常用钢材焊材选用表
焊材选用对照表
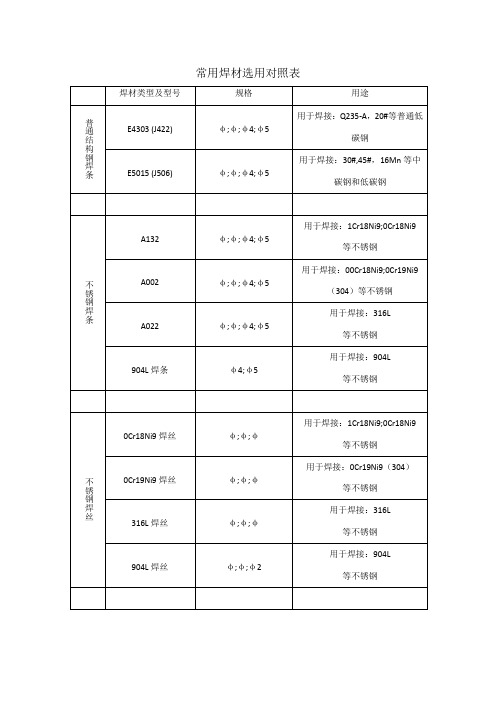
A002
φ;φ;φ4;φ5
用于焊接:00Cr18Ni9;0Cr19Ni9
(304)等不锈钢
A022
φ;φ;φ4;φ5
用于焊接:316L
等不锈钢
904L焊条
φ4;φ5
用于焊接:904L
等不锈钢不锈ຫໍສະໝຸດ 焊丝0Cr18Ni9焊丝φ;φ;φ
用于焊接:1Cr18Ni9;0Cr18Ni9
等不锈钢
0Cr19Ni9焊丝
常用焊材选用对照表
焊材类型及型号
规格
用途
普通结构钢焊条
E4303 (J422)
φ;φ;φ4;φ5
用于焊接:Q235-A,20#等普通低碳钢
E5015 (J506)
φ;φ;φ4;φ5
用于焊接:30#,45#,16Mn等中碳钢和低碳钢
不锈钢焊条
A132
φ;φ;φ4;φ5
用于焊接:1Cr18Ni9;0Cr18Ni9
φ;φ4;
球墨铸铁焊补
拟制: 审核: 批准:
技术处
2008-3-20
φ;φ;φ
用于焊接:0Cr19Ni9(304)
等不锈钢
316L焊丝
φ;φ;φ
用于焊接:316L
等不锈钢
904L焊丝
φ;φ;φ2
用于焊接:904L
等不锈钢
CO2焊丝
H08Mn2SiA焊丝
(ER50-6)
φ;φ;φ
用于焊接:Q235-A,20#;16Mn等普通低碳钢和低合金钢
308L药芯焊丝
φ;φ
用于焊接:00Cr18Ni9;0Cr19Ni9
(304)等不锈钢
316L药芯焊丝
φ;φ
用于焊接:316L
焊材选择表
对于常规不锈钢与碳钢的焊接,如1Cr18Ni9Ti和#20钢焊接,其焊接材料应使用新版焊接工艺评定第51号选用的H0Cr25Ni13焊丝,如焊接方法和壁厚不能覆盖现场施焊部件,则参照焊接技术规程及异种钢焊接规程,焊条选用
A307或ENiCrFe-1,2,焊丝选用ERNiCr3。
杜绝使用不锈钢同种钢焊材焊接异种钢焊口,各个现场接到通知后,展开自查,如有以上情况及时进行整改,
并将整改结果上报工程管理处。
为避免火电机组试运及商业运行的安全风险,对不锈钢与碳钢异种钢焊接做如下规定,要求各现场遵
对于常规不锈钢与碳钢的焊接,如1Cr18Ni9Ti和#20钢焊接,其焊接材料应使用新版焊接工艺评定第51号选用的H0Cr25Ni13焊丝,如焊接方法和壁厚不能覆盖现场施焊部件,则参照焊接技术规程及异种钢焊接规程,焊条选用
A307或ENiCrFe-1,2,焊丝选用ERNiCr3。
杜绝使用不锈钢同种钢焊材焊接异种钢焊口,各个现场接到通知后,展开自查,如有以上情况及时进行整改,
