松下伺服A系列新功能
松下A4伺服驱动器的保护报警功能
松下A4伺服驱动器的保护报警功能首先,松下A4伺服驱动器具有过流保护功能。
当电机运行时,如果电流超过设定的限制值,驱动器会自动切断电源,以避免电机和设备的损坏。
此功能可以有效保护设备的安全运行,避免由于过流引起的故障。
其次,松下A4伺服驱动器还具有过压保护功能。
当输入电压超过设定的限制值时,驱动器会自动切断电源,以避免电机和设备的损坏。
此功能可以防止由于过压引起的电路故障,并保护设备的正常运行。
另外,松下A4伺服驱动器还具有低压保护功能。
当输入电压低于设定的限制值时,驱动器会自动切断电源,以避免电机无法正常运行。
这一功能保证了设备在电压不稳定的环境下的安全运行。
此外,松下A4伺服驱动器还具有过热保护功能。
当驱动器或电机过热时,驱动器会自动切断电源,以防止设备和电机的损坏。
这种过热保护功能可以有效保护设备在高温环境下的正常工作,并延长设备的使用寿命。
此外,松下A4伺服驱动器还具有过载保护功能。
当电机运行时,如果负载超过设定的限制值,驱动器会自动切断电源,以避免驱动器和设备的损坏。
此功能可以防止由于过载引起的设备故障,并保护设备的安全运行。
最后,松下A4伺服驱动器还具有电池低压保护功能。
当备用电源电池电压低于设定的限制值时,驱动器会自动切断电源,以保护电池和设备的安全运行。
这种低压保护功能可以防止由于低电压引起的电路故障,并延长备用电源电池的使用寿命。
总结起来,松下A4伺服驱动器具有多种保护报警功能,包括过流保护、过压保护、低压保护、过热保护、过载保护和电池低压保护。
这些功能不仅能够保护设备和电机的安全运行,还可以防止由于过电流、过压、低压、过热、过载和电池电压低引起的设备故障,有效延长设备的使用寿命。
松下A系列伺服驱动 用户手册

LE
3
333
3
3
66
6
LF
7
10 10 10
12
12
12 12
12
LZ
6.6
999
9
LW
45
45 45 45
45
LK
42
42 42 42
41
键
KW
6h9 6h9 6h9 6h9 8h9
KH
6
666
7
RH
15.5 15.5 15.5 15.5 18
增量式/17 位
编码器无制动 4.5
5.1 6.5 7.5
9.3
重量(kg)
器 增量式/17 位
编码器有制动 5.1
6.5 7.9 8.9
11
器
外形图
9
99
9
45
55 55
55
41
51 51
51
8h9 8h9 8h9 8h9
7
77
7
18
20 20
20
10.9 12.9 15.1 17.3
12.6 14.8 17 19.2
MDMA 系列(中惯量)
MGMA 系列(中惯量)
LA
130/145 145 145 145 145 145 165 165 200 200 145 145 145 200 200 200 200
松下A系列伺服驱动器参数设定说明

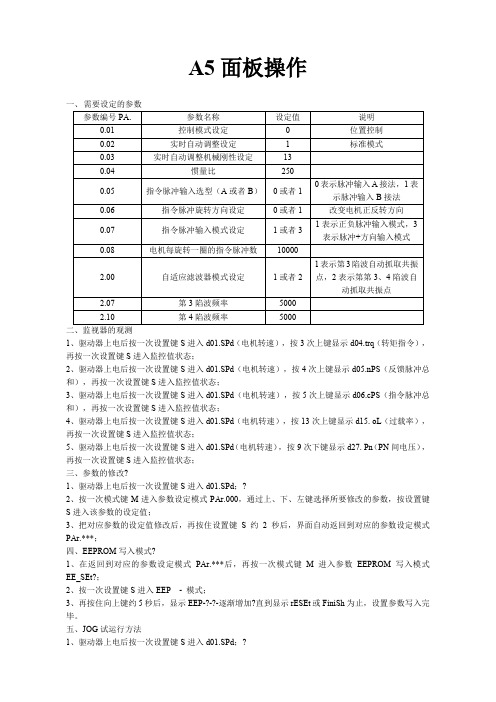
Panasonic A5系列伺服驱动器参数设定说明一、需要设定的参数:参数编号Pr. 参数名称设定值说明0.01* 控制模式选择0 位置控制模式0.02 实时自动调整设置 1 基本0.03 实时自动增益的机械刚性选择160.04 惯量比10000.07* 指令脉冲驶入方式 3 脉冲序列+符号6.04 JOG速度设定100注:编号带*之参数,其设定值必须在控制电源断电重启之后才能修改成功。
二、参数的修改1、按设置键S进入d**.uEP;2、按模式键M进入参数Prr.***,再按设置键S进入参数修改模式三、EEPROM写入模式1、按设置键S进入d**.uEP;2、按模式键M进入参数EE_SE*3、按住向上键约5秒后,显示EEP- , -逐渐增加直到显示ReSE*或FiniSh为止,设置参数写入完毕。
四、JOG试运行方法:1、按设置键S进入d**.uEP;2、按模式键M进入参数RF_RCL,再按向上或下的箭头直到出现RF_JOG五、各模式结构五、参数初始化R-----0 上电初始画面: 按1下S 键,到下一画面按1下M 键,进入了参数设置的首个画面这是参数设置的首个参数号00,可以通过 和 来改变到我们需要设置的参数号,用 可以改变我们所修改的数的位数,比如要 设置PR---54,需要从00改为54,可以单 纯通过 和 按到54,也可以先修改为04,然后通过把4右下方的光点移到十位数即0的右下方,再按把0改为5,那么就由PR —00调整到PR —54按一下S 就进入到此参数号的参数值显示dp-5pdPR--00PR--54- - - - - -此时按以及三键就可以来修改此参数值,修改参数值和修改参数号的方法是相同的,比如设定为150,可以先用将光点移到十位数的右下方,改为5,再将光点移到百位数右下,改为1即改为了150150参数值修改完成,按1下S,退到上一画面PR--54按压M键,直到出现下一画面EE—SET按1下S,进入到下一画面EEP- - -此时按住(约5秒)直到出现下一画面(这表示参数保存完成)按1下S 退到上一画面按压M ,直到切换到监视模式,M 为模式切换键,不停的按会在几个模式之间循环显示,现在要通过按M 到监控模式按1下S ,退回到初始画面这样PR —54 的参数值就被我们设置完成,其它的参数值设置方法相同。
