基于S7-300 PLC的取水泵站自动控制系统设计.
SIEMENS SIMATIC S7-300 PLC 在排水泵站教程文件
SIEMENS SIMATIC S7-300 PLC 在排水泵站自动化监控系统中的应用排水泵站(下简称泵站)作为市政建设和管理工程的主要设施,担负着城市排水防涝的重要任务。
从目前国内大部分的泵站控制和管理来看还是处于相当落后的状况,与国外相比具有很大的差异。
在电气控制上,自动化监控程度低,大部分的泵站仅有单级的常规控制。
在管理水平上,大部分泵站的管理记录和统计都是手工操作。
泵站控制和管理没有形成区域化的网络。
随着国民经济的飞速发展,对市政建设和管理提出了更高的要求。
所以必需对现有泵站控制和管理进行改造和完善。
向国外无人化泵站监控管理发展,以达到减员增效和提高管理水平的目的。
该项目是以上海市浦东新区塘桥泵站为实施对象,进行整个泵站的自动化监控和管理的改造。
2.泵站工况概述塘桥泵站位于上海市浦东新区塘桥路黄浦江边,该泵站主要用于附近地区的污水排放处理和防汛抗涝。
服务面积240公顷,总排水量为13.8米3/秒。
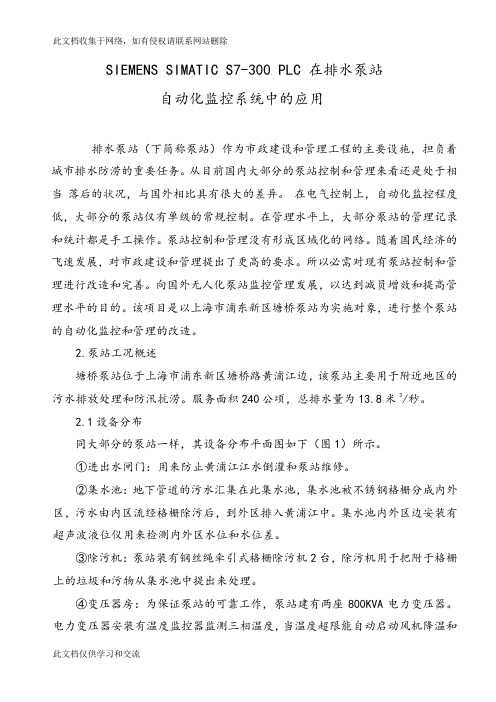
2.1设备分布同大部分的泵站一样,其设备分布平面图如下(图1)所示。
①进出水闸门:用来防止黄浦江江水倒灌和泵站维修。
②集水池:地下管道的污水汇集在此集水池,集水池被不锈钢格栅分成内外区,污水由内区流经格栅除污后,到外区排入黄浦江中。
集水池内外区边安装有超声波液位仪用来检测内外区水位和水位差。
③除污机:泵站装有钢丝绳牵引式格栅除污机2台,除污机用于把附于格栅上的垃圾和污物从集水池中提出来处理。
④变压器房:为保证泵站的可靠工作,泵站建有两座800KVA电力变压器。
电力变压器安装有温度监控器监测三相温度,当温度超限能自动启动风机降温和报警。
⑤水泵房:塘桥泵站安装了六台180 kW的轴流水泵;在存水房装有水位检测器。
⑥控制柜房:房内装有进线柜2台(柜1,13);功率因素补偿柜4台(柜2,3,11,12);泵开关柜(柜4-6,8-10)和联接柜1台(柜7)。
黄浦江边地下污水管道图12.2控制要求以塘桥泵站为设施对象,进行整个泵站的自动化监控和管理的改造。
PLC S7—300 恒压供水系统

2015-2016学年第2学期电气工程综合训练IV报告-----实景模拟远程恒压供水系统班级:电气姓名:学号:指导教师:2016年03月11日1.设计任务:课题:实景模拟远程恒压供水系统以双电机变频调速模拟恒压供水系统双泵“一用一备”现场实景。
要求实现“三地四级”控制,具有超压、欠压、故障报警功能,并且程控时能够定时换泵,两地屏显各泵运行时间等工况信息。
2.设计背景:目前,国内大部分城市供水系统仍采用较为传统的供水方式。
值班人员根据实际的用水量或累积的经验,通过人工的方式调节水泵电机的开停来实现简单的供水控制。
当用水量增大,供水压力变小时,即手动增加一台水泵;当用水量减小,供水压力变大时,则把最先运行的水泵关停。
这种传统的供水方式存在着许多缺点,特别是多台水泵供水系统尤为严重。
首先,由于水泵电机只能工作在额定运行和停车两种工作状态,无法为用户提供稳定可靠的供水压力,且系统完全依赖于人工操作来控制,因而供水质量受人为因素影响较大,无法为用户提供稳定的供水压力,且经常会出现断水、水管爆裂、管道共振等现象。
其次,由于水泵电机只能工作在工频状态,长期高速运行,电能浪费较大,据统计,在目前传统的供水方式中,电费在水费成本中的比例高达50%以上。
再次,由于人为的控制难以始终保证电机在运行过程中投切次序的正确性,容易导致电机在长期运行过程中磨损不均,并且增大了误操作的可能性,造成设备使用寿命短,维修量大,设备和人工成本都较高。
最后,在目前的城市生活小区、高层建筑供水系统中,基本采用高位水箱或低位蓄水池的供水方式,这样既增大了基建投资,同时也造成了水资源的二次污染。
近几年来,随着计算机技术、控制技术、PLC技术、变频技术在工业控制领域的飞速发展和人们对生活用水质量要求的不断提高,基于变频调速技术的恒压供水系统逐渐产生并不断完善,通过先进的工业控制技术手段,传统供水方式的所有缺点都可以加以避免,甚至可以采用现场总线、工业以太网等目前自动化控制领域的高新技术实现更高级的远程监控和访问。
基于PLC的泵站供水控制系统的设计

第25卷第6期 2007年11月
Design of water supply control system based on PLC
ⅡU M1,M^B仇i.sⅡn1,ⅡCkn.出n1,ⅡU五增.讹i2
(1.sch00l of nIlid P洲er aIld Co加d EIlgine丽Ilg.L矗lIzI瑚u11iv啪ity 0f‰lllIoIo盱,I锄办叽,G眦730050.CIlim;2.而e Fi嗽蹦· 衄Iry sch洲0f Chen鲫瑚n帅in Fu8叫C肌nty,Fu窘鲫,H咖461300,ChiIla)
2008(6)
本文链接:/Periodical_pgjx200706006.aspx
当系统处于自动调节状态时,自动控制指示灯 亮,系统进入自动控制状态。系统以给水连接管上 的压力变送器的输出作为反馈信号。反馈信号采取 16 rnA电流信号,给水连接管压力值可在PLC中人 为设定,通过其内部的PID控制功能,调节变频器的
万方数据
万方数据
万方数据
基于PLC的泵站供水控制系统的设计
点的流量,m3/s;日为使用工况点的扬程,m;p为输
出介质单位体积质量,kg/m3;’,为使用工况点的泵
效率,%。
△P=只-Pc=警 将只与Pc两式相减得出使用调速控制时节省
的功率:
Q,日,P,n之间的关系为‘31
赛=老;象=(薏)2;恚=(老)3 一 Q2 =一n:!’一也=-一\厅二:l/!'P一 2 =lI-他I7
基于PLC的抽水泵站自动控制系统设计教程

兰州理工大学毕业设计
பைடு நூலகம்目录
第一章 绪 论 ........................................................................................................................ 1 1.1 课题背景及意义 ...................................................................................................... 1 1.2 课题内容及任务 ...................................................................................................... 1 1.3 国内外研究的现状 .................................................................................................. 2 1.3.1 国外研究的现状 ............................................. 2 1.3.2 国内研究的现状 ............................................. 2
