开模DFM报告模板
开模DFM报告模板

NAK80
產品大小(mm) Size of Part 產品重量(g) Part Weight
料頭重量(g) Runner Weight
278*91.4*23.5 產品單重58g
水口總重25g 以實際重量為准
行位
版次: B 行位
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第10頁
紋面
進膠方式GateType
暫定細水口表面點進膠
模具結構形式Tool Type 成型機噸位Tonnage of Machine 母模仁鋼材 Cavity Ins.Steel
三板模冷流道 2個行位+11支斜頂
150T NAK80
簡圖背面 Part Image Back:
行位
公模仁鋼材 Core Ins.Steel
ChangYu Plastics(Dong-Guan) Co., Ltd
五.產品肉厚分析
版次: B
此排散熱孔需做鑲件
左右兩側此類骨位膠位較厚 建議改薄或將底面膠位加厚以免外觀縮水
群電回復:此處不能更改,因表面紋面較粗,縮水不易發現
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第 8頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
一.產品外觀要求
版次: B
此銘牌需預留刻字高度,待定
待客戶指明
做網格
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第11頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
模具设计DFM-范本
模仁材料:
其他要求:
7
序号 2
DFM分析 PL线确认
20-06-2024
版本号 A
制作者
日期
前模
后模
客户意见:
8
序号 6
DFM分析 浇口设定
版本号 A
制作者
日期
潜胶
20-06-2024
0.8
客户意见:
9
序号 7
DFM分析 拔模分析
版本号 A
制作者
制作者
20-06-2024
产品绿色面无脱模角 度,建议减胶1°拔模
版本号 A
制作者
制作者
产品绿色面无脱模角 度,建议减胶1°拔模
20-06-2024
客户意见:
17
序号 8
DFM分析 厚度分析
版本号 A
制作者
制作者
红色面胶位较厚,会缩水,建议改善
20-06-2024
客户意见:
18
序号 9
DFM分析 顶针排布
版本号 A
制作者
日期
20-06-2024
推板
客户意见:
19
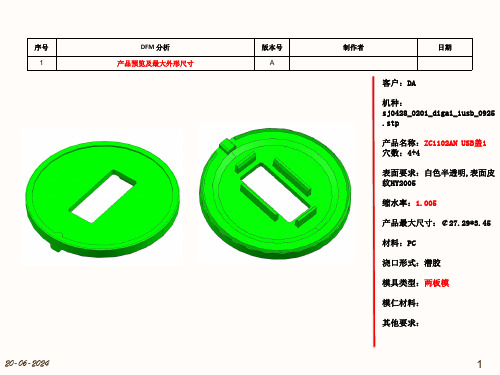
DFM 分析 产品预览及最大外形尺寸
版本号 A
制作者
日期
客户:DA
机种: sj0428_0201_digai_2usb_0925 .stp
产品名称:ZC1102AN USB盖2 穴数:4+4
表面要求:白色半透明,表面皮 纹HY2005
缩水率:1.005
产品最大尺寸:¢27.29*3.1
材料:PC
浇口形式:潜胶
序号
DFM分析
版本号
制作者
日期
10
压铸件开模DFM报告

问题:公母模造型根部为直角,不利于镁汤流动影响成型,且会导致产品 出现裂纹影响强度;
Question: The ribs on the core and cavity side are right angles, it may impact the Mg flowing and also impact the part strength due to the cracked issue
Extra material过水
Cavity
PL
Core
12
滑块 4 PL 线示意图 (Slide Line Location)
Extra material过水
Cavity
PL
Core
13
产品公母模脱模角建议图 (Draft Check / Analysis)
建议: 公模侧配合位置由RD拔模。BOSS,RIB,PIN 及侧墙详见注释增加拔模角。其它未指示位置,保 证最薄肉厚不小于0.6mm情况下,增加单边落差在 0.15~0.20 MM内的拔模角
单向公差处还请开模前务必指出 2D drawing and tolerance requirement 5.请提供产品变型量要求 Deformation Requirement?