A伺服参数设置

A伺服参数设置公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-松下A5系列伺服参数一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。
但是,为优化机床性能,请详细参阅伺服驱动器技术资料。
二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。
方法如下:①按 MODE键,选择EEPROM写入显示模式EE_SEt;②按 SET键,显示EEP -;③按住上翻键约3 秒,显示EEP ――到――――――到StArt,参数保存完显示FiniSh.表示参数写入有效,显示rESEt.表示需关断电源,重新通电设定值才能生效;显示Error.表示写入无效,需重新设定参数。
三、电子齿轮比的计算(针对松下A5驱动),有两种计算方式:1、松下专有方式:Pr0.08* 电机每旋转一次的指令脉冲数=螺距/脉冲当量2、通用计算方式:当Pr0.08参数为0时,电子齿轮比=分子/分母=Pr0.09/Pr0.10=编码器分辨率*脉冲当量*机械减速比/螺距(=10000*0.001*1/5=2/1)四、惯量比的调节 Pr0.04惯量比该参数对机床运行的平稳性、加工效果等起到了很重要的作用,比如:机床振动、机床电机发出异常声音、加工出来的圆不圆、加工的工件粗糙、加工的工件变形等,只有设置合理的惯量比,机床才能发挥出最大的优势,才能加工出更好的工件。
惯量比的设定有两种方法:其一、手动设定直接手动将估算的惯量比设置到【Pr0.04】里。
如果手动设置,需要你估算该机床的惯量比,既然估算,很难达到理想的惯量比,机床就很难发挥出最大的优势。
其二、自动设定机床运动。
只有适合机床的惯量比,加工出来的工件才是最好的下面我将详细介绍惯量比的自动调节:1) 调节【Pr0.02】实时自动增益调整模式设定【Pr0.02】 X轴、Y轴设为【1】【Pr0.02】 Z轴设为【3】2) 调节【Pr0.03】实时自动调整机械刚性选择该参数非常重要,决定了机床的平稳性以及加工效果。
松下伺服A面板操作完整版

松下伺服A面板操作HEN system office room [HEN 16H-HENS2AHENS8Q8-HENH1688]按4次上键显示(反馈脉冲 按5次上键显示(指令脉冲 按13次上键显示dl5. oL 按9次下键显示d27・Pn (PNA5面板操作需要设定的参数二、监视器的观测1、驱动器上电后按一次设置键S 进入(电机转速),按3次上键显示(转矩指 令),再按一次设置键S 进入监控值状态;2、 驱动器上电后按一次设置键S 进入(电机转速), 总和),再按一次设置键S 进入监控值状态;3、 驱动器上电后按一次设置键S 进入(电机转速), 总和),再按一次设置键S 进入监控值状态;4、 驱动器上电后按一次设置键S 进入(电机转速), (过载率),再按一次设置键S 进入监控值状态;5、 驱动器上电后按一次设置键S 进入(电机转速),间电压),再按一次设置键S 进入监控值状态; 三、参数的修改1、驱动器上电后按一次设置键S 进入;2、 按一次模式键M 进入参数设定模式,通过上、下、左键选择所要修改的参数, 按设置键S 进入该参数的设定值;3、 把对应参数的设定值修改后,再按住设置键S 约2秒后,界面自动返回到对应 的参数设定模式PAr. ***;四、EEPROM写入模式1、在返回到对应的参数设定模式PAr. ***后,再按一次模式键M进入参数EEPROM 写入模式EE_SEt;2、按一次设置键S进入EEP -模式;3、再按住向上键约5秒后,显示EEP—-逐渐增加直到显示rESEt或Finish为止, 设置参数写入完毕。
五、JOG试运行方法1、驱动器上电后按一次设置键s进入;2、按3次模式键M进入辅助模式AF_ACL,按4次向上键直到出现AF_JOG:3、按一次设置键S进入JOG -模式;再按住向上键约5秒后,显示JOG-—逐渐增加直到显示rEAdy为止;4、再按住向左键约5秒后,右边的小数点逐渐向左边移动,直到显示SrV_on为止;5、此时按住上、下键即可进行电机正反转。
松下伺服马达A5的性能特点
