铁 股份 有 限公 司冷 轧厂 山东 济 南 250101)
【摘 要 】济钢 冷轧板 厂四辊 CVC可逆式轧机采 用的轧辊 CVC曲线为三 次辊形 曲线 ,在 实际轧制过程 中,轧辊 凸度控制范 围没有 达到设 计要 求 。带钢板形的控制难度较大。通过改进 CVC辊 形曲线.能够有效提 高轧辊 凸度控制 范围,提高板形控 制能力。
四辊可逆式冷轧机辊系设计
太原科技大学毕业设计(论文)设计(论文)题目:四辊可逆式冷轧机的辊系设计姓名学院(系)专业 _年级 _08级指导教师2011年 6月10日太原科技大学毕业设计(论文)任务书学院(直属系):时间:2011 年 6 月10 日说明:一式两份,一份装订入学生毕业设计(论文)内,一份交学院(直属系)。
目录摘要 (II)A BSTRACT (III)第1章绪论 (1)1.1冷轧机的发展概况 (1)1.2四辊可逆式冷轧机的发展 (1)1.3冷轧带钢生产发展与新技术 (2)1.3.1冷轧带钢生产技术设备的发展 (2)1.3.2冷轧窄带钢轧机的技术特点 (3)第2章轧辊 (5)2.1冷轧轧辊的组成 (5)2.2轧辊材质的选择 (5)2.3辊系尺寸的确定 (6)2.4轧辊力能参数计算 (7)2.4.1基本参数 (7)2.4.2艾克隆德方法计算轧制时的平均单位压力 (8)2.4.3轧辊传动力矩 (11)2.5轧辊的强度校核 (12)第3章轧辊轴承 (16)3.1轴承的选择 (16)3.2轴承寿命计算 (16)3.3轧辊轴承润滑 (17)参考文献 (18)致谢 (19)附录1英文原稿 (20)附录2英文翻译 (24)四辊可逆式冷轧机的辊系设计摘要这篇文章主要讲述了冷轧机生产与发展概述,通过运用已知参数,如钢板的厚度、宽度、轧制速度和压下速度等,对工作辊、支撑辊及相关尺寸进行了计算和校核,然后选择合适的轧辊材质和轴承,并对轴承寿命进行计算和校核。
四辊可逆式冷轧机,衔接连铸后的技术工艺,减少工艺,可实现往返可逆轧制。
四辊轧机还能提供较大的轧制压力,提高软件的可轧硬度范围,实现产品规格多样化。
关键词:四辊可逆式;冷连轧;工作辊AbstractThis article is mainly about the cold rolling mill production and development overview, By using the known parameters, such as plate thickness, width, speed, rolling speed and pressure, On the work roll, support roll and the related dimensions were calculated and checked, Then select the appropriate material and roller bearings, and bearing life is calculated and checked.Four-high reversing cold rolling mill, continuous casting and after the technical process of convergence and reduce the process can be realized from the reversible rolling.Also provide a larger four-high rolling mill rolling pressure, and improve software rolled hardness range, to achieve diversification of product specifications.Key Words:Four-high reversible;Cold rolling;Work roll第1章绪论1.1 冷轧机的发展概况轧机是现代钢厂中最常见的一种冶金设备。
CVC精轧机概述

CVC精轧机概述摘要:CVC轧机是在HC轧机的基础上发展起来的一种轧机,它虽然与HC轧机一样有轧辊轴向抽动装置,但其目的和板形控制的基本原理是不同的。
HC轧机是为了消除辊间的有害接触部分来提高轧缝刚度,以实现板形调整的,是刚性辊缝型。
CVC轧机则是通过轧辊轴向抽动装置来改变S形曲线形成的原始辊缝形状来实现板形控制的,是柔性辊缝型。
关键词:CVC轧机、CVC工作辊、液压弯辊缸、轴向横移缸1 CVC轧机的原理CVC时Continuously Variable Croun的英文缩写,所谓CVC轧机就是指为了满足调整热带钢板凸度和板型的需要,将工作辊加工成具有S性辊身的CVC辊,在将上下工作辊相互倒置180度,从而具有工作辊轴向移动时空载辊缝形状连续可变能力的轧机。
工作辊轴向移动可分为正向抽动和反向抽动,其中正向定义为加大辊型凸度的方向,反之定义为反向抽动。
轧辊抽动量一般为±80~±150毫米,CVC辊的辊型曲线设计在过去常采用二次曲线,目前已经开始采用高次(含三次及四次)曲线以便有利于控制更宽更薄的热带钢,其中辊型的最大直径与最小直径之差不超过1毫米,差值过大将使轴向力过大而无法应用。
CVC轧机通常采用CRA表示轧辊辊型,以数值形式体现出来,即:CRA=中间直径—边缘直径,对于CVC工作辊来讲,CRA应是一个经过换算的当量值。
CVC技术在热轧是仅用于对空载辊缝形状的调解,因此主要用于板型设定模型对辊缝形状的设定,在线控制一般只用液压弯辊进行调解,但是目前已经开始研究当热轧采用润滑油轧制时是否将CVC用于在线调节。
