CA6140车床拨叉831008加工设计说明书
CA6140车床拨叉 831008铣Φ32外圆上端面
夹具课程设计说明书题目:CA6140车床拨叉 831008 铣Φ32外圆上端面姓名:学号:专业班级:指导老师:年月日目录序言 (1)摘要 (2)一. 零件分析 (3)1.1 零件作用1.2零件的工艺分析二、确定生产类型 (4)三、夹具设计 (4)3.1 问题的提出3.2 夹具设计3.3 切削力及夹紧力计算3.4 定位误差分析3.5 定向键与对刀装置设计3.6 具设计及操作简要说明总结 (11)致谢 (11)参考文献 (13)序言机械制造业是制造具有一定形状位臵和尺寸的零件和产品,并把它们装备成机械装备的行业。
机械制造业的产品既可以直接供人们使用,也可以为其它行业的生产提供装备,社会上有着各种各样的机械或机械制造业的产品。
我们的生活离不开制造业,因此制造业是国民经济发展的重要行业,是一个国家或地区发展的重要基础及有力支柱。
从某中意义上讲,机械制造水平的高低是衡量一个国家国民经济综合实力和科学技术水平的重要指标。
拨叉831008的加工工艺规程及其铣端面的夹具设计是在学完了机械制图、机械制造技术基础、机械设计、机械工程材料等进行课程设计之后的下一个教学环节。
正确地解决一个零件在加工中的定位,夹紧以及工艺路线安排,工艺尺寸确定等问题,并设计出专用夹具,保证零件的加工质量。
本次设计也要培养自己的自学与创新能力。
因此本次设计综合性和实践性强、涉及知识面广。
所以在设计中既要注意基本概念、基本理论,又要注意生产实践的需要,只有将各种理论与生产实践相结合,才能很好的完成本次设计。
本次设计水平有限,其中难免有缺点错误,敬请老师们批评指正。
摘要本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。
拨叉831008加工工艺规程及其铣面的夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。
在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。
ca6140拨叉课程设计831008
ca6140拨叉课程设计831008一、课程目标知识目标:1. 学生能够理解并掌握CA6140拨叉的构造原理,了解其功能与作用。
2. 学生能够掌握拨叉的相关工艺参数,并了解其在机械加工中的应用。
3. 学生能够了解CA6140拨叉的制作材料及性能,并掌握其选用原则。
技能目标:1. 学生能够运用所学的知识,正确操作CA6140车床拨叉,进行实际加工。
2. 学生能够根据加工要求,合理选择和调整拨叉的工艺参数,提高加工效率。
3. 学生能够分析和解决拨叉加工过程中出现的问题,具备一定的故障排除能力。
情感态度价值观目标:1. 学生通过学习CA6140拨叉的相关知识,培养对机械加工的兴趣,激发学习热情。
2. 学生在团队协作中,培养沟通、交流和合作的能力,增强集体荣誉感。
3. 学生能够认识到机械加工在生产中的重要性,树立正确的劳动观念,提高职业素养。
课程性质:本课程为专业课,以实践操作为主,理论教学为辅。
学生特点:八年级学生已具备一定的机械基础知识,动手能力较强,对新鲜事物充满好奇心。
教学要求:教师需结合学生特点,采用启发式、讨论式和案例式教学方法,注重培养学生的实际操作能力和问题解决能力。
在教学过程中,关注学生的情感态度变化,引导他们形成正确的价值观。
通过分解课程目标,为后续教学设计和评估提供明确的方向。
二、教学内容1. 拨叉的基本概念与构造原理- 了解拨叉的定义、分类及用途- 掌握CA6140拨叉的结构组成及其工作原理2. 拨叉的制作材料及性能- 学习拨叉常用材料的种类及性能特点- 掌握拨叉材料的选用原则3. 拨叉的加工工艺与参数- 学习拨叉加工的基本工艺流程- 掌握拨叉加工过程中的关键工艺参数及其调整方法4. CA6140车床拨叉的操作与应用- 学习CA6140车床拨叉的操作方法- 掌握拨叉在实际加工中的应用技巧5. 拨叉加工中的问题分析与解决- 分析拨叉加工过程中常见问题及原因- 学习解决拨叉加工问题的方法和技巧教学大纲安排:第一课时:拨叉的基本概念与构造原理第二课时:拨叉的制作材料及性能第三课时:拨叉的加工工艺与参数第四课时:CA6140车床拨叉的操作与应用第五课时:拨叉加工中的问题分析与解决教学内容与教材关联性:本教学内容与教材中关于车床拨叉的相关章节紧密相关,涵盖拨叉的基本概念、制作材料、加工工艺、操作应用等方面,确保了内容的科学性和系统性。
CA6140车床拨叉831007课程设计说明书

攀枝花学院学生课程设计题目:机械加工工艺及夹具设计学生姓名:马顺福学号:201310601089所在院(系):________ 机械工程学院_____________ 专业:机械设计制造及其自动化班级:2013级先进制造班 ____________ 指导教师:杨光春职称: 教授2016年12月10日攀枝花学院教务处制攀枝花学院本科学生课程设计任务书题目拨叉加工工艺及夹具设讣课程设计(论文)指导教师成绩评定表在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。
在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。
关键词工序,工艺,工步,加工余量,定位方案,夹紧力ABSTRACTEnable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc・ and call it the craft course・ In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cut ter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally.Keywords: The process, worker one, worker^ s step , the surplus of processing, orient the scheme , clamp strength设计零件原图|丄|0侶卜|cuA乡a5b iCCA614O±材1: 1三定:?71Q5>1UU/弐^HT2(DS与冬矛农立犬三:飞4妖» ®I eiD.iaie(图1为CA6140车床拨叉831007的CAD图)图2(图2为CA6140车床拨叉831007的proe图)目录1、序言 (4)2、设计具体内容 (4)2.1、零件的作用 (4)2. 2、零件的工艺性分析 (4)2.3、工艺规程设计 (5)2.3、1、确定毛坯的制造形式 (5)2.3.2、基面的选择 (5)2. 3.3、制定工艺路线 (5)2. 3.4、选择加工设备和工艺设备 (7)2.4、机械加工余量、工序尺寸及毛坯尺寸的确定 (7)2、5、确定切削用量及基本工时83、夹具设计 (13)3.1、零设计任务 (13)3.2、确定毛坯的制造形式 (14)3.3、定位基准选择 (15)3.4、夹紧方案的选择 (15)3.5、定位误差分析 (15)3.6、夹具结构介绍 (15)4、参考文献 (15)1序言机械制造工艺学课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。