并将整改结果上报工程管理处。
焊接工艺评定第51号选用异种钢焊接规程,焊条选用有以上情况及时进行整改,
现场遵照执行。
焊接工艺评定第51号选用异种钢焊接规程,焊条选用有以上情况及时进行整改,。
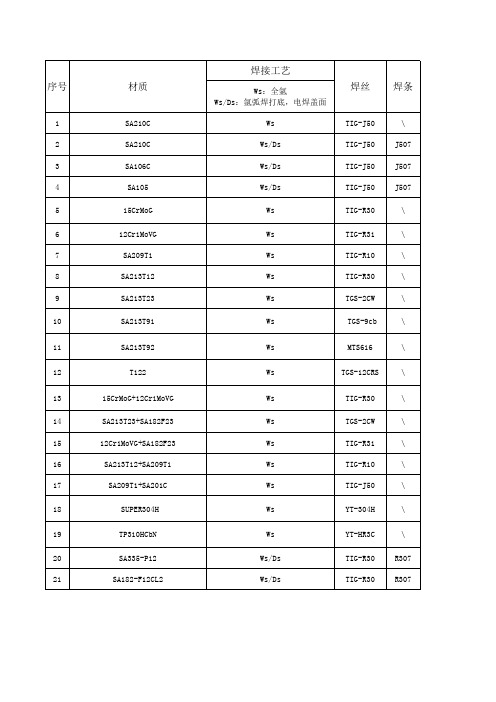
各种常见钢材的焊接焊条及焊接工艺选用一览表

焊接工艺及焊接材料
序号
材质
工艺方 法
焊丝
1
1Cr18Ni9Ti
2
0Cr19Ni9
H1Cr19Ni9Ti 、 H0Cr18Ni9Ti H1Cr19Ni9 、 H0Cr20Ni10
3
0Cr18Ni11Nb
4
0Cr18Ni11Ti
5
0Cr23Ni13
6
1Cr20Ni14Si2
H0Cr25Ni13
R307 J507 R317 R307 J507
A302、A307
A302、A307
A302、A307
A302、A307
A302、A307
A302、A307
A132、A137 A132、A137 A132、A137 A132、A137 A132、A137 A132 A132 ENiCrFe-2 A132 ENiCrFe-2 E9015-B9 A302 A302
12Cr1MoV+1Cr18Ni9Ti 23
#20+316
#20+316L
#20+1Cr18Ni9Ti
316+1Cr18Ni9Ti
24 316L+316L
1Cr18Ni9Ti+1Cr18Ni9Ti
1Cr18Ni9Ti+1Cr18Ni9Ti 25
316L+1Cr18Ni9Ti 26 TP316+316ss 27 316SS+1Cr18Ni9Ti 28 T91+TP316 29 TP316+TP316 30 T91+1Cr18Ni9Ti 31 T91+T91 32 TP316+A216Grade WCB 33 TP316+A105
常用钢材焊材选用表
E316-16
、
E316-15
A202
A207
H0Cr19Ni12
Mo2
HJ260
H0Cr19Ni12
Mo2
Ar
?
150℃1h
250℃1h
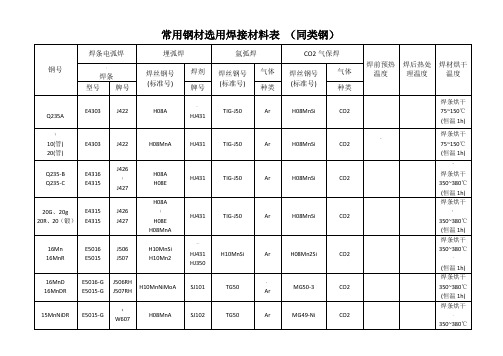
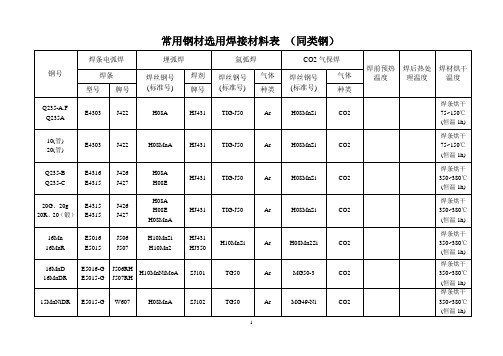
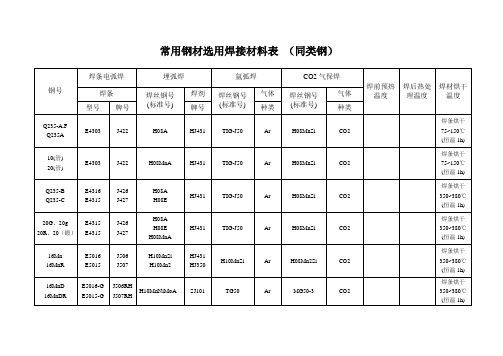
常用钢材选用焊接材料表 (同类钢)
钢号
焊条电弧焊
\
埋弧焊
氩弧焊
CO2气保焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
?
