冲压模具标准模架
标准模架尺寸

标准模架尺寸在工业生产和制造领域中,模架是一种常见的工具,用于支撑和固定模具以及工件。
而标准模架尺寸则是指模架的标准尺寸规格,它对于生产制造过程中的模具设计、选择和使用起着至关重要的作用。
本文将对标准模架尺寸进行详细介绍,以便读者更好地了解和应用这一知识。
首先,标准模架尺寸通常包括长度、宽度和高度三个方面的尺寸。
在实际应用中,这些尺寸会根据不同的工件和模具而有所变化,但是一般来说会遵循一定的标准。
例如,对于大型模具和工件,通常会选择尺寸较大的模架,以确保其稳定性和承载能力;而对于小型模具和工件,则可以选择尺寸较小的模架,以节省空间和成本。
其次,标准模架尺寸的选择应该考虑到模具和工件的重量、尺寸、形状以及生产线的布局等因素。
比如,如果模具和工件的重量较大,就需要选择承重能力更强的模架;如果模具和工件的形状较为复杂,就需要选择结构更稳定的模架;如果生产线的布局空间较为狭小,就需要选择尺寸较小的模架。
因此,在选择标准模架尺寸时,需要综合考虑各种因素,以便选择出最合适的模架尺寸。
此外,标准模架尺寸的制定和应用也需要遵循相关的国家标准和行业标准。
国家标准是指由国家相关部门制定并颁布的标准规范,而行业标准是指由行业协会或组织制定并推广的标准规范。
这些标准规范包括了模架的尺寸、材质、结构、安装和使用等方面的要求,对于保证模架的质量和安全起着至关重要的作用。
因此,在使用标准模架尺寸时,需要严格遵守相关的国家标准和行业标准,以确保模架的质量和安全。
最后,标准模架尺寸的应用还需要考虑到模架的可调性和通用性。
可调性是指模架可以根据不同的模具和工件进行调整和适配,以满足不同生产需求;通用性是指模架可以适用于多种不同类型的模具和工件,以提高生产效率和降低成本。
因此,在选择标准模架尺寸时,需要考虑模架的可调性和通用性,以便更好地适应生产制造的需求。
综上所述,标准模架尺寸是在工业生产和制造中起着重要作用的一项技术规范。
选择合适的标准模架尺寸可以提高生产效率、保证产品质量、降低生产成本,因此在实际应用中需要充分考虑各种因素,并严格遵守相关的国家标准和行业标准。
冲压模具常用标准件.docx
冲压模具常用标准件一、冲压模架的型号与选择《冲模模架》标准是1991年5月1日由国家技术监督局批准并颁布实施的。
该标准是在原《冷冲模》国家标准基础上修订的新标准。
其中,模架产品标难(GB/T 2851.1、GB/T3851.3~7、GB/T2852.1~4)共10个。
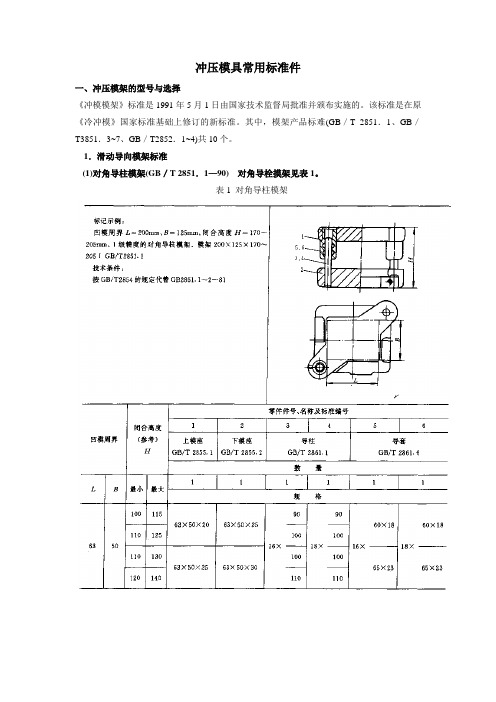
1.滑动导向模架标准(1)对角导柱模架(GB/T 2851.1—90) 对角导栓摸架见表1。
表1 对角导柱模架后侧导柱模架(GB/T2851.3——90)后侧导柱窄形模架(mm)中间导柱模架(mm)中间导柱圆形模架(mm)(续)(续)四导柱模架(GB/T 2851.7—90)(mm)(续)二、导柱导套美文欣赏1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。
秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。
秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。
清风落叶舞秋韵,枝头硕果醉秋容。
秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。
2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。
聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生!3、春天来了,我要把心灵放回萦绕柔肠的远方。
让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。
我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。
4、好好享受生活吧,每个人都是幸福的。
人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。
5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。
标准模架尺寸

标准模架尺寸标准模架是工业生产中常用的一种模具,它的尺寸标准化可以提高生产效率,降低生产成本。
在实际生产中,选择合适的模架尺寸对产品质量和生产效率都有着重要的影响。
因此,了解标准模架尺寸是非常重要的。
首先,标准模架尺寸通常由国家标准规定,不同国家可能有不同的标准。
在中国,标准模架尺寸一般是按照国家标准GB/T规定的,包括了模架的外部尺寸、内部尺寸、孔径尺寸等。
这些标准的制定是为了保证模架的通用性和互换性,方便不同厂家生产的模具在不同设备上使用。
其次,标准模架尺寸的选择需要根据具体的生产需求和产品要求来确定。
一般来说,模架的尺寸会受到产品尺寸、材料性质、生产工艺等因素的影响。