ca6140车床拨叉工艺及夹具设计(831008)
ca6140车床拨叉工艺及夹具设计(831008)
CA6140车床拨叉工艺及夹具设计(831008)的详细精确步骤如下:
1. 工艺设计:
a. 确定加工零件的材料和尺寸要求。
b. 分析零件的几何形状和要求,确定加工顺序和工艺路线。
c. 根据零件的要求,选择合适的刀具和加工参数。
d. 设计车床拨叉的形状和尺寸,确保能够稳定夹持工件并
进行加工。
2. 夹具设计:
a. 根据工艺要求和工件的几何形状,确定夹具的类型和结构。
b. 设计夹具的夹持面和定位面,确保工件能够稳定夹持和
定位。
c. 设计夹具的夹持力和夹持方式,确保能够满足加工过程
中的力和振动要求。
d. 设计夹具的固定方式和连接方式,确保夹具能够牢固地
固定在车床上。
3. 制造夹具:
a. 根据夹具设计图纸,选择合适的材料进行制造。
b. 使用机械加工设备,如铣床、钻床等,加工夹具的各个部件。
c. 进行夹具的装配和调试,确保夹具能够正常工作并满足加工要求。
4. 调试和优化:
a. 将夹具安装在CA6140车床上,进行调试和测试。
b. 根据加工结果和实际情况,对夹具进行优化和调整,确保加工质量和效率。
总结:CA6140车床拨叉工艺及夹具设计包括工艺设计、夹具设计、制造夹具以及调试和优化等步骤。
通过精确的设计和制造,能够确保夹具能够稳定夹持工件并满足加工要求。
CA6140车床拨叉(831007型号)零件总毛坯图阶段计算说明书
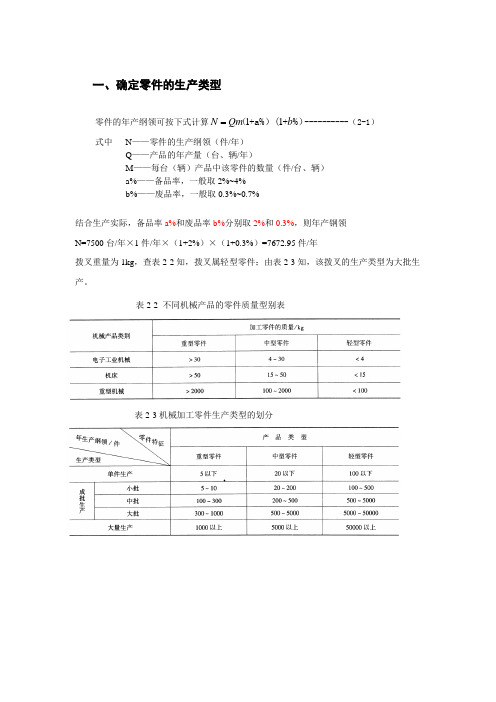
一、确定零件的生产类型零件的年产纲领可按下式计算11N Qm b (+a%)(+%)----------(2-1) 式中 N ——零件的生产纲领(件/年) Q ——产品的年产量(台、辆/年)M ——每台(辆)产品中该零件的数量(件/台、辆) a%——备品率,一般取2%~4% b%——废品率,一般取0.3%~0.7%结合生产实际,备品率a%和废品率b%分别取2%和0.3%,则年产钢领 N=7500台/年×1件/年×(1+2%)×(1+0.3%)=7672.95件/年拨叉重量为1kg ,查表2-2知,拨叉属轻型零件;由表2-3知,该拨叉的生产类型为大批生产。
表2-2不同机械产品的零件质量型别表表2-3机械加工零件生产类型的划分二、确定零件的毛坯尺寸公差和机械加工余量1.按第五章第一节《铸件尺寸公差与机械加工余量(摘自GB/T6414-1999)》确定①求最大轮廓尺寸根据零件图计算轮廓尺寸,长l60mm,宽73mm,高50mm,故最大轮廓尺寸为l60mm。
②选取公差等级CT 由表2-8(1),铸造方法按机器造型、铸件材料按灰铸铁,得公差等级CT范围8~12级,取为10级。
③求铸件尺寸公差根据加工面的基本尺寸和铸件公差等级CT,查表2-8(3),其中公差带相对于基本尺寸按对称分布。
④求机械加工余量等级由表2-8(5),铸造方法按机器造型、铸件材料按灰铸铁,得机械加工余量等级范围E~G级,取为F级。
⑤求RMA(要求的机械加工余量)对所有加工表面取同一个数值,由表2-8(4)查最大轮廓尺寸为160mm、机械加工余量等级为F级,得RMA数值为1.5mm。
⑥求毛坯基本尺寸φ8孔和M8螺纹孔较小,铸成实心;拨插头上表面属单侧加工,应由式R=F+RMA+CT/2=50+1.5+2.8/2=52.9mmφ22孔属内腔加工,应由式R=F-2RMA-CT/2=22-2×1.5-2.4/217.8mm求出。
ca6140车床拔叉831008课程设计
ca6140车床拔叉831008课程设计这是一个关于车床拔叉的加工课程设计。
具体步骤如下:1. 根据课程目标和教材,确定课程设计的范围和内容。
2. 确定所需的工具和材料,包括机械零件、加工设备和刀具。
3. 制定加工计划,包括加工前的准备工作、加工过程和加工后的处理。
4. 设计实验步骤,记录实验数据,并对实验结果进行分析和评估。
5. 根据实验结果,进一步改进加工过程和设计,确保加工出的产品符合要求。
具体实现时,可以采用以下步骤:1. 确定课程目标和内容:- 了解车床拔叉的结构和材料,学习加工拔叉的方法和注意事项。
- 设计实验步骤,包括加工前的准备工作、加工过程和加工后的处理。
- 记录实验数据,并对实验结果进行分析和评估。
2. 准备工具和材料:- 机械零件:拔叉、车床、加工设备和刀具。
- 加工刀具:三刀片、铣刃和钻头等。
3. 制定加工计划:- 根据拔叉的结构和材料,设计并测量其尺寸和表面质量。
- 计算加工所需的时间和成本,并决定采用何种加工方法。
- 根据实验结果,优化加工过程和刀具选择,以确保加工出的产品表面质量符合要求。
4. 进行实验:- 根据加工计划,使用车床拔叉加工刀具,进行实际加工。
- 记录加工过程和数据,如刀路长度、加工时间和表面质量等。
- 对加工结果进行分析和评估,如是否存在刀具磨损、切削力过大等问题。
5. 分析实验结果:- 根据实验数据,分析加工过程中存在的问题,并采取相应的措施解决这些问题。
- 评估加工效率和产品质量,并根据需要进行调整和改进。
6. 总结和改进:- 总结课程设计的经验和教训,进一步优化和改进课程内容和实验过程。
- 为下一门课程设计提供参考和借鉴。
831008拨叉 设计说明书
工序5粗、半精铣Φ50mm孔上端面。
工序6粗、半精铣Φ50mm孔下端面。
工序7钻Φ4mm孔(装配时钻铰锥孔)。
工序8钻Φ5mm孔,攻M6螺纹。
工序9铣47°平面。
工序10铣断。
工序11终检。
