测量系统(MSA)误差表格样板
MSA测量系统分析全套表格模板(全公式未加密)
1、2、3、4、5、线性GRR计数型Kappa分析MSA测量系统分析全套表格模板稳定性偏倚Excel原件可在本文档左侧回形针处取出再现性Kappa=(Po-Pe)/(1-Pe)A*参考 交叉表A01总计Po:0.95Pe:0.51B*参考 交叉表B01总计Po:0.97Pe:0.51C*参考 交叉表C01总计Po:0.96Pe:0.5130期望的数量26.4636.5463数量38487期望的数量数量60363一致性好6666Kappa 一致性好判定误发期望的数量638728 4.76%可接受2.30%可接受 4.76%可接受3.45%可接受可接受5.75%可接受01参考总计62063871501C0.90有效性判定重复性检查总数匹配数漏发A A B 评价人评价人%B 93.33%可接受判 定判定0.9383.33%2530 3.17%36.5450.4687数量638715090.00%可接受0.92A C 一致性好150期望的数量B 期望的数量36.9651.0488数量6387150期望的数量26.0435.9662数量38588期望的数量6387数量60248.7284150数量6387150期望的数量35.28数量28284总计01Kappa 判 定A*B 0.89一致性好C 3027A*C 0.93一致性好参考B*C 参考总计可接受期望的数量27.7238.280.90一致性好数量615Page 11 of 11。
MSA表格
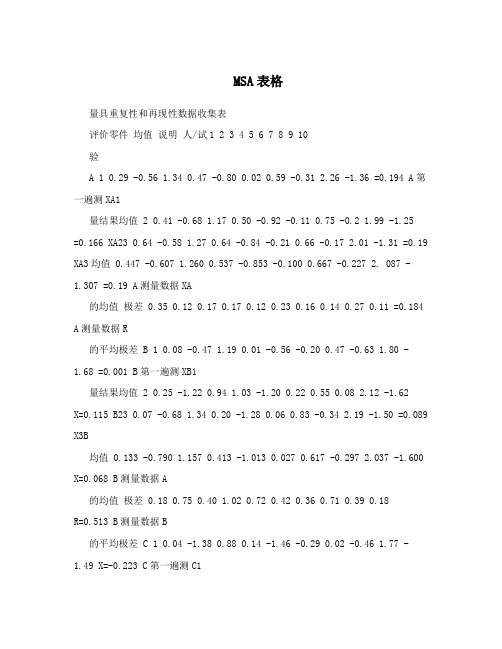
MSA表格量具重复性和再现性数据收集表评价零件均值说明人/试1 2 3 4 5 6 7 8 9 10验A 1 0.29 -0.56 1.34 0.47 -0.80 0.02 0.59 -0.31 2.26 -1.36 =0.194 A第一遍测XA1量结果均值 2 0.41 -0.68 1.17 0.50 -0.92 -0.11 0.75 -0.2 1.99 -1.25=0.166 XA23 0.64 -0.58 1.27 0.64 -0.84 -0.21 0.66 -0.17 2.01 -1.31 =0.19 XA3均值 0.447 -0.607 1.260 0.537 -0.853 -0.100 0.667 -0.227 2. 087 -1.307 =0.19 A测量数据XA的均值极差 0.35 0.12 0.17 0.17 0.12 0.23 0.16 0.14 0.27 0.11 =0.184 A测量数据R的平均极差 B 1 0.08 -0.47 1.19 0.01 -0.56 -0.20 0.47 -0.63 1.80 -1.68 =0.001 B第一遍测XB1量结果均值 2 0.25 -1.22 0.94 1.03 -1.20 0.22 0.55 0.08 2.12 -1.62X=0.115 B23 0.07 -0.68 1.34 0.20 -1.28 0.06 0.83 -0.34 2.19 -1.50 =0.089 X3B均值 0.133 -0.790 1.157 0.413 -1.013 0.027 0.617 -0.297 2.037 -1.600 X=0.068 B测量数据A的均值极差 0.18 0.75 0.40 1.02 0.72 0.42 0.36 0.71 0.39 0.18R=0.513 B测量数据B的平均极差 C 1 0.04 -1.38 0.88 0.14 -1.46 -0.29 0.02 -0.46 1.77 -1.49 X=-0.223 C第一遍测C1量结果均值X2 -0.11 -1.13 1.09 0.20 -1.07 -0.67 0.01 -0.56 1.45 -1.77 =-0.256 C2X3 -0.15 -0.96 0.67 0.11 -1.45 -0.49 0.21 -0.49 1.87 -2.16 =-0.284 C3X均值 -0.073 -1.157 0.880 0.150 -1.327 -0.483 0.080 -0.503 1.697 -1.807 =-0.254 C测量数据C的均值R极差 0.19 0.42 0.42 0.09 0.39 0.38 0.20 0.10 0.42 0.67 =0.328 C测量数据C的平均极差X零件 0.169 -0.851 1.099 0.367 -1.064 -0.186 0.454 -0.342 1.940 -1.571 =0.002 A.B.C测量均值数据的均值R=3.51 零件均值极P差RRRRR=[(=0.184)+(=0.513)+(=0.328)]/[评价人数3] =0.342 =0.342 总平均极差 ABCXXXX=[max=0.19],[min=-0.25] =0.44 =0.44 A.B.C均值DIFFDIFF极差R XR*UCL=(=0.342)×(D=2.58) =0.882 UCL=0.882 极差图控制4R上限 2遍试验时D=3.27, 3遍试验时D=2.58;UCL表示单个极差图的上控制界限。
MSA(测量分析系统)表格模板

R× K1
AV= AV=
[(Xdiff× K2)2-EV2/nr]1/2
PV= PV=
Rp× K3 %PV=100(PV/TV)
TV= TV=
(GRR2+PV2)1/2 -
GRR = (EV2+AV2)1/2
GRR= %GRR =
過程變差
%EV=100(EV/TV) %EV= #DIV/0!
%AV=100(AV/TV) %AV= #DIV/0!
K2 0.7071 0.5231
测量次数
D4 3.27 2.58
K1 0.8862 0.5908
2 3
均值 Xp
Rp=
N=10: 零件数量 R=3 测量次數
再現性(AV)根号下如出現负值,评价人变差为0. 重复性(设备变差) 再現性(评价人变差) 零件变差 总变差 重复性和再现性
特性分析
EV= EV=
-
UCL= D4R =
-
LCL = D3R =
0.000
Ra Rb Rc
1
2
3
4
5
6
7
8
9
10
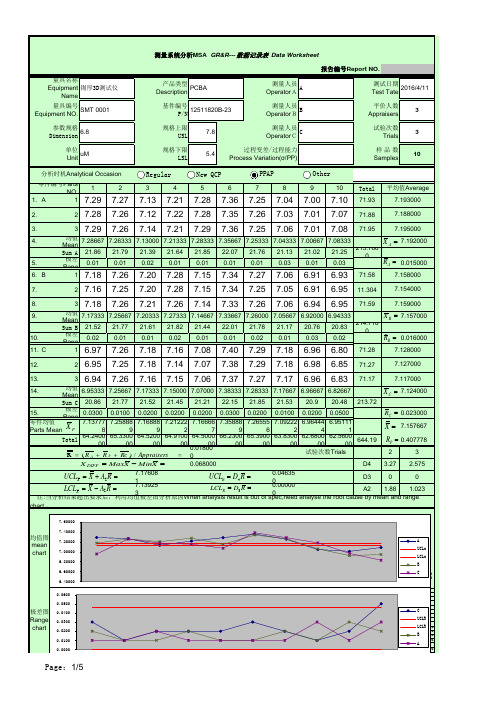
分析:
均值图中,因为≧50%的均值落在控制限外,测量系统有足够的分辨率,沒有明显的评价人与评价人这间的差別。 极差图中,所有评价人极差都受控,说明评价人有相同的工作状态。
T ai w n Semicondutr
量具重复性和再现性
零件号和名称 被测参数 量具名称 量具编号 量具型号
特性规格
T ai w n Semicondutr
操作者 日期
a:
b:
c:
1 1
操作者 a
2
3
MSA分析表格实用
AV = 0.0004
3 0.5908
人数 K2 2 0.7071
%AV
=
100 × [ AV /
%AV = 2.6%
重复性 和再现
R&R
R&R= =
0.0008
零件间 变差
PV
=
RPART × K3
PV = 0.0149
3 0.5231
说明:
双性可 接受
%R&R 100 × [
%R&R= =
0.003
0.0025
0.002
0.0015
0.001
0.0005
0
1
2
3
4
5
6
7
8
9
10
零件
评价人A
评价人B
评价人C
UCL
Rbar
LCL
制图/日 期:
审核/日 期:____
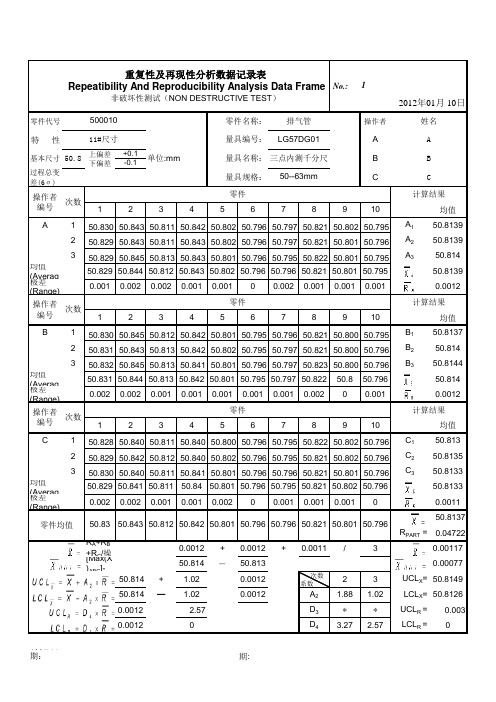
非破坏性测试(NON DESTRUCTIVE TEST)
No.: 2
0
2012年01月 10日
零件代号
500010
零件名称:
排气管
计算方式
特性
11#尺寸
基本尺 寸
50.8
过程总变
差(6σ) 数据表
结论:
重复性
上偏差 +0.1 下偏差 -0.1
0
单位:mm
0.0012 测量单元分析
- 设备 EV =
EV = 0.0007
2 50.829 50.843 50.811 50.843 50.802 50.796 50.797 50.821 50.801 50.796
