OEE培训
OEE培训资料
6. 启动稳定的损失 设备从启动到正常工作所需要的时间。
其原因有:
–设备要平缓加速到标准速度 –料筒需升温到设定温度 –去除多余的材料 –处理相关原料O的EE短培缺训资料
重庆光能荣能汽车配件有限公司
3. 设备综合效率的计算
稼动=开动=运转
工作时间 Total operating time A 负荷时间 Loading time
OEE培训资料
重庆光能荣能汽车配件有限公司
设
备
6大损失
设备综合效率的计算公式
工作时间
计
负荷时间
划 损
失
停
稼动时间
止 损
失
性
实 际能
稼动时间 损
失
不
价值稼 良
动时间 损
失
PPT文档演模板
0-1 计 划 停 机 0-2 教育、 早会
① 停工、故障 ② 换装、调整 ③ 空转、瞬停 ④ 速 度 降低 ⑤ 废品、返工 ⑥ 启 动 稳定
2. 设备效率损失的分类
大分类 计划损失 停止损失 性能损失 不良损失
中分类 交班时间/就餐/休息/生产中断/预防维修 设备故障/动力事故/换产/流量不足 流量调节/资材短缺/品质问题
瞬间停止/速度降低/空转
不良/再作业
公司认可的损失
影响OEE 的损失
PPT文档演模板
OEE培训资料
重庆光能荣能汽车配件有限公司
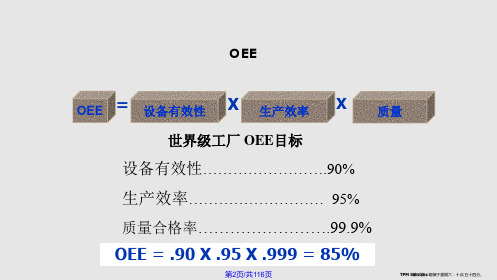
OEE就是用来表现实际的生产能力相对于理论产能的比率,它 是一个独立的测量工具 。
OEE也是一种简单实用的生产管理工具,设备效率指数已成为 衡量企业生产效率的重要标准,也是TPM实施的重要手法之一。
设备综合效率(OEE)是衡量一台设备按计划速度生产出合格产品 的时间占全部时间的百分比.
OEE设备综合效率管理培训教材(工业工程)

计算公式
公式说明: 1.人员操作周期=(3600/((合格品数+废品数)/(生产时间-换产时间-异常时间))) *模腔数 2.人员操作实际工时 =(合格品数+废品数)*人员操作周期 3.额定工时 =(合格品数+废品数)*额定生产周期 4.实际工时 =(合格品数+废品数)*实际生产周期 5.理论工时 = 合格品数*额定周期/一模几腔 6.废品损失工时 = 废品数*额定周期 7.产出工时 = 合格品数/(3600/额定生产周期)*标准定员/模腔数 8.节拍达标率(单个产品)= 额定周期/实际周期 9.节拍达标率(合计)= ∑额定工时/ ∑实际工时
标准作业组合表制定及运营
作业顺序变更运营
Quick Change 方法开发
SET UP 尺寸化
改善作业 BALANCE
作业顺序合理化
模具待机时间增加
Cleanning 效果增大
适用高压 Spray
模
小车上部加铁板盖
模具移动小车进行维修
作业 LEADER 运营
计划停机时间 =日常维护保养时间+交接班时间+一级保养时间+换模试模时间+计划维修时 间+达产的停机时间+其它计划中规定的时间
计划外停机时间(异常停机) =故障时间+工装及模具故障时间+工艺调试时间+待料时间+其它计划外停机 时间.