2 采用CVC技术的轧机具有很多显著的优点:1、具有良好的带钢平直度控制能力和稳定性,它可以通过调整工作辊的弯辊力和轴向抽动量来获得最佳辊风从而得到最理想的平直度。
2、其弯辊力在最佳辊缝情况下始终处于最小状态,大大提高了轧辊和轴承的使用寿命。
3、CVC轧机可以使用较小的工作辊直径,从而减小了轧制力,实现了大压下量轧制。
四辊CVC轧机支撑辊倒角形状优化
2008年第3期 ANGANG TECHNOLOGY
总第351期
四辊CVC轧机支撑辊倒角形状优化
孙蓟泉张慧霞王向荣 (北京科技大学)
摘要采用影响函数方法对CVC轧机的辊系弹性变形进行了系统分析,计算了三种不同 支撑辊端部倒角形状下辊间接触压力的分布,并与无倒角时进行比较;对直倒角、台阶型倒角 和圆弧型倒角参数进行优化设计,优化后辊间接触压力峰值大幅降低。结果表明,圆弧型倒角 对辊间接触压力的改善效果最好。 关键词CVC轧机倒角接触压力 中图分类号:TG333 文献标识码:A 文章编号:1006—4613(2008)03—0001—05
四辊CVC轧机的受力与普通四辊轧机相似。 由于要考虑工作辊的窜辊,因此在对其进行离散 化时,只对辊间接触部分进行单元划分。对轧辊 及作用于其上的轧制力进行单元划分时,按轧机 对称线两边的接触区单独进行划分。当工作辊向 右窜时,左边接触区长度为LB/(2一S),右边接触 区长度为k/2;当工作辊向左窜时,左边接触区 长度为£。/2,右边接触区长度为Ls/(2一S)。对 两边单独进行划分后,左右两边单元数分别为Ⅳ1. 式中 g。(iJ)=
_『单元对i单元的影响函数。 (1)弹性弯曲影响函数
3计算实例
根据实际生产中的采样数据模拟,计算了某 钢厂2160精轧机组轧机各道次的轧制力,并与现 场实测数据进行比较。该钢厂采用四辊CVC轧
工作辊弹性弯曲影响函数为:
一2一
万 方数据
鞍钢技术
2008年第3期 ANGANG rI’ECHNOLOGY
5
由图8可知,支撑辊倒角参数优化后,轧辊端 部接触压力峰值大幅下降,尤其是采用圆弧型倒 角的优化参数时,端部接触压力最为平缓,改善了 轧辊端部的接触状况,有利于提高轧辊的使用寿
轧机辊系图号
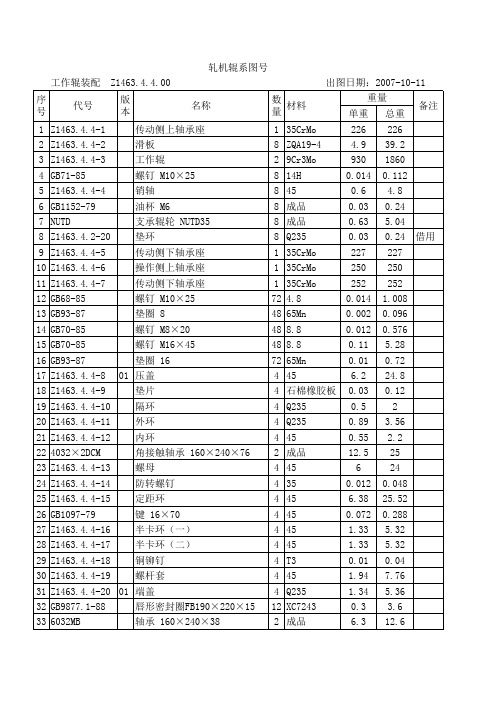
轴承160×230×168 螺钉 M16×30 密封套 定位套 直角接头 快换接头 8 垫圈 8 螺塞 M24×1.5 密封垫 24×29 快换接头 15 垫圈 15 螺母套 O形密封圈 30×3.1 钢管 接头 螺塞 R3/8 凝缩嘴 M14×1.5 凝缩嘴 M12×1.5 螺母套 O形密封圈 22×2.4 钢管 接头 快换接头 10 垫圈 10 L=30 L=30
31 Z1463.4.4-20 01 端盖
34 FC3246168 35 GB70-85 36 Z1463.4.4-21 37 Z1463.4.4-22 38 Z1463.4.4-23 39 JB/ZQ4434-86 40 JB/ZQ4436-86 41 JB/ZQ4444-86 42 JB/ZQ4454-86 43 JB/ZQ4434-86 44 JB/ZQ4436-86 45 Z1463.4.2-30 46 JB/ZQ4224-86 47 Z1463.4.4-24 48 Z1463.4.2-28 49 JB/ZQ4446-86 50 —— 51 —— 52 Z1463.4.4-25 53 JB/ZQ4224-86 54 Z1463.4.4-26 55 Z1463.4.2-27 56 JB/ZQ4434-86 57 JB/ZQ4436-86
4 45 1 35 4 成品 8 尼龙1010 4 35 4 纯铜 6 成品 12 尼龙1010 2 1Cr18Ni9Ti 2 橡胶 I-2 2 1Cr18Ni9Ti 2 1Cr18Ni9Ti 24 35 5孔 12 成品 3孔 4 成品 1 1Cr18Ni9Ti 1 橡胶 I-2 1 1Cr18Ni9Ti 1 1Cr18Ni9Ti 1 成品 2 0.004
23.5 0.1 4.62 12.9 0.24 0.224 0.001 0.054 0.002 0.449 0.75 0.001 2.8 0.23 0.014 0.2 0.15 0.49 0.001 1.7 0.15 0.35 0.001
CRP170120辊压机机械部分图纸
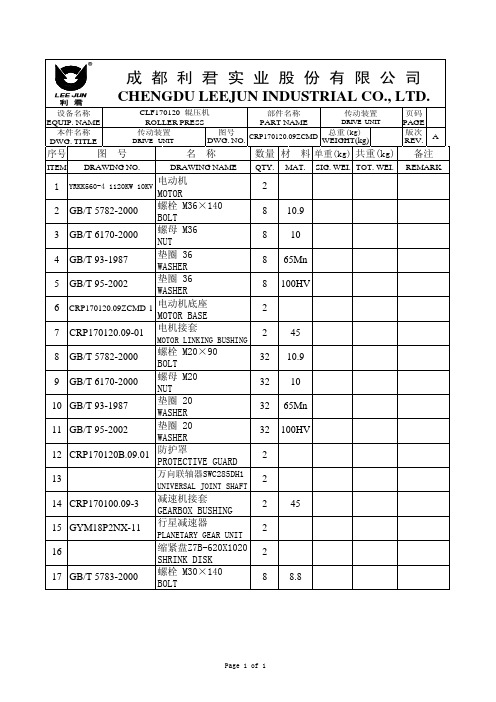
活动端外侧端盖OUTER FLANGE OF MOVING END 螺栓 M24×80BOLT 弹垫 24WASHER 平垫 24WASHER 轴承(241/750 CAK30/C3/W33)BEARING(241/750 CAK30/C3/W33)热电阻WZPM-201特THERMOCOUPLE WZPM-201螺 塞 M60×2SCREW PLUG 垫圈 60×68WASHER 轴承座BEARING HOUSING VE型密封圈(φ820)VE SEAL RING 螺栓 M10×40BOLT 外侧密封圈挡板DAM BOARD OF OUTER SEAL RING 油杯 45° M10×1GREASE CUP 组合密封垫10SEAL WASHER 内侧密封圈挡板DAM BOARD OF INNER SEAL RING 螺 塞 M18×1.5SCREW PLUG 垫圈 18×22WASHER 内侧密封圈隔板INNER SEAL RING DIAPHRAGM 密封圈固定环RETAINING RING OF SEAL RING VE型密封圈(φ870)VE SEAL RING 螺栓 M16×45BOLT 弹垫 16WASHERSHAFT