焊剂
Ⅶ
Ⅶ+1
1Cr18Ni9Ti
GB/T3280、GB/T4237、JB4728
0Cr18Ni9Ti
GB/T3280、GBT4237、GB13296、GB/T14976、JB4728
0Cr18Ni10TI
GB/T3280、GBT4237、GB13296、GB/T14976、JB4728
00Cr19Ni10
Ⅲ+Ⅳ
E5003
J502
150-250℃
'
650-700℃
J502
150℃1h
E5015
J507
J507
380℃1-2h
强度型低合金钢与耐热型低合金钢焊接
Ⅱ+Ⅴ
E5015
J507
\
200-300℃
760℃±10℃
J507
380℃1-2h
E5515-G
-
J557
200-300℃
760℃±10℃
J557
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
$
(标准号)
焊剂
常用钢材焊材选用表

E308-15
A102
A107
H0Cr21Ni10
HJ260
H0Cr21Ni10
Ar
A102,A107 150℃1h 250r1h
0Cr18Ni10Ti
1Cr18Ni9Ti
E437-16
E437-15
A132
A137
H0Cr21Ni10T i
HJ260
H0Cr21Ni10T i
Ar
A132,A137 150r1h 250r1h
HJ350
强度型低合金 钢与耐热型低 合金钢焊接
U+W
E5003
J502
150-250℃
650-700℃
J502 150℃1h
E5015
J507
150-250℃
650-700℃
J507 380℃1-2H
田+ W
E5003
J502
150-250℃
650-700℃
J502 150℃1h
E5015
J507
n+(田-1)
n+(田-2)
E5015
J507
H08MnA
H10Mn2
HJ431
H10MnSi
Ar
J507
380℃恒温1-2h
HJ350
可编辑
("+2)+(田+1)
("+2)+(田+2)
E5015
J507
H10Mn2
H10MnSi
HJ431
J507、J557380℃恒温1-2h
E5515-G
J557
H00Cr21Ni10
焊条焊丝选用表
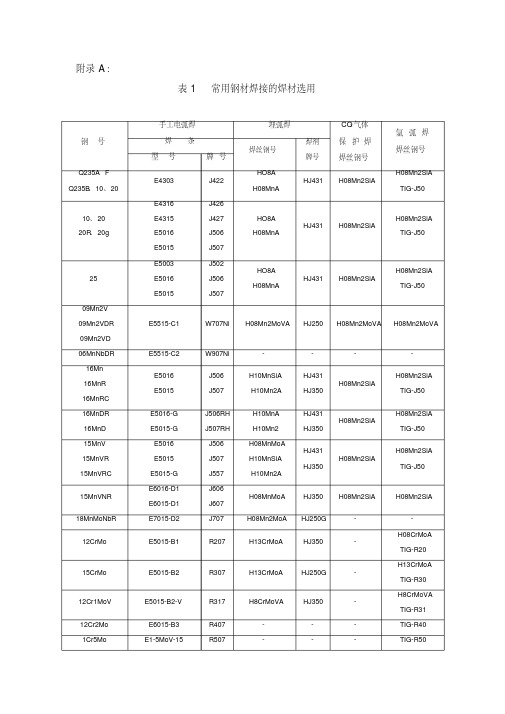
附录A:表1 常用钢材焊接的焊材选用钢号手工电弧焊埋弧焊CO2气体保护焊焊丝钢号氩弧焊焊丝钢号焊条焊丝钢号焊剂牌号型号牌号Q235A·FQ235B、10、20 E4303 J422HO8AH08MnAHJ431 H08Mn2SiAH08Mn2SiATIG-J5010、20 20R、20g E4316E4315E5016E5015J426J427J506J507HO8AH08MnAHJ431 H08Mn2SiAH08Mn2SiATIG-J5025 E5003E5016E5015J502J506J507HO8AH08MnAHJ431 H08Mn2SiAH08Mn2SiATIG-J5009Mn2V09Mn2VDR09Mn2VDE5515-C1 W707Ni H08Mn2MoVA HJ250 H08Mn2MoVA H08Mn2MoVA 06MnNbDR E5515-C2 W907Ni - - - - 16Mn16MnR 16MnRC E5016E5015J506J507H10MnSiAH10Mn2AHJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5016MnDR 16MnD E5016-GE5015-GJ506RHJ507RHH10MnAH10Mn2HJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5015MnV 15MnVR 15MnVRCE5016E5015E5015-GJ506J507J557H08MnMoAH10MnSiAH10Mn2AHJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5015MnVNRE6016-D1E6015-D1 J606J607H08MnMoA HJ350 H08Mn2SiA H08Mn2SiA18MnMoNbR E7015-D2 J707 H08Mn2MoA HJ250G - -12CrMo E5015-B1 R207 H13CrMoA HJ350 -H08CrMoATIG-R20 15CrMo E5015-B2 R307 H13CrMoA HJ250G -H13CrMoATIG-R30 12Cr1MoV E5015-B2-V R317 H8CrMoVA HJ350 -H8CrMoVATIG-R31 12Cr2Mo E6015-B3 R407 - - - TIG-R40 1Cr5Mo E1-5MoV-15 R507 - - - TIG-R50钢号保护焊焊丝钢号氩弧焊焊丝钢号焊条焊丝钢号焊剂牌号型号牌号0Cr19Ni9 