松下伺服马达A5的性能特点据日弘忠信了解,松下伺服马达A5是目前国内用得最多、需求量最大、市场覆盖率最高的伺服产品之一,这是因为它具有超高速响应、智能化、更轻巧、使用方便、安全等级高等优势,在此,我们主要介绍其安全等级。
松下伺服马达A5的畅销离不开其安全等级更高的特性,松下A5系列伺服电机的安全等级达到IP67标准。
采用与电机电源、编码器输入输出部直接连接的连接器,使电机的密封性得以提高,达到IP67标准,同时电机的耐环境性也更高。
安全等级IP67,6的意思是防异物,防止因完全接触而侵入灰尘;7是防水,对规定压力时间内的渗水进行保护。
2013年9月,松下公司又推出松下A52伺服电机系列,其性能更高过A5系列电机。
松下伺服马达A5拥有良好的速度控制特性,整个速度区内可实现平滑控制,几乎无振荡;高效率,90%以上,不发热,高速控制。
高精确位置控制(取决于何种编码器),额定运行区域内,实现恒力矩,低噪音,没有电刷的磨损,免维护,不发生磨损颗粒、没有火花,适用于无尘间、易暴环境。
伺服主要靠脉冲来定位,基本上可以这样理解,松下伺服马达A5接收到1个脉冲,就会旋转1个脉冲对应的角度,从而实现位移,因为,伺服电机自身具备发出脉冲的功能,所以伺服电机每旋转一个角度,都会发出对应数量的脉冲,这样,和伺服电机接受的脉冲形成了呼应,或者叫闭环,如此一来,系统就会知道发了多少脉冲给伺服电机,同时又收了多少脉冲回来,这样,就能够很精确的控制电机的转动,从而实现精确的定位,可以达到0.001mm伺服电机内部的转子是永磁铁,驱动器控制的U/V/W三相电形成电磁场,转子在此磁场的作用下转动,同时电机自带的编码器反馈信号给驱动器,驱动器根据反馈值与目标值进行比较,调整转子转动的角度。
深圳市日弘忠信电器有限公司是一家集品牌代理、产品配套、解决方案、工程服务于一体的运营服务商。
公司秉承“共赢发展,忠信为本”的经营理念,自成立以来,不断引入欧、日、台及国内名优品牌工业自动化产品,服务于广大自动化机械设备厂商,在业内拥有较高知名度。
松下A系列伺服位置控制使用方法

松下A系列伺服位置控制使用方法Document number【SA80SAB-SAA9SYT-SAATC-SA6UT-SA18】松下A5系列伺服位置控制使用方法置模式(Pr r 000)-----按上下键或<键(可移动小数点)到要设定的参数——按S键进入、修改(按上升键或下降键)——按S键保持3秒——按一下M键>写入模式(EE_SEb)>再按”S”键>执行显示(EEP -)按上升键保持5秒----EEP --、EEP ---、EEP ----、--------SbRrb---Finish,结束。
三、辅助功能模式(AF_RcL):按上升或者下降键选择项目1、自动补偿调整(AF_oF1、oF2、oF3)AF_RcL>下降键>AF_oF1>S键>oF1 --持续按上升键执行。
2、试运行(JOG)持续按上升键(CW)--rERdy------<键---SrU_on---持续上升键(CCW)3、参数初始化(AF_ini)---按“S”键----ini----持续按上升键5秒 -------Finish----------结束4、前面板锁定解除(AF_unL)---按“S”键---unL--持续按上升键5秒----SbRrb----unL------、------------Finish 结束。
以上字母只是近似面板上显示的简码。
四、常见报警及其原因1、“11”---控制电源电压不足电源电压低或者驱动器故障2、“16”过载负载过重或电机电源线相序错误3、“21”编码器通讯异常编码器断线或者虚焊、漏焊、脱焊4、“24”位置偏差过大电机未按指令动作加大的值或者设为0五、接线1、主电源及编码器接线:2、大功率伺服编码器接线:3、控制端子接线:。
松下伺服A6系列新功能

松下伺服A6系列新功能,哪些是令人兴奋的?你期
待的?
MINAS A6 主要特长:
响应频率提高,使得伺服响应更迅敏、反馈更及时,动作更精准:
反馈响应性提升带来的加工上的良好表现:
体积小型化是业界共同的最求:
负载变动抑制控制功能,使得机械手上应用更加便利:
两种规格油封,便利用户根据环境需求的选择。
之前的一些客户特殊要求求,本中心就专门为他们添置过三唇油封
转速转矩提升,编码器分辨力提升,驱动器网络对应功能增加:
增加了串行通信控制模式:
新算法的适时更新,解决了上一代伺服算法上的不足,调试上的难题,使用户调试更便利:
负载变动抑制控制功能,使得在机械手上调试更便利
内部结构改良,大幅增加伺服的环境适应性、耐用性:
个人认为最大的亮点,通过专用的无线加密狗,可以无线联伺服、远程连伺服、便利于远程调机,专家会诊,更贴心地帮助到设备开发商的伺服使用。
伺服设备的“loT”,实现远程状态监测以及远程操作:
THANKS !!!