φ870SHAFT φ8108.865Mn COPPER 45Q2354535ZG310-57010.94535COPPER ZG310-57010.965Mn 100HV 2162844222222226164822214848GB/T5782-2000GB/T93-1987JB/ZQ4454-1997CRP170100.02B-07CRP20080.02-14JB/T7940.2-1995GB/T982-1977CRP20080.02-12JB/ZQ4444-1997CRP170120.02C-08B GB/T5782-2000CRP170100.02B-06JB/ZQ4444-1997JB/ZQ4454-1997CRP170100.02B-05GB/T5782-2000GB/T93-1987GB/T95-200237383933343536293031322526272821222324181920平垫 16WASHER 螺塞 M14×1.5SCREW PLUG 垫圈 14×18WASHER 垫块BACK-UP PLATE 螺栓 M16×30BOLT 螺塞 M10×1SCREW PLUG 垫圈 10×13.5WASHER 调整垫ADJUST WASHER 螺栓 M10×25BOLT 管箍二HOOP 支架二SUPPORT 螺钉 M6×20BOLT 螺母 M6NUT 弹垫 16WASHER 锥密封棉线编织软管总成 DN32,M52×2 TUBE O型密封圈 34.5×3.55SEAL RING 焊接锥接头DN32TIE-IN 锥密封棉线编织软管总成 DN25,M42×2 TUBE O型密封圈 26.5×3.55SEAL RING 焊接锥接头DN25TIE-IN 管箍一HOOP 支架一SUPPORT NBR 20Q235Q235NBR 20Q2358.8865Mn COPPER 8.8Q235COPPER Q2358.835100HV 3522442282842216822416101041216GB/T 3452.1-1992JB/T 6144.5-1992CRP14080.02D-15CRP14080.02D-16JB/T 6143.1-1992GB/T 3452.1-1992JB/T 6144.5-1992JB/T 6143.1-1992CRP14080.02D-14GB/T 70.1-2000GB/T 6170-2000GB/T93-1987JB/ZQ4454-1997CRP170100.02B-08GB/T5783-2000CRP200160.02B-17JB/ZQ4454-1997CRP170120.02C-18GB/T70.1-2000JB/ZQ4444-1997GB/T95-2002JB/ZQ4444-199761575859605354555649505152454647484142434440焊接式端直通管接头D0=34,M33×2TIE-IN 组合密封垫 33SEAL WASHER O型密封圈 29×3SEAL RING 直角焊接接头D0=34TIE-IN 异径接头 A系列 DN32×25TIE-IN 焊接式直角管接头 D0=42TIE-IN 无缝钢管 D0=42,t=4.5SEAMLESS TUBE O型密封圈 34×3SEAL RING 外侧水箱上压盖OUTER COVER 内侧水箱上压盖INNER COVER 无缝钢管 D0=34,t=3.5SEAMLESS TUBE 外侧水箱下压盖OUTER COVER 内侧水箱下压盖INNER COVER 螺钉 M8×25BOLT 弹垫 16WASHER 圆橡胶条 A5±0.20 硬度邵尔A70RUBBER Q2358.865Mn NBRQ235Q23520Q235202020NBR 20NBR 2082217682m 220.5m 8222m 888CRP170120.02D-04GB/T 70.1-2000GB/T93-1987JB/ZQ4609-2006CRP170120.02D-01CRP170120.02D-02GB/T 8163-1999CRP170120.02D-03GB/T 12459-1990GB/T 971-1997GB/T 8163-1999GB/T 966-1997JB/T 982-1977GB/T 979-199777737475766970717265666768626364活动端外侧端盖OUTER FLANGE OF MOVING END 螺栓 M24×80BOLT 弹垫 24WASHER 平垫 24WASHER 轴承(241/750 CAK30/C3/W33)BEARING(241/750 CAK30/C3/W33)热电阻WZPM-201特THERMOCOUPLE WZPM-201螺 塞 M60×2SCREW PLUG 垫圈 60×68WASHER 轴承座BEARING HOUSING VE型密封圈(φ820)VE SEAL RING 螺栓 M10×40BOLT 外侧密封圈挡板DAM BOARD OF OUTER SEAL RING 油杯 45° M10×1GREASE CUP 组合密封垫10SEAL WASHER 内侧密封圈挡板DAM BOARD OF INNER SEAL RING 螺 塞 M18×1.5SCREW PLUG 垫圈 18×22WASHER 内侧密封圈隔板INNER SEAL RING DIAPHRAGM 密封圈固定环RETAINING RING OF SEAL RING VE型密封圈(φ870)VE SEAL RING 螺栓 M16×45BOLT 弹垫 16WASHERSHAFT