基于ZigBee技术的机械零件检测系统设计
基于ZigBee的塔式起重机无线监测系统设计

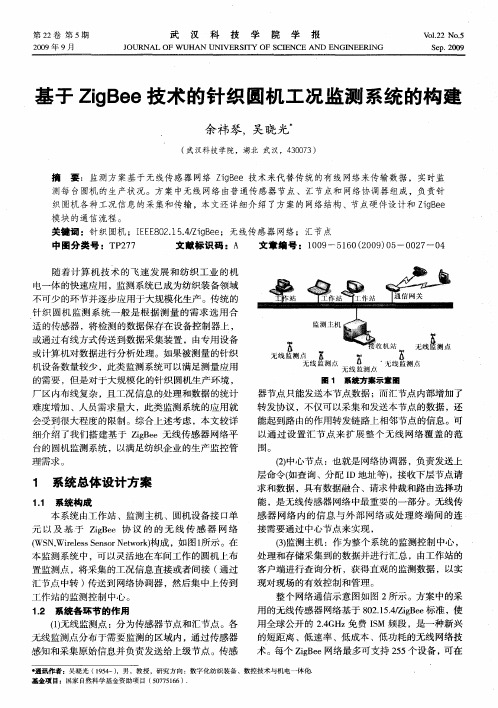
图1 Z i g B e e 无 线 监 测 系统 结 构 图
研究塔 机 无 线 监 测 系 统 可 以提 高 我 国 塔 机 的
安全 监测 及 故 障诊 断技 术 水 平 ,对 提 高 我 国塔 机
系统 采用 Z i g B e e星 型 网络 拓 扑 结 构 ,建 立 一
e r c r a ne i s p ut f o r wa r d ba s e d o n s e ns o r t e c h no l o g y a nd wi r e l e s s c o mm u n i c a t i o n t e c hn o l o y .W i g t h t h e CC 2 43 0 a s ma s t e r c o n— t r o l c h i p,t h e wi r e l e s s n e t wo r k i s bu i l t b a s e d o n t he Zi g Be e pr o t o c o l ,t o r e a l i z e da t a c o l l e c t i o n a n d t r a ns mi s s i o n b e t we e n
O 引 言
一
器 实 时采 集 运 行 中的 参 数 ,将 数 据 无 线 传 输 至 施 工 现场 监 测 端 进 行 处 理 , 由计 算 机 统 一 管 理 ,实
塔 式起 重 机 ( 以下 简 称 塔 机 )是 高空 作 业 的
特 种设 备 ,起 升 高 度 大 ,覆 盖 面积 广 ,一 旦 发 生 事 故就 可能 造成设 备 损 毁 和人 员 伤亡 的重 大 损失 。 传 统 塔 机 上 仅 配 置 了 高 度 限 位 器 、 回转 限 位 器 、 力 矩 限制 器 、起 重量 限制 器 等 安 全 保 护 装 置 ,其 原理是当被检测 参数超 过某 限制值时 断电 a v e n o d e s . T h e L a b VI E W d e v e l o p me n t t o o l i s u s e d t o d e s i g n u p p e r c o mp u t e r mo n i t o i r n g s o f t wa r e s y s t e m i n o r d e r t o
基于ZigBee技术的针织圆机工况监测系统的构建
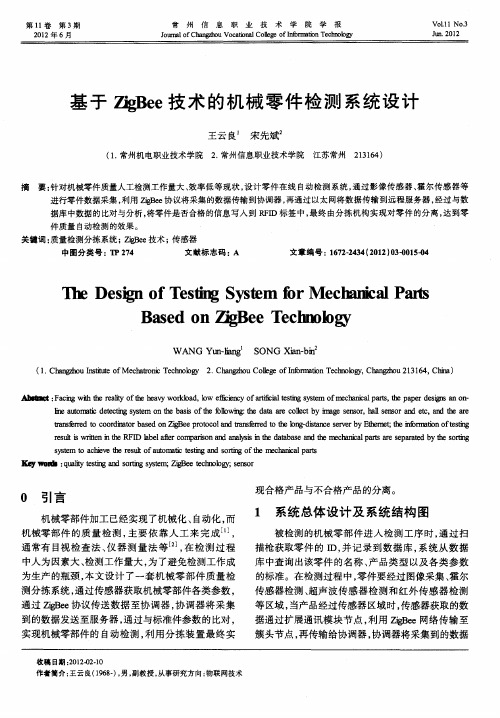
f) 2中心节 点 :也 就是 网络协 调器 ,负责 发送 上 层命 令 ( 查询 、分 配 I 如 D地址 等 ) ,接收下 层 节点请 求 和数 据 ,具 有数 据融 合 、请求 仲 裁和路 由选择 功 能 ,是无 线传 感器 网络 中最重 要 的一部 分 。无线 传 感 器 网 络 内 的信 息 与外 部 网 络 或处 理 终 端 间 的 连
的需 要 ,但是 对 于大 规模 化 的针 织 圆机生 产 环境 ,
圈 1 系统 方 案 示 意 圈
厂 区内布 线复 杂 ,且 工 况信息 的处理 和数 据 的统 计 难 度增 加 、人员 需求 量 大 ,此 类 监测 系统 的应 用 就 会 受 到很 大程 度 的限 制 。综 合 上述 考虑 ,本 文较 详 细介 绍 了我 们搭 建 基 于 Zg e iB e无 线传 感 器 网络 平
接需 要通 过 中心 节点 来 实现 ,
1 系统 总体 设计 方案
11 系统 构成 .