时间开动率相关关系
OEE培训

四:损失类别
Overall Equipment Effectiveness
Availability 异常停线 *.设备异常 *.转机 *.缺料 *.动力异常 *.程序优化 *.设备预热 Efficiency 无效率时间 *.跳头 *.治具短缺 *.间歇停线 *.速度放慢 *.设备磨损 *.空载 Quality 质量损失时间 *.过程中不良 *.终检后不良
%Availability(利用率)
%Efficiency(效率)
%Quality(质量性)
二.OEE的六大损失
1、机器故障 定义:由于机器故障而浪费的时间 2、换线 定义:未经调整的全速的由最后一件产品转入第一件新产品的运作,设备 全速运转情况下最后一个良好的旧产品到第一个良好的新产品间的时间。 3、计划外停工 定义:机器故障停工或换线以外的原因造成的计划停工所损失的时间
20 Hours
例: 可用时间 :24H 无计划时间 :4H 计划停线时间:8H 异常停线时间:2H UPH :100pcs/H Output Qty :900pcs Reject :50pcs
I 无效时间=(计划产出-实际产出)/UPH =(10*100-900)/100 =1H
K 质量损失时间=不良品/UPH =50/100 =0.5H
企业规划: A、可以为企业提供客观科学的决策依据; B、可以为企业提供更多的增值意见和建议;
生产管理: 1.能收集到生产线的实时数据,以便建立车间管理系统;
2.能分析、跟踪生产设备的有效利用情况,以便最大 化挖倔设备的生产潜力; 3.能分析、跟踪生产上的潜在风险和6大损失,以便 降低生产成本,提高生产力;
D
计划生产时间 =B-E
E 计划停线时间
oee培训资料

人 机 料 法
通过明确操作程序.提高劳动者的效力.增加生产能力 降低设备的故障以及维修成本,加强设备管理以延长设备的使用寿命。 提高产品质量.降低产品返修率。从而节省材料的损耗。 通过解决工艺上的瓶颈问题.提高生产力。 对工作环境的整理、整顿、清洁、清扫、素养、安全,提高6S。
环
停工票是为了真实统计影响车间停工原因而设计的一种表单,停工票一
通过对设备综合效率(OEE)的研究与应用,力求通过对设备 综合效率(OEE)的统计与分析,系统地找出阻碍设备综合效率 (OEE)提高的因素,提出改善或纠正措施,确保企业的持续改进, 实现企业效益最大化。 OEE是建立在数据统计的基础上的,OEE要求一切以数据说 话,没有调查就没有发言权,通过收集数据,对相关数据进行分析, 找出主要原因,对症下药,从而形成规范管理体系。 长期坚持推行OEE,各生产车间形成OEE数据库,从中摸索 规律,从而有效的预测,提前预防,从而有效的进行控制。
式三联,一联:车间、二联:维修部门、三联:研发部 。
一联 三联
二 联
停工票填写要求: 当设备停机时,操作者需要填写:车间、维修日期、操作人员姓名、 工序名称、设备名称、设备编号、停工现象描述、设备停机时间、通知 维修人员起始时间、维修人员到达时间。 维修人员需要填写:维修完成时间、待件时间及原因、故障根本原因 (机械故障、电气故障等要详细写明)、故障解决措施(标明:是临时 措施还是根本措施)。 签字确认: 如果设备是因为开关按钮、护罩等非影响设备精度方面的原因引起的 停机,维修人员修好后,经车间操作人员、车间管理人员签字确认后, 维修人员签字。
合格品率=500-10/500×100%=98% 设备综合效率=87%×50%×98%=42.6%
工业发达国家设备综合效率的目标,随着行业、设备特性、生产方式的
OEE培训教材(ppt44张)

时
间
5大人力损失
11 12 13 14
3大原材料与能源损失
成
15 16
本
我们的近邻联合利华世界500强在经过近10年的OE 的管理,2010年才从12大损失向16大损失迈进。
其中它是先做6大损失到9大损失到12大损失不断的摸索 才有今天的成绩。数据显示联合利华洗衣粉的产量从2004 日产260T/D到2010年日产近1000T/D。其中生产机器只增 了50%。在OEE的数据支撑下结合一些优良的管理方法再 加上公司员工的群策群力下设备的效率平均提高了48.6%
…
OEE 表格
原来 修改制作 在修改的
你会选择那种表?