E0-19-10-16E0-19-10-15E308A102A107 H0Cr20Ni10 HJ260 -H0Cr20Ni10ER3080Cr19Ni9Ti E0-19-10Nb-16E0-19-10Nb-15E347A132A137 H0Cr20Ni10Ti HJ260 -H0Cr20Ni10TiER34700Cr18Ni1000Cr19Ni11E00-19-10-16 A002 H00Cr21Ni10 HJ260 - H00Cr21Ni100Cr17Ni12Mo2 E0-18-12Mo2-16E0-18-12Mo2-15E316A202A207 H00Cr19Ni12Mo2 HJ260 -H0Cr19Ni12Mo2ER3160Cr18Ni12Mo2Ti E00-18-12Mo2-16E0-18-12Mo2Nb-16E316A022A212 H0Cr20Ni14Mo3 HJ260 -H0Cr20Ni14Mo3ER3160Cr19Ni13Mo3 E0-19-13Mo3-16 A242 H0Cr20Ni14Mo3 HJ260 -H0Cr20Ni14Mo3ER3170Cr18Ni12Mo3Ti E00-18-12Mo2-16E0-18-12Mo2Nb-16E317A022A212 H0Cr20Ni14Mo3 HJ260 -H0Cr20Ni14Mo3ER31700Cr17Ni14Mo2E00-18-12Mo2-16E316L A022H00Cr20Ni14Mo3 HJ260 -H00Cr19Ni12Mo2ER316L0Cr13、1Cr132Cr13 E1-13-16E1-13-15G202G207- - - -0Cr17E0-17-16E0-17-15 G306G307- - - -Q235+16Mn E4303 J422HO8AH08MnA HJ431 H08Mn2SiAH08Mn2SiATIG-J5020、20R、20g + 16Mn、16MnR、16MnDR E4316E4315E5016E5015J426J427J506J507HO8AH08MnAHJ431 H08Mn2SiAH08Mn2SiATIG-J5016Mn、16MnR + 18MnMoNbR E5016-GE5015-GJ506RHJ507RHH10MnAH10Mn2HJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5020、20g +12CrMo、15CrMo E5016E5015J506J507H10MnSiAH10Mn2AHJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5020、20g、16Mn、E5015-B1 R207 H13CrMoA HJ350 - H08CrMoA钢号保护焊焊丝钢号氩弧焊焊丝钢号焊条焊丝钢号焊剂牌号型号牌号16MnR +12Cr1MoV TIG-R20 12CrMo、15CrMo +12Cr1MoV、1Cr5Mo E5015-B1 R207 H13CrMoA HJ350 -H08CrMoATIG-R2012Cr1MoV+1Cr5Mo E5015-B2-V R317 H8CrMoVA HJ350 -H8CrMoVATIG-R31 20、20g、16Mn+ 0Cr19Ni9、0Cr19Ni9Ti、00Cr17Ni14Mo2E1-23-13-16E1-23-13 Mo2-16E309A302A312- - -H0Cr25Ni13ER309表2 铝及铝合金焊接焊丝的选用母材牌号焊丝牌号L1 L1L2 SAl-2、L1、L2L3 SAl-2、SA1-3、L2、L3L4 SAl-2、SA1-3、L4L5 SAl-2、SA1-3、L4、L5L6 SAl-2、SA1-3、L5、L6LF2 SAlMg-2、SAlMg-3、SAlMg-5、LF2、LF3LF3 SAlMg-3、SAlMg-5、LF3、LF5LF5 SAlMg-5、LF5、LF6LF6 LF6LF11 SAlMg-5、LF11LF21 SAlMn、SalSi-5、LF21L1~L6 + LF21 SAlMn、SalSi-5、LF21LF2 + LF21 SAlMg-5、LF3LF3 + LF21 SAlMg-5、LF5LF5 + LF21 SAlMg-5、LF6LF6 + LF21 SAlMg-5、LF6L1~L6 + LF2 SAlMg-5、LF3L1~L6 + LF3 SAlMg-5、LF5L1~L6 + LF5 SAlMg-5、LF6L1~L6 + LF6 LF6表3 铜及铜合金焊接的焊材选用序号母材焊丝焊剂类别牌号牌号代号1 紫铜T2 HSCu 201 气剂3012 T3 HSCu201 气剂3013 T4 HSCu201 气剂3014 TU2 HSCu201 气剂3015黄铜H62 HSCuZn-3223 气剂3016 H68 HSCuZn-3 223 气剂3017 HFe59-1-1 HSCuZn-4 224 气剂301。
