电动卷扬机在炼钢设备改造中的应用
5吨电动卷扬机设计说明书
对大型卷扬机安装了电器连锁装置,以保证绝对安全可靠。
3.发展手提式卷扬机为提高机械化水平,减轻工人劳动强度,国外大力发展小型手提式卷扬机,如以汽车蓄电池为动力的直流电动小型卷扬机,其电压为12 V,质量为7.7—15.4 kg,拉力为3336—13344 N。
4.大力发展不带动力源装置的卷扬机欧美国家非常重视发展借助汽车和拖拉机动力的卷扬机。
此种卷扬机结构简单,有一个卷筒和一个变速箱即可。
第1章卷扬机的设计参数本设计卷扬机设计的主要参数有:额定起升重量:5吨起升高度:14米起升速度:12.5米/分卷扬机用途:用于5吨桥式吊车起升机构工作条件:频繁启动粉尘量大设计的主要要求:本设计为有轨运行机构;电动机轴到减速器高速轴山齿轮链接盘连接: 起升机构的制动器必须采用常闭式的;制动力矩应保证有足够的制动安全系数。
第2章卷扬机的整体结构概述§2.1电动卷扬机基本结构电动卷扬机III于操作方法不同,其结构相差很大。
我们将其分为电控卷扬机和溜放型卷扬机两类。
§2.1.1电控卷扬机此类卷扬机通过通电或断电以实现卷扬机的工作或制动。
物料的提升或下降曲电动机的正反转来实现,操作简单方便。
其制动型式主要有电磁铁制动器和锥形转子电动机两类,下面就这两种制动型式卷扬机的常见类型作介绍。
此类卷扬机大多是单卷筒的。
§2.1.2带有电磁铁制动器的卷扬机1.圆柱齿轮减速器快速卷扬机,如图2-1。
图2-1圆柱齿轮减速器快速卷扬机简图1 —电动机2—联轴器3—制动器4—减速器5—联轴器6—卷筒7—底座8—支架2.蜗杆减速器慢速卷扬机。
3.圆柱齿轮减速器加开式齿轮传动的卷扬机,如图2-2。
图2-2圆柱齿轮减速器加开式齿轮传功的卷场机简图1 —电动机2—联轴器3—制动器4—减速器5—开式齿轮传动6—卷筒4.蜗杆减速器加开式齿轮传动的卷扬机。
对一些起重量大的卷扬机,为使钢丝绳在卷简上排列整齐,需要安装排绳器。
5t提升用卷扬机

摘要卷扬机又称绞车。
是起重垂直运输机械的重要组成部分,配合井架、桅杆、滑轮组等辅助设备,用来提升物料、安装设备等作业,由人力或机械动力驱动卷筒、卷绕绳索来完成牵引工作的装置。
垂直提升、水平或倾斜曳引重物的简单起重机械。
分手动和电动两种。
现在以电动卷扬机为主。
本次设计的5吨电动卷扬机是由电动机、连轴器、制动器、减速器、卷筒、导向滑轮、起升滑轮组、吊钩等组成。
本次设计的步骤是从钢丝绳开始入手,然后依次对卷扬机的卷筒、卷筒心轴、电动机、减速器齿轮、减速器轴、制动器、联轴器以及卷筒机的导向滑轮设计与选取。
其中卷筒、卷筒轴、卷筒毂、减速器的设计最为主要,本设计重点做了介绍,其余部分有得只是略作分析。
本次设计的卷筒机由于它结构简单、搬运安装灵活、操作方便、维护保养简单、对作业环境适应能力强等特点,可以应用于冶金起重、建筑、水利作业等方面,但是此次设计的卷筒机主要运用于用于5吨桥式吊车起升机构。
提升重物是卷扬机的一种主要功能,各类卷扬机的设计都是根据这一要求为依据的。
关键词:卷扬机,卷筒,卷筒轴,减速器AbstractAlso known the hoist another name is winch. Vertical lifting transport machinery is an important component of the tie in with the derrick, mast, pulley blocks, and auxiliary equipment, used to enhance the materials, installation of equipment operations, from human or mechanical power-driven drum, winding traction rope to complete the installation work. Vertical, horizontal or inclined simple tractor Lifting heavy objects. Two types of the hoist are manual and electric two kinds. and Now to the main electric winch. The design of the 5-ton electric hoist motor contions electromotor 、coupling、arrester、retarder、drum、boom sheave、a system of pulleys set、hook, etc..This design of hoist is start from the wire rope, and next then turn on the winch drum, drum spindle, motor, gear reducer, speed reducer shaft, brakes, couplings and pulley drum machine-oriented design and selection. On drum, drum shaft, drum hub, most major reducer design, the design are focus introduced, and the rest is just a little something for analysis.The design of the drum machine because of its simple structure, handling the installation of a flexible, convenient operation, simple maintenance, and operating environment features such as adaptability, can be applied to lifting metallurgical, construction, operations and other water conservancy, but the design mainly applied to the drum machine for 5-ton overhead crane hoisting mechanism. Heavy winch upgrade is one of the main functions of the design of various types of winches are based on based on this request.KEY WORDS: hoist;drum; drum shaft; retarder目录摘要 (I)ABSTRACT (II)目录 (Ⅲ)前言 (1)1卷扬机的设计参数 (2)2卷扬机的整体结构概述 (3)2.1电动卷扬机基本结构 (3)2.1.1 电控卷扬机 (3)2.1.2 带有电磁铁制动器的卷扬机 (3)2.1.3 采用锥形转子电动机的卷扬机 (4)2.1.4 溜放型卷扬机 (4)2.2起升机构的组成及型式 (5)2.2.1 起升机构的组成 (5)2.2.2 起升机构的典型传动型式 (5)3卷扬机主体零件的设计 (8)3.1钢丝绳的选择 (8)3.1.1 钢丝绳的种类和构造 (8)3.1.2 钢丝绳直径的选择 (8)3.1.3 钢丝绳的使用 (9)3.2卷筒的结构设计及尺寸确定 (10)3.2.1 卷筒的分类 (10)3.2.2 卷筒绳槽的确定 (10)3.2.3 卷筒的设计 (11)D设计 (11)3.2.4 卷筒节径3.2.5 卷筒的长度设计 (12)3.2.6 卷筒壁厚设计 (13)3.2.7 卷筒强度计算及检验 (13)3.3卷筒轴的设计计算 (14)3.3.1 卷筒轴的受力计算及工作应力计算 (14)3.3.2 卷筒轴的设计 (15)3.3.3 心轴作用力计算 (16)3.3.4 心轴垂直面支承反力及弯矩 (16)3.3.5 心轴水平面支承反力及弯矩支反力 (16)3.3.6 计算心轴工作应力 (17)3.3.7 心轴的疲劳强度计算 (18)3.3.8 心轴的静强度计算 (19)3.4电动机选择 (19)3.5减速器的设计计算 (20)3.5.1 卷扬机总传动比计算 (20)3.5.2 减速器的计算 (21)3.5.3 分配减速器的各级传动比 (21)3.5.4 计算传动装置的运动和动力参数 (21)3.5.4 圆柱齿轮传动的设计计算 (23)3.5.5 齿轮参数设计 (24)3.5.6 齿轮轴参数设计 (27)3.6制动器,联轴器的选择 (28)3.6.1 制动器的分类及选择 (28)3.6.2 联轴器的选择 (29)4小车行走机构设计 (30)4.1轨道 (30)4.2车轮与车轮组 (30)4.3车轮直径的计算 (30)结束语 (32)参考文献 (33)致谢 (34)前言随着社会的发展,机械将会越来越取代人力,这也是机械行业飞速发展的后果,在机械的发展历史中,新机械的发明有着举足轻重的作用。
第四章 电炉炼钢(EAF (Electric arc furnace )steelmaking) 冶金概论PPT

熔化期的操作主要是合理供电,及时吹氧,提前 造渣。
/21:27:45
20
/21:27:45
21
4.4.4 氧化
氧化期的主要任务是:
➢ 造渣脱磷到要求(wP<0.02%); ➢ 脱碳(C-O)至规格下限; ➢ 去气、去夹杂(利用C-O反应); ➢ 提高钢液温度。
/21:27:45
4
电炉炉型
电弧炉近于球形体,从减少散热表面积出发,以 球形为最好。现代电弧炉炉体中部是圆桶形,炉 底为弧形,炉顶为拱形。
作为发热体,电极端部的三电弧位于炉内中心部 位。 三电 极分布在 等边三角 形顶点上。
/21:27:45
5
4.2 现代炼钢电弧炉的构造
炉体 炉体倾动装置 水冷炉盖 电极升降装置
/21:27:45
25
4.4.7 钢液的合金化
现代电炉冶炼工艺的合金化一般是在出钢过程 中在钢包内完成。
出钢时钢包中合金化为预合金化,精确的合金 成分调整最终是在精炼炉内完成的。
合金化操作主要指合金加入时间与加入的数量。
/21:27:45
26
第四章 小结
重点掌握内容: ➢ 电弧炉的电气设备组成及作用; ➢ 电炉氧化法冶炼工艺:
补炉部位: 炉衬损坏的主要部位是炉壁渣线,出 钢口,炉门两侧。
补炉方法:补炉方法可分为人工投补和机械喷补 补炉的原则是:高温、快补、薄补。
补炉材料:碱性电炉机械喷补材料主要用镁砂、 白云石或两者的混合物,并掺入磷酸盐或硅酸盐 等粘结剂。
/21:27:45
17
4.4.2 装料
目前,广泛采用炉顶料篮装料,每炉钢的炉料分 1~3次加入。
年产61万吨高炉初步设计

年产61万吨高炉初步设计目录1总论 (1)2原、燃料供应 (8)3炼铁工艺 (11)4燃气设施 (38)5热力设施 (42)6通风、除尘及空调 (46)7给水排水 (53)8电气自动化 (61)9电讯设施 (71)10过程检测与自动控制 (73)11总图运输 (79)12土建 (82)13能源利用 (89)14环境保护与循环经济 (91)15消防设计 (94)16安全与工业卫生 (96)17劳动定员 (101)18工程经济 (102)1总论1.1设计依据1)cc钢铁和XXXXX冶金设计有限责任公司于2007年1月2日签订的《cc 钢铁有限公司1×500m3高炉工程设计技术转让合同》。
2)cc钢铁提供的《cc钢铁有限公司总体发展规划》。
3)cc钢铁提供的现状电子地形图及规划用地范围。
1.2设计规模本高炉设计利用系数3.5t/d.m3,年工作天数为350天。
高炉年产炼钢生铁61.25万吨。
1.3设计内容及范围1.3.1设计内容高炉供料设施贮矿(焦)槽系统高炉上料及无料钟炉顶装料设施高炉本体及风口平台、出铁场设施粗煤气设施球式热风炉设施煤气干法布袋除尘设施高炉水冲渣设施铸铁机及修罐间设施高炉鼓风机站设施高炉循环水泵房设施高炉供配电、传动及仪表设施采暖通风及除尘设施高炉区总图运输、综合管线等1.3.2设计范围1、高炉所需烧结矿由甲方供至槽前转运站。
2、高炉系统所需的蒸汽、压缩空气、氮气、生产补充水、生活用水、消防用水由甲方提供至高炉区,其用量见相关专业说明。
3、高炉系统所需的10kV电源由甲方负责送至高炉高压配电室进线柜。
4、全厂总降变电站、化验室、碾泥机室、机械和电气维修车间及生活福利设施等由甲方解决。
1.4设计原则及指导思想1、结合实际情况,积极采用经济、实用、先进、可靠的新工艺、新技术,装备水平符合国家的产业政策。
2、坚持以实用为主的原则,采用国内及XXX成熟的、行之有效的技术和设备,设计遵循“先进、可靠、实用、高效”方针,采用“精料、高风温、高顶压”的冶炼工艺,加上科学的生产管理,实现高炉生产“优质、高效、长寿、低耗、节能、环保”的目标。
转炉机械设备安装工法

转炉机械设备安装工法中冶集团华冶资源公司邯郸机电安装分公司乔新楼王运峰李炜赵玉波余长青1 前言随着我国经济飞速发展和国家鼓励淘汰落后产能的政策指导,冶金行业面临着生产工艺、设备更新,相应的要求新建或扩建炼钢系统设备,增加产能和质量保证。
转炉设备是最普及通用的炼钢主体设备,直接关系到钢厂钢水的产量和质量。
在转炉设备安装的施工中,我们经过近几年的实践运用,形成了先进的施工方法,以“整体跨外组装,一次就位安装”法进行转炉设备安装的先进施工方法,已成功运用到数座转炉安装中,均取得了良好的经济与社会效益。
2 工法特点2.1组织合理,施工速度快。
本工法合理有效地利用现场施工场地,一方面不影响厂房结构和其余设备的先行安装,不直接交叉,不占用其场地,缩短了施工时间;另一方面,设备安装时,主要利用厂房跨天车进行,减轻劳动强度,减少了机械台班费用,并且大大缩短了安装时间。
2.2采用跨外组装,一次整体就位方法安装,组装施工方便,有效提高安装进度和安装精度。
采用跨外整体装配,提高了炉体安装质量并且一次调整到位。
利用“整体就位法”作业,通常安装就位在一天内就可以完成。
2.3减少了多次高空作业的危害程度,保证安全。
以先进的施工技术使安全技术措施得到了大幅度提高,同时节省了人力和物力,确保了施工安全,也加快了施工进度并保证了施工质量。