第四章 PLC 控制系统设计................................................................................................... 22 4.1 PLC 控制系统的设计原则、内容和步骤............................................................. 22 4.1.1 PLC 控制系统的设计原则 .................................... 22 4.1.2 PLC 控制系统的基本内容 .................................... 22 4.1.3 PLC 控制系统的设计步骤 .................................... 22 4.2 PLC 硬件配置及模块选择..................................................................................... 23 4.2.1 PLC 简介 .................................................. 23 4.2.2 PLC 的选型 ................................................ 26 4.2.3 PLC 的硬件配置选型 ........................................ 29 4.2.4 PLC 的 I/O 接线图 .......................................... 31
基于西门子s7-300PLC的水处理自动控制系统分析

1 . 1 通用性好、 功能多
P L C技 术是 针 对 工 业 化 环 境 设 计 的 。针 对 不 同的 生 产 工 艺或 设 备 ,它 只 需要 改 变 使 用 的 程 序 和 控 制 逻 辑 就 可 以使 得 P L C适 应 新 技 术 和 新 产 品 , 减轻 了 劳动 量 。
1 . 4 安装方便 , 调试方便
P L C 运 用 电 缆 和 机 架 将 各 个 模 块 连 接 起 来 ,使 得 日常 维 护 检 修 更 加 便 利 。 当然 。P L C的 连 接 也 极 其 简单 。 只需 要 将 按 生产 , 使 水处理过程摆脱 人工操作 。 实行 自动 控 制 , 减 少 人 工 钮 、 开关等信 号设备与 P L C的 输 入 端 连接 。 将接 触器 、 电磁 阀 成本 。 等 执 行 元 件 与 输 出端 连 接 就 完 成 了连接
1 西门子 s 7 — 3 0 0 P L C技术 的优 点
随 着 科 技 的 发展 , 西 门 子 s 7 — 3 0 0 P L C技 术 也在 不 断 的 完
2 西门子 s 7 - 3 0 0 P L C技术 的主要 内容
P L C技 术 又称 可 编程 控 制 器 .是 运 用 计 算 机 技 术 的基 础 善, 其 功 能越 来越 强 大 。 不仅 能 够 实 现 单 机 控 制 . 甚 至 能 够 实 上形成的新型 工业控制装 置。P L C技术是运 用编制程序 的存 现 多机 或 者 多个 平 台 同时 控 制 。 主要 优 点有 : 储 器 设 计 的数 字 运 算 造 作 的 电子 装 置 . 一般 只在 工 业 环境 下
相比 , 可以增加水处理系统的稳定性 , 并且加 快启 动速度 , 降低 操作 成本。
基于S7-300PLC的循环水站控制系统
中图分类 号 : T P 2 7 3
文献标 识码 : A
Hale Waihona Puke 文章编号 : 1 0 0 2—1 8 4 t ( 2 0 1 4 ) 0 2— 0 0 5 4— 0 3
En e r g y — s a v i n g Co n t r o l S y s t e m o f Ci r c u l a t i n g Wa t e r S t a t i o n Ba s e d o n S 7 . 3 0 0 P LC
( 1 . 南 京 工 业 大 学 自动 化 与 电气 工 程 学 院 , 江苏南京 2 1 0 0 0 9 ; 2 . 特 变 电 工新 疆 硅 业有 限公 司 , 新 疆 乌 鲁木 齐 8 3 0 0 0 0 )
摘要 : 设 计基 于 s 7— 3 0 0 P L C的循环水处理过程 中的循 环水泵站控 制 系统 , 详 细介绍 了供水 系统的结 构和工作原理 , 简要叙述 了变频风机冷却装置的节能方法。并且根据工艺要 求 , 对供水 系统的控制方法进行 了具体分析。针对供 水 系统
o f t h e f r e q u e n c y c o n v e r s i o n f a n c o o l i n g d e v i c e . An d a c c o r d i n g t o p r o c e s s r e q u i r e me n t . d e s i g n e d t h e c o n c r e t e me t h o d t o t h e wa t e r s u p p l y s y s t e m c o n t r o 1 . Ag a i n s t t o t h e l a r g e h y s t e r e s i s a n d n o n l i n e a r o f t h e s y s t e m, i t u s e d F u z z y P I D c o n t r o l a l g o r i t h m t o c o n t r o l i t ’ S p i p e n e t w o r k p r e s s u r e , i n o r d e r t o a c h i e v e t h e p u r p o s e o f t h e c o n s t a n t p r e s s u r e wa t e r s u p p l y . T h e s y s t e m h a s o b t a i n e d g o o d r e s u l t s
基于西门子s7—300PLC的水处理自动控制系统
基于西门子s7—300PLC的水处理自动控制系统摘要在水厂中为了满足水处理自动控制系统的要求,在物化法处理工艺的基础上,采用水厂源水浊度控制方案,设计出系统核心为西门子S7- 300 PLC 的自动控制系统。
实现自动控制整个污水处理厂各构筑物设备,提高了污水处理的自动化程度和设备利用率。
本文内容主要涉及水处理自动控制系统的结构设计、西门子s7-300PLC在系统中的应用、上位监控系统软件的设计。
关键词水处理;监控系统;污水处理厂;S7-300 PLC;自动控制系统随着社会的不断发展,日益增多的生活污水排放,给人们带来一些烦恼。
在大多数城市中污水处理厂显得越来越重要,其主要作用是保护有限的水资源,所以自动化程度对于污水处理厂而言越来越重要,水处理系统的可靠性、产率、性能的提高都需要先进的自动控制技术。
作为连续批量生产而又复杂的水处理过程,通过引进基于西门子s7-300PLC的水处理自动控制系统,增加水处理系统的稳定性,并且使启动过程加快、操作成本降低。
1 系统结构设计1)由一个控制中心站、消毒渠控制站、和3个PLC控制站共同组成自动控制系统,其中3个PLC 控制站包括污泥脱水处理、生物处理和一级预处理三个过程。
环形光纤工业以太网是系统通讯所采用的方式,100/1000Mb/s为通讯速率。
2)“提升水位→絮凝→澄清→消毒→加压”是水处理工艺流程的五个环节,从而实现源水的水质优化。
2 西门子s7-300PLC在系统中的应用1)按照分布式系统结构整个自动控制系统分为三层:中央控制层(上位机或操作站)、现场控制层(下位机)、现场执行层,这种分层实施是从经济性、易维护性、角度、可靠性出发的,最主要是考虑到水处理的流程和特点。
2)系统中的下位机采用西门子S7- 300 PLC。
按照污水处理流程,数据处理和采集采用一台PLC,由加药房、加压站、反洗站、加氯间分别来负责相应的过程,与上位机的数据通讯通过工业以太网来实现。
西门子 S7-300 PLC 在排水泵站自动化监控系统中的应用