本 系统 由工 作 站 、监 测 主机 、圆机设 备 接 口单
元 以 及 基 于 Zg e 协 议 的 的 无 线 传 感 器 网 络 iB e f NWi l s e sr e ok构 成 ,如 图1 WS , r e no t r) e sS N w 所示 。在
置监测点 ,将采集的工况信息直接或者间接 ( 通过 汇 节点 中转 )传送 到 网络 协调 器 ,然后 集 中上 传 到
工作 站 的监 测控 制 中心 。 12 系统 各环 节 的作 用 .
() 线监 测点 :分 为传感 器 节 点和 汇节 点 。各 1 无
无线 监 测点 分 布于需 要监 测 的 区域 内 ,通 过传 感 器
台 的圆机监 测 系统 ,以满 足纺 织 企业 的生产 监控 管 理 需求 。
基于ZigBee技术的多点应变监测系统设计

( 1 . Z h e j i a n g C o m m u n i c a t i o n s E n g i n e e r i n g Q u a l i t y S u p e r v i s i o n B u r e a u , Ha n g z h o u 3 1 1 2 1 5 , C h i n a ; 2 . C o l l e g e o f Me c h a n i c a l
s u c h a s e x p e n s i v e c o s t , i n c o n v e n i e n c e i n s t a l l a t i o n ,c u mb e r s o me wi r i n g a n d S O o n , t h a t b r i n g o u t b y c a b l e mo n i — t o r i n g t e c h n o l o g y c a n b e a v o i d e d . T h e s y s t e m c o n s i s t s o f o n e c o o r d i n a t o r ,s e v e r a l r o u t e r s a n d e n d d e v i c e s .Ea c h
3 . C i x i H i g h w a y C o n s t r u c t i o n E n g i n e e r i n g H e a d q u a r t e r , C i x i 3 1 5 3 0 0 , C h i n a )
Abs t r a c t :I n v i e w o f t he de t e c t i o n n e e d i n t h e c o n s t r u c t i o n a n d a p p l i c a t i o n o f br i d g e a n d t un n e l ,a mu l t i - p o i n t s t r a i n mo n i t o r i n g s y s t e m b a s e d o n Zi g Be e wi r e l e s s c o mmu ni c a t i o n t e c h ni q u e i s d e v e l o p e d.The p r o b l e ms ,
设备点检ZigBee网络系统方案

设备点检ZigBee网络系统方案本方案采用ZigBee无线网络加无线低功耗模块实现数据的传送。
整个方案由三大部分组成:无线低功耗模块、无线网络ZigBee桥接器、无线网络ZigBee。
一、无线低功耗模块具有低功耗、无线唤醒、功率可调等功能。
射频频率433M。
此模块采用电池供电,平时处于低功耗状态,当使用桥接器发出唤醒信号时,模块在2~3秒内能从睡眠中醒来,然后处理或采集需要的数据传送给桥接器。
二、无线网络ZigBee桥接器采用双层电路板结构:板上部件有:1)无线低功耗模块2)无线龙长距离ZigBee控制单元(全功能,支持网状网络、距离可达600M (CHIP天线) 1KM (鞭状天线) 均为开阔距离)。
3)无线龙微控制器 (MCU)桥接器MCU 运行无线龙控制软件。
并提供一个3V标准的串口和其他设备进行通讯,模块可集成在一个35mmX45mmX7.5mm(厚)的小板上,桥接器与无线网络采用ZigBee网络通信,可随时加入ZIGBEE网络传送数据。