常用钢材焊材选用表

MG49-Ni
CO2
焊条烘干
350~380℃
(恒温1h)
常用钢材选用焊接材料表(同类钢)
钢号
焊条电弧焊
埋弧焊
氩弧焊
CO2气保焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
种类
12CrMo
E5515-B1
R207
H08CrMoA
(恒温1.5h)
12Cr1MoV
E5515-B2-V
R317
H08CrMoVA
HJ350
ER55B2MnV
Ar
200-300℃
650~700℃
焊条烘干
380~420℃
(恒温1.5h)
1Cr5Mo
E5MoV-15
R507
H0Cr5Mo
Ar
200-300℃
760±10℃
焊条烘干
380~420℃
(恒温1.5h)
A302
H1Cr24Ni13
Ar
E310-16
A402
H1Cr26Ni21
Ar
E310-15
A407
H1Cr26Ni21
Ar
Ⅵ+(Ⅶ-1)
E309-16
A302
H1Cr24Ni13
Ar
150℃
恒温1h
E309-15
A307
250℃
恒温1h
类别
种类
钢号(标准编号)
Ⅰ
碳素钢
Q235-A、Q235-B、Q235-C、Q235-D(GB3274)
常用焊材推荐表
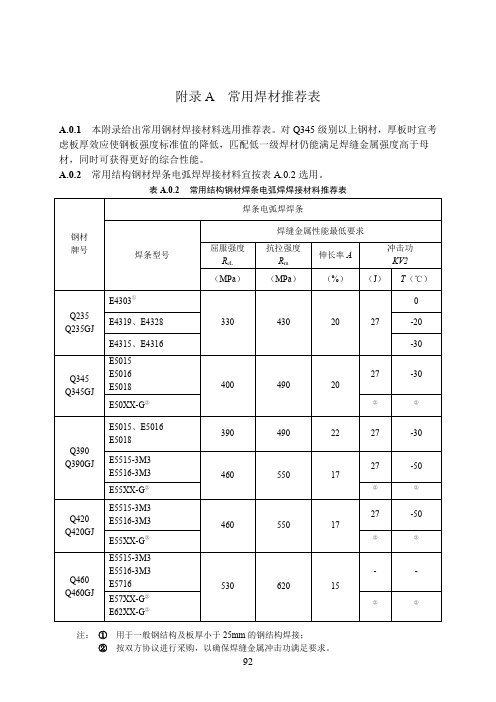
附录A常用焊材推荐表A.0.1本附录给出常用钢材焊接材料选用推荐表。
对Q345级别以上钢材,厚板时宜考虑板厚效应使钢板强度标准值的降低,匹配低一级焊材仍能满足焊缝金属强度高于母材,同时可获得更好的综合性能。
A.0.2常用结构钢材焊条电弧焊焊接材料宜按表A.0.2选用。
表A.0.2常用结构钢材焊条电弧焊焊接材料推荐表钢材牌号焊条电弧焊焊条焊条型号焊缝金属性能最低要求屈服强度R eL抗拉强度R m伸长率A冲击功KV2(MPa)(MPa)(%)(J)T(℃)Q235 Q235GJ E4303①33043020270 E4319、E4328-20 E4315、E4316-30Q345 Q345GJ E5015E5016E50184004902027-30 E50XX-G②②②Q390 Q390GJ E5015、E5016E50183904902227-30E5515-3M3E5516-3M34605501727-50 E55XX-G②②②Q420 Q420GJ E5515-3M3E5516-3M34605501727-50 E55XX-G②②②Q460 Q460GJ E5515-3M3E5516-3M3E571653062015--E57XX-G②E62XX-G②②②注:①用于一般钢结构及板厚小于25mm的钢结构焊接;②按双方协议进行采购,以确保焊缝金属冲击功满足要求。
A.0.3常用结构钢材实心焊丝C02气体保护焊焊丝宜按表A.0.3选用。
表A.0.3常用结构钢材实心焊丝C02③气体保护焊焊丝的推荐表钢材牌号CO2气体保护焊焊丝焊丝型号焊缝金属性能最低要求屈服强度R eL抗拉强度R m伸长率A冲击功KV2(MPa)(MPa)(%)(J)T(℃)Q235 Q235GJ ER49-1①3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q345 Q345GJ ER49-1①、3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q390 Q390GJ ER49-1①、3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q420 Q420GJ ER55-D2、ER55-D2-Ti4705501727-30 ER55-G②②②Q460 Q460GJ ER55-D2ER55-D2-Ti4705501727-29ER55-G②②②ER62-G②注:①用于一般钢结构及板厚小于25mm的钢结构焊接;②按双方协议进行采购,以确保焊缝金属性能满足设计或母材要求。
钢结构常用钢材焊条焊丝焊剂选用表
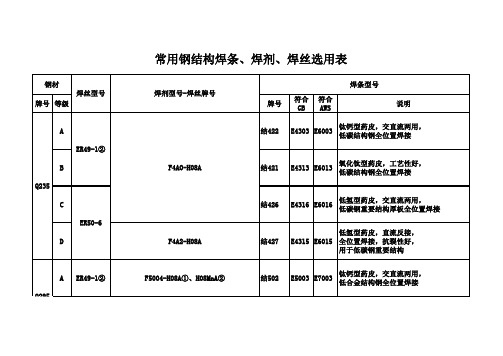
钢材 焊丝型号 牌号 等级 焊剂型号-焊丝牌号 牌号 符合 GB 符合 AWS 焊条型号 说明 钛钙型药皮,交直流两用, 低碳结构钢全位置焊接
A ER49-1② B Q235 C ER50-6 D F4A2-H08A F4AO-H08A
结422
E4303 E6003
结421
结507
E5015 E7015
低氢型药皮,直流反接,抗裂性好, 用于低合金钢重要结构全位置焊接
B
ER50-3
F5014-、F5011-H08MnA②、H10Mn2②
结422Fe E4323 E6023
铁粉钛钙型药皮,交直流两用, 全位置焊接,用于低碳钢较重要的结构