φ870SHAFT φ810Q235-A 8.865Mn 4535COPPER 4510.94535COPPER ZG310-57065Mn 100HV ZG310-57010.92161644222222226164822214848CRP20080.02-14GB/T5782-2000GB/T93-1987CRP20080.02-12JB/ZQ4444-1997JB/ZQ4454-1997CRP170100.02B-07GB/T5782-2000CRP170100.02B-06JB/T7940.2-1995GB/T982-1977JB/ZQ4444-1997JB/ZQ4454-1997CRP170120.02C-08B GB/T93-1987GB/T95-2002CRP170100.02B-05GB/T5782-200037383933343536293031322526272821222324181920平垫 16WASHER 螺塞 M14×1.5SCREW PLUG 垫圈 14×18WASHER 螺塞 M10×1SCREW PLUG 垫圈 10×13.5WASHER 调整垫ADJUST WASHER 螺栓 M10×25BOLT 管箍二HOOP 支架二SUPPORT 螺钉 M6×20BOLT 螺母 M6NUT 弹垫 16WASHER 锥密封棉线编织软管总成 DN32,M52×2 TUBE O型密封圈 34.5×3.55SEAL RING 焊接锥接头DN32TIE-IN 锥密封棉线编织软管总成 DN25,M42×2 TUBE O型密封圈 26.5×3.55SEAL RING 焊接锥接头DN25TIE-IN 管箍一HOOP 支架一SUPPORT 焊接式端直通管接头D0=34,M33×2TIE-IN 组合密封垫 33SEAL WASHER20NBR 20Q235-A Q235-A NBR 20Q235-A 8.8865Mn COPPER 8.8Q235-A 100HV 35COPPER 3584228842416828241622662216GB/T 966-1997JB/T 982-1977GB/T 3452.1-1992JB/T 6144.5-1992CRP14080.02D-15CRP14080.02D-16JB/T 6143.1-1992GB/T 3452.1-1992JB/T 6144.5-1992JB/T 6143.1-1992CRP14080.02D-14GB/T 70.1-2000GB/T 6170-2000GB/T93-1987JB/ZQ4454-1997CRP170100.02B-08GB/T5783-2000CRP200160.02B-17GB/T95-2002JB/ZQ4444-1997JB/ZQ4454-1997JB/ZQ4444-199761575859605354555649505152454647484142434440O型密封圈 29×3SEAL RING 直角焊接接头D0=34TIE-IN 异径接头 A系列 DN32×25TIE-IN 焊接式直角管接头 D0=42TIE-IN 无缝钢管 D0=42,t=4.5SEAMLESS TUBE O型密封圈 34×3SEAL RING 外侧水箱上压盖OUTER COVER 内侧水箱上压盖INNER COVER 无缝钢管 D0=34,t=3.5SEAMLESS TUBE 外侧水箱下压盖OUTER COVER 内侧水箱下压盖INNER COVER 螺钉 M8×25BOLT 弹垫 16WASHER 圆橡胶条 A5±0.20 硬度邵尔A7RUBBER Q235-A 8.865Mn NBRQ235-A Q235-A 20Q235-A 202020NBR NBR 201768820.5m 2222m 2m 2882CRP170120.02D-04GB/T 70.1-2000GB/T93-1987JB/ZQ4609-2006CRP170120.02D-01CRP170120.02D-02GB/T 8163-1999CRP170120.02D-03GB/T 12459-1990GB/T 971-1997GB/T 8163-1999GB/T 979-19977374756970717265666768626364Page 1 of 2防尘圈 II DUSTPROOF RING 螺栓 M8×25BOLT 垫圈 8WASHER 盖板COVER 螺栓 M6×20BOLT 垫圈 6WASHER 垫圈6WASHER 警示牌WARNER 铆钉4×8 RIVET 螺栓 M10×35BOLT 螺母 M10NUT 垫圈 10WASHER 门DOOR 螺栓 M10×25BOLT 垫圈10WASHER 门1DOOR 门2DOOR 265Mn 4.5100HV4.865Mn L2BL24.8100HV Q2354.8100HV 4.83232222224161628444162GB/T5781-2000GB/T93-1987CRP170120.08.01CRP170120.08.02GB/T5781-2000GB/T6170-2000GB/T95-2002CRP180100.08-06GB/T95-2002GB/T93-1987CRP14065.08.01-4GB/T827-1986GB/T5781-2000GB/T93-1987CRP170100.08-08GB/T5783-2000CRP180100.08-053233343528293031242526272021222319Page 2 of 2Page 1 of 1Page 1 of 3干油盒2GREASE BOX 