在确定模架尺寸时,需要充分考虑产品的结构特点和生产工艺要求,以确保模具能够满足产品的生产需求。
另外,标准模架尺寸的选择还需要考虑到生产设备的限制。
不同的生产设备对模架尺寸也有一定的要求,因此在选择模架尺寸时,需要考虑到生产设备的类型、规格和工作台尺寸等因素,以确保模具能够适配生产设备。
此外,标准模架尺寸的设计和制造也需要严格按照相关标准进行。
模架的尺寸精度、表面光洁度、材料选用等都需要符合国家标准的要求,以确保模具的质量和性能。
总的来说,标准模架尺寸的选择和设计需要综合考虑产品要求、生产设备、工艺要求等多方面因素。
只有合理选择和设计标准模架尺寸,才能够确保模具能够满足产品的生产需求,提高生产效率,降低生产成本。
因此,在实际生产中,需要充分了解和掌握标准模架尺寸的相关知识,以指导实际生产工作的进行。
结语。
通过本文的介绍,相信大家对标准模架尺寸有了更深入的了解。
标准模架尺寸的选择和设计对于产品生产至关重要,希望大家能够在实际生产中充分重视标准模架尺寸的选择和设计,以提高产品质量,降低生产成本,促进企业的可持续发展。
冲压模具标准及技术要求

第14章冲压模具标准及技术要求冲模标准是指在冲模设计与制造中应该遵循和执行的技术规范和标准。
制订冲模标准的意义有以下几个方面:1.可以缩短模具设计与制造周期因为模具结构及制造精度与冲压件的形状、尺寸精度以及生产的批量有关,所以冲模的种类繁多而且结构十分的复杂。
比如精密级进模的模具零件有时上百个(甚至更多),这样使得模具的设计与制造周期很长。
而实现模具标准化后,所有的标准件都可以外购,从而减化了模具的设计、减少了模具零件的制造工作量,最终的结构就是缩短了模具的制造周期。
2.有利于保证质量可以稳定和保证模具设计质量和制造中必须达到的质量规范,以保证冲压件的质量。
3.有利于模具的计算机辅助设计与制造模具技术标准使实现模具计算机辅助设计与制造的基础,可以这样说:没有模具标准化就没有模具的计算机辅助设计与制造。
4.有利于国际国内的交流与合作技术名词术语、技术条件的规范化、标准化将有利于国内、国际的商业贸易和技术交流,增强企业、国家的技术经济实力。
我国在模具行业中推广使用的模具标准是经国家技术监督局批准的国家标准(GB)和机械行业标准(JB)。
另外还有国际模具标准化组织ISO/TC29/SC8制订的冲模和成形模标准。
除此之外,由于我国一些企业从国外引进了大量级进模与汽车覆盖件模具,随着模具的引进,国外冲模标准也在我国一些企业中引用,如日本三住商事株式会议(MISUMI)的Face 标准,德国STRACK公司标准,美国DANLY公司标准等。
由于篇幅的原因,本篇只介绍常用的GB、JB及部分日本的Face标准。
14.1设计冲模时常用的标准我国已颁布的冲模技术标准见表14-1。
表14-1表14-1我国已颁布的冲模标准分类标准名称标准代号基础工艺质量1)冲模术语2)冲压件尺寸公差3)冲压件角度公差4)冲压件形状和位置未注公差5)冲压件未注公差尺寸极限偏差6)冲裁间隙7)冲模技术条件8)金属冷冲压件结构要素9)金属冷冲压件通用技术条件10)精密冲裁件通用技术条件GB/T8845-2006GB/T13914-2002GB/T13915-2002GB/T13196-2002GB/T15055-2007GB/T16743-1997GB/T14662-2006JB/T4378.1-1999JB/T4378.2-1999JB/T6958-1993设计冲压模具还应该执行和采用国家基础标准有:公差与配合标准;形状与位置公差;表面粗糙度标准;机械制图标准;尺寸及尺寸系列。
5-1冲模模架的技术要求
3)导柱孔至基准面的边距公差为土0.02mm。
4)基准面的直角相邻两面应做出明显标记。
2.模架的主要技术要求
模架组装后要求达到如下精度。
(1)模架上下平面的平行度误差,在300 mm长度内应不大于 0.005mm(精度要求高的为0 .002mm)。 (2)导柱与导套轴心线对模板的垂直度误差,在lOO mm长度内不大 于0.02 mm。
(0.1~1)mm。 5.零件图上未注明的铸造圆角半径为R(3~5)mm。
6.铸造的非加工表面需清砂处理,表面应光滑平整,无明显 凸、凹缺陷。 7.铸件的尺寸公差按JB2854规定。
8.铸造模座加工前应进行时效处理,要求高的铸造模座在粗
加工后再进行一次消除内应力的时效处理。 9.加工后的零件表面不允许有裂纹和影响使用的砂眼、缩孔、 机械损伤等缺陷。
3.装入模架的每对导柱、导套(包括可卸导柱和导套)的配 合间隙值(或过盈量)其Ⅰ级精度的模架必须符合导套、导 柱的配合精度为H6/h5,Ⅱ级精度的模架必须符合导套导柱 的配合精度为H7/h6,以及滚动模架导套、导柱与钢球的过
盈量应符合表5-2的遵定和无阻 滞现象。
(3)导柱与导套的配合间隙应控制在0.02~0.04mm之间。
(4)导柱、导套与模板孔固定结合面不允许有间隙。 (5)分型面闭合时,应紧密贴合,如有局部间隙,其间隙值不大于
0.03mm。
(6)复位杆顶端面应与分型面平齐,复位杆与动模板的配合H7/e7.