Q345 C ER50-2 D F5034-、F5031-H08MnA②、H10Mn2② F5024-、F5021-H08MnA②、H10Mn2②
铁粉钛钙型药皮,交直流两用, 结426Fe E4328 E6028 药皮中含有30%铁粉,焊接效率高, 用于碳锰钢重要结构 铁粉钛钙型药皮,交直流两用, 结506Fe E5018 E7018 药皮中含有30%铁粉,焊接效率高, 用于低合金结构钢重要结构
E A
F5041-③ F5011-H08MnA①、H10Mn2②、H08MnMoA②
E4313 E6013
氧化钛型药皮,工艺性好, 低碳结构钢全位置焊接
结426
E4316 E6016
低氢型药皮,交直流两用, 低碳钢重要结构厚板全位置焊接
结427
低氢型药皮,直流反接, E4315 E6015 全位置焊接,抗裂性好, 用于低碳钢重要结构 钛钙型药皮,交直流两用, 低合金结构钢全位置焊接
B Q390 C D
常用焊接材料选用表

H08Mn2MoVA
—
碳钢
— —
H10MnSi H10Mn2 HJ401-H08A HJ402-H10Mn2 HJ431 HJ350
H08MnMoA H08Mn2SiA HJ401-H08A HJ431 H08Mn2SiA
—
H08MnMoA H10MnSi H10Mn2 H10MnSi H10Mn2 H08MnMoA H08MnMoA
R307 R307 R317 J507MoW R407 R507 A102 A107 A132 A137 A132 A137 A002
合金钢
15GrMoR 12Gr1MoV 10MoWVNb 12Gr2Mo1 12Gr2Mo 12Gr2Mo1R 1Gr5Mo 0Gr19Ni9 1Cr18Ni9 0Gr18Ni9Ti 1Gr18Ni9Ti 0Gr18Ni11Ti 00Gr18Ni10
电渣焊 型号 HJ401-H08A
焊剂
二氧化碳气 体保护焊丝 牌号 对应牌号示例 HJ431 H08Mn2Si H08Mn2Si
— — — —
— — — —
— — — —
— — —
E5515-C1 E5515-C1 E5515-C2 — E5003 E5016 E5015 E5016-G E5015-G E5003 E5016 E5015 E5515-G E5015 E5515-G E6016-D1
铁素体不 锈钢
焊接材料选用
第 3 页
氩弧焊焊丝钢号
— H08Mn2Si — — —
H10Mn2
—
H08Mn2SiA
—
H08Mn2SiA
焊接材料选用
第 4 页
氩弧焊焊丝钢号 H08Mn2SiA
常用钢材焊材选发用表(钢材焊材对照表)
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
常用钢材焊材选用表
(恒温1h)
10(管)
20(管)
E4303
J422
H08MnA
HJ431
TIG-J50
Ar
H08MnSi
CO2
焊条烘干
75~150℃
(恒温1h)
Q235-B
Q235-C
E4316
E4315
J426
J427
H08A
H08E
HJ431
TIG-J50
Ar
H08MnSi
CO2
焊条烘干
350~380℃
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
珠光体钢与铁素体不锈钢焊接
Ⅳ+(Ⅶ+1)
E309-16
A302
H1Cr24Ni13
Ar
150℃
恒温1h
E310-16
A402
H1Cr26Ni21
Ar
250℃
恒温1h
E310-15
A407
H1Cr26Ni21
Ar
150℃
恒温1h
E309-16
0Cr18Ni9
E308-16
E308-15
A102
A107
H0Cr21Ni10
HJ260
H0Cr21Ni10
Ar
A102.A107
150℃1h
250℃1h
0Cr18Ni10Ti
1Cr18Ni9Ti
E437-16
E437-15
A132
A137
H0Cr21Ni10Ti
HJ260
H0Cr21Ni10Ti
各种常见钢材的焊接焊条及焊接工艺选用一览表

ENiCrFe-2
36
T91+A216Grade WCB
TIG-R40
R407
37
T91+A105
TIG-R40
R407
38
T91+A-182Grade F22
TIG-R40
R407
39
T91+A-182Grade F91
CM9-1G
E9015-B9
40
12Cr1MoV+A216Grade WCB
各种常见钢材的焊接焊条及焊接工艺选用一览表
序号
材质
焊接工艺及焊接材料
焊接检验方法及数量
工艺方法
焊丝
焊条
光谱检验及复查
无损检验
1
1Cr18Ni9Ti
对于管壁厚度≤6mm的管道,采用全氩焊接方法,对于管道壁厚>7mm的管道可以才用氩电联焊的焊接方法;对于采用不锈钢焊条的焊缝可以不进行热处理,其它焊缝根据管道壁厚进行选择是否采用预热、热处理等工艺;