2干油盒支座FOOTSTEP FOR GREASE BOX 挡板BAFFLE 支承板SUPPORT PLATE 橡胶板15×534×1380RUBBER BOARD 止推板THRUST PLATE 紧固件FASTENING PIECE 紧定螺钉TRIP BOLT 活动端防尘板(左,右)各1DUST SHIELD OF FLOATING END (LEFT,RIGHT )EACH 1固定端防尘板(左,右)各1DUST SHIELD OF FIXED END (LEFT,RIGHT )EACH 1吊挂装置ERECTING BY OVERHANG 油缸支承板SUPPORT PLATE FOR HYDROCYLINDER 垫圈16WASHER 螺母 M30NUT 垫圈 30WASHER 螺栓M30×430BOLT 螺栓M30×380BOLT 螺栓M30×250BOLT 沉头螺钉 M20×60DORMANT BOLT 螺栓M20×75BOLT 螺栓M20×210BOLT 垫圈 20WASHER 垫圈 20WASHER 螺母 M20NUT8.8100HV 65Mn 88.88.88.88.8100HV 8100HV 8.8Q235RUBBER Q23545Q23584885656122048762416080244448222GB/93-1987GB/T6170-2000GB/T70.1-2000GB/T5782-2000GB/T5782-2000GB/95-2002GB/95-2002GB/T5782-2000GB/T5782-2000GB/T5782-2000CRP170100.01-24CRP170100.01-25GB/95-2002GB/T6170-2000CRP170100.01-20CRP170100.01-21CRP170100.01-22CRP170100.01-23CRP170100.01-17CRP170100.01-18CRP170100.01-19CRP170100.01-15CRP170100.01-16414243373839403334353629303132252627282122232420Page 2 of 3螺栓M10×25BOLT 垫圈 10WASHER 螺栓 M16×40BOLT 垫圈 16WASHER 吊环螺钉 M20EYEBOLT 垫圈BACK UP PLATE 活动端端部件(左)HEAD END OF FLOATING END (LEFT )固定端端部件(左)HEAD END OF FIXED END (LEFT )垫块1BLOCK1垫块2BLOCK2螺栓 M16×90BOLT 垫块1BLOCK1螺栓 M16×80BOLT 挡板2BAFFLE28.8Q235Q235Q2358.8Q235Q2358.865Mn 8.8100HV 48413248323161262616GB/T5782-2000CRP170100.01-29GB/T5782-2000CRP170100.01-27CRP170100.01.03CRP170100.01.04CRP20080.01-23CRP180120.01-9GB/T5783-2000GB/95-2002GB/825-1988CRP170100.01-26GB/T5783-2000GB/93-19875753545556495051524546474844Page 3 of 3Page 1 of 3挡销板BAFFLE OF PIN 螺栓 M10×20BOLT 弹垫 10WASHER 顶杆I MANDRIL I 侧盖板LATERAL COVER PLATE 喂料管延伸板1FEED DUCT EXTENSION WALL 调节板支座REGULATING PLATE FOOTSTEPT 销轴 B60×140AXLE PIN 垫板3BACK UP PLATE 垫板1BACK UP PLATE 螺栓 M16×70BOLT 弹垫 16WASHER 平垫 16WASHER 螺栓 M20×100BOLT 螺母 M20NUT 弹垫 20WASHER平垫 20WASHER喂料管延伸板 2FEED DUCT EXTENSION WALL 顶杆II MANDRIL II 螺母 M36NUT 保险挡块ARRESTING STOP 套管 18Q2354565Mn 100HV 4565Mn 100HV 8.8845Q235Q2358.845Q2358.865Mn 12642424128824844484214488GB/T6170-2000CRP14065.04-37CRP180120B 04B 08GB/T93-1987GB/T95-2002CRP170120.04C-02CRP170120.04C-14GB/T93-1987GB/T95-2002GB/T5782-2000GB/T6170-2000GB/T882-2000CRP170120.04C-06CRP170120.04C-07GB/T5782-2000CRP20060.04B-04CRP170120.04C-11CRP170120.04C-02CRP200120.04E-07CRP200120.04E-11GB/T5782-2000GB/T93-198737383933343536293031322526272821222324181920Page 2 of 3BUSHING螺母 M24NUT弹垫 24WASHER平垫 24WASHER挡片BLOCK SHEET蝶形弹簧B125-2DISH SPRING双头螺柱 M24×220DOUBLE-SCREW BOLT弧形板 1CAMBERED PLATE蝶形弹簧A 