5
产品肉厚示意图 (Thickness Analysis)
A
B
产品图标A&B两区域肉厚仅0.6mm,区域较大 成型后外观会有冷料痕,汤流痕&凸起的风险,会影响成型的良率
分类 Item
主肉厚 main
产品重量 weight
颜色 Color
肉厚 Thickness
0.70mm
62.9g
肉厚 Thickness
模具设计DFM模板.

Customer comment. (please give your approval and comments)
OK or NG
Remark
Approval by:
Date
cavity side core side
170m m
进浇口建议 Gate Advice(方案一)
冷流道,两点潜水入胶
冷流道,潜水入胶。优点:不需热流道板。缺点:流道长,注塑压力大。
THANK YOU!
22
Mould No.
Customer Name
Customer mould No.
FS0000E UKAG
请客人提供
Part No. Screen Side Frame
Cavities Material
1+1
PC/ABS BAYER T65XF
Size for 1 part 182.7X126.9X3 5
结构分析 Structure analysis
Customer comment. (please give your approval and comments)
OK or NG
Remark
Approval by:
Date
C
C
Structure Quantity
Slide
1
Lifter
0
Collapasible core
Engraving ( Others )
Customer comment. (please give your approval and comments)
OK or NG
Remark
Approval by:
Date
【精选】DFM报告模板-经典
Plastic Material/塑料材料
-
Shrinkage/缩水率
-
General Thickness/产品平均厚度 -
Surface Texture-Biblioteka 模具零件表面要求-
Others/其它特殊要求
-
Mold Info/模具信息
Type of Moldbase -
Slider/滑块
-
Lifter/斜顶
-
Cavities/模穴数
-
Automotive
Consumer/IT
Telco
Medical
Mould Layout
Pls confirm/请确认: YES ___ NO___
Automotive
Consumer/IT
Telco
Medical
使用UG萃取线来定义分模线 显示主分模线, 显示所有窗口分模线 显示滑块和斜顶的分模线 指出需要改变分模线走向的插破角
请确认: YES ___ NO___
Automotive
Consumer/IT
Telco
Medical
Geometry issue2/其它技术问题点
Uniform wall thickness 缩水 融接线 薄胶 薄铁 Part sticking Cooling Flashing potential Core out requirements Poke yoke for buttons 1st and 2nd shot gating (2K Mold) 2shot wash-off issues 2shot shut off areas Shut off angles Product holding areas
《DFM报告模板》课件

DFM报告模板课件旨在介绍DFM的核心概念、应用、优势、实现方法、未来 趋势等,以帮助大家全面了解制造过程设计。
简介
DFM(Design for Manufacturing)是指在产品设计阶段注重制造过程的考虑,以提高产品质量、降低制 造成本和缩短开发周期。
DFM的核心概念
DFM方法在企业中的 实施
通过团队协作和资源分配,将 DFM方法在企业中落地实施。
DFM技术的未来趋势
1
未来应用场景
2
DFM技术将应用于更多领域,如智能制造
和物联网。
3
发展前景
DFM技术在未来将持续发展,并与其他相 关技术相结合。
未来发展规划
通过研究和创新,不断提升DFM技术的效 能和可靠性。
结论
DFM技术的价值
DFM技术能够提高产品质量、降低成本和缩短开发周期,具有重要的商业价值。
DFM技术的应用前景
DFM技术在不断发展,将在更多行业得到广泛应用。
DFM技术的未来发展方向
DFM技术将继续推动制造行业的创新和发展。
参考文献
相关论文和材料
参考最新的研究论文、行业报告和技术文档。
相关书籍和网站
PC B设计