三、无线ZigBee网络ZigBee网络采用无线网络ZigBee通信标准,模块采用长距离的全功能ZigBee模块(支持网状)组成,网络覆盖范围3公里以上。
此模块工作在2.4G频段上,当模块设定其性质后,可以自动组网。
网络正常运行后,可以在网络中任意传送数据。
三部分都采用无线数据通信,其中:1. 无线低功耗模块与无线网络ZigBee桥接器采用433MHz无线射频数据通信。
ZigBee桥接器作为一个移动节点采集无线低功耗模块数据。
2.无线网络ZigBee桥接器与无线网络ZigBee采用无线ZigBee网络标准进行通信。
ZigBee桥接器能随时加入ZigBee无线网络,在ZigBee 无线网络把它当作一个普通ZigBee无线网络节点。
3.其它无线低功耗模块之间不进行通信;无线低功耗模块与无线网络ZigBee之间不进行通信。
四、与应用公司设备的接口1)无线低功耗模块节点和设备接口(如果需要)无线低功耗模块有一个3V串行接口,可以连接应用公司的设备,进行数据通讯。
基于ZigBee的监测系统的设计

图 7 主程序流程图
图 8 CC2420 初始化程序流程图
图 6 12864 与 ATMEGA16L 连接图
图 9 5 结语
本文着重介绍了无线传感器网络的硬件平台搭建、 网络组建、网 络中节点的软件架构的设计。本文实现的硬件节点选(下转第 628 页)
615
2010 年 第 21 期
614
科技信息
○机械与电子○
SCIENCE & TECHNOLOGY INFORMATION
2010 年 第 21 期
本,简化了接口方式。 在本次设计中,由于 AVR 具有专门的 I2C 寄存 器,所以很方便的进行通讯,如图 4 所示为其内 部 结 构 。 图 5 为 AVR 单片机与 SHT11 的电路连接图。
由于将传感器与电路部分结合在一起,因此,该传感器具有比其 它类型的湿度传感器优越得多的性能。 首先是传感器信号强度的增加 增强了传感器的抗干扰性 能 ,保 证 了 传 感 器 的 长 期 稳 定 性 ,而 A/D 转 换的同时完成,则降低了传感器对干扰噪声的敏感程度。 其次在传感 器芯片内装载的校准数据保证了每一只湿度传感器都具有相同的功 能,即具有 100%的互换性。 最后,传感器可直接通过 I2C 总线与任何 类型的微处理器、微控制器系统连接,从而减少了接口电路的硬件成
2 系统总体设计思想
图 1 无线传感器网络星形拓扑图
该网络(图 1)由多个终端节点,一个主节点和显示设备组成。 终 端节点负责环境数据的采集,主节点负责网络的建立、维护以及终端 数据的收集和显示。 终端节点和主节点之间是无线双向通信。 终端节 点和主节点的设计正如一般无线传感器网络节点的设计一样,包括数 据采集单元、数据处理单元、数据传输单元和电源管理单元四部分。 数 据采集单元主要由各种传感器构成,用来感知周围环境参数;数据处
基于ZigBee技术的装备状态检测系统硬件设计

系统 的硬件结构框 图如 图 1 所示 对于各个装备 的液压 系统 . 利 用 多个无线传感器分别对 系统 的电磁 阀工作 的电压 、油液 的温度 、 压 力 、流量 等进 行检测 .将 所测 的 数据发 送给 无线 传感 器收 发模块 C C 2 4 3 0 .由 它将 信 号发 送 到 A R M主机 ¥ 3 C 2 4 1 0模 块 . C C 2 4 3 0与 ¥ 3 C 2 4 1 0 是通过 S P I 连接 的 , 其中 ¥ 3 C 2 4 1 0 处于主模式 . C C 2 4 3 0 处 于 从模式 。 主机将数据处理后 , 如果有故障点 . 则将 其传送 至故障显示模 块, 将故 障点显示 出来 . 进行报警提醒 ; 如若正常 , 则不需要 。 最 后将数 据全部传送到数据存储模块进行存储
科技・ 探索・ 争鸣
S c 科 i e n c e & 技 T e c h 视 n o l o g y 界 V i s i o n
基于 Z i g B e e 技术的装备状态检测系统硬件设计
刘 朋朋
( 中国人 民解 放军 第二 炮兵 工程 大 学 士官职 业 技术教 育 学 院 , 山东 青州 2 6 2 5 0 0 )