三、模架的装配工艺 塑料注射模模架的装配主要是将导柱、导套装入模板和复位杆的 调整。其装配工艺过程如下。 1.选配导柱、导套 在选配导柱和导套时,应控制导柱和导套的配合间隙在0.02~ 0.04mm之间。
三、滚动导向模架的装配 滚动导向模架的结构如图5-2所示。由于在导柱与导柱与导套之 间设有滚珠,且导柱、导套与滚珠的配合为过盈配合(过盈量按
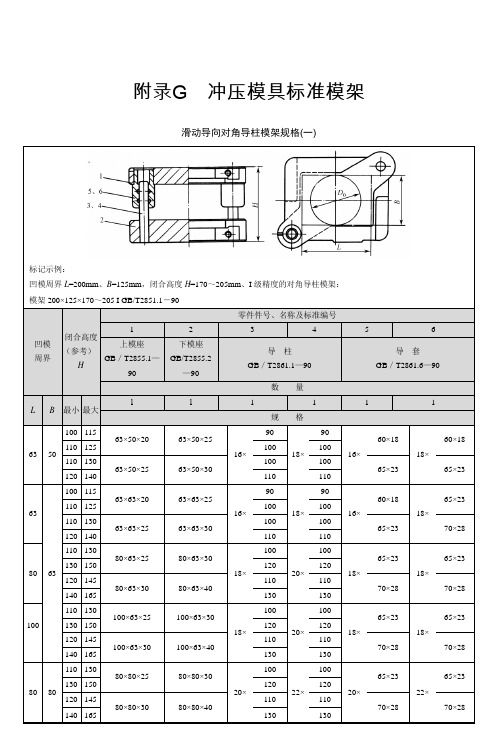
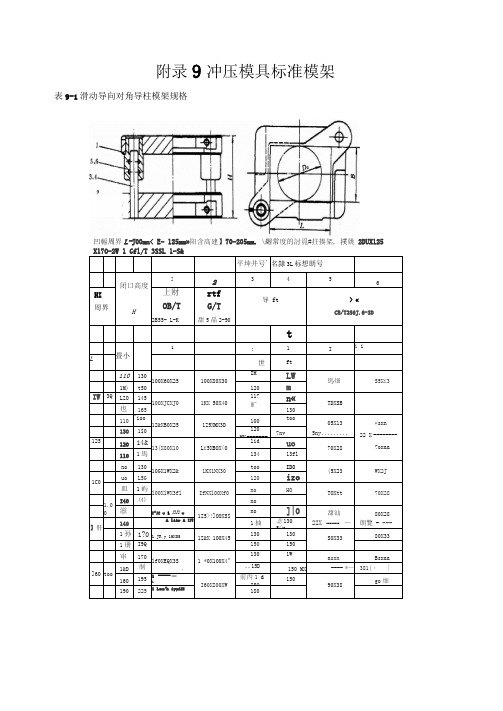
附录G 冲压模具标准模架
1
125×48 140×53 125×48 50× 140×53 140×58 150×58 140×53 150×58 140×53 150×58 150×53 160×63 55× 150×53 160×63
滑动导向后侧导柱模架规格(二)
标记示例: 凹模周界 L=200mm、B=125mm,闭合高度 H=170~205mm、I 级精度的后侧导柱模架: 模架 200×125×170~205 I GB/T 2851.3-90
315×200×45 315×200×50 250×250×45 250×250×50 315×250×50 315×250×55
315×200×55
180
180
210
210
115×43
200
200
315×200×65
125×48
230
230
35×
40×
35×
180
180
250×250×55
115×43
210
170 210 200 240 250 200 200 245 220 265
250×200×45 250×200×50
250×200×50 250×200×60
160
160
190
190
190
190
210
210
105×43 115×48
190 230 220 260 315 210 255 240 285 190 230 220 260 250 270 255 240 285 250 215 250 245 280 315 245 290 275 320
量 1
格 200 230 230 260 200 230 230
标准模架型号

标准模架型号标准模架是一种用于工业生产中的模具,其型号的选择对于生产效率和产品质量有着重要的影响。
在选择标准模架型号时,需要考虑多种因素,包括生产工艺、产品规格、生产批量等。
本文将介绍几种常见的标准模架型号,并分析它们的特点和适用范围。
首先,我们来介绍一种常见的标准模架型号——G系列模架。
G 系列模架是一种通用型号,适用于多种不同规格的产品生产。
它的特点是结构简单,易于维护,适用于中小批量生产。
G系列模架的优点是灵活性强,能够适应不同规格产品的生产需求,但缺点是生产效率相对较低,适用于对生产效率要求不是很高的情况。
其次,我们介绍一种适用于大批量生产的标准模架型号——H 系列模架。
H系列模架是一种高效率的模具,适用于大规模生产。
它的特点是结构复杂,但能够实现自动化生产,生产效率高。
H系列模架的优点是适用于大规模生产,能够提高生产效率,但缺点是维护成本较高,适用于对生产效率要求较高的情况。
另外,还有一种适用于特殊工艺要求的标准模架型号——S系列模架。
S系列模架是一种专业化的模具,适用于特殊工艺要求的产品生产。
它的特点是结构复杂,但能够实现特殊工艺要求,产品质量高。
S系列模架的优点是能够满足特殊工艺要求,保证产品质量,但缺点是适用范围有限,生产效率较低,适用于对产品质量要求较高的情况。
综上所述,选择标准模架型号时需要根据生产需求和产品特点进行综合考虑。
对于中小批量生产,可以选择灵活性强的G系列模架;对于大规模生产,可以选择高效率的H系列模架;对于特殊工艺要求,可以选择专业化的S系列模架。
在选择标准模架型号时,还需要考虑模具的质量、价格、供应商等因素,以确保选择到最适合的模具,从而提高生产效率和产品质量。
附录G 冲压模具标准模架
1
125×48 140×53 125×48 50× 140×53 140×58 150×58 140×53 150×58 140×53 150×58 150×53 160×63 55× 150×53 160×63
滑动导向后侧导柱模架规格(二)
标记示例: 凹模周界 L=200mm、B=125mm,闭合高度 H=170~205mm、I 级精度的后侧导柱模架: 模架 200×125×170~205 I GB/T 2851.3-90
量 1
格 200 230 230 260 200 230 230
50× 260 230 260 260 290 230 260 260 290 230 260 260 290 220 250 250 280
55× 240 270 270 300
1