DFM技术在PCB设计中的应用, 如布线规则和特殊工艺要求。
电路板制造
DFM技术在电路板制造中的应 用,如焊接工艺和组装流程。
DFM技术的优势
1 提高设计质量
通过在设计阶段解决制造问题,提高产品的 质量和可靠性。
2 确保产品性能稳定性
通过优化制造过程,确保产品在不同条件下 的性能稳定。
设计时统计(DfM)
在设计阶段考虑制造过程,fM)
模具设计dfm报告模板
Automotive
Consumer/IT
Telco
Medical
Material for Main Parts of Tool/模具主要零件材料
Automotive
Consumer/IT
Telco
Medical
Geometry issue1/其它技术问题点
Uniform wall thickness 缩水 融接线 薄胶 薄铁 Part sticking Cooling Flashing potential Core out requirements Poke yoke for buttons 1st and 2nd shot gating (2K Mold) 2shot wash-off issues 2shot shut off areas Shut off angles Product holding areas
Consumer/IT
Telco
Medical
Draft Angle/拔模角
Pls confirm/请确认: YES ___ NO___ 提供产品的前后侧拔模检查显示图,建议未建拔模面 的拔模角。
Automotive
Consumer/IT
Telco
Medical
Thickness/厚度分析
Pls confirm/请确认: YES ___ NO___
Part Numer/产品编号
-
Recycle symbol/循环利用标志 -
Date Code/日期码
开模DFM报告模板

浇注系统设计
设计合理的浇注系统,确 保塑料能够均匀填充模具 型腔,减少成型缺陷。
模具材料
材料选择
根据模具使用要求和加工工艺,选择合适的模具材料, 如钢材、铝合金等。
材料质量
确保模具材料质量可靠,符合相关标准和客户要求。
材料热处理
根据需要,对模具材料进行热处理以提高其机械性能 和耐磨性。
模具寿命
耐磨性
下一步行动计划
总结:根据DFM报告的分析结果,提 出下一步的行动计划或建议。
根据报告中的结论和建议,制定具体 的下一步行动计划,包括但不限于模 具设计优化、制造工艺改进、产品结 构调整等方面的具体措施和时间安排。
THANKS FOR WATCHING
感谢您的观看
生产能力评估
产能规划
根据产品需求预测,合理规划生产能力,确 保按时交付产品。
设备能力
评估现有生产设备的加工能力和精度是否满 足产品制造要求。
生产布局
优化生产布局,提高生产线效率和物料流转 效率。
04
成本估算
材料成本
材料成本
根据产品需求,计算所需原材料的数 量和单价,得出材料成本。
材料利用率
考虑到材料利用率,实际消耗的材料 量可能与理论计算有所不同,需要在 实际生产中进行调整。
提高模具型腔表面的耐磨 性,以延长模具使用寿命。
冷却系统
设计合理的冷却系统,降 低模具温度,减少热疲劳 和热裂纹的产生。
维护与保养
定期对模具进行维护和保 养,及时修复损坏部位, 延长其使用寿命。
03
制造可行性
材料可行性
材料选择
评估现有材料是否满足产品性能要求,如强度、 耐热性、耐腐蚀性等。
材料采购
DFM报告模板

简要介绍产品的相关背景信息,如: 产品的类型、用途、市场需求等,以 及进行DFM分析的必要性。
报告范围
分析对象
01
明确本次DFM分析的具体对象,例如:某一具体产品或产品的
某一部分。
分析内容
02
概述本次DFM分析的主要内容和关注点,如:设计合理性、材
料选择、生产工艺等。
分析方法
03
简要介绍进行DFM分析所采用的方法和工具,如:DFM软件、
提高测试覆盖率
增加测试用例数量和覆盖范围,确保产品质量。
05
CATALOGUE
DFM实施计划
实施目标和计划
01
确定DFM实施的主要目标,如提高生产效率、降低成本、优化 产品设计等。
02
制定详细的实施计划,包括时间表、里程碑、关键任务、责任
人等。
确保实施计划与公司的整体战略和业务目标保持一致。
03
专家评审等。
02
CATALOGUE
DFM分析流程
前期准备
明确分析目标
确定DFM分析的具体目标和范围,例如降低成本、提 高生产效率等。
收集资料
收集产品设计图纸、BOM表、工艺文件等相关资料 。
建立团队
组建由设计、工艺、生产、质量等部门人计合理性评估
评估产品设计是否符合制造工艺要求,如结构 合理性、材料选择等。
装配设计优化建议
01
简化装配流程
减少装配工序和装配时间,提高 生产效率。
02