2.4经济效益显著。
同吊车吊装就位组装的施工工艺相比,大大减少了人工投入,降低了物料消耗,缩短了施工周期,从而提高了安装工程经济效益。
从另一方面讲,提前交付生产所产生的经济效益也就更可观了,间接的经济效益和社会效益是不言而喻的。
3适用范围本工法适用于中型转炉设备的安装,也可以作为其他大型转炉设备安装的施工指导。
4工艺原理该工艺用“跨外组装,整体就位”方法安装,组装施工方便,有效提高安装进度和安装精度。
制作一套钢结构承运台架,固定在加料跨的两台钢包车上;使用125t 天车,将托圈、炉体、支撑装置、轴承座,按图纸设计组装在承运台架上的千斤顶上,用一台5t 慢动卷扬机,缓慢地将钢包车和转炉设备拉到基础轴承支座上,降低千斤顶就位设备,完成转炉的整体安装。
128高炉炼铁工艺方案
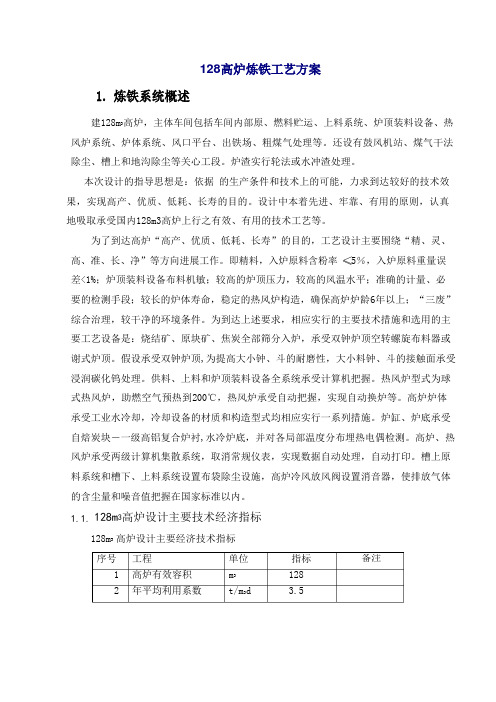
序号12 工程高炉有效容积年平均利用系数单位m3t/m3d指标1283.5备注128高炉炼铁工艺方案1.炼铁系统概述建128m3高炉,主体车间包括车间内部原、燃料贮运、上料系统、炉顶装料设备、热风炉系统、炉体系统、风口平台、出铁场、粗煤气处理等。
还设有鼓风机站、煤气干法除尘、槽上和地沟除尘等关心工段。
炉渣实行轮法或水冲渣处理。
本次设计的指导思想是:依据的生产条件和技术上的可能,力求到达较好的技术效果,实现高产、优质、低耗、长寿的目的。
设计中本着先进、牢靠、有用的原则,认真地吸取承受国内128m3高炉上行之有效、有用的技术工艺等。
为了到达高炉“高产、优质、低耗、长寿”的目的,工艺设计主要围绕“精、灵、高、准、长、净”等方向进展工作。
即精料,入炉原料含粉率≤5%,入炉原料重量误差<1%;炉顶装料设备布料机敏;较高的炉顶压力,较高的风温水平;准确的计量、必要的检测手段;较长的炉体寿命,稳定的热风炉构造,确保高炉炉龄6年以上;“三废”综合治理,较干净的环境条件。
为到达上述要求,相应实行的主要技术措施和选用的主要工艺设备是:烧结矿、原块矿、焦炭全部筛分入炉,承受双钟炉顶空转螺旋布料器或谢式炉顶。
假设承受双钟炉顶,为提高大小钟、斗的耐磨性,大小料钟、斗的接触面承受浸润碳化钨处理。
供料、上料和炉顶装料设备全系统承受计算机把握。
热风炉型式为球式热风炉,助燃空气预热到200℃,热风炉承受自动把握,实现自动换炉等。
高炉炉体承受工业水冷却,冷却设备的材质和构造型式均相应实行一系列措施。
炉缸、炉底承受自焙炭块-一级高铝复合炉衬,水冷炉底,并对各局部温度分布埋热电偶检测。
高炉、热风炉承受两级计算机集散系统,取消常规仪表,实现数据自动处理,自动打印。
槽上原料系统和槽下、上料系统设置布袋除尘设施,高炉冷风放风阀设置消音器,使排放气体的含尘量和噪音值把握在国家标准以内。
1.1.128m3高炉设计主要技术经济指标128m3 高炉设计主要经济技术指标5:210 11 12 风温水平 年工作日 高炉一代寿命℃日 年1100~1150350 6~8年3 年平均冶炼强度 t/m 3d 1.9254 入炉焦比 kg/t-Fe 5505 烧结矿使用率 % 90~956 渣铁比 kg/t 4607 综合矿入炉品位 % 608 炉顶煤气压力 kPa 609 混合煤气CO 含量% 181.2. 规模及物料平衡烧结矿 球团熔剂焦炭 7.48煤气铁水 3.56~ 3.9×10415 Nm 3/h水渣 7.821×128m 3高炉年产炼钢生铁17万t/年,主要物料平衡如下计算单位:万t/年 1.3. 产品及副产品 1.3.1. 生铁高炉炉容128m 3,设计利用系数3.5t/m 3.d ,年产炼钢生铁15万吨。
不锈钢炼钢一段烟道更换吊装方案
不锈钢炼钢一段烟道更换吊装方案文章来源: 时间: 2011-03-21 10:12:23 关键字:摘要:不锈钢炼钢一段烟道做为炼钢冶炼系统的主要设备,长期受高温的烧烤和水的侵蚀,一般2-3年要进行更换,而由于没有可供的起重设施和现场环境较复杂,造成在检修中存在一定的难度,现利用一些新的检修技术,有效的解决了技术难题,保证不锈钢炼钢一段烟道快速、安全更换。
关键词:不锈钢炼钢,一段烟道,更换,吊装方案烟道做为炼钢系统中的主要设备之一,其主要功能是收集和回收钢水冶炼过程中产生的烟气,烟气经过除尘系统进行分离、净化和回收利用。
无论是碳钢冶炼中的烟道更换还是不锈钢冶炼中的烟道更换始终是炼钢设备年修中的一项重要检修项目。
酒钢不锈钢炼钢一期工程于2006年年初建成投产,采用铁水预处理—电炉—AOD转炉—LF炉—连铸二步法生产工艺。
不锈钢炼钢烟道由11段组成,其中10#、11#烟道为水平段,1#-9#烟道为垂直段,采用软水冷却的方式。
由于1#烟道处于烟道的底部,处于炉壳上方,长期受高温的烧烤和水的侵蚀,一般2-3年要进行更换。
建设期间由于各层平台设备没有安装到位,烟道安装方式为分段整体吊装。
而生产期间由于1#烟道周围都有相关设备,吊装空间有限。
起重设施不具备吊装能力的特点,因此制定科学、合理的吊装方案就显的十分重要。
1#烟道现场布置图:1、1#烟道吊装方案的确定1#烟道处于CD跨之间,不锈钢生产设备安装完毕后,CD跨0-33米各处平台设备已全部安装完成,1#烟道与2#烟道采用24个销座连接,1#烟道周围都有相关设备,吊装空间十分狭小,同时CD跨只有一个10T的天车,用来更换氧枪,1#烟道本身重量为13.58X103kg,形状属于不规则体。
利用现有的天车无法满足吊装1#烟道的要求,因此要选用合适的吊装方案对1#烟道更换的项目至关重要。
该吊装方案必须考虑到相关设备拆除量少,安全隐患少,工期短等方面的因素。
要实现1#烟道快速、安全的整体更换,需要解决以下几个方面的问题:1.合理的吊装工艺2.起重设施的选择3.拆除量最小,工期较短。
炼钢厂提高转炉煤气回收效率的技术措施
座 气柜 供 气 的 目的 。
五 、 结 语
该 炼 钢 厂 采 取 一 系 列 技 术 措 施 后 ,不 仅 提 高 了 公
司的煤气 回收量,还加大了两座转炉 的煤气利用率 ,
平 均每 吨 钢 多 回收 2m转 炉 煤气 ,产 生 了 巨大 的经 济效 0。 益 。 同 时 由 于减 少 了 煤 气 对 外 排 放 量 , 减 少 了大 气 污
作 。每 炉 煤 气 成 分 可提 前 1 钟 符 合 回 收 要 求 ,增 加 分
除尘 ,采 用 R 二文 喉 口 阀 , 与炉 口差 压 检 测 仪 连 锁 进 D 行 调 节 。根 据 转 炉 吹 炼 周 期 不 同时 段 生 成 的烟 气 量 、 c 量 的 不 同 , 采取 分 时段 参 数 控 制 , 目前 对 有 效 回 收 0 煤 气取 得 一定 效果 。
m转炉 煤 气柜 ,达到 两 系统 互换 的 目的 。 。 3 .如 遇 两 座 煤气 柜 中任 意 一座 气 柜 检 修 ,可 实 现 2 1 0 转 炉和 10 座 8吨 8 吨转 炉煤 气 向任 意 一座 气 柜供 气 , 保证 转 炉煤 气 外供 使用 。
平衡精度按国家G . 级标准执行 ,避免转子上线运行即 40
9 o 中阌 新技 止 2 1 8 6 高 扣, 、 01 业 o