西门子S7-300 PLC 在排水泵站自动化监控系统中的应用摘要:排水泵站西门子S7-300 自控系统的组成部分、技术特点与分析以及所实现的具体功能。
关键词:西门子S7-300 PLC;输入输出模块;系统监测;人机交互界面Abstract: This paper described the integral part, automation system, technical features and analysis, and to achieve specific functions of the drainage pumping station Siemens S7-300.Key words: Siemens S7-300 PLC; input and output modules; system monitoring; interactive interface中图分类号:TU992.25文献标识码:A文章编号:2095-2104(2012)04-0020-02一.前言天津市近年来排水泵站建设的自动化监控水平有了长足的进步,以西门子PLC S7-300系列为代表的单片机发挥了重要作用,因其操作简便而受到广泛应用并获得一致好评。
我2003年进入单位一直从事工程项目管理工作,至今已担任多个排水泵站的自动化施工管理人员。
下面我结合多年泵站的自动化监控改造经验,阐述西门子PLC S7-300系列在排水泵站自动化监控系统中的应用。
二.泵站控制要求以一般排水泵站为对象,进行整个泵站进行自动化监控和管理改造。
①水泵控制开关柜具有就地和远程控制的功能。
②功率因素补偿柜能实现就地自动补偿和远程电网监控。
③对变压器三相温度进行远程显示,高温报警等功能;④对泵站实施三级控制,在控制室内设置自动化监控操作台和信号处理柜。
⑤采用SIEMENS的S7-300系列PLC,对泵站实现自动化监控,水泵将根据泵的状态,水位,雨量,电网状况,闸门位置等工况自动投切。
基于S7_300PLC的煤矿井下中央泵房控制

摘要本文对煤矿井下中央泵房控制系统的硬件系统设计、软件系统设计以及系统的抗干扰措施进行了详细设计。
本系统采用SIEMENS的S7-300 PLC,并结合各种传感器(主要为水位传感器、负压传感器、压力传感器、流量传感器、振动传感器、温度传感器等),完成系统中要实现的控制方式选择、故障报警等功能。
本系统采用水泵及管路的“自动轮换”工作制。
采用台达人机界面就地监控系统中设备的参数,并进行现场的就地手动控制,做到有故障及时发现并尽早处理。
S7-300 PLC采用RS485通信标准与地面监控中心上位机进行通信,对排水系统实施全面的监控,并能进行远程控制。
关键词:PLC 传感器排水系统自动控制ABSTRACTIn this paper, the selection and design of drainage equipment, then according to the drainage control requirements, the design of automatic control. The system uses the SIEMENS S7-300 PLC, and combined with a variety of sensors (mainly for the water level sensor, pressure sensor, pressure sensor, flow sensor, vibration sensor, temperature sensor), control mode to achieve the system choice, alarm and other functions. This system uses the water pump and pipeline "turns" working system. A valley "principle to determine the number of the opening" pump according to avoid peak, in order to achieve the purpose of saving the power. The parameters of the equipment of delta HMI monitoring system of in situ PC end, and local manual control site, do have the fault timely detection and early treatment. S7-300 PLC communication using RS485 communication standard and the ground control center PC, the implementation of a comprehensive monitoring of the drainage system, and is capable of remote control.Keywords:PLC sensor drainage system automatic control目录1 绪论 (1)1.1 课题的研究意义 (1)1.2 国内外研究现状 (1)1.3 课题主要研究内容 (2)2 系统总体设计 (3)2.1 课题设计要求分析 (3)2.2 课题设计功能分析 (4)2.3 硬件和软件功能划分 (7)3 系统硬件设计 (9)3.1 CPU的选型 (9)3.2 传感器的选型设计 (10)3.3 开关量输入通道 (21)3.4 显示模块的设计 (22)3.5 开关量输出通道 (24)3.6 通讯模块设计 (25)3.7 供电电源 (26)3.8 系统排水设备的选型设计 (28)4 系统软件设计 (30)4.1 系统软件的综述 (30)4.2 PLC程序设计 (30)4.3 触摸屏显示界面设计 (36)5 系统抗干扰设计 (41)5.1 常见干扰源 (41)5.2 排除干扰的措施 (42)6 总结 (43)致谢 (46)参考文献 (45)附录 (47)附录1系统图纸 (47)附录2 外文文献翻译 (52)1 绪论1.1 课题的研究意义煤矿井下主排水泵房承担了将井下的涌水排到地面的重要任务,为煤矿的安全生产提供必要的保障。
PLC课程设计_基于S7-300的三种液体自动混合控制系统设计

辽宁工业大学电气控制与PLC技术课程设计(论文)题目:基于S7-300的三种液体自动混合控制系统设计院(系):专业班级:学号:学生姓名:指导教师:(签字)起止时间:课程设计(论文)任务及评语院(系):教研室:注:成绩:平时20% 论文质量60% 答辩20% 以百分制计算摘要在化工试剂和制药生产中,经常需要将三种或者更多种溶液按一定的比例进行混合,然后再做相应的后续处理和加工。
在传统的继电器控制系统中,溶液的过程控制系统很难保证对混合中的各种成分的含量进行精确控制。
采用西门子S7-300系列PLC来控制整个溶液混合过程控制系统,大大提高了各种成分含量的控制效率,提高了生产效率,同时自动化程序得到了很大的提高。
本次课程设计的液体混合装置主要完成三种液体的自动混合搅拌。
此装置需要控制三种液体的自动混合搅拌,通过压力变送器检测搅拌机内液位的变化在液位分别为0%、30%、60%、90%时分别加入三种液体并搅拌,达到混合液体自动混合的目的。
3种液体的进料、出料、搅拌等由PLC控制。
经过本次课程设计,可达到多种液体混合的效果,并且能够使液体混合均匀。
若在工业中使用此设计则能够降低经济成本和保证操作人员的安全性。