致力为企业和个人提供合同协议,策划案计划书,学习课件等等
打造全网一站式需求
欢迎您的下载,资料仅供参考。
Minas A系列全闭环伺服驱动器技术参考手册

1.位置控制 2.模拟量速度控制 3.转矩控制 4.位置-速度控制 5.位置-转矩控制
控制方式
6.速度-转矩控制 7.半闭环控制 8.全闭环控制 9.混合式控制
10.速度-外部反馈装置控制 11.速度-半闭环控制
1.伺服-ON 2.报警清除 3.增益切换 4.比例操作选择 5.指令分倍频选择
控制输入
PR02 值 6 7 8
9
10
控制、闭环方式 位置半闭环控制 位置全闭环控制
位置半闭环/全闭环切换控制
1
速度半闭环控制
2
位置全闭环控制
1
速度半闭环控制
2
位置半闭环控制
速度环采样
位置环采样
电机编码器
电机编码器
外部反馈装置
电机编码器
电机编码器或外部 反馈装置
电机编码器
――――
外部反馈装置
电机编码器
――――
部 功
指令脉冲分/倍频
能 编码器每转输出脉冲数 1~16384P/r
1 ~ 10000 × 20~17
的计算结果
1 ~ 10000
保护功能
硬件 过电压、欠电压、过速度、过载、过电流、编码器异常 软件 位置偏差过大,指令脉冲分倍频,EEPROM 异常
故障历史记忆功能 可记忆包括当前在内的 14 个历史故障
6.控制方式选择 7.内部速度指令选择 8.CW 驱动禁止 W 驱动禁止
10.零速钳位 11.平滑功能输入 12.光栅尺故障输入
输 入
速度指令输入 由参数设定范围和极性(出厂值:6V/额定转速 )
信 号
模拟指令 转矩指令输入
与速度指令输入共用,转矩控制、位置-转矩控制时有效(出厂设定 3V/ 额定转矩) 与 CCW 转矩限制输入共用,速度-转矩控制时有效(出厂设定 3V/额定转矩)
松下伺服驱动器说明书

PanasonicMinas A4系列AC伺服驱动器说明书Minas A4系列驱动器技术资料选编i目录1.规格型号说明 1 1-1.伺服驱动器型号说明 1 1-2.驱动器与电机的组合 2 1-3.驱动器与电机的尺寸 3 1-4.技术规格 52.外形与接插件9 2-1.接插件外形与清单9 2-2.电源插头X1、X2和编码器插头X611 2-3.控制信号接口X512 2-3-1.位置控制模式控制信号接线图12 2-3-2.速度控制模式控制信号接线图13 2-3-3.控制信号接线详解143.接线图26 3-1.电缆规格与最大长度26 3-2.I/O控制信号插头,编码器插头和外部反馈装置插头26 3-3.接线指示26 3-3-1.连接到电源接线端子的电缆26 3-3-2.连接到控制信号接口X529 3-3-3.连接到编码器信号接口X6344.参数36 4-1.参数概略36 4-2.参数详解39 4-3.电子齿轮功能565.时序图57 6.保护功能60 7.操作说明658.增益调整72 8-1.调整方法与框图72 8-2.实时自动增益调整73 8-3.常规自动增益调整76 8-4.适配增益调整78 8-5.自动调整功能的禁止80 8-6.增益自动设置功能81 8-6.手动调整增益829.控制框图93-cawin—abridged—jul04-Minas A4系列驱动器技术资料选编-1 -1.型号规格说明1-1.伺服驱动器型号说明1-1-1.预期使用期限在如下运行条件下,伺服驱动器预期可以使用28,000小时。
输入电源单相100VAC,50/60Hz;三相200VAC,50/60Hz环境温度 55℃输出转矩按额定转矩输出运行条件电机转速按额定转速输出伺服驱动器的可用期限与其运行工况密切相关。
1-1-2.驱动器型号说明Minas A4系列驱动器技术资料选编 -2 -1-2.驱动器与电机的组合伺服驱动器适配电机 型号 类型输入电源 型号 电压额定功率额定转速编码器规格 MSMD5AZP1*5线制,2500p/r MADDT1105 A 型 单相100V MSMD5AZS1*50W7线制,17位 MSMD011P1*5线制,2500p/r MADDT1107A 型单相100VMSMD011S1*100V100W 7线制,17位 MSMD5AZP1*5线制,2500p/r MSMD5AZS1*50W 7线制,17位 MSMD012P1*5线制,2500p/r MADDT1205A 型单相200VMSMD012S1*100W7线制,17位 MSMD022P1*5线制,2500p/r MSMD022S1*200W3000rpm7线制,17位MAMA012P1*5线制,2500p/rMADDT1207A 型单相200VMAMA012S1*200V100W 5000rpm7线制,17位 MSMD021P1*5线制,2500p/r MBDDT2110B 型单相100VMSMD021S1*100V 200W7线制,17位 MSMD042P1*5线制,2500p/r MSMD042S1*400W3000rpm7线制,17位MAMA022P1*5线制,2500p/rMBDDT2210B 型单相200VMAMA022S1*200V 200W 5000rpm7线制,17位 MSMD041P1*5线制,2500p/r MCDDT3120C 型单相100VMSMD041S1*100V 400W7线制,17位 MSMD082P1*5线制,2500p/r MSMD082S1*750W3000rpm7线制,17位MAMD042P1*5线制,2500p/rMCDDT3520C 型单相/三相 200VMAMD042S1*200V 400W 5000rpm7线制,17位Minas A4系列驱动器技术资料选编-3 -1-3.