中国员工的画像
海尔总裁张瑞敏关于人的品质有一段精彩的论述; “如果训练一个日本人,让他每天擦六遍桌子,他一定 会这样做;而一个中国人开始会擦六遍,慢慢觉得五遍 四遍也可以,最后索性不擦了”,“中国人坐事最大毛 是不认真,做事不到位,每天工作欠缺一点,天长地久 成为落后的顽症”。
OEE表的填写标准
上班第一时间填写OEE表上的日期、班次 、机器号、包装机、设定速度 开班清理、点检、润滑后填写开停车时间 开机至机器正常运行时填写试车时间 运行过程中出现如故障、小停机调整等填 写相应项,吃饭停机后要填写吃饭时间 不得提前填写或推迟填写
【OEE】要注意的问题
设备综合效率 = 时间利用率 * 设备性能率 * 产品合格率
1. 时间利用率 = (负荷时间 - 停机损失) / 负荷时间 * 100%
2. 设备性能率 = 生产产品数 / (利用时间 * 设计速度) * 100
3. 质量缺陷率 = (生产产品数 - 不合格品) / 生产产品数 * 1
TPM与PAMCO OEE的差别
OEE培训材料学习
第28页/共116页
第二十八页,编辑于星期六:十点 五十四分。
操作员在TPM检查中的责任
• 检查皮带;链条;连接器等
• 检查松脱和缺失
• 检查振动
• 发现异音
• 检查温度
• 发现泄漏
• 更换过滤器
• 检查液位并补充
第29页/共116页
第二十九页,编辑于星期六:十点 五十四分。
第23页/共116页
第二十三页,编辑于星期六:十点 五十四分。
TPM 团队目标:
• 拒绝停机和浪费 • 学习TPM并付诸实践:
• 消除小毛病 • 消除停机 • 消除效率损失 • 改善设备和制程
第24页/共116页
第二十四页,编辑于星期六:十点 五十四分。
TPM设备复原流程
• 鉴定设备状况
• 通过清洁进行检查 • 找出并记录异常
第39页/共116页
第三十九页,编辑于星期六:十点 五十四分。
第40页/共116页
第四十页,编辑于星期六:十点 五十四分。
第41页/共116页
第四十一页,编辑于星期六:十点 五十四分。
第42页/共116页
第四十二页,编辑于星期六:十点 五十四分。
TPM活动前后设备对比
第43页/共116页
第四十三页,编辑于星期六:十点 五十四分。
第16页/共116页
第十六页,编辑于星期六:十点 五十四分。
TPM 活动的目标
1. 优化设备状况,提高设备有效性
2. 开发针对设备整个生命周期的维护计划
3. 开发出相关标准和检查表
4. 提高操作员和维修人员技能
5. 系统的提高工作环境
6. 全员参与提高大家团队精神
设备OEE培训PPT课件
一工厂金工 OEE组长:黄元林
项目责任人 胡楚平
二工厂金工 OEE组长:宋秋阳
一工厂检包 OEE组长:金钱有
19
二工厂检包 OEE组长:刘银火
OEE车间小组结构图
OEE副组长 车间副主任
OEE专员
OEE组员 工程师、领班
1.组长负责整个OEE工作落 实
2.副组长、主管工程师负责 工艺分析与改进方案实施
2.每周进行数据汇总, 分析时间利用率、设 备性能率、产品合格 率指数,找出对应设 备损失
提升步骤
3.针对各项损失做出 改进方案,及时落实 工作
17
四、OEE小组的组成与职责
万丰摩轮设备OEE项目组织结构图
一工厂综合 OEE组长:徐亚忠
一工厂熔铸 OEE组长:张剑辉
二工厂熔铸 OEE组长:陈国云
时间开动率=
* 100%
负荷时间
停
可利用时间
止 损
失 2.空转、间
速
歇停顿
真正利用时间
度 损
失
1.废品、返工
创造价值的
不 良
2.启动、开机
运转时间 损
失
理论循环时间*加工数量
性能开动率=
利用时间
* 100%
加工数量-不合格数量
合格率 =
* 100%
加工数量
10
OEE案例
设某设备某天工作时间为8h, 班前计划停机15min, 故 障停机30min,工装调整25min, 产品的理论加工周期 为0.6 min/件, 一天共加工产品450件, 有20件不合格, 求这台设备的OEE? 根据上面可知: 计划运行时间 =8 x 60 -15 =465 (min) 实际运行时间 =465-30-25=410 (min) 时间开动率 =(410/465)*100%=88.1% 性能开动率 =(450*0.6)/410*100%=65.8% 合格品率 =(450—20)/450*100%=95.5% OEE = 时间开动率x性能开动率x合格品率=55.4%
经典OEE培训教材
传统效率衡量方式 只计算了部分时间
损失
总时间损失
1
OEE用在何时?