③工艺方案的比较与分析
上述两个工艺方案的特点在于:方案一的加工效率比较高,但是同时加工三个孔对设备和夹具的精度要求比较高,并且在把零件铣断后钻侧壁孔会使工件难以固定从而导致夹具的复杂化。方案二的加工效率比方案一低,不符合大批量加工的要求,并且加工Φ50mm孔使用钻床加工的时间比镗床加工的时间长,综合考虑以后,加工工艺路线如下所示:
工序5以Φ20mm孔为精基准,粗、半精镗Φ50mm孔,保证尺寸 mm。选用T612卧式镗床。
工序6以Φ20mm孔为精基准,粗、半精铣Φ50mm孔上端面。选用XA6132万能升降台铣床。
工序7以Φ20mm孔为精基准,铣47°平面。选用XA6132万能升降台铣床。
工序8以Φ20mm孔为精基准,钻Φ4mm孔。选用Z525立式钻床。
②精基准的选择。精基准的选择主要应该考虑基准重合的问题。当设计基准与工序基准不重合时,应该进行尺寸换算。
ቤተ መጻሕፍቲ ባይዱ1.4
由于生产类型为大批量生产,故采用万能机床配以专用工夹具,并尽量使工序集中来提高生产率。除此以外,还应降低生产成本。
①工艺路线方案一:
工序1粗、半精铣Φ20mm孔上端面。
工序2钻、扩、绞、精绞Φ20mm、Φ50mm孔。
= = =0.89
= = =1
故 = =96.6m/min
则 = = =384.4r/min
采用XA6132铣床,根据《切削手册》P111,表3.30,机床说明书,取 =375r/min,故实际切削速度为:
CA6140拨叉说明书

修改后的加工工艺路线见表§3-1。
序号
工序内容
定位基准
简要说明
铸造
时效
涂底漆
10
粗铣φ25H7孔两端面
φ25H7孔端面
先加工基准面
20
精铣φ25H7孔两端面
经上所述,按入体原则确定工序各工步的工序尺寸及公差,精铰φ25(+0.021/0)mm;粗铰φ24.94(+0.052/0)mm;扩孔φ24.8(+0.084/0)mm;钻孔φ23(+0.21/0)mm。
2.工序70(粗铣M22X1.5螺纹孔端面)
查表2.63,得粗加工余量Z为4mm。已知螺纹孔顶面的总余量ZN总为4mm。故精加工余量为0mm。
φ25H7孔端面和φ25H7孔内表面
70
粗铣M22X1.5螺纹孔端面
φ25H7孔左端面、内表面和φ60H12孔内表面
80
粗铣、半精铣槽所在的端面
φ25H7孔端面和φ25H7孔内表面
90
粗铣、半精铣16H11的槽
φ25H7孔端面和φ25H7孔内表面
100
精铣槽所在的端面
φ25H7孔端面和φ25H7孔内表面
精铣φ60H12孔两底面
φ25H7孔端面和φ25H7孔内表面
提高工艺基准精度
160
钻20.5垂直于φ25H7通孔
φ25H7孔端面和φ25H7孔内表面
工序分散,平衡节拍
170
攻M22×1.5螺纹
φ25H7孔端面和φ25H7孔内表面
次要表面在后面加工
CA6140车床拨叉课程设计说明书
题目:“CA6140车床拨叉〞零件的机械加工工艺
与铣槽夹具设计
一、序言................................2
二、设计题目............................2
三、设计内容............................2
四、工艺规程设计........................3
三、工序4——铣通槽
铸造时槽没铸出,得粗铣其槽边双边机加工余量2Z=2.0mm,槽深机加工余量为2.0mm其极限偏差:粗加工为 ,精加工为
粗铣两边工序尺寸为:18-2=16mm;
mm;
粗铣后毛坯最小尺寸为:16+0=16mm;
粗铣槽底工序尺寸为:33mm;
精铣两边工序尺寸为:180,已达到其加工要求:180。
R=F-2RAM-CT/2
〔3〕、确定加工零件通槽前槽的毛坯尺寸:
槽深:R=F-RAM-CT/2
=31-2-5/2
槽宽:R=F+2RAM+CT/2
〔4〕、确定加工零件上端面前的毛坯尺寸:
R=75mm
四、绘制拨叉锻造毛坯简图:
拟定拨叉工艺路线
一、定位基准的选择
定位基准有粗基准和精基准之分,通常先确定精基准,然后确定粗基准。
X51
面铣刀
游标卡尺
内花键孔和左端面
6
钻2×M8通孔并攻丝
Z525、SB408
扩孔钻、铰刀
卡尺、塞规
内花键孔和左端面
7
去毛刺
钳工台
8
中检
卡尺、塞规、百分表等
9
清洗
清洗机
平锉刀
10
终检
CA6140车床拨叉831007说明书
机械制造工艺学课程设计说明书设计题目:CA6140拨叉机械加工工艺规程及夹具设计(831007)设计者:仇恒坦王云楠谭逢津高钦指导教师:何国旗2011年12月26日机械制造工艺学课程设计任务书题目:CA6140拨叉加工工艺规程及夹具设计内容:1、零件图 1张2、毛坯图 1张3、机械加工工艺规程 1张4、夹具结构设计装配图 1张5、夹具结构设计零件图 1张6、课程设计说明书 1份班级:机设093学生:仇恒坦王云楠谭逢津高钦指导教师:何国旗2011年12月19日序言通过工艺及夹具设计,汇总所学专业知识如一体(如《公差于配合》、《机械设计》、《金属切削机床》、《机械制造工艺》等)。
让我们对所学的专业课得以加强和巩固、复习及实用,在理论与实践上有机结合;使我们对各科的作用更加深刻的熟悉与理解,并为以后的实际工作奠定坚实的基础!就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为自己以后生活打下一个良好的基础。
由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。
设计内容:(1)画零件图(2)绘制毛坯图(3)填写机械加工工艺过程综合卡片(4)选择夹具设计方案(5)绘制某一工序夹具草图及零件图(6)编写课程设计说明书原始资料:拨叉零件图831007,生产纲领为100000件/年。
一、分析零件图(一)零件作用拨叉是传动系统中用来拨动滑移齿轮,以实现系统调速、转向的零件。
其小头通过与轴的过盈配合来传递凸轮曲线槽传来的运动;大头的内部突起处与滑移齿轮的凹槽配合。
(二)零件的工艺分析1、零件选用材料为HT200,俗称灰口铸铁。
灰铸铁生产工艺简单,铸造性能优良,但塑性较差,脆性高,不适合磨削。
2、该零件主要加工表面及技术要求分析如下:(1)、零件上端面及孔φ50H13的上下端面与孔φ22H7的垂直度公差等级为9-10级。
表面粗糙度为Ra≤3.2um。
CA6140车床831007拨叉说明书钻攻M8螺纹孔.