H0Cr25Ni13
A302
镍基182
ENiCrFe-2
31
T91+T91
CM9-1G、TGS-9cb
E9015-B9
32
TP316+A216Grade WCB
H0Cr25Ni13
A302
33
TP316+A105
H0Cr25Ni13
A302
34
TP316+A-182Grade F22
H0Cr25Ni13
A302
35
TP316+A-182Grade F91
A132、A
316L+316L
常用焊接材料选用表

一、一般情况下的焊材选用123注:(1)焊接二、三类容器承压焊缝时,必须选用结427焊条。
(2)对于16MnR、15MnVR钢,在下列情况之一者,必须选用J507焊条:a)产品工作压力:Pg≥16Kg/cm2的容器承压焊缝;b)产品工作温度:T≤-20℃的容器承压焊缝;c)盛装液化石油气等易燃介质容器的承压焊缝;d)筒体板厚δ≥20mm,且整个焊缝厚度全部由手工焊完成的承压焊缝,包括接管外补强圈的外角缝。
(对于板厚δ≥20mm的筒体环缝自动焊手工焊打底焊缝除外);e)焊接操作环境温度低于0℃时,除上述情况外,均可选用J502焊条施焊(包括δ≥20mm的自动焊手工打底焊缝)。
(3)对于16MnR、15MnVR钢的自动焊丝选用如下:4当需要预热焊接时(即16MnR δ>30mm,15MnVR δ>28mm)均需选用高档的焊材。
16MnR应选用H10MnSi;15MnVR 应选用H108MnMoA,否则选用低档焊丝。
(4)18MnMoNbR自动焊时,本选用250焊剂,但鉴于目前国内不生产该种焊剂,故采用250G焊剂代用。
(5)与之相对应的美国牌号为:ASTM A387-72a标准中:A387BASTM A387-74a标准中:A387Gr12(6)与之相对应的美国牌号为:ASTM A387-72a标准中:A387DASTM A387-74a标准中:A387Gr22(7)a) 按化学成分对照,SUS403相当于我国钢号1Cr13;SUS405相当于我国钢号0Cr13,但鉴于我厂订货要求SUS403板含碳量均≤0.08%,故相当于0Cr13。
b) 表中所列的奥302焊条只限于复合板的复层材质为SUS403、SUS405或板厚δ≤6mm的单层钢板焊接时所用。
其它情况下应另行考虑焊材。
5二、复合钢板焊接情况下的焊材选用6三、异种钢板焊接情况下的焊材选用7四、当封头或筒体需要经过正火处理或相当于正火温度下加热(热冲压成型)时,若封头拼板缝或筒体纵缝是用埋弧自动焊接时为保证焊缝强度不低于母材,其自动焊丝不能按表1选取,而应按表4选用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
380C1.5h
低合金钢焊接
I+V
E4315
J427
H08A
H08 MnA
HJ431
H10M nSi
Ar
200~300C
760±10C
J427
380C1.5h
碳素钢与低温型 低合金钢焊接
I+W
E4315
J427
Hale Waihona Puke H08AH08 MnAHJ431
H10M nSi
Ar
J427
380C1.5h
常用钢材选用焊接材料表 (异种钢)
焊条烘干
380~420C
(恒温1.5h)
0Cr18Ni9
E308-16
E308-15
A102
A107
H0Cr21Ni10
HJ260
H0Cr21Ni10
Ar
A102.A107
150C1h
250C1h
0Cr18Ni10Ti
1Cr18Ni9Ti
E437-16
E437-15
A132
A137
H0Cr21Ni10T
焊条烘干
75~150C
(恒温1h)
10(管)
20(管)
E4303
J422
H08 MnA
HJ431
TIG-J50
Ar
H08M nSi
CO2
焊条烘干
75~150C
(恒温1h)
Q235-B
Q235-C
E4316
E4315
J426
J427
H08A
H08E
HJ431
TIG-J50
Ar
H08M nSi
CO2
焊条烘干
常用钢材选用焊接材料表 (同类钢)
钢号
焊条电弧焊
埋弧焊
氩弧焊
CO2气保焊
焊前预热
温度
焊后热处
理温度
焊材烘干
温度
焊条
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
种类
Q235-A.F
Q235A
E4303
J422
H08A
HJ431
TIG-J50
Ar
H08M nSi
CO2
E5515-B1
R207
H08CrMoA
HJ350
TIG-R30
Ar
H08CrM nSi
Mo
CO2
150-250C
650~700C
焊条烘干
380~420C
(恒温1.5h)
15CrMo
E5515-B2
R307
H13CrMoA
HJ350
SJ103
ER55-B2
ER55-B2L
Ar
ER55-G
CO2
150-250C
J507
380C1.5h
I+(川+1.)