蝶 阀不 严 密 而 造 成 了空 气 通 过 检 修 风 机 流进 了 备 用 风 机 里面 ,导致 了管道 中的含 氧 量上 升 , 回收 率下 降 。 针 对 整 个 问题 , 该 炼 钢 厂 在 风 机 进 口蝶 阀 前 又 装 上 了一 个 眼镜 阀。在 检修 过 程 中 ,眼镜 阀关 闭 ,保 证 了
振动 现象 ,提 高 了转 子 寿命 以及 煤气 回收效 率 。
转炉炼钢新工艺、新技术介绍

转炉炼钢新工艺、新技术介绍
1. 全新工艺:
(1)结合电磁加热与旋流燃烧法,开发新型高混镍炼钢车间;
(2)利用ELIM全熔混熔法结合智能化高温处理技术,开发新的低Nb、Ti、V 低碳钢车间;
(3)将现代化技术与新型转炉及冶炼设备相结合,提高转炉炼钢工艺稳定性和质量水平。
2. 新技术:
(1)引入新鲜管理思想,通过严格控制热处理技术,满足不同用户需求;
(2)应用优化转炉流体动力学计算和智能调节技术,调节炉内温度和化学成份,提高厚度均匀性;
(3)应用智能温度场控制技术,利用计算机模拟和实时检测炉内温度的分布,控制炉温的变化趋势,以提高钢材的出炉精度。
第四章 电炉炼钢(EAF (Electric arc furnace )steelmaking) 冶金概论PPT
当钢液的温度、磷、碳等符合要求,扒除氧化 渣、造稀薄渣进入还原期。
/21:27:45
22
4.4.5 还原
还原期的主要任务
➢ 脱氧至要求(wO为0.003-0.008%); ➢ 脱硫至一定值; ➢ 调整钢液成分,进行合金化; ➢ 调整钢液温度。
其中:脱氧是核心,温度是条件,造渣是保证。
/21:27:45
) 第四章 电炉炼钢(EAF steelmaking (Electric arc furnace )
2
3
电炉类型
/21:27:45
4
电炉炉型
电弧炉近于球形体,从减少散热表面积出发,以 球形为最好。现代电弧炉炉体中部是圆桶形,炉 底为弧形,炉顶为拱形。
作为发热体,电极端部的三电弧位于炉内中心部 位。 三电 极分布在 等边三角 形顶点上。
高压断路器:它的作用是使高压电路在负载下接通或 断开,并作为保护开关在电气设备发生故障时,自动 切断高压电路。
电抗器:串联在变压器高压侧,其作用是增加电路中 感抗,以达到稳定电弧和限制短路电流的目的。
/21:27:45
14
电气设备的作用
变压器:电弧炉的主要电气设备,其作用使降 低输入电压(一般为200~527V),产生大 的电流(几千到几万安培),供给电弧炉。
熔化期的主要任务是将块状的固体炉料快速熔化、 并加热到氧化温度;提前造渣,早期去磷,减少 钢液吸气与挥发。
熔化期的操作主要是合理供电,及时吹氧,提前 造渣。
/21:27:45
20
/21:27:45
21
4.4.4 氧化
氧化期的主要任务是:
➢ 造渣脱磷到要求(wP<0.02%); ➢ 脱碳(C-O)至规格下限; ➢ 去气、去夹杂(利用C-O反应); ➢ 提高钢液温度。
太钢产品结构优化升级炼钢技术改造工程环境影响报告书

太钢产品结构优化升级炼钢技术改造工程环境影响报告书(简本)(总15页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--太鋼產品結構優化昇級煉鋼技術改造工程環境影響報告書(簡本)司山西太钢不锈钢股份有限公司级产品结构优化升级程炼钢系统技术改造工程环境影响报告书(简本)建设单位:山西太钢不锈钢股份有限公司环评单位:中冶节能环保有限责任公司二〇一七年六月太钢产品结构优化升级炼钢系统技术改造工程环境影响报告书1.工程分析前言山西太钢不锈钢股份有限公司(以下简称太钢)位于山西省太原市尖草坪区,是太原钢铁(集团)有限公司所属上市企业,太钢长期坚持特钢发展方向,曾生产出我国第一炉不锈钢、第一张热轧硅钢片、第一块电磁纯铁,现拥有国际一流水平的以铁水为主原料的冶炼精炼连铸热轧冷轧全流程不锈钢生产线,建成国家级技术中心、先进不锈钢材料国家重点实验室等科技创新平台,具备年产 1000 万吨钢(其中 400 万吨不锈钢)的能力,可生产高品质冷轧卷板、热轧卷板、热轧中厚板、复合钢板、棒材、线材、无缝管、焊管、精密带钢、大型铸件等各类碳钢和不锈钢系列产品,形成了以不锈钢、冷轧硅钢、高强韧系列钢材为主的高效节能长寿型产品集群,实现了不锈钢品种规格的全覆盖,是全球品种规格最全的不锈钢企业。
随着我国城镇化和工业化建设步伐加快,轨道交通、房屋等城市基础设施建设将持续增长;机械制造、汽车、石化等行业将保持稳定发展。
另外,随着人民生活水平的不断提高,人均不锈钢日用品消费量也将快速增加。
我国不锈钢在工业、民用领域消费量都将保持增长态势。
因此,十三五期间我国不锈钢的消费量将进一步增加,预计2020 年的消费量将达到 2300 万吨以上(不含年出口 400 万吨左右)。
此外,不锈钢产品本身也将发生产品结构的调整。
我国是一个少镍资源国家,300 系不锈钢的生产易受镍原料紧张的制约。
随着镍金属资源供应紧张,未来不锈钢将向低镍或无镍不锈钢品种发展,以降低不锈钢成本。
某炼钢厂40t转炉炉体施工吊装技术
0 2 。 钢 绳 破 力 8 5, . ; 为 丝 总 断 为1 . t 8 ∑S 2 则:
= 口
∑S P o 2 1 . 1 6=. , 足 全 数 o =. ×8 5 5 1 9 6 安 系 大 / 8 2/ . 5满
:口 S/ 0 8 2 .5 3 3 oP= . 2× 39 / .8=5 8 , 足安全 系数 大 于 5的要求 。 .1满 于 5的要求 。 Q N oa= 4 4 o 0 = 56 , / cs 5/ cs 。 1 .1t查抗拉强度 1 5 a6 6钢丝绳 3 0MP 5 5 参考文献 :
大 跨 度 预 应 力 屋 盖 施 工 的 要 点
陈 爱 俊
摘 要: 以某平房仓工程为例 , 结合拱板结构要求 , 绍了大跨度预 应力屋盖施 工工 艺, 介 着重 阐述 了预应 力施工要 点 , 拱
板模板制作安装要点 , 钢筋安装及 混凝土浇筑养护要 点等 内 , 容 为今后 同类工程提供 了一定指导 。
第3 8卷 第 1期
20 12年 1月
山 西 建 筑
S HANXI ARCHI TECTURE
V0 . 8 No 1 3 .1
J n 2 2 a . 01
・91 ・
文章编号 :0 96 2 ( l ) 10 9 — 2 10 —8 5 加 2 0 -0 10
中 图分 类 号 :U 5 .5 T 7 8 1 文献 标 识 码 : A
1 概 况
时停止 , 检查垫 木位 置、 钢丝绳有无卷 曲情况 , 确认完 好后 同时起
使 托 转炉炉体设备 吊装 的主要部件是托 圈和炉壳 , 一般 采用渣 盘 吊, 托圈组缓 慢向基础位置移 动 , 圈 中心缓慢 越过平 台边缘 , 托 另一 侧仍 用 车用千斤顶顶起 的方 法 , 在渣 盘车未 安装 , 此方 法不 能采 用 的情 这时 回落天车大钩 , 圈 的这 一端落 在平 台边缘 上 , 卷扬机 吊住 , 天车完全松 钩 , 将两个 吊点换到另一 台卷扬机上 。 况下 , 可采用在炉前 平 台上进行 吊装 , 用车 间 内天 车及 卷扬机 采