优化装配结构
03
提高装配精度
采用模块化设计,便于装配和维 修。
采用先进的装配技术和设备,提 高装配精度和稳定性。
测试设计优化建议
完善测试方案
DFM报告模板-经典
Customer/客户: Project/项目: Product Name: 产品名称编号: Prepared By/制作: Date/日期: Approved By/审核:
Automotive
Consumer/IT
Telco
Medical
Part &Tool info 产品/ 模具基本信息
1st and 2nd shot gating (2K Mold)
2shot wash-off issues 2shot shut off areas Shut off angles Product holding areas
Automotive
Consumer/IT
Telco
Medical
Eject Pin Layout/顶针及位置
Automotive
Consumer/IT
Telco
Medical
Slider,lifter&出滑块,斜顶的排布,确定其尺寸是 可以在模具设计中实现的;
明确指出产品设计中对滑块,斜顶运动造成障碍的 不良设计,并提出相应的改良建议;
如有必要,定义出公母模中需要设计镶件的区域。
Pls confirm/请确认: YES ___ NO___
Revision info/版本信息
2D Drawing Rev/2D图纸版本 Tool Spec. Rev/模具规格版本 Mold flow analysis Rev/模流分析版本 Part Info/产品信息 Plastic Material/塑料材料 Shrinkage/缩水率 General Thickness/产品平均厚度 Surface Texture 模具零件表面要求 Others/其它特殊要求 Mold Info/模具信息 Type of Moldbase Slider/滑块 -
DFM报告模板
请确认: YES ___ NO___
Automotive
Consumer/IT
Telco
Medical
Engraving Details/刻字要求
Pls confirm/请确认: YES ___ NO___
Request customer to identify engraving locations for,请选择刻字的内容和要求,
DFM REPORT
Customer/客户: Project/项目: Product Name: 产品名称编号: Prepared By/制作: Date/日期: Approved By/审核:
Automotive
Consumer/IT
Telco
Medical
Part &Tool info 产品/ 模具基本信息
Plastic Material/塑料材料
-
Shrinkage/缩水率
-
General Thickness/产品平均厚度 -
Surface Texture
-
模具零件表面要求
-
Others/其它特殊要求来自-Mold Info/模具信息
Type of Moldbase -
Slider/滑块
-
Lifter/斜顶
请确认: YES ___ NO___
Automotive
Consumer/IT
Telco
Medical
Geometry issue2/其它技术问题点
Uniform wall thickness 缩水 融接线 薄胶 薄铁 Part sticking Cooling Flashing potential Core out requirements Poke yoke for buttons 1st and 2nd shot gating (2K Mold) 2shot wash-off issues 2shot shut off areas Shut off angles Product holding areas
模具设计DFM范本
分模面设计
检查分模面的几何形状和位置,以确保模具的开模和脱模顺畅。
零件的强度和刚度
分析产品在制造和使用过程中的受力情况,以确保产品的可靠性和寿命。
零件的装配和拆卸
评估产品装配和拆卸的难易程度,以确保生产效率和产品质量。
产品材料评估
总结词
评估产品材料的可制造性和可靠性。
材料加工性能
评估材料在加工过程中的可加工性和稳定性,如 切割、钻孔、热处理等。
ABCD
材料性能
了解材料的机械性能、热性能、化学性能等,以 确保产品在使用过程中的稳定性和可靠性。
材料成本
比较不同材料的成本,以确保经济效益和产品质 量。
产品精度与配合评估
总结词
评估产品精度和配合要求是否满足设计 要求。
在精密模具设计中应用 DFM范本,确保模具设计 的精度和稳定性。
DFM范本应用案例一