关键词:液体混合;PLC;压力变送器目录第1章绪论 (1)第2章液体自动混合控制系统设计方案 (2)2.1概述 (2)2.2方案选择 (2)2.3总体设计框图 (3)第3章液体自动混合控制系统设计硬件设计 (4)3.1控制系统电源 (4)3.2控制系统CPU (5)3.3控制系统信号模块 (5)3.4压力变送器 (6)3.5搅拌器 (7)3.6电磁阀 (7)3.7系统I/O分配表 (8)3.8系统外部接线图 (9)第4章液体自动混合控制系统软件设计 (10)4.1软件介绍 (10)4.2系统程序结构图 (10)4.3系统流程图 (11)4.4S7-300硬件组态 (12)4.5系统符号表 (13)4.6系统梯形图程序 (14)第5章课程设计总结 (19)参考文献 (20)第1章绪论在炼油、化工、制药等行业中多种液体混合是必不可少的程序,而且也是其生产过程中十分重要的组成部分。
基于PLC的油泵控制系统设计毕业论文

基于PLC的油泵控制系统设计毕业论文目录前言 ................................................................ - 1 - 第一章绪论 ......................................................... - 2 -1.1引言 ......................................................... - 2 -1.2课题研究背景和研究意义 ....................................... - 2 -1.3课题主要研究容 ............................................... - 3 -1.3.1 变频恒压供油的实现 ..................................... - 3 -1.3.2 S7-300与MM440间DP通信................................ - 4 -1.3.3 WINCC监控系统.......................................... - 4 -1.3.4 压力传感器 ............................................. - 5 -1.3.5串行通信模板CP340的MODBUS RTU通信协议................. - 5 - 第二章油泵的基本参数及其工作特性 ................................... - 7 -2.1 油泵理论及油泵工况点分析..................................... - 7 -2.1.1 流体输送设备 ........................................... - 7 -2.1.2 油泵的工作参数 ......................................... - 7 -2.1.3 油泵的基本特性曲线 ..................................... - 8 -2.1.4 油泵的工况点 ........................................... - 9 -2.2 变频调速分析及供油系统的理论模型............................. - 9 -2.2.1 变频调速的原理 ......................................... - 9 -2.2.2 工况点调节 ............................................. - 9 -2.2.3 节能分析 .............................................. - 10 -2.2.4 恒压供油系统的理论模型 ................................ - 11 - 第三章硬件系统设计 ................................................ - 12 -3.1 硬件选型.................................................... - 12 -3.1.1 PLC选型............................................... - 12 -3.1.2 变频器选型 ............................................ - 13 -3.1.3 S7-300与STM32进行点对点通讯模块选型.................. - 13 -3.1.4 HMI ................................................... - 14 -3.2 硬件接线图.................................................. - 15 -3.2.1 系统网络结构示意图 .................................... - 15 -3.2.2 电源电路的设计 ........................................ - 15 -3.2.3 数字量接口设计 ........................................ - 16 -3.2.4 模拟量接口设计 ........................................ - 17 -3.2.5 CP340接口设计......................................... - 17 - 第四章软件系统设计 ................................................ - 18 -4.1 软件设计简介................................................ - 18 -4.1.1 PLC工作方式........................................... - 18 -4.1.2 S7-300数据类型........................................ - 18 -4.1.3 S7-300数据高位低位.................................... - 20 -4.1.4 地址重叠问题 .......................................... - 21 -4.1.5 IW和PIW的区别........................................ - 21 -4.1.6 功能模块FB和FC的区别 ................................ - 21 -4.1.7 背景数据块和全局数据块的区别 .......................... - 22 -4.1.8 模拟量输入及参数值整定 ................................ - 22 -4.1.9 模拟量输出及参数值整定 ................................ - 23 -4.2 自动控制系统的性能要求...................................... - 23 -4.3程序流程图设计 .............................................. - 24 -4.3.1 模块化编程简介 ........................................ - 24 -4.3.2 程序结构图 ............................................ - 25 -4.3.3 主要程序流程图 ....................................... - 25 -4.3.4 关键程序设计 .......................................... - 29 - 第五章系统联调 .................................................... - 30 -5.1 PLC与MM440通信测试 ........................................ - 30 -5.1.1 PROFIBUS网络通信简介.................................. - 30 -5.1.2 Step 7硬件组态........................................ - 30 -5.1.3 报文介绍 .............................................. - 31 -5.1.4 变频器参数设置 ........................................ - 37 -5.1.5 报文收发测试 .......................................... - 37 -5.2 S7-300与STM32 Modbus—RTU通信 ............................. - 44 -5.2.1 CP340编写Modbus—RTU通信介绍......................... - 44 -5.2.2 CP340的Modbus—RTU通信组态........................... - 45 -5.2.3 Modbus—RTU的通信帧................................... - 46 -5.2.4 CP340的Modbus—RTU通信测试........................... - 47 -5.3 WinCC组态界面分析 .......................................... - 50 -5.3.1 HMI控制任务........................................... - 50 -5.3.2 工艺界面 .............................................. - 51 -5.3.3 手动操作界面 .......................................... - 52 -5.3.4 报警界面 .............................................. - 52 -5.3.5 趋势界面 .............................................. - 54 -5.3.6 历史数据 .............................................. - 54 -5.3.7 登录与退出快捷键分配 .................................. - 57 -5.3.8 水流动画脚本介绍 ...................................... - 57 -5.4 系统稳态分析................................................ - 59 -5.4.1 PID算法的实现......................................... - 59 -5.4.2 PID死区............................................... - 59 -5.4.3 PID参数整定........................................... - 60 -5.4.4 系统稳态分析 .......................................... - 61 -5.5 故障分析.................................................... - 62 -5.5.1 调用程序块无能流通过 .................................. - 62 -5.5.2 变频器断电启动后报A0703伴随着F0070,复位后,恢复正常。
装备专业毕业设计 基于S7-300PLC的楼宇恒压供水控制系统的设计说明书

I 基于S7-300PLC的楼宇恒压供水控制系统的设计摘要本文针对楼宇供水,设计了一套基于S7-300 PLC的楼宇恒压供水控制系统。
系统通过压力变送器将采集到的现场压力信号传送给PLC,并由PLC对现场数据逻辑处理后,发出相应的控制指令,实现系统的自动控制。
并且对STEP7和WinCC两款软件做了简单介绍,同时进行了元器件的选型,I/O点数的统计、系统的硬件组态、控制程序的编写以及WinCC控制界面的设计,实现了WinCC与STEP7之间的变量链接和试运行。
本次设计的楼宇恒压供水控制系统,可以满足供水压力恒定的工艺要求。
关键词:恒压供水,S7-300 PLC,WinCCII Design of Buildings Controlled Constant Pressure Water-supplySystem Based on S7-300PLCABSTRACTIn this paper, we are building water supply, design of building water supply control system based on Siemens S7-300 PLC. System pressure transmitter will be collected by the site pressure signal to the PLC, by the PLC on the scene after the data processing logic, to issue the corresponding control instructions, and automatic control system. And two of STEP7 and WinCC software to do a brief introduction, at the same time the hardware configuration selection of components, I / O points of the statistical system, the control procedures for the preparation and WinCC control interface design, realized with WinCC variable link between STEP7 and commissioning. Building water supply system of this design to meet the water pressure process requirements.Keywords:water supply, S7-300 PLC,WinCCIII目录摘要 (I)ABSTRACT (II)1 绪论 (1)1.1 课题的背景和意义 (1)1.2 国内外的现状简介 (1)1.3 章节安排 (2)2 楼宇恒压供水控制原理简介 (3)2.1 电机调速原理 (3)2.2 控制结构简图 (3)2.3 变频恒压供水节能分析 (3)2.4 电机启动方式 (4)2.5 PID的简单介绍 (4)3 恒压供水控制系统控制方案设计 (6)3.1 设计方案 (6)3.2 控制流程 (7)3.2 控制要求 (8)4 供水控制系统硬件的选型 (9)4.1 工艺流程图 (9)4.2 控制器选型 (9)4.3 执行器的选型 (13)4.4 传感器选型 (16)4.5 保护装置选型 (17)4.6 统计I/O点数 (19)4.7 硬件选型统计 (19)5 恒压供水控制系统的软件设计 (21)5.1 STEP7的设计 (21)5.1.1 STEP7的介绍 (21)5.1.2 程序设计 (21)5.2 WINCC组态的设计 (23)5.2.1 WINCC简介 (23)5.2.2 WinCC的组态 (24)5.2.3 运行系统 (24)IV总结 (25)致谢 .................................................................................................................................. 错误!未定义书签。