驱动器与电机的安装尺寸1-3-1.驱动器的安装尺寸A型驱动器B型驱动器Minas A4系列驱动器技术资料选编-4 -C型驱动器1-3-2.电机的安装尺寸请参考电机样本,此从略。
松下伺服驱动器说明书
PanasonicMinas A4系列AC伺服驱动器说明书Minas A4系列驱动器技术资料选编i目录1.规格型号说明 1 1-1.伺服驱动器型号说明 1 1-2.驱动器与电机的组合 2 1-3.驱动器与电机的尺寸 3 1-4.技术规格 52.外形与接插件9 2-1.接插件外形与清单9 2-2.电源插头X1、X2和编码器插头X611 2-3.控制信号接口X512 2-3-1.位置控制模式控制信号接线图12 2-3-2.速度控制模式控制信号接线图13 2-3-3.控制信号接线详解143.接线图26 3-1.电缆规格与最大长度26 3-2.I/O控制信号插头,编码器插头和外部反馈装置插头26 3-3.接线指示26 3-3-1.连接到电源接线端子的电缆26 3-3-2.连接到控制信号接口X529 3-3-3.连接到编码器信号接口X6344.参数36 4-1.参数概略36 4-2.参数详解39 4-3.电子齿轮功能565.时序图57 6.保护功能60 7.操作说明658.增益调整72 8-1.调整方法与框图72 8-2.实时自动增益调整73 8-3.常规自动增益调整76 8-4.适配增益调整78 8-5.自动调整功能的禁止80 8-6.增益自动设置功能81 8-6.手动调整增益829.控制框图93-cawin—abridged—jul04-Minas A4系列驱动器技术资料选编-1 -1.型号规格说明1-1.伺服驱动器型号说明1-1-1.预期使用期限在如下运行条件下,伺服驱动器预期可以使用28,000小时。
输入电源单相100VAC,50/60Hz;三相200VAC,50/60Hz环境温度 55℃输出转矩按额定转矩输出运行条件电机转速按额定转速输出伺服驱动器的可用期限与其运行工况密切相关。
1-1-2.驱动器型号说明Minas A4系列驱动器技术资料选编 -2 -1-2.驱动器与电机的组合伺服驱动器适配电机 型号 类型输入电源 型号 电压额定功率额定转速编码器规格 MSMD5AZP1*5线制,2500p/r MADDT1105 A 型 单相100V MSMD5AZS1*50W7线制,17位 MSMD011P1*5线制,2500p/r MADDT1107A 型单相100VMSMD011S1*100V100W 7线制,17位 MSMD5AZP1*5线制,2500p/r MSMD5AZS1*50W 7线制,17位 MSMD012P1*5线制,2500p/r MADDT1205A 型单相200VMSMD012S1*100W7线制,17位 MSMD022P1*5线制,2500p/r MSMD022S1*200W3000rpm7线制,17位MAMA012P1*5线制,2500p/rMADDT1207A 型单相200VMAMA012S1*200V100W 5000rpm7线制,17位 MSMD021P1*5线制,2500p/r MBDDT2110B 型单相100VMSMD021S1*100V 200W7线制,17位 MSMD042P1*5线制,2500p/r MSMD042S1*400W3000rpm7线制,17位MAMA022P1*5线制,2500p/rMBDDT2210B 型单相200VMAMA022S1*200V 200W 5000rpm7线制,17位 MSMD041P1*5线制,2500p/r MCDDT3120C 型单相100VMSMD041S1*100V 400W7线制,17位 MSMD082P1*5线制,2500p/r MSMD082S1*750W3000rpm7线制,17位MAMD042P1*5线制,2500p/rMCDDT3520C 型单相/三相 200VMAMD042S1*200V 400W 5000rpm7线制,17位Minas A4系列驱动器技术资料选编-3 -1-3.驱动器与电机的安装尺寸1-3-1.驱动器的安装尺寸A型驱动器B型驱动器Minas A4系列驱动器技术资料选编-4 -C型驱动器1-3-2.电机的安装尺寸请参考电机样本,此从略。