炼钢机械设备工程安装分项工程质量验收记录表
炼钢机械设备工程安装分项工程质量验收记录表2007- - 发布2007- - 实施中国第一冶金建设有限责任公司编制目录表A.0.0 炼钢机械设备工程安装分项工程质量验收记录 (1)表A.0.1 转炉耳轴轴承座分项工程质量验收记录 (2)表A.0.2 转炉托圈安装分项工程质量验收记录 (3)表A.0.3 转炉炉体安装分项工程质量验收记录 (4)表A.0.4 转炉倾动装置安装分项工程质量验收记录 (5)表A.0.5 转炉挡板安装分项工程质量验收记录 (6)表A.0.6 氧枪、副枪及升降装置安装分项工程质量验收记录 (7)表A.0.7-1 氧枪和副枪横移装置安装分项工程(单轨)质量验收记录 (8)表A.0.7-2 氧枪和副枪横移装置安装分项工程(双轨)质量验收记录 (9)表A.0.8 氧枪和副枪回转装置安装分项工程质量验收记录 (10)表A.0.9 氧枪和副枪氮封装置安装分项工程质量验收记录 (11)表A.0.10 副枪副枪探头装头机和拔头机安装分项工程质量验收记录 (12)表A.0.11 裙罩安装分项工程质量验收记录 (13)表A.0.12 移动烟罩安装分项工程质量验收记录 (14)表A.0.13 余热锅炉烟道安装分项工程质量验收记录 (15)表A.0.14 余热锅炉锅筒安装分项工程质量验收记录 (16)表A.0.15 余热锅炉汽、水系统管路安装分项工程质量验收记录 (17)表A.0.16 余热锅炉蓄热器安装分项工程质量验收记录 (18)表A.0.17 余热锅炉除氧箱安装分项工程质量验收记录 (19)表A.0.18 电弧炉轨座安装分项工程质量验收记录 (20)表A.0.19 电弧炉摇架安装分项工程质量验收记录 (21)表A.0.20 电弧炉倾动装置安装分项工程质量验收记录 (22)表A.0.21 电弧炉倾动锁定装置安装分项工程质量验收记录 (23)表A.0.22 电弧炉炉体安装分项工程质量验收记录 (24)表A.0.23 电弧炉炉盖、电极旋转及炉盖升降机构安装分项工程质量验收记录 (25)表A.0.24 电弧炉电极升降及电极夹持机构安装分项工程质量验收记录 (26)表A.0.25 电弧炉氧枪安装分项工程质量验收记录 (27)表A.0.26 钢包精炼炉钢包车轨轨道安装分项工程质量验收记录 (28)表A.0.27 钢包精炼炉钢包车安装分项工程质量验收记录 (29)表A.0.28 钢包精炼炉炉盖与炉盖升降机构安装分项工程质量验收记录 (30)表A.0.29 钢包精炼炉电极升降及夹持机构安装分项工程质量验收记录 (31)表A.0.30 钢包精炼炉氩气搅拌器安装分项工程质量验收记录 (32)表A.0.31 钢包精炼炉测温取样装置安装分项工程质量验收记录 (33)表 A.0.32 钢包真空精炼炉(VD)及真空吹氧脱碳炉(VOD)真空罐安装分项工程质量验收记录 (34)表 A.0.33 钢包真空精炼炉(VD)及真空吹氧脱碳炉(VOD)真空罐盖车轨道安装分项工程质量验收记录 (35)表 A.0.34 钢包真空精炼炉(VD)及真空吹氧脱碳炉(VOD)真空炉盖车安装分项工程质量验收记录 (36)表A.0.35 钢包真空精炼炉(VD)及真空吹氧脱碳炉(VOD)真空罐盖及罐盖降机构安装分项工程质量验收记录 (37)表 A.0.36 钢包真空精炼炉(VD)及真空吹氧脱碳炉(VOD)测温取样装置安装分项工程质量验收记录 (38)表 A.0.37 钢包真空精炼炉(VD)及真空吹氧脱碳炉(VOD)真空装置安装分项工程质量验收记录 (39)表A.0.38 真空吹氧脱碳炉(VOD)氧枪安装分项工程质量验收记录 (40)表A.0.39 循环真空脱气精炼炉钢包车轨道安装分项工程质量验收记录 (41)表A.0.40 循环真空脱气精炼炉钢包车安装分项工程质量验收记录 (42)表A.0.41 循环真空脱气精炼炉真空室车轨道安装分项工程质量验收记录 (43)表A.0.42 循环真空脱气精炼炉真空脱气室及脱气室车安装分项工程质量验收记录 (44)表A.0.43 循环真空脱气精炼炉真空装置安装分项工程质量验收记录 (45)表A.0.44 循环真空脱气精炼炉钢包顶升装置安装分项工程质量验收记录 (46)表A.0.45 循环真空脱气精炼炉真空脱气室预热装置分项工程质量验收记录 (47)表A.0.46 钢包回转台安装分项工程质量验收记录 (48)表A.0.47 中间罐车及轨道安装分项工程质量验收记录 (49)表A.0.48 烘烤装置安装分项工程质量验收记录 (50)表A.0.49-1 结晶器和振动装置安装分项工程(板坯)质量验收记录 (51)表A.0.49-2 结晶器和振动装置分项工程(园、方坯)质量验收记录 (52)表A.0.50-1二次冷却装置安装分项工程(板坯)质量验收记录 (53)表A.0.50-2 二次冷却装置安装分项工程(园、方坯)检验批质量验收记录 (54)表A.0.51-1 扇形段更换装置安装分项工程(侧面更换)质量验收记录 (55)表A.0.51-2 扇形段更换装置安装分项工程(顶面更换装置)质量验收记录 (56)表A.0.51-3 扇形段更换装置安装分项工程(更换机械手及轨道)质量验收记录 (57)表A.0.52-1 拉矫机安装分项工程(板坯)质量验收记录 (58)表A.0.52-2 拉矫机安装分项工程(园、方坯)质量验收记录 (59)表A.0.53-1 引锭杆收送装置安装分项工程(下插入式)质量验收记录 (60)表A.0.53-2 引锭杆收送装置安装分项工程(上插入式)质量验收记录 (61)表A.0.53-3 引锭杆收送装置安装分项工程(脱离装置)质量验收记录 (62)表A.0.53-4 引锭杆收送装置安装分项工程(卷扬机)质量验收记录 (63)表A.0.54 火焰切割机安装分项工程质量验收记录 (64)表A.0.55 摆动剪切机安装分项工程质量验收记录 (65)表A.0.56 切头收集装置安装分项工程质量验收记录 (66)表A.0.57-1 毛刺清理机安装分项工程质量验收记录 (67)表A.0.57-2 毛刺清理机安装分项工程(台车轨道及卷扬机)质量验收记录 (68)表A.0.58 输送辊道安装分项工程质量验收记录 (69)表A.0.59 转盘安装分项工程质量验收记录 (70)表A.0.60 推钢机安装分项工程质量验收记录 (71)表A.0.61 拉钢机安装分项工程质量验收记录 (72)表A.0.62 翻钢机安装分项工程质量验收记录 (73)表A.0.63 火焰清理机安装分项工程质量验收记录 (74)表A.0.63(续)火焰清理机安装分项工程质量验收记录 (75)表A.0.64打印机安装分项工程质量验收记录 (76)表A.0.65 升降挡板安装分项工程质量验收记录 (77)表A.0.66 横移小车安装分项工程质量验收记录 (78)表A.0.67 对中装置安装分项工程质量验收记录 (79)表A.0.68 混铁炉底座和滚道安装分项工程质量验收记录 (80)表A.0.69 混铁炉炉壳和箍圈安装分项工程质量验收记录 (81)表A.0.70 混铁炉倾动装置安装分项工程质量验收记录 (82)表A.0.71 混铁炉揭盖卷扬机安装分项工程质量验收记录 (83)表A.0.72 