常熟理工学院工艺设计课程设计——CA6140车床拨叉831007学院名称:常熟理工学院专业:机械设计制造及其自动化班级:姓名:学号:指导教师姓名:指导教师职称:2012年06月目录一.零件的分析…………………………………………………………………………(一)零件的作用…………………………………………………………………………(二)零件的工艺分析…………………………………………………………………二.工艺规程设计(一)确定毛坯的制造形式……………………………………………………………(二)基面的选择………………………………………………………………………(三)制定工艺路线……………………………………………………………………(四)机械加工余量、工序尺寸及毛坯尺寸的确定………………………………(五)确定切削用量及基本工时设计总结……………………………………………………………………………………参考文献……………………………………………………………………………………一、零件的分析(一)零件的作用题目所给的零件是CA6140车床上的拨叉,他位于车床变速箱内。
主要作用是用于车床的变速起换档作用,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩。
零件上方的Ф40孔与操纵机构相连,二下方的Ф55半孔则是用于与所控制齿轮所在的轴接触。
通过上方的力拨动下方的齿轮变速。
两件零件铸为一体,加工时分开。
(二)零件的工艺分析需要加工的表面:零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是拨叉需要加工的表面以及加工表面之间的位置要求:1.以Ф22mm为中心的加工表面这一组加工表面包括:Ф22mm的孔,上下表面,孔壁上Ф8mm的锥孔,M8的螺纹孔。
2.以Ф55为中心的加工表面这一组加工表面包括: Ф55mm的孔及其上下表面。
3.加工表面之间的位置精度大头半圆孔两端面与小头孔中心线的垂直度误差为0.07mm,小头孔上端面与其中心线的垂直度误差为0.05mm。
CA6140车床拨叉831002说明书一
第一节拨叉的工艺分析及生产类型的确定 (1)1.1 拨叉的用途 (1)1.2 拨叉的技术要求 (1)1.3 审查拨叉的工艺性 (2)1.4 确定拨叉的生产类型 (2)第二节确定毛胚、绘制毛胚简图 (2)2.1 选择毛胚 (2)2.2 确定毛坯尺寸公差和机械加工余量 (2)2.2.1 公差等级 (2)2.2.2 公差带的位置 (2)2.2.3 机械加工余量 (3)2.2.4 铸件分模线形状 (3)2.2.5 零件表面粗糙度 (3)2.3 绘制拨叉铸造毛坯简图 (3)第三节拟定拨叉工艺路线 (4)3.1 定位基准的选择 (4)3.1.1 精基准的选择 (4)3.1.2 粗基准的选择 (4)3.2 各表面加工方案的确定 (4)3.3 加工阶段的划分 (5)3.4 工序的集中与分散 (5)3.5 工序顺序的安排 (5)3.5.1 机械加工工序 (5)3.5.2 辅助工序 (6)3.6 机床设备及工艺装备的选用 (6)3.6.1 机床设备的选用 (6)3.6.2 工艺装备的选用 (6)3.7 确定工艺路线 (6)第四节确定切削用量及时间定额 (6)4.1 确定切削用量 (7)4.1.1 工序十一铣操纵槽上表面 (7)4.1.2 工序九粗镗拨叉脚内表面 (7)4.1.3 工序七粗铣拨叉脚端面 (7)4.2 时间定额的计算 (7)4.2.1 基本时间t m的计算 (7)4.2.2 辅助时间t f的计算 (8)4.2.3 其他时间的计算 (8)4.2.4 单件时间定额t dj的计算 (8)第五节专用机床夹具设计 (8)5.1 确定定位元件 (8)5.2 确定对刀装置 (8)5.3 确定加紧机构 (8)5.4 夹具体简图 (9)参考文献 (10)第一节拨叉的工艺分析及生产类型的确定1.1 拨叉的用途拨叉零件用在变速器的换挡机构中。
拨叉通过叉轴孔φ25mm安装在变速叉轴上,螺栓经拨叉上M22×1.5螺纹孔与变速叉轴连接作轴向固定,拨叉脚则夹在双联变速齿轮的槽中。
CA6140拨叉831002课程设计说明书
序文之杨若古兰创作机械制作工艺学课程设计使我们学完了大学的全部基础课、技术基础课和大部分专业课以后进行的.这是我们在进行结业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的练习,是以,它在我们四年的大先生活中据有次要的地位.就我个人而言,我但愿能通过此次课程设计对本人将来将从事的工作进行一次适应性练习,从中锻炼本人分析成绩、解决成绩的能力,为今后介入故国的“四化”建设打下一个良好的基础.一、零件的分析(一)零件的感化题目所给的零件是CA6140车床的拨叉.它位于车床变速机构中,次要起换档,使主轴回转活动按照工作者的请求工作,获得所需的速度和扭矩的感化.零件上方的φ25孔与把持机构相连,二下方的φ60半孔则是用于与所控制齿轮所在的轴接触.通过上方的力拨动下方的齿轮变速.两件零件铸为一体,加工时分开.(二)零件的工艺分析CA6140车床共有两处加工概况,其间有必定地位请求.分述如下:1. 以φ25mm孔为中间的加工概况这一组加工概况包含:φ25H7mm的孔,和φ42mm的圆柱两端面,其中次要加工概况为φ25H7mm通孔.2. 以φ60mm孔为中间的加工概况这一组加工概况包含:φ60H12的孔,和φ60H12的两个端面.主如果φ60H12的孔.3. 铣16H11的槽这一组加工概况包含:此槽的端面,16H11mm的槽的底面,16H11mm的槽两正面.4. 以M22×1.5螺纹孔为中间的加工概况.这一组加工概况包含:M22×1.5的螺纹孔,长32mm的端面.次要加工概况为M22×1.5螺纹孔.这两组加工概况之间有着必定的地位请求,主如果:(1)φ60孔端面与φ25H7孔垂直度公差为0.1mm..(2)16H11mm的槽与φ25H7的孔垂直度公差为0.08mm.由上面分析可知,加工时应先加工一组概况,再以这组加工后概况为基准加工另外一组.二、工艺规程设计(一)确定毛坯的制作方式零件材料为HT200.考虑零件在机床运转过程中所受冲击不大,零件结构又比较简单,故选择铸件毛坯.(二)基面的选择基面选择是工艺规程设计中的次要工作之一.基面选择得准确与合理可以使加工质量得到包管,生产率得以提高.