3 50.829 50.845 50.813 50.843 50.801 50.796 50.795 50.822 50.801 50.795
利用Excel制作MSA分析表格
所涉及的公式:
重复性: EV R * K1
再现性:
AV [(X DIFF * K2 )2 (EV 2 / nr)]
GR&R: 样板间变差: 样板总变差:
GRR (EV 2 AV 2 )
PV Rp * K3
TV (R & R2 PV 2)
%重复性: %再现性: %GR&R:
2
3
K2 0.7071 0.5231
GRR (EV 2 AV 2 )
PV Rp * K3 例如:样板数目为10时,取值为0.3146 经过=I7*G29运算可得出PV值
分级数: ndc =1.41(PV/GRR)
K3
2
0.7071
3
0.5231
4
0.447
5
0.403
6
0.3742
7
0.3534
MSA与EXCEL的结合运用
MSA意义 •评定测量系统的质量 •确定能对每个零件重复读数的测量系统 •评估新的测量量具 •比较不同的测量方式,找到最佳方案 •找到并解决测量系统的误差
MSA类别: 计量型
重复性 再现性 稳定性
线性 偏倚
GR&R
计数型 小样法 交叉法
1. GR&R与EXCEL的结合运用
8
0.3375
9
0.3249
10
0.3146
步骤4: 由结果编写条件式 判别原则: 当GR&R<10%时,可以接受; 当<10GR&R<30%时,条件下接受; 当GR&R>30%时,不可以接受; 当ndc>=5时,可以接受; 当ndc<5时,不可以接受
MSA-样表

%总变差(TV)
%EV = 100[ EV TV ]
试验次数 2 3
K1
= 100[ 0.20 0.95]
4.56 3.05
= 21.1%
%AV = 100[ AV TV ]
再现性-评价人变差(AV)
AV = [( X DIFF × K 2 )2 − ( EV
评价人/试 验次数 1. 2. 3. A 1 2 3
零 1 0.65 0.60 2 1.00 1.00 3 0.85 0.80 4 0.85 0.95 5 0.55 0.45 6 1.00 1.00
件 平均值 7 0.95 0.95 8 0.85 0.80 9 1.00 1.00 10 0.60 0.70 0.83 0.825
4. 平均值 5. 极差 6. 7. 8. B 1 2 3
0.625 0.05 0.55 0.55
1.000 0.00 1.05 0.95
0.825 0.05 0.80 0.75
0.900 0.10 0.80 0.75
0.500 0.10 0.40 0.40
1.000 0.00 1.00 1.05
0.950 0.00 0.95 0.90
K2
3.65 2.70
零件數量
K3
3.65 2.70 2.30 2.08 1.93 1.82 1.74 1.67 1.62
= 0.26
零件变差(PV)
PV = Rp × K 3
= 0.56 × 1.62 = 0.91
总变差(TV)
TV = ( R&R2 + PV 2 )
= ( 0.262 + 0.912 )
MSA测量系统表格GR&R

请指定下列参数以完成表格参数是试验次数必需是 2 或 33OK 操作者数必需是 2 或 33OK 零件数量2 到 10之间的任何数10OK'01 PSW '01 PSW '01 PSW'!A21'01 PSW'!A54'01 PSW'!H54产品名称/编号:rgegsgt 测试仪器编号:工厂:测量特性:长度夹具名称: 使用部门:A:0.2单位夹具编号: 研究人:B:总变差 (TV):0.2工序:日期:C:评价人P ART结果试验 #12345678910平均值A-1A174.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400A-2274.5074.6274.6674.6074.5474.4174.6674.4374.4274.6174.54500A-3374.