OEE020806BJ(GB)
OEE用于以明确目的有针对性地支持业务目标的实施
– 限制满足客户需求的价值创造流程能力实现的瓶颈机器设 备
– 利用率必须提高的昂贵设备(如注模设备、压铸设备和冲 压设备)
2
为什么在衡量OEE?
• 通过操作员预定系统来测量
• 应对措施 – 运用SMED方法来缩短换线时间*(包括运转中更换原材料, 如用新线) – 通过业绩管理来按照标准监控换线时间是否合格 – 实施持续改善行动
* 虽然我们的目标是保持约10%的时间用于换线,但这里是为保证能比较和批量生产 9
3. 计划外停工
OEE020806BJ(GB)
• 应对措施 – 通过往常和不断的数据记录和分析了解工艺流程的变化特征 – 运用根源问题解决工具(如5个为什么,问题解决表,鱼骨表以 及PDCA) – 向造成质量问题的有关人员反馈质量问题
13
损失记录方法概述
OEE020806BJ(GB)
总结
损失类型 • 计划停产
• 机器故障 • 换线
• 计划外停产
10
4. 速度降低
OEE020806BJ(GB)
• 定义:由于机器运转速度低于流程设计标准而造成的时间损失
• 由PLC控制器衡量
• 应对措施 – 明确实际设计速度,最大速度,以及造成速度受限的物理原因 – 请工程人员进行程序检查并进行修改 – 应用Machine Kaizen来查找低速的原因并对设计速度提出质疑
总体设备效能(OEE) = 可用时间 x 生产效率 x 质量
5
OEE计算 – 举例
OEE培训

一个班次内生产的合格产品数 一个班次内理论生产的总合格产品数
• 用时间衡量(适用所有情况):
OEE=(产品1的合格数*产品1的净循环时间+产品2的合格数*产品2的净 循环时间+…产品n的合格数*产品n的净循环时间)/(8小时-计划停机时 间)
OEE的计算举例 的计算举例
外涂线某天B班的生产情况如下: DN100 总根数 质量缺陷根数 单枪喷涂根数 计划维修时间 300 10 100 DN500 165 5 50 计算结果:
• 有效的工作时间: 计算周期内生产无任何质量问题的产品所耗费的总时间 • 损失的工作时间: 计算周期内中工作时间扣除掉有效工作时间,各种停机造成的时间损 失总和
OEE的基本元素 — 净循环时间 的基本元素
• 定义:
加工一个产品所需的理论时间 必须按照工艺规定(SP)加工 设备处于极限稳定状态
• 理解: 机器上一个动作开始
OEE = (300 − 10) * 28 + (165 − 5) * 54 (8 − 2) * 3600 = 77.6%
维修工加装安全防护栏花2小时
工艺参数SP: DN100 双抢喷涂净循环时间(秒)28 单枪喷涂净循环时间(秒)35 DN500 54 87
OEE的对立面—六大损失
机器故障 质量缺陷 换线 计划外 停机
六大损失举例 -- (2)
• 计划外停机: 机器故障或换线之外造成的停机,不在计划之内的停机; 外涂线跳闸停电、养生仓出不了管子; • 质量缺陷: 生产线末端发现的不合格品; 入库时发现部分管子未烘干、涂层厚度不够拒绝入库; • 损坏: 生产过程中发现的不合格品; 烘干炉后的质量员发现管子需修补沥青;
认识OEE(综合设备效率) (综合设备效率) 认识
设备OEE培训

第18页,共29页。
设备生产管理上使用的时间用语
作业时间(日历时间)
作业时间:指在一定期间内作业单位的出勤时间中与机器的运 转与否无关但要支付工资的时间。例]:平日正常出勤 : 8HR(480
分)
慢性loss
指狭小的偏差范围内发生的同一LOSS
突发loss
因材料, 工具的变更, 作业条件, 错误作业等突发引起的LOSS
第8页,共29页。
慢性LOSS和突发性LOSS
不良 率
突发Loss
慢性Loss
最大值
时间
还原的问题
• 为降低为降到极限状态需要革新 对策
第5页,共29页。
设备保全类型以及发展过程
保全发展的各个阶段