否则,加工工艺过程中回成绩百出,更有甚者,还会形成零件的大批报废,是生产没法正常进行.(1)粗基准的选择.对于零件而言,尽可能选择不加工概况为粗基准.而对有若干个不加工概况的工件,则应以与加工概况请求绝对地位精度较高的不加工概况作粗基准.根据这个基准选择准绳,现拔取φ25021.00 孔的不加工外轮廓概况作为粗基准,利用一组共两块V形块支承这两个φ42作次要定位面,限制5个自在度,再以一个销钉限制最初1个自在度,达到完整定位,然后进行铣削.(2)精基准的选择.次要应当考虑基准重合的成绩.当设计基准与工序基准不重合时,应当进行尺寸换算,这在当前还要专门计算,此处不再反复.(三)拟定工艺路线拟定工艺路线的出发点,该当是使零件的几何外形、尺寸精度及地位精度等技术请求能得到合理的包管,在生产纲领已确定的情况下,可以考虑采取全能性机床配以公用夹具,并尽量使工序集中来提高生产率.除此以外,还该当考虑经济后果,以便使生产成本尽量降低.1. 工艺路线方案一工序一粗、钻、扩、铰、精铰φ25、φ60孔工序二粗、精铣φ60、φ25孔下端面.工序三粗、精铣φ25孔上端面工序四粗、精铣φ60孔上端面工序五切断.工序六铣螺纹孔端面.工序七钻φ22孔(拆卸时钻铰锥孔).工序八攻M22×螺纹.工序九粗铣半精铣精铣槽所在的端面工序十粗铣半精铣精铣16H11的槽.工序十一检查.上面的工序加工不太合理,因为由经验告诉我们大多数都应当先铣平面再加工孔,那样会更能容易满足零件的加工请求,效力不高,但同时钻两个孔,对设备有必定请求.且看另一个方案.2. 工艺路线方案二工序一粗、精铣φ25孔上端面.工序二粗、精铣φ25孔下端面.工序三钻、扩、铰、精铰φ25孔.工序四钻、扩、铰、精铰φ60孔.工序五粗、精铣φ60孔上端面工序六粗、精铣φ60孔下端面.工序七切断.工序八铣螺纹孔端面.工序九钻φ22孔(拆卸时钻铰锥孔).工序十攻M22×螺纹.工序十一粗铣半精铣精铣槽所在的端面工序十二粗、半精铣精铣16H11的槽.工序十三检查.上面工序可以适合大多数生产,但是在全部工序两头的工序七把两件铣断,对当前的各工序的加工定位夹紧不方便,从而导致效力较低.再看另一方案.3. 工艺路线方案三工序一粗、精铣φ25孔上端面.工序二粗、精铣φ25孔下端面.工序三钻、扩、铰、精铰φ25孔.工序四钻、扩、铰、精铰φ60孔.工序五粗、精铣φ60孔上端面工序六粗、精铣φ60孔下端面.工序七铣螺纹孔端面.工序八钻φ22孔(拆卸时钻铰锥孔).工序九攻M22×螺纹.工序十粗铣半精铣精铣槽所在的端面.工序十一粗、半精铣精铣16H11的槽.工序十二切断.工序十三检查.此方案仍有先钻孔再铣平面的缺乏,所以这个方案仍不是最好的工艺路线综合考虑以上各方案的各缺乏身分,得到以下我的工艺路线.4. 工艺路线方案四工序一以φ42外圆为粗基准,粗铣φ25孔下端面.工序二精铣φ25孔上下端面.工序三以φ25孔上端面为精基准,钻、扩、铰、精铰φ25孔,孔的精度达到IT7.工序四以φ25孔为精基准,粗铣φ60孔上下端面.工序五以φ25孔为精基准,精铣φ60孔上下端面,包管端面绝对孔的垂直度误差不超出0.1.工序六以φ25孔为精基准,钻、镗、铰φ60孔,包管空的精度达到IT8.工序七以φ25孔为精基准,铣螺纹孔端面.工序八以φ25孔为精基准,钻φ20孔(拆卸时钻铰锥孔).工序九以φ25孔为精基准,钻一个φ20孔,攻M22×螺纹.工序十以φ25孔为精基准,铣槽端面.工序十一以φ25孔为精基准,铣16H11的槽包管槽的正面绝对孔的垂直度误差是0.08.工序十二两件铣断工序十三检查.虽然工序仍然是十三步,但是效力大大提高了.工序一和工序二比起工艺路线方案二快了一倍(实际铣削只要两次,而且刀具不必调整).多次加工φ60、φ25孔是精度请求所致.以上工艺过程详见图3.(四)机械加工余量、工序尺寸及毛皮尺寸的确定”CA6140车床拨叉”;零件材料为HT200,硬度190~210HB,毛坯分量1.45kg,生产类型为中批量,锻造毛坯.据以上原始材料及加工路线,分别确定各家工概况的机械加工余量、工序尺寸及毛坯尺寸如下:1.外圆概况(φ42)考虑其零件外圆概况为非加工概况,所以外圆概况为锻造毛坯,没有粗糙度请求,是以直接锻造而成.2. 外圆概况沿轴线方向长度方向的加工余量及公差(φ25,φ60端面).查《机械制作工艺设计简明手册》(以下称《工艺手册》)表3.1~26,取φ25,φ60端面长度余量均为2.5(均为双边加工)铣削加工余量为:粗铣 2mm3. 内孔(φ60已铸成φ50的孔)查《工艺手册》表2.2~2.5,为了节省材料,取φ60孔已铸成孔长度余量为3,即铸成孔半径为50mm.工序尺寸加工余量:钻孔 5mm精铰 0mm同上,零件φ25的孔也已铸出φ15的孔.工序尺寸加工余量:钻孔至φ23 余量为8mm扩孔钻 1.8 mm粗铰孔 0.14 mm精铰孔 0.06 mm4. 槽端面至中间线垂直中间线方向长度加工余量铸出槽端面至中间线47mm的距离,余量为3mm.工序尺寸加工余量:粗铣端面 2.1 mm半精铣 0.7 mm精铣 0.2 mm5. 螺纹孔顶面加工余量铸出螺纹孔顶面至φ25孔轴线且垂直轴线方向40mm的距离,余量为4 mm工序尺寸加工余量:粗铣顶面 3.1 mm半精铣 0.7 mm精铣 0.2 mm6. 其他尺寸直接锻造得到因为本设计规定的零件为中批量生产,应当采取调整加工.是以在计算最大、最小加工余量时应按调整法加工方式予以确认.(五)确立切削用量及基本工时工序一以φ42外圆为粗基准,粗铣φ25孔上下端面.1. 加工条件工件材料:HT200,σb =0.16GPa HB=200~241,锻造.加工请求:粗铣φ25孔上下端面.机床: X53立式铣床.刀具:W18Cr4V硬质合金钢端铣刀,牌号YG6.铣削宽度a e<=60,深度a p<=4,齿数z=10,故据《切削用量简明手册》(后简称《切削手册》)取刀具直径d o=80mm.选择刀具前角γo=0°后角αo=15°,副后角αo’=10°,刀齿斜角λs=-15°,主刃Kr=60°,过渡刃Krε=30°,副刃Kr’=5°过渡刃宽bε=1.5mm.2. 切削用量1)铣削深度因为切削量较小,故可以选择a p=1.3mm,一次走刀即可完成所需长度.2)每齿进给量机床功率为10kw.查《切削手册》f=0.08~0.15mm/z.