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400平均值74.5066774.6266774.6674.674.5474.4033374.6533374.4374.4133374.6174.54433极差0.010.010.00.00.00.010.010.00.010.00.00500B-1B174.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400B-2274.5174.6474.6774.6074.5574.4074.6574.4274.4174.6074.54500B-3374.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400平均值74.5174.6333374.6633374.674.5433374.474.6574.4266774.4174.6066774.54433极差0.00.010.010.00.010.00.00.010.00.010.00500C-1C174.5174.6374.6674.6074.5474.4074.6674.4374.4174.6174.54500C-2274.5074.6374.6774.6074.5474.4174.6574.4374.4174.6074.54400C-3374.5174.6374.6674.6074.5474.4074.6574.4374.4174.6174.54400平均值74.5066774.6374.6633374.674.5474.4033374.6533374.4374.4174.6066774.544330.010.00.010.00.00.010.010.00.00.010.0050074.5077874.6374.6622274.674.5411174.4022274.6522274.4288974.4111174.6077874.54433零件极差0.26000 /No of operators=0.00500+0.00500+0.00500/30.0050074.54433-74.544330.00000UCL R =*D 4 =0.00500* 2.580UCL R =0.01290LCL R =*D 3 =0.00500*0.000LCL R =0.00000UCL Xbar +A 2*74.544+0.9490*0.0050UCL Xbar =74.54908UCL Xbar-A 2*74.544-0.9490*0.0050UCL Xbar =74.53959根据数据表:0.005000.00000R P =0.26000测量设备分析零件间变差重复性 - 设备变差 (EV)EV = * K 1% EV = 100[EV/TV]操作者姓名公差:K 1K 2K 3零件平均值极差用公差法用零件间变差RR=R =p R =A X =A R =B X =B R =C X =C R R =D IFF X =R =D IFF X =X X==R X==R =-=),,(),,(D IF F C B A C B A X X X Min X X X Max X CB A R R R ++=R。
MSA测量系统表格2

6.97033
-
6.96900
UCLR=
R
*
D4 =
0.01500
*
2.580
3
R
X DIFF UCLR =
=
R
*
D3 =
0.01500
*
0.000
UCLXbar UCLXbar
X X
+
A2
-
A2
*
6.969
R
*
6.969
R
根据数据表:
R 0.01500
X DIFF
测量设备分析
重复性和再现性分析报告
量具的重复性和再现性(%R&R)接受准则:
小于%10:
测量系统可以接受.
介于10%到30%: 在权衡应用的重要程度、量具成本、维修费用等基础上,可以考虑接受。
大于30%:
测量系统需要改进,找出问题并改正.