铁水脱硫(磷)输送设备安装分项工程质量验收记录 (84)表A.0.73 搅拌脱硫设备安装分项工程质量验收记录 (85)表A.0.74-1 喷枪脱磷设备安装分项工程(升降装置框架)质量验收记录 (86)表A.0.74-2 喷枪脱磷设备安装分项工程(喷枪及升降装置)质量验收记录 (87)表A.0.74-3 喷枪脱磷设备安装分项工程(单轨横移装置)质量验收记录 (88)表A.0.75 铁水罐车安装分项工程质量验收记录 (89)表A.0.76 铁水罐车轨道安装分项工程质量验收记录 (90)表A.0.77 扒渣机安装分项工程检验批质量验收记录 (91)表A.0.78 称量漏斗安装分项工程质量验收记录 (92)表A.0.79 汇集漏斗安装分项工程质量验收记录 (93)表A.0.80 回转漏斗安装分项工程质量验收记录 (94)表A.0.81 煤气净化设备除尘塔安装分项工程质量验收记 (95)表A.0.82 煤气净化设备文氏管安装分项工程质量验收记录 (96)表A.0.83 煤气净化设备平旋器安装分项工程质量验收记录 (97)表A.0.84 煤气净化设备喷淋器安装分项工程质量验收记录 (98)表A.0.85 煤气净化设备脱水器安装分项工程质量验收记录 (99)表A.0.86 煤气净化设备三通切换阀安装分项工程质量验收记录 (100)表A.0.87 煤气净化设备水封安装分项工程质量验收记录 (101)表A.0.0 炼钢机械设备工程安装分项工程质量验收记录表A.0.1 转炉耳轴轴承座分项工程质量验收记录表A.0.2 转炉托圈安装分项工程质量验收记录表A.0.3 转炉炉体安装分项工程质量验收记录表A.0.4 转炉倾动装置安装分项工程质量验收记录表A.0.5 转炉挡板安装分项工程质量验收记录表A.0.6 氧枪、副枪及升降装置安装分项工程质量验收记录表A.0.7-1 氧枪和副枪横移装置安装分项工程(单轨)质量验收记录表A.0.7-2 氧枪和副枪横移装置安装分项工程(双轨)质量验收记录表A.0.10副枪副枪探头装头机和拔头机安装分项工程质量验收记录表A.0.11裙罩安装分项工程质量验收记录表A.0.12 移动烟罩安装分项工程质量验收记录表A.0.15 余热锅炉汽、水系统管路安装分项工程质量验收记录表A.0.20 电弧炉倾动装置安装分项工程质量验收记录表A.0.21 电弧炉倾动锁定装置安装分项工程质量验收记录表A.0.22 电弧炉炉体安装分项工程质量验收记录表 A.0.23 电弧炉炉盖、电极旋转及炉盖升降机构安装分项工程质量验收记录表A.0.24 电弧炉电极升降及电极夹持机构安装分项工程质量验收记录表A.0.25 电弧炉氧枪安装分项工程质量验收记录表A.0.26 钢包精炼炉钢包车轨轨道安装分项工程质量验收记录表A.0.27 钢包精炼炉钢包车安装分项工程质量验收记录表A.0.30 钢包精炼炉氩气搅拌器安装分项工程质量验收记录表A.0.31 钢包精炼炉测温取样装置安装分项工程质量验收记录项工程质量验收记录道安装分项工程质量验收记录装分项工程质量验收记录盖降机构安装分项工程质量验收记录置安装分项工程质量验收记录分项工程质量验收记录表A.0.38 真空吹氧脱碳炉(VOD)氧枪安装分项工程质量验收记录表A.0.39 循环真空脱气精炼炉钢包车轨道安装分项工程质量验收记录表A.0.40 循环真空脱气精炼炉钢包车安装分项工程质量验收记录表A.0.41 循环真空脱气精炼炉真空室车轨道安装分项工程质量验收记录表A.0.42 循环真空脱气精炼炉真空脱气室及脱气室车安装分项工程质量验收记录表A.0.43 循环真空脱气精炼炉真空装置安装分项工程质量验收记录表A.0.44 循环真空脱气精炼炉钢包顶升装置安装分项工程质量验收记录。
炼钢厂三脱预处理站和转炉改造工程施工方案
炼钢厂三脱预处理站和转炉改造工程设备专业施工方案编制:审核:审批:炼钢厂三脱预处理站和转炉改造工程设备专业施工方案一、工程概况某炼钢厂北区炼钢车间拟将现有1套镁基复合喷吹铁水脱硫装置改造为铁水罐脱磷装置,配套新增1条过跨线、2个铁水罐兑罐位、2套铁水罐空罐立式烘烤装置、2#过跨线利旧改造1台过跨车,并对现有1#转炉顶吹及底吹系统进行改造升级。
主要改造内容:1)现有镁基复合喷吹铁水脱硫装置的喷吹系统部分利旧改造后用于石灰和萤石的喷吹,现有的镁粉料仓和喷吹罐改成萤石料仓和喷吹罐,从粉剂上料开始到石灰和萤石喷吹罐之间的设备利旧,为适应铁水脱磷的喷吹速度要求,拆除现有的喷吹罐底部法兰开始至喷枪的管道及阀门,全新设计供货;2)新增1套脱硅脱磷用红泥压球的上料及加料系统;3)因石灰的消耗量较大,现有脱硫喷吹枪无法作为脱磷喷枪使用,因此需拆除现有脱硫喷枪系统,并新增1套脱磷喷枪系统和1套氧枪系统,受制于现有的石灰喷吹罐的容积,实际脱硅和脱磷操作过程中需分两次向石灰喷吹罐中加料;4)因脱磷处理铁水喷溅严重,烟气温度较高,需配套新增可升降的水冷防溅罩,并改造现有的除尘罩和除尘管道。
5)为配合脱磷改造新增设备的安装,现有+18.20m、+21.80m 平台拆除,并拆除平台上相关设备;+9.500m平台部分抬高约1m;新增+19.400m、+22.00m、+28.70m红泥压球料仓及其电葫芦安装平台。
本次改造,主要涉及电炉跨和浇注跨,该两跨为炼钢系统主要生产区域,天车使用频繁,施工与生产交叉严重,涉及专业多,需各专业密切配合,项目部协调好生产与施工的交叉。
周密组织,准备充足的人力物资以保证完成本次改造任务。
二、施工方案2.1上料及加料系统2.1.1CaO喷吹罐移位,该罐需从现有平台下移至2.7米平台,重量约2吨,待结构专业完成2.7米平台后,拆除罐体上连接管道,电气拆线,平台下部设备及管道拆除,利用上方平台挂一台3吨倒链,将罐体吊住,拆除罐体支座上的称重压头,拆除保护架,将北侧两根斜支撑梁切掉,回倒链将罐体放置到新增加平台上,调整罐体,安装压头等附件。
电机在冶金行业中的应用有哪些新变革
电机在冶金行业中的应用有哪些新变革在当今的冶金行业中,电机作为关键的动力设备,正经历着一系列引人注目的新变革。
这些变革不仅提升了生产效率和质量,还为行业的可持续发展带来了新的机遇和挑战。
过去,冶金行业中的电机应用相对较为传统,主要用于驱动各类大型设备,如冶炼炉的搅拌装置、轧机的轧制系统等。
然而,随着技术的不断进步,电机在冶金行业中的应用范围不断扩大,性能也得到了显著提升。
首先,高效节能成为了电机在冶金行业应用中的一个重要变革方向。
在能源成本日益攀升的背景下,冶金企业对于降低能耗的需求愈发迫切。
新型的高效节能电机采用了先进的设计理念和制造工艺,能够在相同的输出功率下,显著降低能源消耗。
例如,采用了优化的电磁设计和高性能的材料,使得电机的效率大幅提高。
这不仅降低了企业的运营成本,还有助于减少对环境的影响,符合当下绿色发展的理念。
其次,智能化控制技术的应用为电机在冶金行业带来了前所未有的变革。
通过传感器和智能控制系统,电机能够实现实时监测和精准控制。
在冶金生产过程中,不同的工序对于电机的转速、扭矩等参数有着不同的要求。
智能化控制系统可以根据生产工艺的变化,实时调整电机的运行状态,确保生产的稳定性和产品质量的一致性。