因为是对称铣,选较小量f=0.15 mm/z.3)查后刀面最大磨损及寿命查《机械切削用量手册》表8,寿命T=180min4)计算切削速度按《2》表14,5)计算基本工时t m=L/ V f=6.99min.工序二精铣φ25孔上下端面.1. 加工条件工件材料:HT200,σb =0.16GPa HB=200~241,锻造.加工请求:精铣φ25上下端面.机床: X6140卧式铣床.刀具:W18Cr4V硬质合金钢端铣刀,牌号YG6.铣削宽度a e<=60,深度a p<=4,齿数z=10,故据《切削用量简明手册》(后简称《切削手册》)取刀具直径d o=80mm.选择刀具前角γo=+5°后角αo=8°,副后角αo’=8°,刀齿斜角λs=-10°,主刃Kr=60°,过渡刃Krε=30°,副刃Kr’=5°过渡刃宽bε=1mm.2. 切削用量1)铣削深度因为切削量较小,故可以选择a p=1.0mm,一次走刀即可完成所需长度.2)每齿进给量机床功率为7.5kw.查《切削手册》表5 f=0.14~0.24mm/z.因为是对称铣,选较小量f=0.14 mm/z.3)查后刀面最大磨损及寿命查《切削手册》表8,寿命T=180min 4)计算切削速度按《切削手册》表14,查得 V f=6.44mm/s,5)计算基本工时t m=L+18⨯2/ V f=(2+18⨯=5.9min.工序三以φ25孔上端面为精基准,钻、扩、铰、精铰φ25孔,孔的精度达到IT7.1. 选择钻床及钻头选择Z5125A钻床,选择高速钢麻花钻钻头,粗钻时d o=23mm,钻头采取双头刃磨法,(1)决定进给量由d o=23mm,查《2》表5按钻头r47~.0=.0f/mm57终极决定选择机床已有的进给量r.048=mmf/(2)耐费用查[2]表9T=4500s=75min(3)切削速度n=50-2000r/min 取n=1000r/min.因为所有工步所用工时很短,所以使得切削用量分歧,以减少辅助时间.扩铰和精铰的切削用量如下:扩钻:选高速钢扩孔钻min /1000r n =r mm f /8.0~7.0=mm d 8.240=铰孔:选高速钢铰刀min/1000r n =rmm f /6.2~3.1=mm d 94.240=精铰:选高速钢铰刀min/1000r n =rmm f /6.2~3.1=7250H d =工序四 以φ25孔为精基准,钻、粗镗、 精镗φ60孔,包管孔的精度达到IT7.1. 选择钻头选择高速钢麻花钻钻头,粗钻时d o =55mm ,钻头采取双头刃磨法.(1)决定进给量查《2》表5钻头进给量 r mm f/2.1~0.1= 按钻头强度选择r mm f/0.1= 按机床强度选择r mm f /9.0= 终极决定选择Z5163A 机床已有的进给量=8.0f/rmm(2)计算工时选择n=600r/min所以(=12⨯+23t=07/).08.0600minm选择高速钢镗刀,粗镗时d o选择卧式镗床T68,粗镗时v=20-35 m/min,f=0.3-1.0mm/r精镗时 v=15-30 m/min,f=0.15-0.5 mm/r 工序五粗铣半精铣精铣槽16H11的端面1. 选择机床刀具选择立式铣床X53K硬质合金钢Yab端铣刀a=60p2. 切削用量3. 计算工时半精铣工序六精铣槽16H11本道工序精铣槽之前已进行了粗铣和半精铣工步,此工序精铣槽须满足各技术请求包含:槽宽16H11,槽深8H12,槽两正面粗糙度为3.2,槽底面粗糙度为6.3.1.选择机床及刀具机床 x61W型全能铣床刀具错齿三面刃铣刀铣槽d o=16mm查[1]表8国家尺度 GB1118 D=160mm d=40mmL=16mm 齿数z=242.计算切削用量(1)—1和[3]查得走刀量 f=0.67 mm/r(2)铣刀磨钝尺度和耐费用——7查得耐费用为 T=150min(3)切削速度—8 得其中:批改系数0.1 v k(4)确定机床主轴速度由[3] 按机床拔取主轴转速为6.33 r/s所以实际切削速度为3.计算切削工时工序七铣螺纹孔顶面1. 选择机床及刀具机床:X53K立式铣床.刀具:硬质合金钢端铣刀,牌号YG6.2. 切削用量1)铣削深度因为切削量较小,故可以选择a p=1.5mm,一次走刀即可完成所需长度.2)刀具耐费用查《2》表寿命T=180min.3)计算切削速度查[2]得 V c=0.38mm/s,n=1.53r/min,V f 工序八两件铣断三、夹具设计设计工序——精铣槽16H11的夹具.(一)成绩的提出本夹具要用于精铣槽16H11,对槽16H11的请求有:槽宽16H11 精度等级为IT12级,槽深8H12 精度等级为IT12级,槽两正面粗糙度为3.2,槽底面粗糙度为6.3.本道工序只精铣一下槽即达到各请求,是以,在本道工序加工时,我们应首先考虑包管槽的各加工精度,如何提高生产效力,降低劳动强度.(二)夹具设计1.定位基准的选择拟定加工路线的第一步是选择定位基准.定位基准的选择必须合理,否则将直接影响所拟定的零件加工工艺规程和终极加工出的零件质量.基准选择不当常常会添加工序或使工艺路线分歧理,或是使夹具设计更加困难甚至达不到零件的加工精度(特别是地位精度)请求.是以我们应当根据零件图的技术请求,从包管零件的加工精度请求出发,合理选择定位基准.此零件图没有较高的技术请求,也没有较高的平行度和对称度请求,所以我们应考虑如何提高劳动效力,降低劳动强度,提高加工精度.Φ25的孔和其两端面都已加工好,为了使定位误差减小,选择已加工好的φ25孔和其端面作为定位精基准,来设计本道工序的夹具,以两销和两已加工好的φ25孔的端面作为定位夹具.为了提高加工效力,缩短辅助时间,决定用简单的螺母作为夹紧机构.2.切削力和夹紧力计算(1)刀具:高速钢错齿三面刃铣刀φ160mm z=24机床: x61W型全能铣床由[3] 所列公式得—8 得其中:批改系数0.1 v k65.0=F y 83.0=F u 8=P a z=24 0=F w代入上式,可得 F=889.4N因在计算切削力时,须把平安系数考虑在内.平安系数 K=4321K K K K其中:1K所以 N KF F 7.1775=='(2)夹紧力的计算选用夹紧螺钉夹紧机 由()F K f f N '=+21其中f 为夹紧面上的摩擦系数,取25.021==f fF=z P +G G 为工件自重螺钉疲劳极限:MPa B 19260032.032.01=⨯==-σσ 极限应力幅:MPa k k k m a 76.511lim ==-σεσσμ许用应力幅:[][]MPa S a a a 3.17lim ==σσ螺钉的强度校核:螺钉的许用切应力为 [][]s s στ=[s]=3.5~4 取[s]=4得 []MPa 120=τ[]τπ≤=⨯8.2242c Hd F 满足请求经校核: 满足强度请求,夹具平安可靠, 使用快速螺旋定位机构快速人工夹紧,调节夹紧力调节安装,即可指定可靠的夹紧力3. 