基于s7—300污水处理的自动控制系统设计
基于s7—300污水处理的自动控制系统设计作者:姚传峰来源:《科学导报·科学工程与电力》2019年第03期【摘要】本文以山东华阳化工污水处理厂为例,设计了污水处理厂自动监控系统,该系统以西门子公司的s7-300PLC作为数据采集及控制单元,配合各种检测和控制设备对污水处理中的各种数据进行采集,通过上位机实现集中控制。
【关键词】污水处理;组态软件引言本文以山东华阳污水处理厂为例,介绍了污水处理自動监控系统的设计方法。
本系统以工业控制计算机、可编程逻辑控制器及现场仪表构成三级监控系统。
可编程控制器选用西门子公司的S7-300系列PLC,根据工艺流程在电控间设立4个分布控制站。
上位机采用WINCC作人机界面,通过CP5611以 Profibus协议与各站进行数据通讯,完成数据采集、处理、监督及控制功能。
1.工艺流程该污水处理厂采用德国生化污水处理工艺,日处理水规模为2万m3。
工艺流程如图1所示2方案设计2.1设计思想根据实际现场勘测及工程需要,本着可靠、稳定、高效的原则,整个系统设置为3大部分,企业管理级采用100 Mbit/s标准工业以太网。
数据采集部分采用ET200M分布式智能化1/0单元,用Profibus DP现场总线结构。
过程控制器As314,采用12 Mbit/s mPl总线结构,负责整个系统的调节及控制。
控制室设置两台操作员站(0s),其中一台操作员站兼作工程师站(ES),采用100 Mbit/s标准工业以太网。
工程师站负责整个系统的编程及组态,操作员站负责日常的系统监控,两台操作员站在监控操作上互为补充。
2.2各单元功能描述2.2.1中央控制室中央控制室设有工程师站和操作员站,工程师站即能完成系统组态、调试及控制参数的在线修改和设置等,又能完成对整个污水处理厂的数据采集、监控,报表及打印等功能。
操作员站主要完成对整个污水处理厂的数据采集、监控、报表及打印等功能。
2.2.2分布式控制站共设两个分布控制站,各站实现功能如下:1)PLC1站(1)对粗格栅的监控,对细格栅的监控(2)对提升泵(含变频器)控制,进水井闸阀状态的读取(3)对污泥泵的监控污泥流量的监测,积算(4)对脱水机的监控,压榨机的调节控制2)PLC2站(1)曝气池内氧含量的读取;(2)鼓风机的起停控制,设置溶解氧定值用于鼓风机的自动调节;(3)鼓风机的温度、压力信号的读取及对鼓风机的过热保护;(4)回风阀及冷凝水电磁阀的状态读取;(5)对刮稀泥机的监控。
基于S7—300PLC的矿井多水平排水自动化联合控制系统的研究与应用

基于S7—300PLC的矿井多水平排水自动化联合控制系统的研究与应用针对平煤股份六矿现有四个主要井下泵房水泵设备排水时各自手动独立运行,导致水泵运行时不能实现设备的远程自动化监控,同时不能根据水仓容量及电价政策等信息合理调度,做到节能减排的现状。
本文研究出一种基于西门子S7-300PLC的矿井多水平排水自动化联合控制系统。
系统投入运行后,实现了该矿井下不同水平排水设备的联合自动化运行,使该矿的生产自动化水平提升了一个台阶。
关鍵词:S7-300PLC;联合控制;组态软件0 引言水泵作为矿井生产的关键设备之一,其运行情况决定着矿井是否能安全生产。
水泵还是煤矿企业生产的耗电大户,能否合理調度水泵设备根据电价政策避峰填谷运行很大程度上决定煤矿企业的节能减排水平。
因此,对水泵设备运行工况的及时全面的掌握,并能将不同水平面上个泵房设备联网运行,根据各泵房的水仓容量、涌水情况及电价政策,合理的调度水泵设备运行,对提升企业节能减排水平,提高企业自动化信息化水平都有重要意义。
1 现状分析平煤股份六矿井下排水系统主要包含四个井下水泵房,分别是二水平中央泵房、戊二采区泵房、丁二采区泵房和三水平中央水泵房。
各水泵房基本情况描述如下:二水平中央泵房:海拔-440米,三台多级耐磨泵,水泵额定流量360M3/h,水仓容量5200M3。
戊二采区泵房:海拔-590米,三台多级耐磨泵,水泵额定流量130M3/h,水仓容量2800M3。
丁二采区泵房:海拔-620米,两台多级耐磨泵,水泵额定流量150M3/h,水仓容量3000M3。
三水平中央泵房:海拔-680米,三台多级耐磨泵,水泵额定流量280M3/h,水仓容量4000M3。
各泵房水泵操作全由人工手动实现:观察泵房内水仓水位,达到启动水泵水位后手动开启真空阀、射流阀,观察真空表判断真空度达到后启动水泵电机,观察压力表判断压力达到后手动打开出水闸阀。
停止水泵时由人工先手动关闭出水闸阀,然后手动停止水泵电机。
plc取水站自动控制-课程设计说明书
PLC取水站自动控制课程设计说明书目录前言 (1)正文 (1)1 取水泵房流程工艺 (2)1.1取水泵房工艺流程示意图 (2)1.2 水厂取水泵房工艺流程简易示意图 (2)2 取水泵房的设备选择 (3)2.1 WinCC监控软件 (3)2.2 PLC(可编程控制器)的选择: (4)3 控制内容及控制要求 (4)3.1 运行模式 (4)3.2 系统的启停 (5)3.3 对运行过程的监控 (5)3.4 系统故障自动检测、报警与处理 (5)3.5 通信功能 (6)4 工程控制功能的实现 (6)4.1 PLC的控制程序如下 (6)4.2 WinCC组态监控 (8)4.2.1 WinCC监控画面如下 (9)4.2.2组态监控可实现的功能如下 (12)4.2.3 调式和优化 (13)4.2.4 流程画面绘制 (13)4.2.5 实时、历史趋势图绘制 (13)4.2.6 报警处理 (13)4.2.7 实时与历史数据分析 (14)5 工程小结 (14)致谢 (15)自来水厂取水站的自动控制课程设计前言随着城市现代化建设的发展,环境保护、生活用水的要求不断提高。
以前水厂的人工、半自动水厂控制系统已经远远不能满足现代化生活和企业运作的需要,因此先进的计算机控制技术应运而生。
通过先进的自动控制系统,可实现对水厂制水、污水处理、水软化、送配水等工程运作的监视和控制。
运用PLC自动控制系统和WinCC界面监控系统对自来水厂的工艺流程的主要参数进行在线监测;此自动控制系统不但能实现自来水厂取水站的实时监控和实时接收PLC采集的各种数据,而且还能建立检测参数数据库的功能,处理并显示各种数据。
关键字:PLC WinCC 取水站程序控制系统正文我们设计的这个自来水厂取水站自动控制系统,系统配置采用西门子成熟技术,控制中心采用Wincc服务器软件进行监控;符合国际或国家工业标准,可靠性高、适应能力强、扩展灵活、操作维护简便;系统平台软件选用稳定安全的主流操作系统,便于系统使用和维护;管理软件的编制均选用符合国际软件业标准的开发平台,同时考虑用户开发的方便性和易于扩展性;设备和软件的供应商能够长期提供技术支持和服务,备品备件能得到有力的保障。
基于s7-300的井下泵房节能型自动控制系统设计