125×48 140×53 125×48 45× 140×53 140×58 150×58 140×53 150×58 140×53 150×58 150×53 160×63 50× 150×53 160×63
90
3
4
导柱 GB/T2861.1—90
数量
5
6
导套 GB/T2861.6—90
1
1
1
1
1
1
L B 最小 最大
规格
110 130
100×80×25
100×80×30
130 150
100
120 145
80×80×30
100×80×40
140 165
100
100
120
120
110
110
130
130
65×23 70×28
130 150 100
冲压模具常用标准件

冲压模具常用标准件冲压模具是现代工艺中不可或缺的一部分。
随着现代技术的不断发展和应用,冲压模具的制造和使用规范越来越严格。
冲压模具所涉及的部件和标准件数量繁多,但其中一些常用的标准件则是冲压模具中最重要的一部分。
本文将着重介绍冲压模具常用的标准件。
一、模具基础件1.钢板钢板是制造冲压模具的最基本材料之一。
冲压模具的使用寿命往往取决于钢板的质量和硬度。
目前,市场上大多数的冲压模具都是由优质、高硬度的钢板制成的。
2.导柱、导套导柱和导套是冲压模具中非常重要的标准件。
导柱是模具上直径较大的圆柱形件,而导套则是模具上直径较小的圆柱形件。
导柱和导套的配合间隙必须非常紧,以确保模具装配后精度和稳定性。
否则,在使用过程中,容易引起偏差和过度磨损,使冲压质量下降。
因此,在制造冲压模具前,必须准确测量导柱和导套的公差和配合间隙。
3.垫圈垫圈用于填充模具各部件之间的空隙并起到加固作用。
垫圈在冲压模具中是不可或缺的标准件。
因为冲压中往往需要大量的力量和压力,而垫圈可以分散这些力量和压力,减少磨损和破坏,保护模具的基础件。
二、模板及渐进模板1.模板模板是冲压模具中的重要组成部分之一,主要由两个拼合而成。
它通常用于生产批量较小的产品,如铝壳电容剪切件、接插件、电子元件等。
模板的制造工艺和钢板的要求相同,都需要优质、高硬度的钢材来制造。
模板的加工精度和表面质量要求非常高,以确保冲压产品的外观和内部质量达到良好的标准。
2.渐进模板渐进模板是冲压模具中的一种复杂模板。
它是由许多小型冲裁模板组成,能够按照要求逐步完成多种加工工艺,适用于复杂产品的生产。
渐进模板的制造要求非常高,需要结合产品的实际形状来进行设计和制造。
渐进模板的加工难度较大,需要高精度的加工设备和技术。
三、其他常用标准件1.弹簧弹簧是冲压模具中常用标准件之一,可以起到抗震、保持和复位的作用。
弹簧通常用于模具的挡料、压料或者是自动喂料机构中,以确保模具正常运转和稳定工作。
资料(冲压模具标准)

一.模具制造流程二、模具常用材质:1、钢料(SKD11、G05、DC53、SS41、S45C)2、铸件(FC30、GM241、FCD55、TGC600、ICD-5)三、模具专有名词:1、CAD DATA(2D线架构,3D面形状)2、NC程序(2D及3D加工程序)3、成品图4、工法图(工艺图)5、工程内容:1、BL(下料)2、FO(成形)3、DR(拉延、拉伸)、RDR(再拉伸)4、TR(修边、剪边)5、PI(冲孔)6、RST(再整形)7、FL(翻边)8、BUR(孔翻边)9、SEP(分切)10、CAM(凸轮)11、CAM TR(侧剪)CAM PI(侧冲孔)CAM RST(侧整形)CAM BUR(侧整形)12、SLIT(剪缝)13、CUT(剪切)14、JOG(段阶)15、HEM(压平)四、模具主要结构名称:1、下模(PUNCH)2、上模(DIE)3、押板or活塞(B、H)4、押料板(PAD)5、分块(SECTION DIE)剪边、整形6、发料剪(SCRAP CUTTER)7、凸轮(CAM)驱动块(CAM DRIVER)滑动块(CAM SLIDER)押料板(CAM PSD)8、押条(BEAD)9、导引(上、下模、上模与押料板、下模与押板)GUIDE10、助条(RIB)11、发料槽(SCRAP SHUTE)12、发料盒(SCRAP BOX)13、进、退料支架(LOADING STAY、UNLOADING STAY)14、滚轮(ROLLER)15、顶料机构(LIFTER)16、折边顶料机构(FL LIFTER)17、踢出机构(KICKER)18、镶块(INSERT)19、吊耳(KOOK)→镶入吊耳or插销式吊耳20、平衡垫块(DISTANCE BLOCK)一、DR(拉伸模):一、主要结构:1、下模(PUNCH)2、押板(活塞)押褂环:B.H3、上模(DIE)二、模具设计重点:1、模垫销位置设定(依机械规格)2、导引(上、下导引方式及下模与押板导引方式)3、销槽、定位槽(依机械规格)4、吊耳(上模、下模、押板)5、平衡垫块设置6、素材定位具7、成形到底记号(R/L