同时,智能控制还能够对电机进行故障预测和诊断,提前发现潜在问题,减少停机时间,提高设备的利用率。
再者,电机的小型化和集成化也是一个显著的新趋势。
随着冶金工艺的不断改进,对于设备的紧凑性和灵活性提出了更高的要求。
小型化和集成化的电机能够更好地适应空间有限的生产环境,并且便于安装和维护。
例如,在一些精密的冶金加工设备中,采用了体积小巧但性能强大的电机,提高了设备的精度和响应速度。
此外,多电机协同控制技术在冶金行业中的应用也取得了重要突破。
在复杂的冶金生产线上,往往需要多个电机协同工作,以实现整个生产流程的顺畅运行。
通过先进的控制算法和通信技术,能够实现多个电机之间的精准同步和协调控制,提高生产效率和产品质量。
电动单梁起重机应用于冶金环境的改造
电动单梁起重机应用于冶金环境的改造随着冶金行业生产繁重,以及频繁变更,固定起重机难以满足冶金行业高性能,高灵活性,更加高效的生产要求,传统电动葫芦已经不能满足冶金生产的需求,因此冶金行业的起重机改造一直是许多冶金企业关注的话题。
电动单梁起重机是一种新型的起重机,其结构较简单,重量轻,适合灵活布置在任何高度以及能在任何空间内工作。
此外,电动单梁起重机还具有优良的动力,即可承载物料,而又拥有远超同类型机器的超大的移动时速,最大值可达8m/min。
相比于传统的电动葫芦,电动单梁起重机无需人工拆卸吊车,因此维护简单,操作方便。
电动单梁起重机的应用主要作用就是在高空作业,比如工业设备维修或者是高层建筑物的施工,都需要在较高处进行现场操作,这里传统起重机仅可进行有限的操作,电动单梁起重机可以被灵活布置,且安全性高,可以在不受任何场地限制的情况下用单梁起重机进行高空作业,比如吊装高塔,高楼施工,高压电塔维护等等。
此外,电动单梁起重机还可用于大型和重型物料搬运工作,例如:钢铁厂的生产线及大型生产线的安装,以及罐装厂及各类压力容器的吊装等等,因为电动单梁起重机的动力强大,承重能力高,既可以进行大型物料的搬运,也可以用于轻负荷的物料搬运,因为它的效率比传统起重机提高不少。
最后,电动单梁起重机还可以用于仓储物流以及其他仓库管理情况下的物料搬运。
电动单梁起重机在新技术出现后,在冶金行业得到了普遍应用。
冶金企业在改造需求的基础上,把电动单梁起重机用于大型项目的施工,从而达到起重,搬运效率快,携带重量大,安全性高的目的。
在这个新世代,电动单梁起重机给冶金行业带来了新的挑战,但同时也带来了新的机遇,使得冶金企业在获得劳动生产率提高的同时,也有着良好的效果和回报。
轧钢厂智能化改造助力安全措施

轧钢厂智能化改造助力安全措施近年来,随着科技的不断发展,智能化改造在各行各业得到广泛应用,其中包括轧钢厂。
轧钢厂作为一个高风险行业,对安全措施的要求尤为严格。
智能化改造为轧钢厂的安全保障提供了新的解决方案和技术手段,极大地提升了生产过程的安全性和效率。
智能化改造为轧钢厂引入了先进的监测设备和传感器技术。
通过在关键位置安装传感器,可以实时监测生产过程中的各项参数,如温度、压力、湿度等,从而及时发现异常情况并采取相应的措施。
例如,在高温环境下,传感器可以监测到温度的变化,一旦温度超过安全范围,系统就会自动发出警报并采取降温措施,避免事故的发生。
智能化改造还为轧钢厂引入了智能化的监控系统。
通过将生产过程中的各个环节进行全面监控,可以实时了解生产状况,及时发现潜在的安全隐患。
监控系统还可以对操作人员的行为进行监测,确保他们按照规定的程序进行操作,避免人为因素导致的事故发生。
同时,监控系统还可以对轧钢设备进行远程操作和控制,减少操作人员的风险。
智能化改造还为轧钢厂提供了智能化的预警和应急系统。
通过分析历史数据和实时监测数据,系统可以提前预警可能发生的事故,为轧钢厂采取相应的应对措施,避免事故的发生或减少事故对生产的影响。
预警系统还可以根据不同的情况制定相应的应急预案,提高应急处理的效率和准确性。
智能化改造还可以通过数据分析和人工智能技术提供更加精准的安全评估和预测。
通过对历史数据和实时数据进行分析,系统可以识别出潜在的安全隐患,并提出相应的改进措施。
同时,系统还可以借助人工智能技术进行风险预测,提前预测可能发生的事故和故障,并采取相应的措施进行预防。
这些技术的引入,大大提高了轧钢厂的安全性和生产效率。
轧钢厂智能化改造为安全措施提供了强有力的助力。
通过引入先进的监测设备和传感器技术、智能化的监控系统、智能化的预警和应急系统以及数据分析和人工智能技术,轧钢厂可以实时监测生产过程中的各项参数,预警潜在的安全隐患,并采取相应的措施进行预防和应对。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《装备制造技术》2009年第12期浙江某厂有4台机械开出式炼钢电炉,炉盖总质量1.5t ,电炉每隔2.5~3h 出一炉钢水,4台电炉连续生产,保证两机两流小方坯连铸机中间罐所需钢水不间断供应。
近来炉盖提升机构事故频繁,主要表现为蜗轮减速箱在炉盖提升过程中,发生轮齿打滑现象,炉盖提升机构不能保证炉盖正常开启和关闭炉体,导致熔炼的钢水无法正常出钢,或废钢原料无法倾入炉体内。
且蜗轮减速箱一旦出现故障,维修时间需一个班的时间,造成中间罐钢水不足,使连铸机无法连续生产,严重影响了企业的经济效益,因此必须对电炉炉盖提升机构进行改造。
1炉盖提升机构简介电炉炉盖提升机构,采用机械式提升(如图1所示),驱动电机经蜗轮减速箱8降速后,直接驱动链条卷筒7转动,炉盖提升链条的一端,在链条卷筒圆柱表面缠绕或释放,使与链条另一端连接的炉盖2上升或下降,以开启或关闭炉体。
2故障原因分析经检查炉盖提升系统后发现,蜗轮减速箱中蜗轮和蜗杆的轮齿磨损严重,特别是铜质蜗轮的轮齿几乎被磨平,同时蜗轮减速箱连接链条卷筒一端的轴承和轴承支座磨损也较严重。
经研究分析,造成该蜗轮减速箱和链条卷筒轴承磨损严重的原因,主要有以下方面。
2.1减速装置选用不当蜗轮减速箱是一种具有大速比的减速装置,在速比相同的条件下,它占用体积小,使其在低速传动和安装空间狭小的状况下,有很大的优势,然而与其他减速装置相比,也有其不足之处,如传动效率低,承载重负荷时材质为有色金属的蜗轮轮齿易磨损,这大大限制了其使用范围。
在该电炉炉盖提升系统中,尽管蜗轮减速箱的运转速度低,但由于所受负荷太大,以上缺点就更为突出。
其直接后果,就是导致蜗轮轮齿磨损严重,蜗轮减速箱无法传递炉盖提升所需的力矩。
2.2高温的工作环境电炉炼钢属于高温作业,钢水熔炼时内部温度达1400℃以上,而蜗轮减速箱在没有任何隔热保护措施的情况下,距离电炉炉体外壁仅1m ,尽管炉体内部衬有耐火砖,可以隔绝大部分热量,但蜗轮减速箱所处位置的温度仍然高达60~70C °。
长期暴露在如此高温之下,蜗轮减速箱箱体内的润滑油极易干涸,并发生质的恶化,使蜗轮和蜗杆的轮齿不能得到很好的润滑,这也造成了蜗轮轮齿磨损过快。
2.3过重的直接负荷蜗轮减速箱输出轴和链条卷筒轴刚性联接,在炉盖被提升时,蜗轮减速箱输出轴和链条卷筒轴均承受来自炉盖提升时的重力,减速箱靠近链条卷筒一侧,轴承负荷过重,易使轴承和轴承支座磨损,同样影响了蜗轮减速箱的使用寿命。
3改造方案设计根据上述分析结果,减速装置选用不当、工作环境温度高和直接负荷过重,是炉盖原提升机构故障频发的主要原因,必须分别加以改进。