结论: 测量系统可能被接受, 需考虑相关因素进行决策
极差OK
极差OK
量具分辨力OK
重复性和再现性分析报告
K1
试验次数
K2
操作者数
K3
零件数量
必需是 2 或 3 必需是 2 或 3 2 到 10之间的任何数
'01 PS'0W1'!PHS6W'01'!AP6SW'!A21
项目 名称 供应商 零件 代号 总变差 (TV):
'01 PSW'!A54
'01 PSW'!H54
1
产品名称 料号 测量项目 规格范围
6.98368 6.96944 6.95521
0.03870 0.01500 0.00000
MSA测量系统分析自动表格
7 7.1761 7.1393 0.0463 0.0000
8 7.1761 7.1393 0.0463 0.0000 pp 0.128287 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
9 7.1761 7.1393 0.0463 0.0000 变差 PV TV
10 7.1761 7.1393 0.0463 0.0000
6.80 6.85 6.83
20.48 0.0500
均值Mean 6.95333 7.25667 7.17333 7.15000 7.07000 7.38333 7.28333 7.17667 6.96667 6.82667 Sum C 213.72 极差Range 0.0300
X C = 7.124000
6.40000 X^2/nkr 4610.8972900 SUMSQ(sum(men-part))/r
ndc
C 公式A Formula A 公式B Formula B
P 0.00000 0.00094
C UCLR %Tolerance 18.71% LCLR 16.95% 7.92% B 7.92%
7.13 7.12 7.14
21.39 0.02
7.21 7.22 7.21
21.64 0.01
7.28 7.28 7.29
21.85 0.01
7.36 7.35 7.36
22.07 0.01
7.25 7.26 7.25
21.76 0.01
7.04 7.03 7.06
21.13 0.03
7.00 7.01 7.01
X=
644.19 2 D4 3.27 0 1.88
7.157667
MSA系统测量分析

19 UCLR= R
*
20 LCLR= R
*
操作者
姓 名
A
张三
B
李四
重复性和再现性分析报告 MSA
零件名称 量具编号 量具名称 量具精度
三坐标(CMM) 0.001
表单编号:XX.T/ED-PPAP-18 版本号:A/0 2019.06.19
零
3
0.800 0.800 0.800 0.800 0.000 0.800 0.800 0.800 0.800 0.000 0.800 0.800 0.800 0.800 0.000 0.8000
8
0.800 0.800 0.800 0.800 0.000 0.800 0.800 0.750 0.783 0.050 0.800 0.800 0.800 0.800 0.000 0.7944
9
0.800 0.800 0.800 0.800 0.000 0.800 0.800 0.800 0.800 0.000 0.800 0.800 0.800 0.800 0.000 0.8000
平均值
0.790 0.790 0.785 0.788 0.0050 0.790 0.785 0.785 0.788 0.0050 0.790 0.790 0.785 0.788 0.0050 0.1000
0.0050
+
0.0050
+
0.0050
/
0.788
-
0.788
D4
=
0.005
*
2.570
D3
零件号 特性 公差
公差(容 差)
位置度 1 1
重复性和再现性分析报告 MSA
零件名称 量具编号 量具名称 量具精度
游标卡尺MSA分析表

零件号和名称
被测参数
规格
操作者
量具名称
量具号
评价人/
零件
试验#
1
2
3
4
5
6
A
1
2
3
平均值 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.00
极差
0.000 0.000 0.000 0.000 0.000 0.000
量具类型
计量
MSA编号
平均值
7
8
9
10
#DIV/0!
#DIV/0!
重复 性—
#DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.000 0.000 0.000 0.000 0
测量设备分析
EV= R总平均值*K1 试验次数
= 0.0000
2
3
日期 %总变差(TV)
%EV= EV/TV
K1
179.90
159.90
139.90
119.90
99.90 1 2 3 4 5 6 7 8 9 10
评价人C 1 2 3 4 5 6 7 8 9 10
结果分 析:1、 此测2、量 通过对
拟制:
审核:
批准:
R&R/TV
K3
#DIV/0!
5
0.403
6
0.374
7
0.353
8
0.338 %PV= PV/TV
9
0.325
#DIV/0!
R的总平均值 X最大均值-X最小均值
极差上控制限
0.0000
MSA 、SPC测量系统分析表格

1.00 0.90 0.80 0.70 0.60 0.50 0.40 0.30 0.20 0.10 0.00
Operator 1 Operator 2 Operator 3
2
3
4
5
6
7
8
9
10
Page 2
0 0
备注NOTE:不能缺失数据 不能缺失数据FILL WHITE CELLS ONLY 备注 不能缺失数据 操作者Operator2 操作者Operator2 Operator 试 验 试 验 试 验 Trial 3 Trial 1 Trial 2
0 0
试 验 Trial 1
试 验 Trial 2
贡献%Contribution 公差%Tolerance
零件响应图 Response by Part ID
1.00 0.90 0.80 0.70 0.60 0.50 0.40 0.30 0.20 0.10
Process Capability StudyInfo on uncomplete filled datatable
公差% Tolerance
没有交互作用GR&R分析 Gauge R&R Without Operator*Part Interaction
No Spec. Limits Available 差异源 方差 Source VarComp Total Gauge R&R 0.00E+00 重复性 Repeatability 0.00E+00 再现性 Reproducibility0.00E+00 操作者 Operator 0.00E+00 零件Part - To - Part 0.00E+00 总变差Total Variation 0.00E+00 标准偏差 Stdev 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 贡献 % Contribution #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 公差% Tolerance No Spec. Limits Available