松下 MINAS A5系列(400V) 交流伺服马达 驱动器 说明书(基本篇)

使用说明书(基本篇)交流伺服马达·驱动器MINAS A5系列(400V)1.开封确认 (2)开箱拆封后,请确认 (2)确认驱动器型号 (2)确认电机型号 (3)2.设置方法 (4)驱动器 (4)电 机 (6)3.系统结构和配线 (8)总配线图(主电路连接器型) (8)总配线图(主电路端子台型) (10)驱动器外设清单 (12)主电路(连接器)的配线要点 (14)主电路(端子台)的配线要点 (15)连接器的接线方法 (16)主电路配线图 (18)电机、制动器连接器的连接 (19)连接器X1的配线 (20)连接器X2的配线 (20)连接器X3的配线 (21)连接器X4的配线 (22)连接器X5的配线 (25)连接器X6的配线 (26)连接器X7的配线 (28)4.参数和模式的设定 (29)概要.设定.连接 (29)参数的构成 (31)5.保护功能 (32)保护功能(错误码) (32)6.保养.检查 (34)7.欧洲EC标准/对应UL标准 (36)外设构成 (38)8.电机内置保持制动器 (42)9.动态制动器 (44)10.确认驱动器和电机的配套型号 (45)20位 增量式规格 (45)17位 绝对式规格 (46)11.规 格 (47)12.质量保证 (50)售后服务(修理) (51)页页■目录铭牌内容型号说明型号说明M D D H T24功率器件的最大额定电流机架型号75~61~4例:10040001N流水号制造月份制造年(2位数)例:20100401生产日生产月生产年( 历)具有标准产品和订购产品两种。
详情请咨询销售店。
●…与您所定购的型号是否相符?●…在运输途中是否有损伤?●…操作说明书(安全篇)是否在内?●…是否附带电源连接器、电机连接器、外置再生放电电阻连接器(仅D,…E型附带)、…安全分流插头?…※F型未附带电源连接器、电机连接器。
铭牌内容例:P1*******N制造编号(序列号)流水号制造月份(2位数)例:20100401生产日生产日生产月历)请正确安装驱动器和电机,以免发生故障和事故。
松下a1伺服说明书

松下a1伺服说明书篇一:Panasonic伺服参数设定说明Panasonic(MINAS A系列)伺服參數設定說明:备注: 1、首先设置驱动器的电子齿轮比和需要马达转一圈回授的脉冲数计算方法如下:MSMA0421A通常新代控制器所设精度单位 1um/Pules (可在系统参数17中设所需精度单位)通常新代控制器所设的倍频数是4 倍(可在系统参数81~100中所设轴卡的倍频)计算公式:F= f ×/ Pr 4B = 10000或注: F —电机转一圈所需的内部指令脉冲数(编码器的分辨率)f —电机转一圈所需指令脉冲数马达转一圈回授的脉冲数= 负载转一圈移动量脉冲数÷控制器内部所设的倍频 4****** ex: ******当螺杆的节距是10mm,马达选用A 型编码器分辨率,采用直传连轴器那齿轮比计算如下:负载转一圈移动量脉冲数 = 10mm÷1um/Pules =104 Pules M / N = 1 / 1F = f × { Pr 46 × 2Pr 4A ) ÷ Pr 4B 把 Pr4A = 0 1、Pr 46 = 100002、Pr 4B = 100002、设定上表中的驱动器参数,值为后面的设定值;Pr 4A、Pr 46、Pr 4B为上面公式根据实际情况计算出来的值;Pr 10、Pr 11、Pr 12先不修改数值,为出厂值;3、调整机台的刚性,先进行X、Y、Z 轴的来回运动,通过自动整定调谐驱动器参数值,按加1数值增大;通常调节到机台出现震动或有声音后,降回原一级。
注意一点:调完后,需把X、Y、Z的位置增益Pr 10设成一样大;注意:齿轮比设错,编码器会无回授,同时控制器发遗失位置命令、严重追随误差警报。
使用面板设定参数的方式:1、接通驱动器电源;2、按set键按钮;3、按住MODE键按钮,到显示为:“PA_ 00”;4、按上↑、或下↓键按钮,来选择需要设定的数号,如选择10号参数,显示为:“PA_ 10”;5、按set键按钮,进入对应参数值,显示为:“ 50”;6、用左←键、上↑键、下↓键,来修改设定数值;7、修改完后,按set键按钮,确认退出;当修改完所有要修改的参数后,要执行选择EEPROM模式写入,8、按MODE键按钮,到显示为:“EE_ SET”; 9、按set键按钮,到显示为:“EEP -”; 10、按住上↑键按钮约(持续3秒钟),显示转换如下:“EEP -”→“EEP - -”→“- - - - - -”→“START” [→“FINISH”[→“Reset” [→“ERROR”“FINISH”与“Reset”写入完成;“ERROR”写入出错,须重新设定参数,后再写入;显示“Reset”需要关电源,重开电源后,设定参数值生效;常规自动增益调节:1、选择常规自动增益调节模式,初始显示“r0”;2、按SET键按钮一次,按MODE模式键切换,按钮三次,到显示为“At_no 1”;3、按上↑、下↓键来选择机器的刚性,刚性越高越好,但前提条件是机台不抖动;4、按SET键按钮,进入监视器 / 执行模式;显示为:“Atu -”;5、在监视器 / 执行模式上运作:按住上↑键按钮约3秒,直到出现显示“start”,电机开始运转,大约15秒内,电机重复5个周期,包括两圈的正转和反转。