发展过程的各个阶段
事后保全
管理方法以及思考的变迁
设备故障后的保全方式(BM)
预防保全
部件定期更换
改良保全
提高设备生产性的保全
保全预防
预知保全
设备可信度、提高保全性的保全
劣化状态感知的保全
第6页,共29页。
设备相关概念
① MTBF (Mean Time Between Failure : 平均故障间距)
不畅通的生产流程 产品在线流通受阻
清洁、检查
低于设计产能运行 设备磨损
报废/重工 不合理装配
报废/重工 不合理装配
六大损失类别 设备故障LOSS
准备调整LOSS
瞬间停止LOSS 速度降低LOSS 初期不良品LOSS 生产过程不良LOSS
第14页,共29页。
损失类别 可用时间损失
oee培训心得

oee培训心得
OEE(光学电子工程师)培训心得可以参考下述建议:
1. 掌握基础知识:在参加OEE培训之前,应该先掌握光学和电子的基础知识,包括光学原理、电学原理、数字信号处理等。
这些知识是参加OEE培训的基础,也是实际应用的基础。
2. 学习编程语言:参加OEE培训时,应该学习一种或多种编程语言,如C++或Java。
这些编程语言可以用于编写OEE应用程序,并可以帮助更好地理解OEE软件的工作原理。
3. 实践项目:参加OEE培训时,应该尝试参与实践项目,如模拟电路设计、数字信号处理系统等。
这些项目可以帮助巩固所学的基础知识,提高编程技能,并更好地理解OEE软件的工作原理。
4. 寻求帮助:在学习OEE软件时,可能会遇到一些问题,需要帮助解决。
参加OEE培训时,应该积极寻求帮助,与老师和同学交流,共同探讨问题,从而提高学习效率和理解能力。
5. 积极参加讨论:参加OEE培训时,应该积极参加讨论活动,与老师和同学分享学习经验,了解行业动态和前沿技术,扩展自己的视野和交流能力。
参加OEE培训并不是一件轻松的事情,需要付出一定的努力和时间。
但是,通过参加OEE培训,可以掌握光学和电子的基础知识,提高编程技能,了解OEE软件的工作原理,拓展视野和交流能力,为自己的职业发展打下坚实的基础。
生产管理中的OEE、TEEP培训

Quality Factor (Q)
质量损失
(Quality Loss)
GPC目前对OEE的定义详解
计划率 (Planning Factor - PF) 如果一个班8小时,其中1小时吃饭和休息。 PF = 时间利用率 (Availability Factor - A) 生产过程中,有0.5个小时的设备故障停机,0.5小时的工艺停机时间。哪么: 设备运行时间 RT = 实际生产时间 AT = 时间利用率 A = 生产效率 (Performance factor - P) 如果产品标准时间为6分钟,实际在6小时里生产了50个。哪么: 生产效率 P =
Wrap-Up
Q& A
日历时间
Total Time
计划率
Planning Factor (PF) /
RT - Run Time
时间利用率
Availability Factor (A) /
AT - Available Time
生产效率
Performance Factor (P)
生产绩效损失
(Perf Loss)
OEE是一个基于设备模型的指标,有以下局限: 人员考核,尤其是准直接作业人员未纳入考核; 对于自动化程度低,或加工/装配过程中手工作业较多的作业方式,在TPM实践中如单纯以OEE作为主要衡量指标,由于设备因素的弱化,因而OEE显得片面; 即使在加工/装配过程中自动化程度较高,但如备料/喂料、工序间搬运、下料及包装要投入较多人工作业的情况下,OEE也会脱离作为衡量综合效率指标的有效性; 如果及时地更新标准时间,就看不出工艺改进在OEE的作用,可能在实践中忽视工艺技术进步的作用。
计划生产时间
计划停机损失 暂停休息,班会, 5S, 培训, 会议, 预防性维护, 试验, 打样, …
oee培训试题
oee培训试题
一、填空题