【 摘 要】 本 文基 于 Z i g B e e 技 术设计 了一种装备状 态实时检测 系统 , 由支持 Z i g B e e 协议 的 C C 2 4 3 0 收发模 块处理各 种传 感 器所检 测的装 备液压 系统各 电磁阀的工作 电压、 油液的 温度 、 压 力与流量、 执行机构 的应 力等参数 , 还可测量周 围环境 的温度、 湿度和风速 , 将 所测得 的参数 传至 A R M 主机 ¥ 3 C 2 4 1 0进行数据 的判 断也处理 , 从 而确定装备 的工作状 态是否 正常 , 若 出现异 常, 可迅速定位异常点位置 , 并及时排除故障。 【 关键词】 Z i g B e e ; 液压 系统 ; 状态检 测 ; C C 2 4 3 0 需 要介入 系统 即可工作 每个 传感器 对应一个信号处理 电路 . 与无 线 传感器 收发模块 C C 2 4 3 0共 同构成一个 Z i g B e e节点 . 分别分 配有不 同 在军事领域 . 随着 现代高科技 的发展 . 各种新 型武器装备 不断涌 的地址 各节点通过无线传感器 网络与 A R M主机 ¥ 3 C 2 4 1 0 通信 . 然 现. 装备 自动化程度越来越 高 , 但 是很 多武器装 备由于使用 环境恶劣 . 后 判断各个数据是否正常 . 如果不正 常 . 通过寻找地 址即可对该节 点 随着时间 的延续 . 装备 的性能 , 例 如装备 中的液压 系统可 能会 出现各 定 位 整 个 系 统 通 过 U S B总 线 与上 位 机及 外 部进 行 通 讯 联 系 当 系 统 种 问题 . 但是这些问题并不是 能够用 肉眼直接看 到的 如何对这些系 不工作 时. 各个传感器节点处于休 眠模式 . 以降低 电池损耗 , 延 长电池 统的参数进行在线实 时检测 . 从而确保 装备能够保 持正常 . 成 为了一 使用寿命 个 非常重要的课 题。 Z i g B e e技术 是近年来新兴 发展的一 种先进技术 .具有 使用方便 、 2 系统 各 部 分 组 成 抗 干扰性 强 、 保 密性好 、 误码率低 、 价格较低等优点 随着嵌入 式技术 2 . 1 无线 网络接收发送模块 的发展 . 尤其是 A RM微处理器 的快速 发展 . 高端 A RM微处理器 应用 在无线传感器 网络 中. 传感器节点是构成无线传感器 网络 的基本 于传 感器 网络 中. 从而大 大简化 了硬件设 计 . 提高 了无 线传感器 网络 单位 ,是 系统的基础 。Z i g b e e网络节点类 型主要有 三种 : S t a r 星型、 的通 信能力 、 数据处理及存储 能力 。 本文基于 Z i g B e e 技术设计 了一种 Me s h网型与 C l u s t e r T r e e 树型 本文采用 C l u s t e r T r e e 树型. 网络中具 装备状态 实时检测 系统 . 即利用无线传感 网络实 时测量装备液 压系统 有 每个 Z i g B e e网络必须有的协调者 、用来路 由信息的路 由器 以及终 各节 点的参数 , 包括各 电磁 阀的电压 、 油液 的温度 、 压 力与流量 、 执行 端结点 . 其 中终端结点的功耗较低 , 从而使整个无线传感器网络功耗。 机构 的应力 等参数 , 还可测量周 围工作环境 的温湿度 、 风速等参数 . 从 基于无线传感器 网络设计能耗等方面的考虑 . 本系统 中采用芯 片 而作 为数据处理的依据 无线传感 器收发模块采用支持 Z i g B e e 协议 C C 2 4 3 0 , 该芯片具有 以下 优点 : 其休眠模式和转换 到主动模 式 的时 间 的C C 2 4 3 0模块 . 主机 利用 A R M¥ 3 C 2 4 1 0模块作 为核心处理器 . 并对 特别短 , 休眠模式下流耗 只有 0 . 9 A , 待机模式下 流耗 不大于 0 . 6 A, 所 测得的多个数据进行处 理. . 该系统可在装备的各个重要位置散置多 适合要求 电池工作时 间较长的 系统 : 低功耗高性能 的 8 0 5 1 微处理 器 : 个传感器 节点 . 功耗低 。 无需人员看守 . 在不影 响装备正 常工作 的情况 具有符合 I E E E 8 0 2 . 1 5 . 4标 准的 R F无线 电收发机 的. 频率 为 2 . 4 G Hz . 下, 实时在线检测 一旦发现异常点 , 立即进行报警 , 并快速将其定位 . 无线接收灵敏度高 . 并且抗干扰性强 并人 工排 除故 障 . 从而 大大提高 了装备工作 的可靠性 系 统 中所 用 无 线 接 收 发 送 模 块 电路 中 通 过 非 平 衡 天 线 连 接 非 平
基于ZigBee技术的机械零件检测系统设计