A4系列交流伺服驱动器使用指南〓
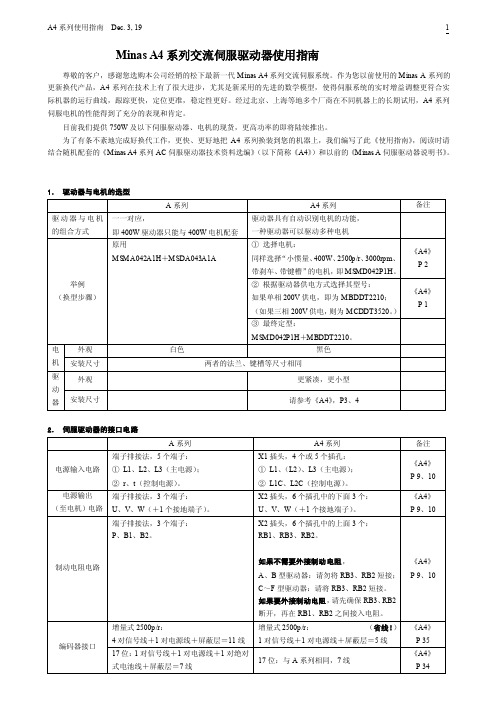
Minas A4系列交流伺服驱动器使用指南尊敬的客户,感谢您选购本公司经销的松下最新一代Minas A4系列交流伺服系统。
作为您以前使用的Minas A系列的更新换代产品,A4系列在技术上有了很大进步,尤其是新采用的先进的数学模型,使得伺服系统的实时增益调整更符合实际机器的运行曲线,跟踪更快,定位更准,稳定性更好。
经过北京、上海等地多个厂商在不同机器上的长期试用,A4系列伺服电机的性能得到了充分的表现和肯定。
目前我们提供750W及以下伺服驱动器、电机的现货,更高功率的即将陆续推出。
为了有条不紊地完成好换代工作,更快、更好地把A4系列换装到您的机器上,我们编写了此《使用指南》,阅读时请结合随机配套的《Minas A4系列AC伺服驱动器技术资料选编》(以下简称《A4》)和以前的《Minas A伺服驱动器说明书》。
1.驱动器与电机的选型2.伺服驱动器的接口电路4.驱动器的显示面板与操作方法A4系列的显示面板、按钮布局与A系列一样,操作方法也一样(见《A4》P65)。
但A4系列新增了以下几个主要内容,对于现场调试和排除故障很有益:A4系列具备与A系列一样的“电机试运转JOG功能”、“常规自动增益调整功能”、“报警清除功能”、“自动零漂调整”、“编码器清零功能”;而且新增了一个用于位置控制模式时提高实时增益调整精度的“适配增益调整功能”,(见《A4》P71、78)。
5.驱动器的参数设置A4系列的参数设置方法与A系列一样。
各参数的号码、功能与含义基本相同;新增的和变动的参数主要如下表所列:注:P——位置控制,S——速度控制,T——转矩控制,F——全闭环控制。
6.A4系列伺服系统增益调整步骤1)与增益调整有关的参数,建议采用驱动器的出厂设置,观察机器性能是否满意。
如果不能得到较好的响应性能,请参照2)。
由于A4系列伺服驱动器适应范围大大增强,使用A系列伺服的用户原则上可以直接使用原来的参数而不需要重新调整。
2)在机器的不同位置、刚性选择由低而高,执行“常规自动增益调整”(见《A4》P76),一直到机器响应较好为止。
松下伺服A面板操作
A5面板操作一、需要设定的参数二、监视器的观测1、驱动器上电后按一次设置键S进入d01.SPd(电机转速),按3次上键显示d04.trq(转矩指令),再按一次设置键S进入监控值状态;2、驱动器上电后按一次设置键S进入d01.SPd(电机转速),按4次上键显示d05.nPS(反馈脉冲总和),再按一次设置键S进入监控值状态;3、驱动器上电后按一次设置键S进入d01.SPd(电机转速),按5次上键显示d06.cPS(指令脉冲总和),再按一次设置键S进入监控值状态;4、驱动器上电后按一次设置键S进入d01.SPd(电机转速),按13次上键显示d15. oL(过载率),再按一次设置键S进入监控值状态;5、驱动器上电后按一次设置键S进入d01.SPd(电机转速),按9次下键显示d27. Pn(PN间电压),再按一次设置键S进入监控值状态;三、参数的修改?1、驱动器上电后按一次设置键S进入d01.SPd;?2、按一次模式键M进入参数设定模式PAr.000,通过上、下、左键选择所要修改的参数,按设置键S进入该参数的设定值;3、把对应参数的设定值修改后,再按住设置键S约2秒后,界面自动返回到对应的参数设定模式PAr.***;四、EEPROM写入模式?1、在返回到对应的参数设定模式PAr.***后,再按一次模式键M进入参数EEPROM写入模式EE_SEt?;2、按一次设置键S进入EEP - 模式;3、再按住向上键约5秒后,显示EEP-?-?-逐渐增加?直到显示rESEt或FiniSh为止,设置参数写入完毕。
五、JOG试运行方法1、驱动器上电后按一次设置键S进入d01.SPd;?2、按3次模式键M进入辅助模式AF_ACL,按4次向上键直到出现AF_JOG;3、按一次设置键S进入JOG - 模式;再按住向上键约5秒后,显示JOG-?-?-逐渐增加?直到显示rEAdy为止;4、再按住向左键约5秒后,右边的小数点逐渐向左边移动,?直到显示SrV_on为止;5、此时按住上、下键即可进行电机正反转。
A 伺服参数设置

松下A5系列伺服参数一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。
但二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。