MARK)8、助条分布(250~350)9、打料装置10、规视孔11、减轻孔12、KEY槽13、基准孔14、模具高度15、送料高度16、进退料支架17、翻转孔三、标准零件部品:1、耐磨板(滑板)2、吊耳3、平衡垫块4、行程螺栓(行程挡块)5、成形至底记号(R/L MARK)四、设计要素:1、成品线、鱼肉造型线2、分模线(下模与押板分模线)3、下料线4、基准线(点)5、座标线6、模具中心线、机械中心线(自行决定)五、DR(拉伸模)设计方针:1、模垫销:○a位置数量须整体考虑其平衡性(B.H)○o行程大小决定○o下模座逃孔2、机械中心之决定3、押板下之模垫销位置须设置“助条”支撑4、平衡垫块数量及位置须平均分布约400~500间隔一个且须有助条支撑(B.H)5、下模与B.H导引方式:○o内导引注意模垫销行程○o外导引6、上、下模导引一般便用导跟方式7、行程定位螺栓设置(4个)8、销槽、定位槽设置(依机械规格)9、吊耳设置(上、下模及B.H)10、KEY槽(上、下模)11、肋条平均分布250~35012、进、退料支架设置工法图之认识:1、表头内容记要2、各工程内容之表示方式平面图、断面图3、进料方向4、加工方向(PRESS行压方向)(一)、构想图内容须表示之项目一、出图比例:1/4二、每张图内之名称须注记(上模or下模平面图or SECA-A……)及图框表格处注记。
冲压模具常用标准件
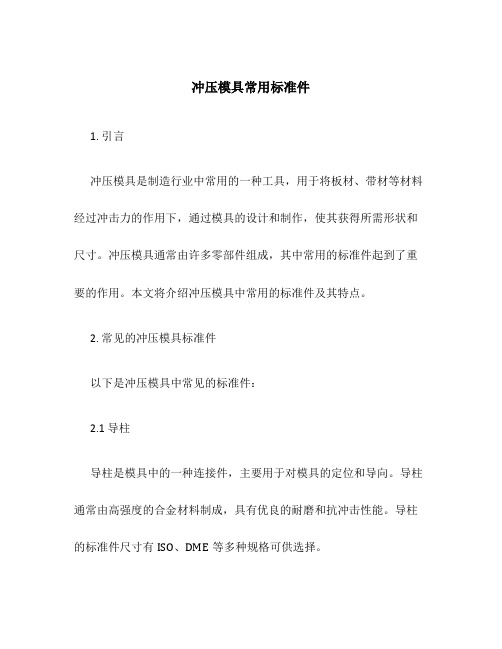
冲压模具常用标准件1. 引言冲压模具是制造行业中常用的一种工具,用于将板材、带材等材料经过冲击力的作用下,通过模具的设计和制作,使其获得所需形状和尺寸。
冲压模具通常由许多零部件组成,其中常用的标准件起到了重要的作用。
本文将介绍冲压模具中常用的标准件及其特点。
2. 常见的冲压模具标准件以下是冲压模具中常见的标准件:2.1 导柱导柱是模具中的一种连接件,主要用于对模具的定位和导向。
导柱通常由高强度的合金材料制成,具有优良的耐磨和抗冲击性能。
导柱的标准件尺寸有ISO、DME等多种规格可供选择。
导套是冲压模具中另一种常用的定位和导向元件。
导套通常由高速钢或合金钢制成,具有耐磨、耐腐蚀和高强度的特点。
导套的标准尺寸有ISO、DME等多种规格可选。
2.3 弹簧弹簧是冲压模具中的一种常用弹性元件,用于提供模具的开合力和回位力。
常用的弹簧有压缩弹簧、拉伸弹簧和扭转弹簧等。
弹簧的标准尺寸有GB、JIS等多种规格可供选择。
2.4 滑块滑块是模具中的一种常见部件,用于实现模具的上下运动。
滑块通常由优质合金钢制成,具有高强度和耐磨的特点。
滑块的标准尺寸有DME、HASCO等多种规格可选。
模座是冲压模具中用于固定模具和模座板的连接件。
模座通常由优质钢材制成,具有高强度和耐腐蚀性能。
模座的标准尺寸有DIN、JIS 等多种规格可供选择。
2.6 模板模板是冲压模具中的一种重要部件,用于支撑和固定模具。
模板通常由高硬度和高强度的工具钢制成,具有优良的耐磨和抗冲击性能。
模板的标准尺寸有国家标准和行业标准等多种规格可选。
3. 标准件的选择和应用在冲压模具的设计和制作过程中,选择合适的标准件非常重要。
以下是一些选择和应用标准件的建议:•首先,根据模具的具体需求,选择合适的标准件规格。
不同的冲压模具可能需要不同材质和尺寸的标准件。
•其次,考虑标准件的质量和可靠性。
选择具有良好质量和可靠性的标准件,以确保模具的正常运行和延长模具的使用寿命。
冲压模具上模座国标尺寸__概述说明以及解释

冲压模具上模座国标尺寸概述说明以及解释1. 引言1.1 概述本文将详细讨论冲压模具上模座国标尺寸的相关知识。
冲压模具是在金属加工过程中广泛使用的一种工具,它对于完成准确的冲压工作起着关键作用。
而模座作为冲压模具的重要组成部分之一,其尺寸的准确性对于保证冲压产品的质量和稳定性至关重要。
1.2 文章结构文章将依次介绍冲压模具上模座国标尺寸的基本概念、国标规定以及应用和重要性。
随后将进一步探讨测量方法与工具,包括两种常用的测量方法和相应的测量工具介绍。
接下来将进行尺寸偏差分析,并介绍两种常用的分析方法以及影响尺寸偏差的因素。
最后,在结论与建议部分,我们将总结文章内容并讨论其在实际应用中的意义,并提出后续优化和改进建议。
1.3 目的本文旨在帮助读者深入了解冲压模具上模座国标尺寸,提供相关概念、规定和测量方法。
同时,通过尺寸偏差分析和影响因素介绍,读者能够了解模座尺寸准确性的重要性以及如何控制和改进模座尺寸偏差。
最终,我们希望读者能够从本文中获得对冲压模具上模座国标尺寸的全面认识,并将这些知识应用于实际工作中,提高冲压产品的质量和生产效率。
2. 冲压模具上模座国标尺寸:2.1 基本概念:冲压模具是在冲压工艺中起着关键作用的工具,它包括上下模座。
模座是一种用于支撑和定位上模(也称为凸模)的组件。
冲压模具上模座国标尺寸是指根据国家标准对冲压模具中的上模座进行规定的尺寸。