基于s7-300的井下泵房节能型自动控制系统设计刘悦;缪江华;汪正果【摘要】This paper describes a realization by s7-300 PLC to the design of underground pumping station control program,The program to meet the underground pumping station on the basis of automatic control,Proposed How to make the pump more economical,energy-saving and efifcient operation,So as to achieve effective energy conservation,reduce labor intensity,extended equipment life's purpose.%文章介绍了一种通过s7-300PLC来实现井下泵房自动控制方案的设计,该方案在满足井下泵房自动控制的基础上,提出了如何让水泵更经济、节能和高效的运行,从而达到有效节约能源、降低劳动强度、延长设备使用寿命的目的。
【期刊名称】《电子世界》【年(卷),期】2014(000)009【总页数】2页(P139-140)【关键词】排水;s7-300;水泵自动控制;节能【作者】刘悦;缪江华;汪正果【作者单位】开滦集团蔚州矿业有限责任公司;开滦集团蔚州矿业有限责任公司;开滦集团蔚州矿业有限责任公司【正文语种】中文煤矿的井下排水系统对整个煤矿的安全生产起着非常重要的作用,其安全可靠性直接影响矿井生产的效率和安全。
目前,我国大多矿井水泵房仍然普遍使用传统的人工操作排水系统。
这种排水系统由于自动化程度低,应急能力差,存在很大的安全隐患。
随着我国煤炭行业的发展,井下排水系统自动化已成为亟待解决的问题[1]。
基于PLC与变频器的水泵自动稳压供水控制系统的开发
基于 PLC与变频器的水泵自动稳压供水控制系统的开发摘要:从我国部分行业中所应用的水泵运行情况看,缺乏足够的可靠性,同时在自动化方面也难以满足实际需求,整体能源消耗较大。
对此,为解决此问题,本文构建并开发出基于PLC与变频器的水泵自动稳压供水控制系统,主要作用原理就是改变水泵性能曲线,进而达到调节水泵流量的目的,最终实现恒压供水,获得一定的节能效果。
关键词:PLC;变频器;供水系统;自动控制;设计方案引言:近年来,我国信息技术、计算机控制技术的飞速发展,促使可编程序控制器(PLC)控制广泛应用到各个领域中,逐步取代了继电器控制方式,推动了各领域自动化控制水平。
但依然存在一些行业,还在使用人工控制供水系统,通过人为操作控制水泵的开停,导致行业生产自动化管理水平不高,也无法获得足够的经济效益,与此同时,人为操作方式也极大的增加了安全隐患。
1.供水系统改进方案设计以往采用工频控制方式,在启动时操作非常繁琐,需要反复操作阀门,进而缩短寿命,同时,在起动时,也容易对电网造成较大冲击,导致出现电能资源浪费情况,也极易造成其他电动机受到跳闸的影响停止运行。
再加上设备长期处于高速运转状态,磨损情况非常严重,严重影响其使用寿命,因此,采取PLC与变频器改进供水系统。
(一)运用PLC控制在供水系统中引入PLC,进而使得电气仪表实现联锁控制,在应用过程中,需要结合系统节能、经济性要求,借助变频器的作用,以拖动的方式完成水泵的软起动,同时也有效实施调速,最终达到经济性、合理性、高效性、节能性的目的。
该供水系统不仅具备PID闭环调节功能,也可以实现PLC逻辑控制,自动化控制程度明显提升,更好的满足了节能性需求,同时,该系统还可以实现通信监控,整体工作运行非常稳定,该系统被广泛应用,体现了较高价值性。
该供水系统主要的控制单元包含了PLC、压力传感器、流量传感器、变频器等,在这些部件作用下,可以使得水管网压力实现自动控制、水泵自动切换、变频起动等功能,极大的提升了设备自动化水平,在很大程度上提高了设备可靠性[1]。
取水泵自动控制PLC程序设计
取水泵自动控制PLC程序设计摘要:文章介绍了笔者所在水厂取水泵站的自动系统。
阐述了PLC如何实现取水泵的自动控制,并对自控程序的设计进行了详细的说明。
关键词:取水泵、自动控制、程序设计、移位指令一、概述我厂设计日供水能力30万吨,承担金华市区及周边乡镇的供水任务,是浙江省现代化水厂。
水源取自沙畈、金兰水库,采用重力流取水,利用自然高差向城市管网供水。
取水泵站共四台水泵,其中1号、2号、4号为干式潜水泵。
额定功率160KW,流量3600 m3/h ,转速740r/min,扬程12m,额定电压380V,额定电流310A,频率50Hz。
3号为变频立式水泵,额定功率185 KW,流量4200 m3/h,转速590r/min,扬程12m,额定电压380V,额定电流386A,频率50Hz。
附图:取水泵房工艺图二、自控系统说明2.1系统简介:泵站的控制系统采用施耐德Premium TSX 57系列PLC为控制核心。
Premium TSX 57系列PLC适用于大、中型控制系统。
PLC通过输入和输出信号,按照设计好的程序自动完成各种设备的开启或关闭控制。
机组和辅助设备的各状态接点和控制接点接到PLC上。
通过以太网传和上位机实现互通信。
设备运行大体分为手动控制和遥控控制两种方式,遥控控制即为中控电脑控制,中控控制又分为中控一步化控制和分步控制。
2.2人机界面:上位机操作系统使用美国Wondeware公司的Intouch软件作为开发平台,显示取水泵站流程图,功能强大,通过MBENET访问以太网PLC,通讯速度及人机界面刷新反应快。
故障发生时上位机及相应PLC发出声响报警,控制软件跳出故障报警,显示故障现象。
2.3取水泵遥控控制说明:采用取水泵动力取水。
动力取水分一步化控制和分步控制。
一步化控制:●开泵:点击对应泵体操作框,开泵按钮,电动出水阀和泵前电动阀自动全开,然后取水泵自动运行,一步完成操作。
●停泵:点击对应泵体操作框,停泵按钮,取水泵自动停止运行,然后电动出水阀和泵前电动阀自动全关,一步完成操作。
PLC课程设计 水位采集系统报告
西安邮电大学PLC课程设计报告题目:水位采集控制系统学院:自动化班级:自动1104姓名:刘佩 06111122 彭张杰06111127 侯龙腾 06111133 贺彦博06111117蔡瑞妮 06111112 蔡星星 06111107 日期:2014/06/04一、课程设计题目及要求(老师给)名称:水位采集控制系统描述:S7-300为核心控制器,设计一个水位采集控制系统。
具体要求:1、可实时测量水位的变化,并在组态软件中显示,测量精度cm;2、当水位发生变化时,自动进行出水与进水,使水位保持在设定值;3、PLC程序、组态软件设计;4、系统搭建及调试。
二、设计所课程需器件主要元器件:AI模块1个、DO模块1个、电磁阀2个、压力传感器1个、开关等、导线若干。
三、器件介绍1.PLC组成及工作原理(1)CPU运算和控制中心起“心脏”作用。
纵:当从编程器输入的程序存入到用户程序存储器中,然后CPU根据系统所赋予的功能(系统程序存储器的解释编译程序),把用户程序翻译成PLC内部所认可的用户编译程序。
横:输入状态和输入信息从输入接口输进,CPU将之存入工作数据存储器中或输入映象寄存器。
然后由CPU把数据和程序有机地结合在一起。
把结果存入输出映象寄存器或工作数据存储器中,然后输出到输出接口、控制外部驱动器。
组成:CPU由控制器、运算器和寄存器组成。
这些电路集成在一个芯片上。
CPU通过地址总线、数据总线与I/O接口电路相连接。
(2)存储器具有记忆功能的半导体电路,分为系统程序存储器和用户存储器。
系统程序存储器用以存放系统程序,包括管理程序,监控程序以及对用户程序做编译处理的解释编译程序。
由只读存储器、ROM组成。
厂家使用的,内容不可更改,断电不消失。
用户存储器:分为用户程序存储区和工作数据存储区。
由随机存取存储器(RAM)组成。
用户使用的。
断电内容消失。
常用高效的锂电池作为后备电源,寿命一般为3~5年。