125-3DISH SPRING套管 2BUSHING螺栓 M8×30BOLT弹垫 8WASHER销轴 B10×40AXLE PIN平垫 10WASHER开口销 3.2×20SPLIT PIN 3.2×20观察门INSPECTION DOOR Q2358.865Mn 45100HV 35Q2354565Mn 100HV Q2354588444881261221212624412GB/T91-2000CRP170120.04C-03GB/T5782-2000GB/T93-1987GB/T882-2000GB/T95-2002GB/T901-1988CRP20060.04B-13GB/T1972-1992CRP180120B.04B-09GB/T93-1987GB/T95-2002CRP170100.04-19GB/T1972-1992CRP180120B.04B-08GB/T6170-200053544950515245464748414243443940Page 3 of 3标 题 栏Page1 of 1Page 1 of 1。
四辊板带轧机的辊型设计及辊型调整

,=,0—2A/
式 中 l0— — 压 下螺 丝 中心 线 间 的距 离;
l8
维普资讯
l— — 轴 承 支 反 力 (合 力 ) 间 的距 离 。 偏移 值 与 轴承 宽度 C 、轧辊刚 度 、轧
曲线 假 设来 确 定工 作辊 和 支承 辊 间相 互弹 性
等]
压扁 量 和压 力 的分 布规 律 ,从 而使 计 算大 为 简化 。
等符 号所 代 表 的参数 及其 数值
■ —姐 巡 一 全部钢轧辊
工作辊铸铁、支承辊钢
\ 、G、 1= 2=22000kg//
m
2
\
符号所代\ 1表的 Go数0值
\的参数
I1、F1一 [作辊 辊身 断面 惯 性矩
式中 。= (圭 一 )+
B。=
+ (1一 )
19
维普资讯
由 于上述 的计 算方 法 ,是在 假 设 qx沿 辊
身长 度 按二 次 曲线 分布 的条 件 下得 出的 ,因
:
2g0
符 号 九1、入2、毛 B 所代 表 的参数 列 和
及 断 面积 。
工作辊挠度与支承辊挠度 间的关系由下
式 确定 :
制压力、轴承及支座 的自位性能等因素有关 ,
:
+
一
大 约在 0~0.15C范 围 内。
式中 在载 荷 q 和轴 承 支反力 P/2的作 用 下 ,
△fy—— 由于工作辊与支承辊
间相 互弹 性 压扁 不 均所 引起 的挠 度 , 当中部 支承 辊 的弹 性弯 曲挠度 f2可 以按 下式 计 算 :
4辊全液压卷板机系统原理图-4

q=125ml/r n=970rpm~1450rpm Q=120~180L/min P=270~180bar M=55KW/4P(变 频电机)
M
M
M
55kw变频器
55kw变频器
55kw变频器
55kw变频器
55kw变频器
M
部
T1 T2 LF3 LF3
L3
T1 T2
LF3
LF3
分
油冷机
L2
油冷机
110KW/55KW
速比:1:8 转速:2~3r/min 额定扭矩:35吨*米 峰值扭矩:45吨*米
额定扭矩:280吨*米 峰值扭矩:360吨*米
速比:1:8 转速:2~3r/min 额定扭矩:35吨*米 峰值扭矩:45吨*米
转速传感器(n/v) 速比:1:70 转速:140~210r/min 额定扭矩:5000NM 最大扭矩:6430NM 速比:1:70 转速:140~210r/min 额定扭矩:5000NM 最大扭矩:6430NM
GM6-2100+F80.8 低速挡:(nx=140r/min): △P1=195bar,T1=6430MN, Q1=298L/min,n1=960r/min, 高速挡:(nx=210r/min): △P1=155bar,T2=5000MN, Q2=447L/min,n2=1440r/min, XA XB
L2
L1
布置:2500×1800
16KW/8KW
布置:5000×3000
分
L1
Ryv4a
P T
Ryv4b
Ryv5a
P T
Ryv5b MA MB XPj-2P源自V PVDr
MA
MB
X
轧机简图
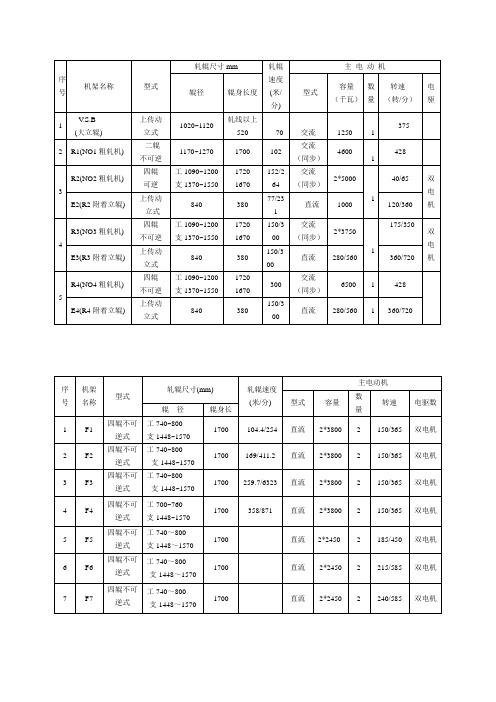
支1448~1570
1700
直流
2*2450
2
185/450
双电机
6
F6
四辊不可逆式
工740~800
支1448~1570
1700
直流
2*2450
2
215/585
双电机
7
F7
四辊不可逆式
工740~800
支1448~1570
1700
直流
2*2450
2
240/585
双电机
四辊
可逆
工1090~1200
支1370~1550
1720
1670
152/264
交流
(同步)
2*5000
1
40/65
双
电
机
E2(R2附着立辊)
上传动
立式
840
380
77/231
直流
1000
120/360
4
R3(NO3粗轧机)
四辊
不可逆
工1090~1200
支1370~1550
1720
1670
150/300
直流
280/560
1
360/720
序号
机架
名称
型式
轧辊尺寸(mm)
轧辊速度
(米/分)
主电动机
型式
容量
数量
转速
电驱数
辊径
辊身长
1
F1
四辊不可逆式
工740~800
支1448~1570
1700
104.4/254
直流
2*3800
2
150/365
双电机
四辊热轧钢板轧机的结构及板形控制

四辊热轧钢板轧机的结构及板形控制摘要:中厚钢板大约有200年的生产历史,一个国家的中厚板轧机水平也是一个国家钢铁工业装备水平的标志这之一。