2.2 国标规定:根据相关行业标准,冲压模具上模座国标尺寸在尺寸范围、公差要求、表面质量等方面有明确规定。
这些规定旨在确保各种不同类型的冲压件能够精确地被加工出来,并且能够与其他部件配合良好。
2.3 应用和重要性:冲压模具上模座国标尺寸的应用非常广泛。
无论是小型电子设备中的微型零部件还是汽车制造中的大型车身件,都需要准确的上模座来完成冲压加工。
因此,掌握和遵循相应的国家标准非常重要,可以提高产品质量,并优化生产效率。
根据冲压模具上模座国标尺寸的规定,生产厂家可以制造符合标准要求的冲压模具,并确保工艺稳定性和产品一致性。
5-1冲模模架的技术要求PPT课件
11
编辑版ppt
14.模座上的起重孔为螺孔,螺孔的基本尺寸按GB 196-2003, 公差按GB197-2003。 15.组成I级精度的滑动和滚动导向模架的铸造模座的非加 工表面清理后涂漆。 16.导套的导A端孔允许有扩大的锥度。孔径小于或等于55 mm时,锥度范围不T=3 mm,且在3 mm长度内扩大值不大 于。.02 mm;孔直径大于≠55 mm时,锥度范围不大于5 mm, 且在5mm长度内扩大值不大于0.04 mm。
7
编辑版ppt
二、冲模模架零件的技术要求 冲模模架零件的技术要求已有国家标准,可查阅《冲模模架 零件技术条件》GB/T12446-1990。冲模模架零件的技术要求 主要是对上、下模座和导柱、导套提出的。具体技术要求如 下: 1.零件的尺寸、精度、表面粗糙度和热处理等应符合有关零 件标准的技术要求和本技术条件的规定。
16
Байду номын сангаас
编辑版ppt
按照导柱、导套安装次序,其装配方法主要有以下两种: 一是先压人导柱,后压入导套,其装配过程见表5-5和表5 -6。二是先压人导套,后压人导柱,其装配过程见表5 -7。
12
编辑版ppt
17.滑动和滚动可卸导柱与衬套的锥度配合面,其结合长度 和结合面积虚在80%以上。 18.铆合在钢球保持国内的钢球,应在孔内自由转动而不脱 落。 19.直径小于或等于≯55 mm的导柱(可卸式导柱除外),允 许按表5 -4规定加工工艺孔。 20.当铸造质量能满足模座搭压板处的平整要求并确保安全 时,其压板台可由制造厂决定取消。
编辑版ppt
10.经热处理后的零件表面,不允许有裂纹和影响使用的软 点、脱碳区,并清除氧化皮、脏物和油污。 11.表面渗碳、淬火的零件,其要求渗碳层为成品加工后的 渗碳厚度。 12.钢制零件的非工作表面、非配合表面视使用要求应进行 发黑处理。 13.不同精度模架所用的模座,其平行度必须达到表5--3中 的规定。
冲模标准模架
附录9冲压模具标准模架表9-1滑动导向对角导柱模架规格r/上凹輻周界L-J00mn< E- 125mm»阳含高建】70-205mm. \龌常度的討覓#拄揍架, 撲姚2DUX125凹模闭合髙度周界(参考〉辛件件号、名称及标准塢号1234上模座GB/T2855.1—90下模座GB/T2855. 2—90导柱GB/T2861. 1—90导套GB/T2861.6—90 最小最大200 14C16016C19C200 X 200 X规130格130125 J60 200 250 12C14C14C16CI4C1601701901401601706019C21C190195225165170190170205225170205225200220235255100X35 100X40200X100X40 200X100X5025X —15015028 X —15085X38 85X38180 18025 X 28 X90X38 90X38 125X 125X30 125X125X35110 110125X125X35160X125X35160X125X40200X125X35200X125X40250X125X40250X 125X45125X125X45160X 125X40160X125X50200X125X40200X125X50250X125X45250X125X55160 200 250 16C18C19C21C16C18C21CZ0C200220170200200220170200200220200220235200220235255210240245265210240245265210240245265160X160X40 160X160X45160X160X45 160X160X55200X160X40 200X160X45200X160X45250X160X45250X160X50200X200X45200X200X50250X200X45250X200X50200X J6OX55250X160X55250X160X60200X200X50200X200X60250X200X50250X200X6013022 X —13013025X而80X28 80X2815013015016015013015016022 