E4315
J427
H08A
HJ431
H10M nSi
Ar
J427.J507
I+(川+2.)
E5015
J507
H08 MnA
380C1.5h
碳素钢与耐热型
I+IV
E4315
J427
H08A
H08 MnA
HJ431
H10M nSi
Ar
150~250C
650~700C
350~380C
(恒温1h)
20G、20g 20R、20(锻)
E4315
E4315
J426
J427
H08A
H08E
H08 MnA
HJ431
TIG-J50
Ar
H08M nSi
CO2
焊条烘干
350~380C
(恒温1h)
16Mn
16MnR
E5016
E5015
J506
J507
H10M nSi
H10 Mn2
HJ431
HJ260
H0Cr21Ni10T
i
Ar
A132.A137
150C1h
250C1h
0Cr17Ni12Mo
2
E316-16
E316-15
A202
A207
H0Cr19Ni12
Mo2
HJ260
H0Cr19Ni12
Mo2
Ar
A202.A207
150C1h
250C1h
常用钢材选用焊接材料表 (同类钢)
钢号
焊条电弧焊
J507
H10M nSi
强度型低合金
n+(川-1)
E5015
J507
H08 MnA
HJ431
钢号
接头母材类别
号或组别号
焊条电弧焊
埋弧焊
氩弧焊
焊前预热
温度
焊后热处
理温度
焊材烘干温
度
焊条
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
强度型低合金
n+n
E5015
J507
H08 MnA
HJ431
H10M nSi
Ar
J507 J557
380-420C恒 温1-2h
钢的焊接
E5515-G
埋弧焊
氩弧焊
CO2气保焊
焊前预热 温度
焊后热处 理温度
焊材烘干温 度
焊条
焊丝钢号(标准号)
焊剂
焊丝钢号(标准号)
气体
焊丝钢号(标准号)
气体
型号
牌号
牌号
种类
种类
0Cr18Ni12Mo2
E316L-16
E318-16
A022
A212
H00Cr19Ni
12Mo2
HJ260
H00Cr19Ni
12Mo2
Ar
A022.A212
650~700C
焊条烘干
380~420C
(恒温1.5h)
12Cr1MoV
E5515-B2-
V
R317
H08CrMoV A
HJ350
ER55B2 MnV
Ar
200-300C
650~700C
焊条烘干
380~420C
(恒温1.5h)
1Cr5Mo
E5MOV-15
R507
H0Cr5Mo
Ar
200-300C
760±10C
150C1h
常用钢材选用焊接材料表 (异种钢)
钢号
接头母材类
别号或组别
号
焊条电弧焊
埋弧焊
氩弧焊
焊前预热
温度
焊后热处
理温度
焊材烘干温
度
焊条
焊丝钢号
(标准号)
焊剂
焊丝钢号
(标准号)
气体
型号
牌号
牌号
种类
碳素钢之间焊接
I+I
E4303
J422
H08A
HJ431
TIG-J50
Ar
J422.J427
150C1h
HJ350
H10M nSi
Ar
H08M n2Si
CO2
焊条烘干
350~380C
(恒温1h)
16MnD
16MnDR
E5016-G
E5015-G
J506RH
J507RH
H10 MnN iMoA
SJ101
TG50
Ar
MG50-3
CO2
焊条烘干
350~380C
(恒温1h)
15MnN iDR
E5015-G
W607
H08 MnA
SJ102
TG50
Ar
MG49-Ni
CO2
焊条烘干
350~380C
(恒温1h)
常用钢材选用焊接材料表(同类钢)
钢号
焊条电弧焊
埋弧焊
氩弧焊
CO2气保焊
焊前预 热温度
焊后热处 理温度
焊材烘干温 度
焊条
焊丝钢号(标准号)
焊剂
焊丝钢号(标准号)
气体
焊丝钢号(标准号)
气体
型号
牌号
牌号
种类
种类
12CrMo
150C1h
00Cr19Ni10
E308L-16
A002
H00Cr21Ni10
HJ260
H00Cr21Ni10
Ar
A002
150C1h
1Cr13
E410-16
G202
G202
150C1h
1Cr6Si2Mo
E5MoV-15
R507
焊条烘干380~420C(恒温1.5h)
RQTSi505
EZC
Z202
Z202
380C1h
E4315
J427
碳素钢与强度型 低合金钢焊接
I+(n-1)
E4303
J422
H08A
H08 MnA
HJ431
H10M nSi
Ar
J422.J427
150C1h
380C1h
E4315
J427
I+(n+2)
E4315
J427
H08 MnA
HJ431
H10M nSi
Ar
J427.J507
E5016