1. OEE是衡量设备效率的指标,其计算公式为:OEE = (设备开动率) × (性能效率) × (质量合格率)。
2. 在OEE的计算中,设备开动率是指设备在所能提供的时间内为了创造价值而占用的时间所占的比重。
3. 性能效率是指一台机器设备可能的生产数量与实际生产数量的比值。
4. 质量合格率是指良品数与总产量数的比值。
5. 提高OEE可以使企业减少资源浪费、降低生产成本、提高产品质量和交货能力。
二、选择题
1. OEE培训的目标是提高员工的设备操作和维护技能,以实现设备的最高效率。
A. 正确
B. 错误
2. 在OEE培训中,应该重点强调设备的预防性维护和保养,以降低设备的故障率。
A. 正确
B. 错误
3. OEE是一个静态的指标,只需要在设备正常运行时进行测量和计算。
A. 正确
B. 错误
4. 在OEE培训中,应该鼓励员工积极参与设备的维护和改进工作,以提高设备的效率。
A. 正确
B. 错误
5. OEE培训不包括对员工进行设备安全操作的培训。
A. 正确
B. 错误
三、简答题
1. 请简述OEE培训的重要性和作用。
2. 请说明如何通过OEE培训提高设备的运行效率。
3. 请解释在OEE培训中如何建立有效的预防性维护体系。
4. 请说明在OEE培训中如何激发员工的工作热情和提高其责任心。
oee培训心得

oee培训心得
我最近参加了一次OEE(设备综合效率)培训课程,这是一次非常有意义的学习经历。
在这里,我将分享一些我从这次培训中学到的东西。
首先,OEE是一种衡量设备绩效的方法,通过计算生产线的设备利用率、生产效率和质量损失率,来评估设备的综合效率。
通过OEE的应用,企业可以发现生产线中存在的问题并进行优化,提高设备绩效和生产效率。
在OEE培训中,我们学习了如何计算OEE、如何使用OEE来分析生产线的问题、如何制定改进计划以及如何实施改进计划。
我们还学习了如何使用OEE软件来自动化OEE计算和分析。
在学习过程中,我深刻认识到了OEE的重要性和实用性。
通过OEE的应用,企业可以发现生产线中存在的问题,从而制定合理的改进计划和行动计划,提高设备绩效和生产效率,从而提高企业的竞争力。
总之,这次OEE培训让我受益匪浅。
我相信,通过学习和实践,我们可以更好地应用OEE来提高设备绩效和生产效率,为企业的发展带来更大的贡献。
oee培训心得

oee培训心得
我参加了一次关于OEE(Overall Equipment Effectiveness)的培训,这是一次十分有价值的学习经历。
首先,我从培训中了解到了OEE的定义和计算方法。
OEE是评估设备综合运营效率的指标,它考虑了设备的停机时间、设备运行速度和设备质量损失等因素,通过计算得出一个百分比值,反映了设备的生产效率。
这个概念对于企业优化生产过程、提高生产效率具有重要意义。
其次,我学到了如何对OEE进行测量和分析。
测量OEE需要收集和记录大量数据,包括设备运行时间、停机时间、故障时间、维修时间等等,这些数据需要进行有效地整理和分析。
在数据分析方面,需要从不同的角度进行分析,例如根据不同的时间段、不同的设备进行对比分析,找出潜在的生产效率问题,并制定相应的解决方案。
最后,我还了解到了如何提高OEE。
提高OEE需要从多个方面入手,包括设备维护保养、设备操作培训、生产过程优化等等。
其中,设备维护保养是提高OEE的一个关键环节,只有保持设备处于良好状态,才能保证其正常运行。
同时,设备操作培训也非常重要,只有工人掌握了正确的操作方法,才能避免人为因素对生产效率的影响。
总之,这次OEE培训让我深刻认识到了OEE对生产效率的重要性,同
时也学到了如何对OEE进行测量和分析,以及如何提高OEE。
我相信这些知识和技能对于我以后的工作会非常有帮助。
oee培训心得

oee培训心得
在参加OEE(Overall Equipment Effectiveness)培训后,我深刻领悟到了OEE的概念和重要性。