X 25 X85X33 85X3385X33 85X3325X18013015016018015017028X —18020015017018028 X180130150160180150170 32X —18020015017018025 X28X28 X20015017018020016019032X —19021019019032 X200150170180200・16019035 X——19021019019028 X32 X32 X 35 X 30 X19019021019019021095X38 95X3828 X85X33ybX3H100X38110X43100X38110X43100X38110X43105X43115X48105X43115X48105X43115X4832 X32 X35X35 X85X3395X38100X38110X43100X38110X43100X38110X43105X43115X48105X43115X48105X43115X48表9-2滑动导向后侧导柱模架规格7T凹摸局界闭合高匿H零件仲号*名席尿标型蛙号1 2 34上複座GB/T2455. 5—30下摸座GH/T£85乩6—90导柱G/T236bl—90■&慕G/T2861- 6—go数*L B量小11 2 2100100 110130LWXi(WX251MX IMX^O■ IM65XZ3 130 150£20130 1451MX100X30 100X100X101107DX28 140 1«51301酷1E0un125X100X30 125X1WX3S1: oS0X2fi 140 H5 130140 150125X100X35 125X100X45£2X13OBOX 33 ISO19D 15QISO 14D 1?-0160X100X35 160X100X4013G85X33 160 1901501^0 195160X1PQX40 1150X100X50150SDX39 他225ISO200 140 170200X100X35 200X100X^013085X33 1€0190 15QK0 1952OOXIMX40 200X1OTX5015«goxie 190 Z23迦125125 1仙150125X125X30 1^5X125X35IM BOX 2899 V询165 1301401?0125X125X35 125X125X15A"™'""130 S5X33 160190 i5016ft 140170160X125X35 160X125X4013085X331恥15015017Q2C516OXU5K4O J8OXl2iX50160 95X38g y---------- 190 22S "1抽200 140 170£{10X125X35200X125X40t J A130 SSX33 U0 1和ISO170 2Q5mxl25X4O200X125X5016095X31 IW瓯5 iio凹棋周养含髙度池〜2帖am、丨线精度的厉悯导柱揍架=與架200X125X12fl5 I GB/T 2&51^ 3— 90表9-3 滑动导向中间导柱圆形模架规格标记示换'凹樓阖界Do = 200m. 闭合高Jf=2&Q~245rnin fr[班権度的中间导桂圆型模槊孑撲覩200 X 200-245 I GB/T2851. 6—50凹橇周界闭合离度<W)H12 3 * 5 6上皿GB/T2555,11 —90下模座GB/T2S55-12—90GB/T2S6L1—90导餐GB/T2S6L6—S0P Q戢小址大200 250 315 40014016Q19021017020D22022021024ti215245245Z752753051651701SQ2002352552102402fi52602552S0350320290350125X30J25X35160X40160X45200X45200X50250X45250X50315X50315X55400X55400 X«Q125X35125X45160X45160X55200X50200 X 60250X55250X65315X60315X70400 XC5400X75E1O110IM13022 XISO15020016019G21018020045 X2(M)23023026026029015015017020016019021018020023023050 X2602S028 X32 X35X80X2585X33100X3B110X43105X43115X48115X4312:5X48125X48140X5345X-140X53150X5825 X32 X35 X40X-50X8OX2B65X33100X3B11&X4.3105X43115X48115X43125X48125X48140X53140X53150X58表9-4 四导柱模架规格 标记示刪;凹棋周界 L=B = 200mm 、 阳舍髙度H = 2"~ 245Enm,I 级精度的 四导柱模如彳摸架 2S0X200X2OO —245- I GB/T 2351. ?