案例概述
针对汽车覆盖件模具设计,应用 DFM范本进行可制造性评估,优化 模具设计方案,提高生产效率和产品 质量。
案例分析
在汽车覆盖件模具设计中,DFM范本 的应用确保了模具设计的合理性和可 行性,避免了生产过程中的问题和成 本浪费。
模具设计DFM范本
• DFM简介 • 模具设计审查 • 产品可制造性评估 • DFM报告与决策 • DFM范本应用与案例分析
01
DFM简介
DFM定义
DFM(Design for Manufacturability)是指面向制造的 设计,旨在提高产品设计的可制造性, 降低生产成本和缩短产品上市时间。
决策审批
将DFM报告提交给相关部门审批,最终决定 是否进行模具制造。
05
DFM范本应用与案例分析
DFM报告模板
Date Code/日期码
-
Product Rev. No./产品版本号 -
Other customer specific details/其它的刻字要求
-
EHS编制
Thanks
Mould Layout Pls confirm/请确认: YES ___ NO___
EHS编制
Part Line/分模线
Pls confirm/请确认: YES ___ NO___ 使用UG萃取线来定义分模线 显示主分模线, 显示所有窗口分模线 显示滑块和斜顶的分模线 指出需要改变分模线走向的插破角
Automotive
Customer/客户: Project/项目: Product Name: 产品名称编号: Prepared By/制作: Date/日期: Approved By/审核:
Consumer/IT
Telco
Medical
Part &Toolision info/版本信息
yes使用ug萃取线来定义分模线显示主分模线显示所有窗口分模线显示滑块和斜顶的分模线指出需要改变分模线走向的插破角automotivemedicaltelcoconsumeritsliderlifterinsert滑块斜顶和镶件在产品上定义出滑块斜顶的排布确定其尺寸是可以在模具设计中实现的
DFM REPORT
2D Drawing Rev/2D图纸版本
-
Tool Spec. Rev/模具规格版本
-
Mold flow analysis Rev/模流分析版本 -
Pls confirm/请确认: YES ___ NO___
Part View/配有外形尺寸的产 品图
Part Info/产品信息
模具dfm报告
模具dfm报告是一种应用于模具设计过程中的重要工具。
DFM(Design for Manufacturability)意为可制造性设计,即在设计阶段考虑产品制造的需求,通过优化设计,减少制造过程中可能出现的问题,提高生产效率和产品质量。
则是在模具设计过程中进行可制造性评估,并给出相应的建议和改进措施的报告。
一、为什么需要?模具在工业生产过程中起到至关重要的作用,它们用于制造各种产品的成型工具。
模具设计的好坏直接影响到产品的质量和效率。
在模具设计过程中,没有充分考虑可制造性,容易导致制造过程中出现问题,如材料浪费、工艺复杂、制造周期长等,影响工业生产效率和成本控制。
而的出现可以帮助设计师提前发现和解决可能存在的问题,有效避免制造过程中的困扰。
二、的内容与方法内容丰富多样,通常包括以下几个方面:1. 材料选择和设计优化建议:报告会根据产品的具体要求和材料特性,提供合理的材料选择和设计优化建议,以确保模具的可制造性和稳定性。
2. 工艺评估和改进:报告会评估模具的制造工艺,分析工艺的合理性和可能存在的风险,提供改进措施,以减少制造过程中的问题,提高生产效率。
3. 结构分析与优化:报告会对模具的结构进行分析和优化,确保模具的强度和稳定性,同时减少材料的使用和制造成本。
4. 附加功能评估:根据产品需求,报告会评估是否需要增加附加功能,如冷却系统、顶针系统等,以提高产品的质量和生产效率。
的编写方法灵活多样,可以根据具体需求采用不同的工具和软件进行评估和报告生成。
常见的方法包括CAD/CAE软件、方案评审会议等。
三、的意义和应用的出现为模具设计过程中的可制造性评估提供了科学的依据和方法。
它可以帮助设计师在设计阶段及时发现和解决可能出现的问题,减少制造过程中的困扰,提高产品质量和生产效率。
的应用范围广泛。
它不仅可以在产品设计阶段进行评估,还可以在模具制造阶段、模具使用和维修阶段进行反馈和改进。
同时,也可以作为企业内部和供应商之间沟通的重要工具,加强各环节的合作和协调。
DFM报告模板
Engraving Details/刻字要求 Pls confirm/请确认: YES ___ NO___
Request customer to identify engraving locations for,请选择刻字的内容和要求,