OEE是一种衡量设备使用效率的指标,它不仅可以帮助企业发现生产线上的问题和瓶颈,还可以提高生产效率和降低生产成本。
在培训中,我了解了OEE的计算方法及其组成部分——设备利用率、质量合格率和生产速率。
通过实例分析,我发现OEE的应用不仅仅是简单地计算一个数字,而是需要深入挖掘生产线上的问题,及时发现并解决,从而提高设备的利用率和效率。
而要做到这一点,就需要对生产过程进行全面的监控和分析,了解生产线上的每一个环节,找到影响生产效率的因素,并采取相应的措施优化生产流程。
此外,OEE的实施需要全员参与,包括生产工人、设备维护人员和管理人员。
只有全员协作,才能达到最佳效果。
总之,OEE是一个非常有价值的生产效率指标,它可以帮助企业实现生产效率的提高和成本的降低。
在以后的工作中,我会继续深入学习和应用OEE,为企业的发展和提高生产效率贡献自己的一份力量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
为什么对以手工作业为主体的装配线 应用OEE是不合适的呢?
设备的节拍成为瓶颈的生产线
参考
人的作业成为瓶颈的生产线
「生产线的综合效率 」是指「设备在多大 「生产线的综合效率」是指「人在多大
程度上能够避免浪费而生产呢 」 程度上能够避免浪费而生产呢 」
设备故障损失・准备调整损失・小停 工损失・速度低下损失・质量损失・・
为了什么要理解掌握OEE?
• OEE:制造企业在衡量和提高设备综合管理水平方面的一个非常重要的指标
• OEE活动目的是以明确障碍损失为目标、之 后对障碍损失的个别改善加以推进。 • 以某工厂为例 是故障损失还是 OEE:75% 换模损失 时间开动率:85% 性能开动率:90% 是节拍损失还是 小停工损失不清 良品率:99% 楚
A
OP1 OP2 OP3生ຫໍສະໝຸດ 线全体14秒 14秒 18秒
31秒 38秒
例)多台设备相互协作构成生产线(装配为例)
布胶机 螺钉机 配光机
工序 1 2 3 螺钉机 布胶机 配光机 生产线全体
节拍 130秒 125秒 60秒
从螺钉机中130秒 只能出1个半成品
130秒
对多台的设备不能只看一块儿, 对生产线全体进行OEE的管理。
避免:变成了只是掌握现状数据为目的活动。
OEE对什么样的生产线适用?
单台的机械加工设备
拥有多台机械加工设备的 自动搬运生产线
多台的机械加工设备 以传送带来连接的生产线
多台的设备 相互协作构成生产线
锻造机
加热机 修边机
*对以手工作业为主体的装配线来讲、非常难以使用。
OEE是如何计算的呢?
OEE(设备综合效率) =时间开动率×性能开动率×良品率
2 3 4 旋入机 布胶机 配光机 0.9min 0.8min 0.76min
*时间开动率= *性能开动率=
负荷时间-停止时间 负荷时间 = =
630min-30min
630min 600min
=
= 95.2%
理论周期×产量
0.95min/件×550件
生产时间 产量-不良数 550件-6件 *良品率= = 产量 550件
每个损失的大小和损失的 内容不了解的话、 改善无法前行。
六大损失分析
首先为了要掌握各个损失的大小、绘制下列的图表。
上班时间 生产时间 负荷时间 开动时间 实质开动时间 价值开动时间 分 分 % 分 分 100% 分
OP5
OP4
OP3
OP2
OP1
O P3 O P2 O P1
所有设备的加工没有完成、 零件不会移动到下一个设备 瓶颈工序决定节拍
例)把多台机械加工设备用传送带来连接的生产线
OP3 OP1 OP2
更换零件
加工时间 120秒 89秒 78秒
计划节拍 134秒 103秒 96秒 134秒
停工待料
B
应该主要针对瓶颈工序 进行OEE管理。
早晚班会・吃饭休息・)
停止损失 速度损失
价值开动时间
不良損失
100%
负荷时间 价值开动时间
多少%
注意!理论周期(计划节拍)是什么?