通过对四辊可逆式轧机的结构及影响板形的一些因素的分析,例如:轧机的压下平衡装置,AGC液压弯辊技术以及矫直机的机理等。
进一步加深了对四辊可逆式轧机的结构及板形控制的分析和了解并且对中厚板生产和钢板质量的提高有举足轻重的作用。
最后从两个问题分析中得出大多数四辊可逆式中厚板轧机的基本结构大致包括以下几部分:辊系、机架部件、压下平衡装置、轧辊的轴向固定装置等。
在板形控制方面控制板形的方法大致包括:设定合理的轧辊凸度,合理的生产安排,合理制定轧制规程以及通过调温控制等。
但随着近几年液压弯辊技术的广泛应用,大部分四辊可逆式轧机在原来轧机的基础上运用了液压弯辊技术,进而VC辊,CVC系统,PC轧机,HCW 轧机,AGC轧机,CVC轧机这些新一代运用液压弯辊技术的设备应运而生,这些新技术的推广对中厚板的板形控制起到了举足轻重的作用。
关键词:机架;压下装置;辊系;平衡装置;轴向固定装置;液压弯辊一、前言板带轧机自18实际初正式诞生至今,已有210年的发展历史。
由于板带钢是应用最广泛的钢材,所以提高板带钢在钢材生产中的比例是世界各国发展的普遍趋势。
一般将单张钢板和成卷带钢统称为板带钢。
板带材是一种厚度与宽度、长度比相差较大的扁平断面钢材,也称扁平材。
新标准产品分类:其中薄板的厚板界限为3mm,窄带钢与宽带钢的宽度界限为600mm。
特厚板(厚度≥50mm);厚板(20≤厚度<50mm);中板(3mm≤厚度<20mm);热轧薄板(厚度<3mm,单张);冷轧薄板(厚度<3mm,单张);中厚宽钢带(3mm≤厚度<20mm,宽度≥600mm);热轧薄宽钢带(厚度<3mm,宽度≥600mm);冷轧薄宽钢带(厚度<3mm,宽度≥600mm);热轧窄钢带(宽度<600mm);冷轧窄钢带(宽度<600);镀层板(带);涂层板(带)、电工钢板(带)。
CVC轧辊辊型曲线设计及控制详细教程
和运用。我国的武钢、宝钢等现代化钢铁企业在热轧带钢轧机的生产和操作方 面都积累了丰富的经验。就我国目 前的状况而言,虽然引进和将要引进的板形 控制装置很多, C C C是重复多次引进, P , V 但就我国目前在这一领域内涉足的 深入程度而言,能够独立 自主地开发运用板形控制系统还有一定差距。其主要
为了使企业在国际市场竞争中,立于不败之地,必须提高板带材的质量。
工业先进国家中钢板产量占总产量的 5-0 而且 9%的钢、 06%, 0 有色金属等各种 带材都是经过轧制方法生产的,因此轧制技术和理论是至关重要的。 而板形和板厚这两个主要技术指标又直接关系到板带材质量的好坏,因此在生 产实践中我们必须解决好这两个方面的技术问题。 目前板形控制是板带轧机的核心技术之一,它能最大限度地轧出横向厚度 偏差均匀和外形平直的带钢。 在众多板形控制技术中,由德国 B 公司开发的 MB c c技术是近几年来国际上广泛采用的一种先进板形控制技术,该技术广泛应 v 冷轧板带材生产 在 c c技术中关键是如何设计出合理可行的辊 v
探讨。
c c车辊辊型曲线设计及控制数学模型的研究,是一项具有很强实际意义 v L 和工稗实用价值的工作。它可以作为指导磨削旧轧辊表面形状和调整轧辊轴向
轧钢技术论坛
轧钢技术论坛 东 北大学硕士学 位论文
摘 要
位置的数学理论依据,达到板形控制、获得 良好板形的目的。
业的重心将向发展中国家转移,这对于我们来说是一个千载难逢的机遇。但是 我国加入世界贸易组织后,国内钢铁企业又将会受到很大的冲击和挑战。面对 机遇与挑战并存的境况,为了在竞争中立于不败之地,必须在钢铁行业强调以 品种、 质量、节能、降耗为重点,以适应国、内外市场对钢材需要的日 益增长。 这不仅要求保证钢材严密的纵向厚差,对钢材的断面形状也有一定的要求。在 钢铁生产中,轧钢生产是制成钢材的主要生产环节,也是钢铁生产大流程中最 后的一个重要环节,直接与国民经济各部门相衔接,它综合体现了钢铁生产全 部生产工艺的质量水平,因此提高轧钢生产技术状况,关系到钢材的产量、质 量、品种和效益,也直接影响到国民经济各行各业的发展。 工业生产的迫切要求, 使钢板的轧制有了很大的发展[ 在轧钢产品中各工 1 2 1 。
四辊轧钢机工作辊轴承轴向力的建模和求解
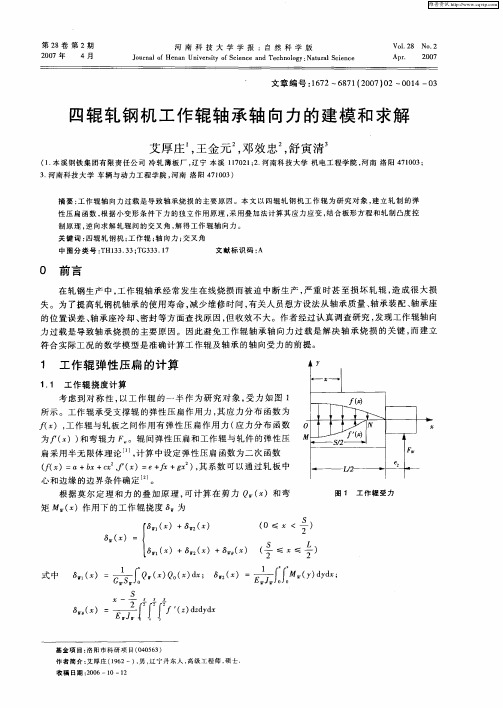
在 轧钢 生产 中 , 作辊 轴 承经 常发 生在线 烧损 而被 迫 中断生 产 , 重 时甚 至 损 坏轧 辊 , 成很 大 损 工 严 造
失 。为 了提 高轧钢 机轴 承 的使用 寿命 , 少维 修 时间 , 减 有关人 员想 方设 法从 轴承 质量 、 承装 配 、 承座 轴 轴 的位置误 差 、 承座冷 却 、 轴 密封 等方 面查 找原 因 , 收效 不 大 。作 者经 过认 真调 查研 究 , 现工 作辊轴 向 但 发
一 _ : ■
上
㈩
=
㈤ 捌
基 金 项 目: 阳 市科 研 项 目 (4 5 3 洛 006 ) 作 者 简 介 : 厚 庄 ( 92一) 男 , 宁 丹 东 人 , 级 工程 师 , 士 艾 16 , 辽 高 硕
收稿 日期 :0 6—1 20 0—1 2
维普资讯
制 原 理 , 向求 解 轧辊 间 的 交 叉 角 , 得 工作 辊 轴 向 力 。 逆 解
关键词 : 四辊 轧 钢机 ; 作 辊 ; 向 力 ; 叉 角 工 轴 交
中 图 分 类 号 : H1 3 3 ; G 3 . 7 T 3 . 3 T 3 3 1 文献标识码 : A
U 刖 罱
考 虑 到对 称 性 , 以工 作 辊 的一 半 作 为研 究 对 象 , 受力 如 图 1 所示 。工作 辊 承受 支撑辊 的 弹性压 扁作 用力 , 应 力分 布 函数 为 其
.