Part Numer/产品编号
-
Recycle symbol/循环利用标志 -
EHS编制
Material for Main Parts of Tool/模具主要零件材料 给出模具主要零件的材料 型腔材料; 型芯材料; 滑块材料; 斜顶材料; 镶件材料。
EHS编制
Gate/浇口 Pls confirm/请确认: YES ___ NO___ 提供浇口数量和类型,如有必要 ,需配以模流分析的结果说明
yesno使用ug萃取线来定义分模线显示主分模线显示所有窗口分模线显示滑块和斜顶的分模线指出需要改变分模线走向的插破角automotivemedicaltelcoconsumerittheredlineisthemainpartingline
DFM REPORT
Automotive
Customer/客户: Project/项目: Product Name: 产品名称编号: Prepared By/制作: Date/日期: Approved By/审核:
Date Code/日期码
-
Product Rev. No./产品版本号 -
Other customer specific details/其它的刻字要求
-
EH/拔模角 Pls confirm/请确认: YES ___ NO___ 提供产品的前后侧拔模检查显示图,建议 未建拔模面的拔模角。
EHS编制
Thickness/厚度分析 Pls confirm/请确认: YES ___ NO___
DFM报告模板

Part View/配有外形尺寸的产品图
Lifter/斜顶
Cavities/模穴数
-
Automotive
Consumer/IT
Telco
Medical
Mould Layout
Pls confirm/请确认: YES ___ NO___
Automotive
Consumer/IT
Telco
Medical
Pls confirm/请确认: YES ___ NO___
Revision info/版本信息
2D Drawing Rev/2D图纸版本 Tool Spec. Rev/模具规格版本 Mold flow analysis Rev/模流分析版本 Part Info/产品信息 Plastic Material/塑料材料 Shrinkage/缩水率 General Thickness/产品平均厚度 Surface Texture 模具零件表面要求 Others/其它特殊要求 Mold Info/模具信息 Type of Moldbase Slider/滑块 -
Request customer to identify engraving locations for,请选择刻字的内容和要求, Part Numer/产品编号 Recycle symbol/循环利用标志 -
Date Code/日期码
Product Rev. No./产品版本号
-
Other customer specific details/其它的刻字要求 -
Automotive
Consumer/IT
Telco
Medical
Thickness/厚度分析
Pls confirm/请确认: YES ___ NO___
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
五.產品肉厚分析
版次: B
螺絲柱需做偷膠
群電回復:會做偷膠
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第17頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
紋面
進膠方式GateType
暫定細水口表面點進膠
模具結構形式Tool Type 成型機噸位Tonnage of Machine 母模仁鋼材 Cavity Ins.Steel
三板模冷流道 2個行位+11支斜頂
150T NAK80
簡圖背面 Part Image Back:
行位
公模仁鋼材 Core Ins.Steel
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
六.結構問題點1
版次: B
此類散熱窗暫原身留,不做鑲件
此類散熱窗骨位較容易缺膠 群電回復:考慮做鑲件並加強排氣
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第 9頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
機種 Model
160W
簡圖正面 Part Image Front:
品名 Part Name
面殼
穴數 Cav.No.