3.1选用标准化的提升设备电动卷扬机,是由电力驱动的卷筒通过挠性件如钢丝绳或链条起升、运移重物的标准化起重装置,其结构简单,使用方便,广泛应用于建筑、运输等部门的拽引和起重作业。
将蜗轮减速箱、链条卷筒和电机同时由电动卷扬机进行改造,不仅可完全实现原有设备的重物提升功能,而且所配套的斜齿轮减电动卷扬机在炼钢设备改造中的应用刘伟1,张红婴2(江西理工大学1.应用科学学院;2.建筑与测绘学院,江西赣州341000)摘要:分析了炼钢电炉炉盖提升机构故障频发的主要原因,提出用电动卷扬机和动滑轮组,对炉盖提升机构不作大改动情况下进行技术改造,新炉盖提升机构可减少电炉故障停机时间,降低工人劳动强度,提高生产效率。
关键词:电炉;提升机构;蜗轮减速箱;电动卷扬机;动滑轮组中图分类号:TF345文献标识码:B文章编号:1672-545X (2009)12-0135-02收稿日期:2009-09-22作者简介:刘伟(1972—),男,江西赣州人,讲师,硕士,主要研究方向:金属塑性成形。
12345678910111.炉体2.炉盖3.导向轮4.起重链条5.石墨电极6.支架7.三角8.链条卷筒9.蜗轮减速箱10.台车11.基础图1电炉炉盖原提升机构135Equipment Manufactring Technology No.12,2009Pollution Preventive in the Machine-made Process of the Metal Mechanical ProcessingSU Bin(Dept.of Improvement System,Guangxi Liugong M achinery Co.,Ltd.,Liuzhou Guangxi 545007,China )Abstract :This article wants to find the way to achieve the goal of reduce the pollutant emission in the metal mechanical processing process through discussing the machine-made process of the metal mechanical processing which pollution preventive technological and recycling of the pollution on parts cleaning process.Key words :metal mechanical processing ;technological ;pollution ;preventive technological速箱和电机均为标准设备,随处可买,价格低廉,大大地降低了改造成本,同时也将大幅度地减少设备故障的维修时间。
3.2动滑轮组的使用电动卷扬机通过钢丝绳直接提升电炉炉盖时,所需电机功率仍较大,其较大的外形尺寸难以在原有设备基础上直接改进,将增加改造的难度和成本。
利用动滑轮组能降低工作机负荷的特性,使卷扬机可以采用较小功率的电机,既可以降低采购设备的成本,同时占用的空间较小,对于旧设备的改造十分有利。
通过设置一组4个动滑轮,使提升总质量为1.5t 的炉盖只需要3.68kN 的力,选用较小电机功率的卷扬机,占用空间小,造价低,设备改造方便快捷。
3.3降低工作环境温度在电炉框架的立柱靠近电炉炉体一侧及立柱的另一侧,分别焊接一块10mm 厚的钢板,将电动卷扬机和动滑轮组及钢丝绳与炉体隔开,大幅减少来自电炉炉体的热辐射,降低工作环境温度,延长电动卷扬机和动滑轮组及钢丝绳的使用寿命。
电炉炉盖提升机构改造后结构如图2所示。
4改造效果分析通过机械设备的改造,电炉炉盖提升机构的故障率明显降低,保障了连铸机中间罐的钢水供应,延长了连铸机的连铸时间,生产效率有了较显著的提高。
(1)电炉炉盖提升机构平均无故障时间大幅延长,由原来平均每半个月至一个月需维修一次,延长到每年的设备大修时间检修一次,降低了电炉因设备维修而停产的时间,生产状况有了较大改善。
(2)设备经改造以来,生产过程中仅钢丝绳因润滑脂被烤干,需每3个月更换一次,并可在电炉炼钢的同时进行,更换时间只需20min ,降低了维修工人的劳动强度。
(3)原炉盖提升机构只需更换蜗轮减速箱和电动机,增加一距离调整装置,整体改动小,且电动卷扬机和动滑轮组的价格低,因此改造的成本低廉。
5结束语电动卷扬机是一种价格低廉的标准化提升设备,在传统行业外的正确使用,可大幅降低提升设备的建设或改造成本,减轻工作人员劳动强度,取得良好的经济效益。
参考文献:[1]李秀辉,等.炼钢厂汽化冷却烟道维护设备的设计[J].建筑机械化,2006,(12):43-45.[2]郭育宏,等.卷扬机滑轮组系统在锅炉汽包吊装中的应用[J].机械工程与自动化,2006,(8):152-156.[3]徐灏.机械设计手册[M].北京:机械工业出版社,2000.Application of the Lifting in the Rebuild of the Elevating Unit of Steel-smelting Furnace LidLIU Wei 1,ZHANG Hong-ying 2(1.School of Applied Sciences ;2.School of Construction and Survey ,Jiangxi University of Science and Technology,Ganzhou Jiangxi 341000,China )Abstract:the failure of the elevating of the steel-smelting furnace lid was Analysed,the electrical hoist and movable pulley were used in therebuild,and the mechanism were not need to be changed heavylly.the new orga nization of the elevating of the steel-smelting furnace lid can reduce the fault downtime,reduce the labor intensity of workers and improve the production efficiency.Key words :steel-smelting furnace;elevating;worm gear box;electrical hoist;movable pulley unit123456789101112131.炉体2.炉盖3.导向轮4.起重链条5.石墨电极6.支架7.距离调整机构8.三角板9.动滑轮组10.定滑轮组11.电动卷扬机(拆除电机)12.台车;13.基础图2改造后的电炉炉盖提升机构!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!(上接第116页)136。