定位误差分析(1) 定位元件尺寸及公差确定.夹具的次要定位元件为一平面和两定位销,孔与销间隙配合.(2) 工件的工序基准为孔心,当工件孔径为最大,定位销的孔径为最小时,孔心在任意方向上的最大变动量等于孔与销配合的最大间隙量.本夹具是用来在卧式镗床上加工,所以工件上孔与夹具上的定位销坚持固定接触.此时可求出孔心在接触点与销中间连线方向上的最大变动量为孔径公差多一半.工件的定位基准为孔心.工序尺寸方向与固定接触点和销中间连线方向不异,则其定位误差为: Td=Dmax-Dmin本工序采取必定位销,一挡销定位,工件始终靠近定位销的一面,而挡销的偏角会使工件自重带来必定的平行于夹具体底版的水平力,是以,工件不在在定位销正上方,进而使加工地位有必定转角误差.但是,因为加工是自在公差,故该当能满足定位请求.4. 夹具设计及操纵的简要说明如前所述,在设计夹具时,应当留意提高劳动生产率防止干涉.应使夹具结构简单,便于操纵,降低成本.提高夹具性价比.本道工序为镗床夹具选择了压紧螺钉夹紧方式.本工序为精镗切削余量小,切削力小,所以普通的手动夹紧就能达到本工序的请求.本夹具的最大长处就是结构简单紧凑.夹具的夹紧力不大,故使用手动夹紧.为了提高生产力,使用快速螺旋夹紧机构.参考文献[1][2] 赵家齐主编机械制作工艺学课程设计指点书.北京:机械工业出版社[3] 东北重型机械学院,洛阳农业机械学院编.机床夹具设计手册上海:上海科学技术出版社,1979[4] 艾兴,肖诗纲主编.切削用量手册北京:机械工业出版社[5[ 金属切削手册上海:上海科学文明技术出版社。
CA6140车床拨叉831008加工设计说明书
一、零件分析(一)、零件的作用CA6140车床的拨叉位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。
零件上方的φ20孔与操纵机构相连,二下方的φ50半孔则是用于与所控制齿轮所在的轴接触。
通过上方的力拨动下方的齿轮变速。
两件零件铸为一体,加工时分开。
(二)、零件的工艺分析CA6140车床共有两处加工表面,其间有一定位置要求。
分述如下:1. 以φ20为中心的加工表面这一组加工表面包括:φ20 的孔,以及其上下端面,上端面与孔有位置要求,孔壁上有一个装配时钻铰的锥孔,一个M6的螺纹孔。
这三个都没有高的位置度要求。
2. 以φ50为中心的加工表面这一组加工表面包括:φ50 的孔,以及其上下两个端面。
这两组表面有一定的位置度要求,即φ50 的孔上下两个端面与φ20 的孔有垂直度要求。
由上面分析可知,加工时应先加工一组表面,再以这组加工后表面为基准加工另外一组。
二、工艺规程设计(一)确定毛坯的制造形式零件材料为HT200。
考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,故选择铸件毛坯。
(二)基面的选择基面选择是工艺规程设计中的重要工作之一。
基面选择得正确与合理可以使加工质量得到保证,生产率得以提高。
否则,加工工艺过程中回问题百出,更有甚者,还会造成零件的大批报废,是生产无法正常进行。
(1)粗基准的选择。
对于零件而言,尽可能选择不加工表面为粗基准。
而对有若干个不加工表面的工件,则应以与加工表面要求相对位置精度较高的不加工表面作粗基准。
根据这个基准选择原则,现选取φ20 孔的不加工外轮廓表面作为粗基准,利用一组共两块V形块支承这两个φ32作主要定位面,限制5个自由度,再以一个销钉限制最后1个自由度,达到完全定位,然后进行铣削。
(2)精基准的选择。
主要应该考虑基准重合的问题。
当设计基准与工序基准不重合时,应该进行尺寸换算,这在以后还要专门计算。
(三)制定工艺路线制定工艺路线得出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证,在生产纲领已确定的情况下,可以考虑采用万能性机床配以专用工卡具,并尽量使工序集中来提高生产率。
CA6140车床拨叉831007课程设计说明书
CA6140车床拨叉831007课程设计说明书2.1、零件的作用拨叉是CA6140车床变速机构中的重要零件,主要作用是换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩。
拨叉上方的φ22孔与操纵机构相连,下方的φ55mm半孔则是用于与所控制齿轮所在的轴接触。
通过上方的力拨动下方的齿轮变速。
该零件由两件零件铸为一体,加工时分开。
2.2、零件的工艺分析拨叉的材料为HT200灰铸铁,虽然生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削。
因此,需要加工的表面以及加工表面之间的位置要求如下:1)需要加工的表面:a.小孔的上端面、大孔的上下端面;b.小头孔φ22mm以及与此孔相通的φ8mm的锥孔、M8螺纹孔;c.大头半圆孔φ55mm;2)位置要求:小头孔上端面与小头孔中心线的垂直度误差为0.05mm、大孔的上下端面与小头孔中心线的垂直度误差为0.07mm。
根据上述技术要求,可以粗加工拨叉底面,然后以此作为粗基准采用专用夹具进行加工,并且保证位置精度要求。
再根据各加工方法的经济精度及机床所能达到的位置精度,并且此拨叉零件没有复杂的加工曲面,因此采用常规的加工工艺均可保证。
2.3、工艺规程设计2.3.1、确定毛坯的制造形式考虑到拨叉零件在机床运行过程中所受冲击不大,零件结构又比较简单,生产类型为大批生产,因此选择铸件毛坯。
选用铸件尺寸公差等级CT9级,已知零件的质量是1.0Kg/个,初步确定工艺安排为:加工过程工序划分阶段;工序适当集中;加工设备以通用设备为主,大量采用专用工装。
2.3.2、基面的选择基面的选择是工艺规程设计中的重要工作之一。
正确合理的基面选择可以保证加工质量,提高生产效率。
粗基准的选择以拨叉底面为主要的定位粗基准,以两个小头孔外圆表面为辅助粗基准,可以达到限制五个自由度,再加上垂直的一个机械加紧,就可以达到完全定位。