(3)输入/输出接口1)输入接口:光电耦合器由两个发光二极度管和光电三极管组成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于S7-300 PLC的取水泵站自动控制系统设计
聚酯纤维是我国合成纤维中生产及消费量最大、应用领域最宽的品种,而生产聚酯纤维需要大量的冷却水。
本工程中海水经取水泵站的海水提升泵加压后,通过输送管道送入空压机冷却设备,进行热交换后排放。
在大型生产企业的给排水工程中,合理地设计取水泵站的控制系统, 选择高质量且稳定的控制设备是很重要的。
本文介绍了国内某大型石化企业给排水工程中取水泵站的自动控制系统。
1取水泵站自动控制系统的设计要求
按照项目的建设规模,结合厂区工艺的需要,供水流量要求为55000m3/h,
所需压力为0.39MPa。
LB型立式长轴泵,可以满足本工程的流量和扬程,效率较高,可达86%以上,配套电机功率较低,为1600kW,可以地面安装,节省结构投资,安装维护管理方便。
根据供水量需求及生产机组的距离等设计条件, 本着经济节能的原则, 取水泵站设置5台功率为1600kW的10kV高压LB型立式长轴泵作为取水主泵,每台流量11000m3/h,扬程0.39MPa。
该化工厂选址于海边, 因此设计时选用的是岸边式取水泵站, 整个取水泵站分为取水头部、引水箱涵、取水泵房、供电控制室等几部份,另配有相关辅助设备, 如格栅清污机、旋转滤网、电解制氯机组等。
2现场控制要求与工艺控制方案
2. 1现场控制要求
根据生产实际需要, 取水泵控制系统采用集中管理、分散控制的集散型控制系统。
取水泵站现场设备设三级控制:就地、泵站控制室监控系统、化工厂控制中心监控系统。
上、下控制级之间,下级控制的优先权高于上级。
各级均设有“就地/遥控”两种方式,各设备均可通过“就地/遥控”选择开关切换实现手动操作远程控制的切换。
2. 2工艺控制方案
取水泵站共有5套设备, 其中每套设备包括1块格栅、1台旋转滤网、1台高压泵、1个电动出口阀,5套设备共用一台移动式格栅清污机。
5台泵对应5个吸水池, 吸水后送入厂区冷却水供水主管。
在每台主泵出口处装有智能压力变送仪表, 便于监控每台水泵的出口水压。
2.2.1 监控信号的采集
为了实现泵站设备的自动运行和状态监控,泵站控制室PLC站需采集和监控的内容包括:
1) 泵站格栅除污机前液位,旋转滤网前后液位;
2) 单泵出口压力;
3) 格栅除污机和旋转滤网运行工况;
4) 机组开停一步化控制;
5) 泵机故障监测和保护(包括电机绕组/轴承温度、水泵轴承温度等的监测);
6) 电动阀门故障监测和保护;
7) 通过现场总线接收 10/0.4KV变电所高压开关柜上综合保护单元采集的信号,包括 10KV 进线断路器、联络断路器、馈线断路器工况;10KV 进线电流、电压、电度、功率因数。
8) 通过现场总线接收低压开关柜上智能断路器采集的信号,包括进线断路器、联络断路器工况、进线电流、电压、电度、功率因数和低压水泵电机电流、有功功率、电度。
9) 泵站出水总管流量、压力(根据泵站总管出口流量控制 NaCLO 加注量);
10) 泵站内反冲洗泵运行工况;
2.2.2 取水主泵的启停
本工程采用5台功率为1600kW的10kV高压LB型立式长轴泵,功率较大;为减小高压泵启动时对10kV 母排的冲击,取水泵电机采用固态软起动方式实现平滑起动。
启动使用高压断路器位信号, 可以选择程控启动和单机手操启动。
在设备运行中, 通过对其自身相关参数, 如定子温度、驱动端轴承温度、非驱动端轴承温度和电动机电流等进行监控, 也对电动机工作环境如水位高度等进行监控。
利用传感器输入这些模拟量, 并与设定好的计算值进行比较, 来判断电动机是否处于正常运行环境, 保证设备运行稳定和状态可控。
取水主泵启动和停机的控制要求:
1)启动前的准备
a. 开机组冷却和润滑水系统的阀门,冷却水系统向机组供水5分钟;
b. 排气阀处于工作状态;
c. 主泵起动。
2)启动方法
a.先将阀门开至30°位置,主泵启动,阀门继续开启到全开;
b.泵和出口阀门同时启动,前10秒阀门快开,阀门在30秒内由开启至全开。
首台泵启动采用方法a启动,当共母管的多台泵中有一台泵已投入运行,其余泵亦需投入运行时,采用方法b启动其余水泵。
3)停车方法
停车时阀门与水泵电机联锁,当阀门关闭30°时,泵电机断开电源,阀门关阀时间30秒左右。
根据以上控制要求,取水主泵机旁控制箱的电气控制原理图如图1。
其中,出口阀门的状态信号取自阀门智能电动执行机构的状态输出端子。
现场通过选择开关SA2来切换就地/远程控制,并通过选择开关SA1来选择每台水泵的启动方法。
图1 取水主泵机旁控制箱控制原理图
3 PLC控制系统
3. 1在线检测仪表
根据工艺流程在线参数检测和控制需要配置必要的流量、压力、液位在线检测仪表:
1) 泵站出水总管设置电磁流量仪1套和压力变送器1套;
2) 单泵出水管分别设置压力变送器1套,共5套;
3) 泵站格栅除污机前设置超声波液位变送器2套;
4) 泵站旋转滤网前后共设置超声波液位变送器10套
3. 2 PLC硬件配置
根据现场要求和通信方式要求, 选用支持RS232和Ethernet 通信方式的S7-300型可编程控制器,PLC模块与上位机采用Ethernet 通信方式, 通过工业以太网交换机进行通信。
配置SM321数字量输入模块2块、SM322数字量输出模
块1块、SM331模拟量输入模块(用于热电阻)4块,根据配置模块总数选择机架1个。
表1 PLC系统配置表
模块名称型号
PS307电源模块PS307, 120/230VAC输入, 24VDC输出,5A
CPU模块CPU315-2 DP, 128KB RAM
信号模块SM1SM321, 32点输入,24VDC
信号模块SM2SM321, 32点输入,24VDC
信号模块SM3SM322, 32点输出,120VAC, 1A
信号模块SM4SM331,8点输入,用于热电阻
信号模块SM5SM331,8点输入,用于热电阻
信号模块SM6SM331,8点输入,用于热电阻
信号模块SM7SM331,8点输入,用于热电阻
信号模块SM8CP343-1,工业以太网通讯处理器
DIN安装导轨DIN Rail,530MM
MMC卡2MB MMC卡
4组态监控
系统的监控界面主要由几部分组成: 各设备的运行情况监控, 系统中管道压力等参数的实时数据,高压电动机的实时监控数据( 电流、温度等), 各个设备的手操控制、报警记录和历史趋势图等,可实现如下功能:
1) 显示功能
生成取水泵站的生产工艺流程、变配电系统实时动态图,为泵站生产值班人员提供清晰、友善的人机界面,生动形象地反映生产工艺流程的实时数据、完成报警、历史数据、历史趋势曲线的存储、显示和查询。
生成各类生产运行管理的班报、日报、月报和年报表。
2) 工艺参数设定功能
工艺参数设定有两大类:生产工艺控制点设定和报警限设定。
在监控计算机上可实现上述工艺参数的设定。
对于设定值都必须经过确认,对于错误的设定和超范围的设定计算机要进行屏蔽并送出“错误”信息,提示操作人员予以改正。
3) 控制功能
在基于图形和中文菜单的方式上,在下级释放控制优先权的情况下,操作人员通过键盘或鼠标对工艺设备进行控制。
4) 通讯功能
泵房控制室 PLC 站与泵房内现场远程控制站之间以现场总线形式通讯,泵房控制室监控计算机与NaCLO加药间PLC站(设备配套带来)之间以现场总线形式通讯。
5) 报表输出功能
泵站监控计算机接收现场上传数据,并储存于服务器硬盘中,制作出日、月、季、年报表。
各种报表可按照标准格式或用户需要的格式打印。
5 结语
基于Siemens S7-300可编程控制器和组态王设计的取水泵站自动控制系统和监控界面既保证了泵站设备运行的正常可靠, 又对设备运行性能进行了合理优
化。
在一定程度上提高了大型取水泵站的运行效率,为大型化工企业的节能减排做出了贡献。