—9-Q回摸 阖界闭合高度导GB/T2S61. 6—90123上模座GB7T£855.1$—90下模座GB/T2&55,14—90导 柱 GB/T2861. L™9<h霍件件号.名称廉标准编号量小最大B1+0170 160 190 1601?0 190 325 160200ISO 200190 210 255 170 210 220 265 170 210 200 240 250 25020024S 265230 220 250 315210 255240 2S5250 2£0245 B9Q 275 320 245 280 245250200 200 240 24? 215190215规160X125X35 160X125X40 160X125X40 160X12BX.50 格130150 Z5X UG180 85X3$25 X ---------95X38 200X160X40200 X 16OX4S 150 200X160X45 25QXI6OX45 250X160X50 250X200X45 250X200X50 315X2&GX45315X2WX50 315X250X50 315X250X55 400X250X50 400X250X552WX160X5S 250X160X50 250X160X80250X200X50 250X200X60 Al 5X200X55315X200X65 315 X 250 X SO 315X250X70400X250X60 400X250X7017D 28X-一 180 200 160 190 21032X160K0 1^0no180一 21035 X200200 230 230 260*OX200230 230 26028 X32 X100X3 &110X43 105X43 115X43105X43 115 X4S 115X4335X~125 X+8125X48 140X5340 X125X48 140X53标记示例匕凹損周界L■胡伽5、a-160mm.厚5f H-45mm 导特上槓也匸上模權300X160X45 GB/T 2S5S- 1—90扮料HT200 OB ^436—88表9・5滑动导向对角导柱模架上模座i④J甥*kq%sP向Rg. 5Rig磁/?iolQ* 二国__h^QJLX5>200X160表9-6滑动导向对角导柱模架下模座 R10RJ.O —/?20恿« si —rfl /1L标记示鹦I凹構周界 紳伽jJ —jdClEE.b MiH-soiimi 的对浦#柱卞蟆取‘ 节帳座Z50X20&XB0 醐丿T285乩2—血 材料 HT2W GB fl-4 3 ft —ASEOfflRJI D CHf)D! (H7>H第車尺寸«*K 寸 极HUM蟹Lno1700. 020-0. 041l?0卜so3525inc.17012521010Sica3G3--a GZ5 -^050MJ4-6H298C2f l2002&O^oo-Dr Q4150 ■5一 0.P20-0. 041-a. 025-OrT ・ Q41。
标准模架型号
标准模架型号标准模架是模具制造中常见的一种模具组成部件,它在模具加工中起着非常重要的作用。
标准模架的型号种类繁多,不同的型号适用于不同的模具加工需求。
下面将介绍几种常见的标准模架型号及其特点。
首先,我们来介绍常见的标准模架型号之一——L型标准模架。
L型标准模架具有结构简单、稳定性好的特点,适用于一些结构相对简单的模具加工。
其结构设计紧凑,能够有效节约模具加工空间,提高加工效率。
同时,L型标准模架在使用过程中还具有较好的刚性和稳定性,能够保证模具加工的精度和质量。
其次,我们介绍T型标准模架。
T型标准模架在结构上相对复杂一些,但是其承载能力和稳定性更强,适用于一些结构复杂、加工难度较大的模具加工。
T型标准模架的结构设计更加灵活,能够满足不同模具加工的需求,提高了模具加工的通用性和灵活性。
同时,T型标准模架还具有较好的耐磨性和耐腐蚀性,能够延长模具的使用寿命。
除了L型和T型标准模架外,还有一种常见的标准模架型号是U型标准模架。
U型标准模架的结构设计更加独特,适用于一些特殊形状的模具加工。
U型标准模架在加工过程中能够提供更大的加工空间,满足一些大型模具加工的需求。
同时,U型标准模架还具有较好的稳定性和刚性,能够保证模具加工的精度和质量。
综上所述,不同的标准模架型号适用于不同的模具加工需求,选择合适的标准模架型号能够提高模具加工的效率和质量。
在实际应用中,需要根据模具加工的具体要求来选择合适的标准模架型号,以确保模具加工的顺利进行。
希望本文介绍的内容能够对大家有所帮助,谢谢阅读!。