2.3.3 制定工艺路线在制定工艺路线时,需要考虑零件的几何形状、尺寸精度以及位置精度等技术要求,以保证生产出合格的零件。
CA6140车床拨叉说明书
机械制造工艺学拨叉设计说明书(封面)设计题目:设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)设计者袁涛指导教师 _______________扬州职业大学机械辅助制造2010-4-25机械工程学院机床拨叉夹具设计说明书题目设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)内容 1.零件图一张 2.毛坯图一张3.机械制造加工工艺过程综合卡片一张4.机械制造加工工艺工序卡片七张4.结构设计装配图二张5.结构设计零件图一张6.毕业设计说明书一份前言通过机床工艺及夹具设计,汇总所学专业知识如一体(如《公差于配合》、《机械零件设计》、《金属切削机床》、《机械制造工艺》等)。
让我们对所学的专业课得以巩固、复习及实用,在理论与实践上有机结合;使我们对各科的作用更加深刻的熟悉与理解,并为以后的实际工作奠定坚实的基础!在些次设计中我们主要是设计CA6140拨叉的铣床夹具。
在此次课程设计过程中,我小组成员齐心协力、共同努力完成了此项设计。
在此期间查阅了大量的书籍,并且得到了有关老师的指点。
设计的目的:机械制造工艺学课程设计,是在学完机械制造工艺学及夹具设计原理课程,经过生产实习取得感性知识后进行的一项教学环节;在老师的指导下,要求在设计中能初步学会综合运用以前所学过的全部课程,并且独立完成的一项工程基本训练。
同时,也为以后搞好毕业设计打下良好基础。
通过课程设计达到以下目的:1、能熟练的运用机械制造工艺学的基本理论和夹具设计原理的知识,正确地解决一个零件在加工中的定位,夹紧以及合理制订工艺规程等问题的方法,培养学生分析问题和解决问题的能力。
2、通过对零件某道工序的夹具设计,学会工艺装备设计的一般方法。
通过学生亲手设计夹具(或量具)的训练,提高结构设计的能力。
3、毕业计过程也是理论联系实际的过程,并学会使用手册、查询相关资料等,增强学生解决工程实际问题的独立工作能力。
车床拨叉零件831008课程设计说明书

1.1零件的作用 (2)1.2零件的工艺分析 (2)2、工艺规程的设计2.1毛坯的制造形式 (2)2.2基准面的选择 (3)2.2.1粗基准的选择 (3)2.2.2精基准的选择 (3)2.3制定工艺路线 (3)2.4机械加工余量工序尺寸及毛坯尺寸的确定 (4)2.5确定切削用量及基本工时 (5)3、绘制零件图和编制工艺卡3.1绘制零件图 (14)3.2编制工艺文件 (15)4、定位设计4.1、定位基准选择 (16)4.2、切削力及夹紧力计算 (16)4.3、定位误差分析...................beta ;.. (16)4.4、夹具设计及操作的简要说明 (16)1.零件分析1.1 零件的作用题所给的是CA6140车床上的拨叉,它位于车床变速机构中,主要起换挡作用,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩。
零件上方的Φ14mm的孔与操作机构相连,下方的Ф40mm的半孔则是用于与所控制齿轮所在的轴接触,通过上方的力拨动下方的齿轮变速,两零件铸造为一体,加工时分开。
1.2 零件的工艺分析CA6140车床上的拨叉共有两处加工表面。
其间有一定的位置要求,分述如下:1.2.1 以Ф14mm为中心的加工表面这一组加工表面包括:Ф14mm的孔,以及其上下表面。
1.2.2 以Ф40mm为中心的加工表面这一组加工表面包括:Ф40mm的孔,以及其上、下端面;这两组表面有一定的位置要求;(1)Ф40mm的孔的上、下表面与Ф40的孔的垂直度误差为0.15mm。
(2)Ф14mm的孔的上、下表面与Ф14的孔的垂直度误差为0.15mm。
(3)Ф40mm、Ф14mm的孔的上、下表面以及Ф40mm的孔的内表面的粗糙度误差为3.2um。
(4)Ф14mm的孔的内表面的粗糙度误差为3.2um,精度为IT7。
2. 工艺规程设计2.1毛坯的制造形式零件材料为HT200,考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,选择铸件毛坯。
拨叉831007工艺设计说明书

拨叉831007工艺设计说明书设计〝CA604拨叉831007〞零件的机械加工工艺规那么第 1 章零件分析1.1零件的作用题目所给零件为CA6140车床的拨叉831007。
拨叉位于车床变速机构中,要紧起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。
零件上方的φ22孔与操纵机构相连,而下方的φ55半孔那么是用于与所操纵齿轮所在的轴接触。
通过上方的力拨动下方的齿轮变速。
1.2设计任务依照所给零件的尺寸和精度要求,查阅有关手册资料,应用所学机械制造技术和机械制造装备的相关知识,设计出零件合理的加工工艺过程,制成工艺流程卡片,并写出工艺设计的说明书。
具体内容如下:1、零件图〔如图1-1〕 1张2、毛坯图〔如图1-2〕 1张3、机械加工工艺过程综合卡片 1份4、课程设计说明书 1份图1-1 拨叉831007零件图图1-2 毛坯图1.3 要紧加工面零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是拨叉需要加工的表面以及加工表面之间的位置要求:1.3.1需要加工的表面1 圆柱Ф40的上下端面、孔Ф60的上下端面;2 孔Ф22mm以及与此孔相通的Ф8mm的锥孔、M8螺纹孔;3 大头半圆孔Ф60mm。
1.3.2位置要求大头半圆孔两端面与小头孔中心线的垂直度误差为0.07mm,小头孔上端面与其中心线的垂直度误差为0.05mm。
由上面分析可知,能够粗加工拨叉底面,然后以此作为粗基准采纳专用夹具进行加工,同时保证位置精度要求。
再依照各加工方法的经济精度及机床所能达到的位置精度,同时此拨叉零件没有复杂的加工曲面,因此依照上述技术要求采纳常规的加工工艺均可保证。
1.4 确定定位基准基面选择是工艺规程设计中的重要工作之一。
基面选择得正确与合理能够使加工质量得到保证,生产率得以提高。
否那么,加工工艺过程中回问题百出,更有甚者,还会造成零件的大批报废,是生产无法正常进行。