1*1
塑料材質 Resin Type
PC+ABS
縮水率 Shrinkage
1.005
成品外觀處理 Surface Finish
製表人:劉宏 制表日期: 2012.12.28 第13頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
四.拔模斜度與建議1
版次: B
此幾處斜度不夠3度 請加大以免拖傷
重品質
升效率
降成本
群電回復:骨位面省光,斜度不用加大
此幾處斜度不夠3度 請加大以免拖傷
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
機種 Model
160W
簡圖正面 Part Image Front:
品名 Part Name
底殼
穴數 Cav.No.
1*1
塑料材質 Resin Type
PC+ABS
縮水率 Shrinkage
1.005
成品外觀處理 Surface Finish
製表人:劉宏 制表日期: 2012.12.28 第 4頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
四.拔模斜度與建議
版次: B
此兩面因需出在行位上,斜度需加大以免外觀拖傷
群電回復:此2面為光面,不用加大斜度
重品質 升效率 降成本 與客戶共創前程
面殼分模線(PL)
版次: B 前模
後模
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第 3頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
三.進澆點位置與形狀
暫定產品表面此3點進膠
版次: B
重品質 升效率 降成本 與客戶共創前程
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
一.產品外觀要求
版次: B
此銘牌需預留刻字高度,待定
待客戶指明
做網格
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第11頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
ChangYu Plastics(Dong-Guan) Co., Ltd
五.產品肉厚分析
版次: B
此排散熱孔需做鑲件
左右兩側此類骨位膠位較厚 建議改薄或將底面膠位加厚以免外觀縮水
群電回復:此處不能更改,因表面紋面較粗,縮水不易發現
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第 8頁
製表人:劉宏 制表日期: 2012.12.28 第 5頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
四.拔模斜度與建議
版次: B
此兩方孔左右2側需加出模角
群電回復:此2面為光面, 斜度為單邊0.5度
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第 6頁
NAK80
產品大小(mm) Size of Part 產品重量(g) Part Weight
278*95*34.6 產品單重75g
行位
料頭重量(g) Runner Weight
水口總重30g 以實際重量為准
版次: B
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第 1頁
六.結構問題點1
版次: B
群電回復:OK
此孔左右兩側分模線位置 可參考我司更改後的3D
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第19頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
四.拔模斜度與建議
版次: B
此面出模斜度不夠,需加大以免拖傷
群電回復:此面紋面做細以免拖傷
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第 7頁
昌煜塑膠(東莞)有限公司
與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第14頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
四.拔模斜度與建議2
版次: B
群電回復:此2面需做在行位上,不能變更
此兩面需做前模斜度,現為倒扣,需更正
重品質 升效率 降成本 與客戶共創前程
二.分模線(PL)
版次: B
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第12頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
三.進澆點位置與形狀
版次: B
暫定表面2點進膠
重品質 升效率 降成本 與客戶共創前程
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
一.產品外觀要求
版次: B
待客戶指明
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第 2頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
紋面
進膠方式GateType
暫定表面細水口點進膠
模具結構形式Tool Type 成型機噸位Tonnage of Machine
母模仁鋼材 Cavity Ins.Steel
三板模冷流道 2個行位+4支斜頂
150T
簡圖背面 Part Image Back:Fra bibliotekS136
公模仁鋼材 Core Ins.Steel
製表人:劉宏 制表日期: 2012.12.28 第15頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
四.拔模斜度與建議3
版次: B
綠色骨位處需做出模斜度 群電回復:單邊做0.5度
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第16頁
五.產品肉厚分析
版次: B
此幾條骨位厚度為1.6mm 產品後模膠位處會有縮水印
螺絲柱底部膠位面(後模)會有縮水
群電回復:縮水在背面可接受
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第18頁
昌煜塑膠(東莞)有限公司
ChangYu Plastics(Dong-Guan) Co., Ltd
NAK80
產品大小(mm) Size of Part 產品重量(g) Part Weight
料頭重量(g) Runner Weight
278*91.4*23.5 產品單重58g
水口總重25g 以實際重量為准
行位
版次: B 行位
重品質 升效率 降成本 與客戶共創前程
製表人:劉宏 制表日期: 2012.12.28 第10頁