方法如下:①按MODE键,选择EEPROM写入显示模式EE_SEt;②按SET键,显示EEP -;③按住上翻键约3 秒,显示EEP ――到――――――到StArt,参数保存完显示FiniSh.表示参数写入有效,显示rESEt.表示需关断电源,重新通电设定值才能生效;显示Error.表示写入无效,需重新设定参数。
三、电子齿轮比的计算(针对松下A5驱动),有两种计算方式:1、松下专有方式:* 电机每旋转一次的指令脉冲数=螺距/脉冲当量2、通用计算方式:当参数为0时,电子齿轮比=分子/分母==编码器分辨率*脉冲当量*机械减速比/螺距(=10000**1/5=2/1)四、惯量比的调节惯量比该参数对机床运行的平稳性、加工效果等起到了很重要的作用,比如:机床振动、机床电机发出异常声音、加工出来的圆不圆、加工的工件粗糙、加工的工件变形等,只有设置合理的惯量比,机床才能发挥出最大的优势,才能加工出更好的工件。
惯量比的设定有两种方法:其一、手动设定直接手动将估算的惯量比设置到【】里。
如果手动设置,需要你估算该机床的惯量比,既然估算,很难达到理想的惯量比,机床就很难发挥出最大的优势。
其二、自动设定机床运动。
只有适合机床的惯量比,加工出来的工件才是最好的下面我将详细介绍惯量比的自动调节:1) 调节【】实时自动增益调整模式设定【】X轴、Y轴设为【1】【】Z轴设为【3】2) 调节【】实时自动调整机械刚性选择该参数非常重要,决定了机床的平稳性以及加工效果。
一般设定值在0~31之间。
X轴Y 轴Z轴可根据机床本身任意设,在机床运动时机床不振动、电机不发出嗡嗡声音的前提下,尽量增大参数的值,因为该参数决定机床的刚性,机床的刚性越大,加工出来的工件越理想,加工效果越好3) 装载一个三轴加工文件,最好连动的,可以不放工件进行空跑,也可以放工件。
松下伺服A5面板操作

A5面板操作
精心整理
精心整理
精心整理
精心整理
精心整理
精心整理
二、监视器的观测
1
S
2
S,
按4次上键显示d05.nPS(反
精心整理
馈脉冲总和),再按一次设置键S进入监控值状态;
3
4
S,
按13次上键显示d15. oL(过
精心整理
载率),再按一次设置键S进入
监控值状态;
5
PN
S
精心整理
2
值;
精心整理
3、把对应参数的设定值修改后,再按住设置键S约2秒后,
精心整理
精心整理
键M进入参数EEPROM写入模式
精心整理
EE_SEt ;
2、按一次设置键S进入EEP -
3显
精心整理
精心整理
1、驱动器上电后按一次设置键
精心整理
S进入d01.SPd;
2、按3次模式键M进入辅助模
4右
边的小数点逐渐向左边移
精心整理
动,直到显示SrV_on为止;
5、此时按住上、下键即可进行
精心整理
1、驱动器上电后按一次设置键
精心整理
S进入d01.SPd;
2、按3次模式键M进入辅助模
3
精心整理
精心整理。
松下伺服A系列编码器接线定义精选版

松下伺服A系列编码器
接线定义
Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】
目前国内市场上松下A6系列伺服电机已成为主流,相对A52系列伺服电机,松下A6系列伺服在性能上有所提升,并且搭载了A5II系列中广受好评的2自由度控制方式,可简单进行设定及调整;新开发输出范围50W~5.0KW多种类电机,采用23bit绝对式编码器,实现高分辨率,可进行更高精度的定位、机械驱动。
A6系列伺服电机最大的特点就是电机采用23位绝对式编码器,用户可根据自身需要自行选择用作增量式编码器或绝对式编码器,两者为同一款电机,用作绝对式编码器时加一个电池及电池盒即可,相对A52系列价格及货期均有明显优势。
现A6系列编码器连接图如下,X6接口:
1、将23bit绝对式编码器作为绝对式系统使用时:
2、将23bit绝对式编码器作为增量式系统使用时:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
松下伺服A6系列新功能,哪些是令人兴奋的你期待
的
MINAS A6 主要特长:
响应频率提高,使得伺服响应更迅敏、反馈更及时,动作更精准:
反馈响应性提升带来的加工上的良好表现:
体积小型化是业界共同的最求:
负载变动抑制控制功能,使得机械手上应用更加便利:
两种规格油封,便利用户根据环境需求的选择。
之前的一些客户特殊要求求,本中心就专门为他们添置过三唇油封
转速转矩提升,编码器分辨力提升,驱动器网络对应功能增加:
增加了串行通信控制模式:
新算法的适时更新,解决了上一代伺服算法上的不足,调试上的难题,使用户调试更便利:
负载变动抑制控制功能,使得在机械手上调试更便利
内部结构改良,大幅增加伺服的环境适应性、耐用性:
个人认为最大的亮点,通过专用的无线加密狗,可以无线联伺服、远程连伺服、便利于远程调机,专家会诊,更贴心地帮助到设备开发商的伺服使用。
伺服设备的“loT”,实现远程状态监测以及远程操作:。