记载在标准作业书中、作业的必需时间。 也就是=熟练的作业人员、在遵守要求质量、没有时间损失的作业时的 必需时间。 结合作业实际状态设定。(既生产实地测量也可以)
例)单台的机械加工设备
合計
12000
23,000分
理论生产时间=∑(计划节拍×生产量)
为什么对以手工作业为主体的装配线 应用OEE是不合适的呢?
参考
手工作业为主体的装配线,比方说即使装配设备在 工序内存在,但装配线的频颈还是人的工作,工作的标 准时间成为了理论节拍。 在1个作业周期内,由于作业的次序和熟练度的不同、 作业速度的偏差,存在物品的取放、行走、搬运、目测监 视、修正调整、停工待料等的低附加值作业的损失、以及 由于各作业工序间的作业节拍不同,而产生的生产线平 衡损失(组成效率)等。 因为有这些用OEE不能反馈的损失,所以不能用OEE 来测量生产线全体的实力。
在同一条线中、生产节拍不同的产品时, 实质开动时间应该如何计算呢?
产品 A B 计划节拍 130秒 100秒 生产数 1000 5000
計画C/T ×生産数
216.7分 8,333.3分
C
D E ・・・
170秒
150秒 160秒 ・・・
3000
2000 1000 ・・・
8,500分
5,000分 2,666.7分 ・・・
负荷时间-停止时间 *时间开动率= 负荷时间 理论周期×产量 *性能开动率= 生产时间
O 生产时间为实际生产时间
产量-不良数 *良品率= 产量
负荷时间・停止时间・理论周期・产量・不良数知道的话就能够计算
OEE?(来看看损失的构成!)
上班时间 负荷时间 开动时间
净开动时间=计划节拍×产量
计划停止(计划保养・生产停止・
1 2 加工零件
作业内容 从A拿取零件安装在设备上
作业时间 11秒 1分23秒 7秒 1分41秒
B
A
3
从设备中把零件取出来放在B 合计(计划节拍)
就是说不包含徒劳无用的作业 例)「加工完成后作业人员没有 马上把零件取出」
例)拥有多台机械加工设备的自动搬运生产线
计划节拍
O P5 O P4
加工時間 待ち 搬送
= 87%
98.9% OEE= 81.9%
OEE的理解掌握→OEE向上活动
负荷时间
开动时间 实质开动时间 价值开动时间
不良损失 停止损失
1.故障停止损失 2.工艺调整损失 3.模具交换损失 4.小停工损失 5.速度降低损失 6.不良・返修损失 7.开机的损失
速度损失
如果知道了各个时间、 就可以计算OEE。
= 50%
产量-不良数 *良品率= = 产量
400件-8件 400件 = 98% OEE= 42.6%
案例二
公式:OEE2 = 时间负荷率×OEE1 (注:时间负荷率 = 计划工作时间÷日历时间 )
318生产线当班工作时间为12h,班前计划停机10min,吃饭、 休息时间80min,设备故障、工艺调试停机30min。生产线各 工位周期如下表,本班生产了550个,报废2个,维修品数4个。 1 0.95min 螺钉机 OEE?
设备故障损失・准备调整损失・节拍 低下损失・作业充实度・质量损失・・
OEE(设备综合效率)
OEE对人的 作业效率 是无法测量的
案例一
*时间开动率=
负荷时间-停止时间 负荷时间
=
460min-60min 460min
= 86.9%
*性能开动率=
理论周期×产量
生产时间
=
0.5min/件×400件
400min