厂 ( ), 工作 辊与 轧板 之 问作用有 弹 性 压扁 作 用 力 ( 应力 分 布 函数
为厂( )) 弯辊 力 F 辊 问弹性 压扁 和 工作辊 与 轧件 的弹性 压 和
6( )为 圳 nt
g n — h) + K ● x)
CVC四辊轧机的CAD图装配图、工作辊、弯辊液压缸的图纸
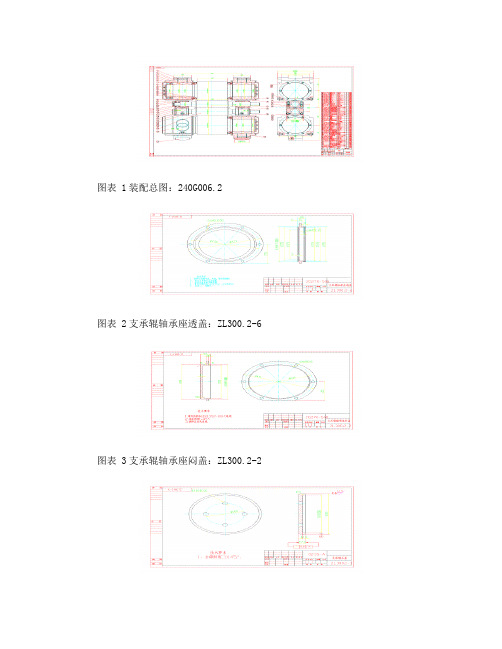
图表 1装配总图:240G006.2
图表 2支承辊轴承座透盖:ZL300.2-6 图表 3支承辊轴承座闷盖:ZL300.2-2
图表 4支承辊压盖:ZL300.2-3 图表 5支承辊密封圈:ZL300.2-5 图表 6支承辊:ZL240G.2P-2
图表 7销轴(一):ZL240G.2-19
图表 8销轴(二):ZL240G.2-27
图表 9下支承辊左轴承座:ZL240G.2P-6 图表 10下支承辊右轴承座:ZL240G.2P-7
图表 11下工作辊左轴承座:ZL240G.2D-12 图表 12下工作辊右轴承座:ZL240G.2D-18改图表 13上支承辊左轴承座:ZL240G.2P-1
图表 14上工作辊左轴承座:ZL240G.2D-8
图表 15上工作辊右轴承座:ZL240G.2D-20改图表 16密封圈压盖:ZL240G.2A-10
图表 17螺钉销:ZL240G.2-20
图表 18工作辊轴承座压盖:ZL240G.2A-7 图表 19工作辊轴承座透盖:240G006.2-2 图表 20工作辊轴承座闷盖:ZL240G.2A-6 图表 21工作辊:240G006.2-1
图表 22顶轴:ZL240G.2A-20 图表 23垫片组:ZL240G.2-28 图表 24垫板:ZL300.2-25
图表 25挡环(一):ZL240G.2-18 图表 26挡环(二):ZL240G.2-26 图表 27弹簧:ZL240G.2-21。
轧钢生产简介

集卷
流
程
6架中轧机组
打捆称重
6架预精轧机组
入库
10架精轧机组
成品运出
线材轧机主要设备:
线
材
加热炉区工艺设备:
生
1)上料台架 2)入炉辊道
产
3)步进梁式加热炉
流
轧线工艺设备:
程
1)高压水除鳞装置 2)粗轧前夹送辊
3)粗轧机组(1H~6V)
4)粗轧后飞剪
5)中轧机组(7H~12V)
6)中轧后飞剪
7)立活套
恒速轧制,缩短轧线长度,可减少精轧机数量等
热轧带钢轧机
精轧机组
四辊不可逆轧机:1~7机架 F1~F7
机架间活套:低惯量电动、液压、气压
板型控制:厚度 控制: 液压AGC 电动AGC
凸度控制:弯辊、PC轧机 、CVC轧机
平直度控制: 弯辊
层流冷却:(1780 mm 轧机数据)
型式:
上、下管式层流
冷却有效长度: ~91 m
总水量: 约14400 m3/h(上、下集管各7200 m3/h)
压力调节装置: 机旁高位水箱
热轧带钢轧机
卷取机:
卷取机型式: 全液压三助卷辊地下卷取机
卷取温度:
350~850 ℃
卷取速度:
max. ~20 m/s
穿带速度:
max. 11 m/s
卷筒电机:
1台
热轧带钢轧机
热卷箱
粗轧机方向 带钢尾部
高压水除鳞 轧件
高压水除鳞
辊道
辊道 万能粗轧机 轧边机 万能中轧机
辊道 轧边机
高压水除鳞
平面图
冷床
热锯 辊道
万能精轧机
轧件
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图表1装配总图:240G006.2
图表2支承辊轴承座透盖:ZL300.2-6
图表3支承辊轴承座闷盖:ZL300.2-2
图表4支承辊压盖:ZL300.2-3
图表5支承辊密封圈:ZL300.2-5
图表6支承辊:ZL240G.2P-2
图表7销轴(一):ZL240G.2-19
图表8销轴(二):ZL240G.2-27
图表9下支承辊左轴承座:ZL240G.2P-6
图表10下支承辊右轴承座:ZL240G.2P-7
图表11下工作辊左轴承座:ZL240G.2D-12
图表12下工作辊右轴承座:ZL240G.2D-18改
图表13上支承辊左轴承座:ZL240G.2P-1
图表14上工作辊左轴承座:ZL240G.2D-8
图表15上工作辊右轴承座:ZL240G.2D-20改
图表16密封圈压盖:ZL240G.2A-10
图表17螺钉销:ZL240G.2-20
图表18工作辊轴承座压盖:ZL240G.2A-7
图表19工作辊轴承座透盖:240G006.2-2
图表20工作辊轴承座闷盖:ZL240G.2A-6
图表21工作辊:240G006.2-1
图表22顶轴:ZL240G.2A-20
图表23垫片组:ZL240G.2-28
图表24垫板:ZL300.2-25
图表25挡环(一):ZL240G.2-18
图表26挡环(二):ZL240G.2-26
图表27弹簧:ZL240G.2-21。