通常有 目视 检查法 、 仪器测量 法等 , 检测过程 J在
中人 为因素 大 、 测工 作量 大 , 了避 免检 测工 作成 检 为
为生产 的瓶 颈 , 文 设 计 了一 套 机 械 零 部件 质量 检 本
描枪获 取零 件 的 I 并 记 录 到 数 据 库 , 统 从 数 据 D, 系 库 中查 询 出该零 件 的 名称 、 品类 型 以及 各 类 参 数 产 的标 准 。在 检测 过程 中, 件要 经过 图像采 集 、 尔 零 霍
关键词 : 质量检测分拣 系统 ; i e Z B e技术 ; g 传感器
中图分类号 : P24 T 7 文献标 志码 : A 文章 编号 : 6223 (02)30 1 - 17 —4 4 2 1 0 -0 50 4
Th s n o e a g S se f rM e h nc lP r e De i fT s n y tm c a ia a i g o s Ba e n Z g e T c n lg s d o iBe e h oo y
妇 aa r a c d tch y t o e b s f h ol n : h aa a ol tb mg s se o i e a m n t a i o te f l wi te d t r c l c y i e s n o ,h l S s r a d ec a d te ae h s o g e e r e
t nf r o ri tr ae nz a epo cln r s r dt t o gd t c r r yEhm tt f r i o ts r s r dt cod a b do i e rt oadtnfr o h n-ia es v b t e; e a r o f t a ee o no s g o a ee el sn e e e h h mtn e  ̄ o
基于ZigBee技术的装备状态检测系统软件设计

在现代 国防领域 , 随 着 高 科 技 技 术 的 发展 , 各种 新 型 的 武 器仪 器装 备 不 断 涌 现 , 但 是 大 多数 武 器 装 备 由 于 所 处 环 境 恶 劣 , 在使用一段时 间后 , 其 性 能 可 能 会 出 现 各 种问题 , 这 些 问 题 并 不 能 够 用 肉 眼直 接 观 察。 如 何 对 影 响 装 备 性 能 的 参 数 进 行 在 线 实 时检 测 , 从 而 确 保 装 备 能够 正常 工 作 , 成 为了一个非常重要 的课题 。 本文 基干 Z i g Be e 技术, 从软 件 方 面设 计 了一 种 装备 状 态 实时 检 测 系统 , 即 利 用 遗 传 算 法 对 各 个 节 点进 行 了 最优 部 署 , 并 对 所测得 的多个数据 进行处理 。 该 系 统 可 在 装 备 的 各 个 重 要 位 置 散 置 多 个 传 感 器 节 点, 功耗 低 , 无需人 员看守 , 在 不影 响 装 备 正 常 工 作 的情 况 下 , 实 时 在线 检 测 。 一 旦 发 现 异常 点 , 立 即进 行报 警 , 并 快 速 将 其 定 位, 并人工排除故障 , 从 而 大大 提 高 了装 备 工作的可靠性 。
圆圆
信息技术
基于 Z i g B e e技术 的装 备状 态检测 系统 软件 设计
刘 朋 朋 ( 二炮 工程大 学士 官职 业技 术教育 学 院 山东青州 2 6 2 5 0 0 ) 摘 要: 基 于Z i g B e e 技 术, 本文 设 计 了一 种装备状 态 实时检 测 系统 。 文 章主要从 软 件方 面进 行 了设 计, 利用先进 的遗 传算法对 于 系统 中 所建 立的无 线传感 器网络 各个 节点的覆盖模 型进行 最优 部署 , 确定 了节点的数量 。 利 用 了数据 汇聚技 术 , 提 高 了网络 中数据 处理 的速度 。 实践 表 明 , 该 系统 具 有 测试 范 围广 寿 命 长 、 数据 准确 . 及 时 可 靠等 优 点 。 关键词 : Z i g B e e 状态检 测 液 压 系统 遗 传算法 数 据汇聚 中图分类 号 : T P 3 文 献标 识码 : A 文章 编 号 : 1 6 7 2 -3 7 9 1 ( 2 0 1 3 ) 0 3 ( c ) -0 0 3 4 -0 1
基于ZigBee的数控机床刀具振动无线监测系统设计

无 线 单 片 机选 择 C 2 3 ,C 2 3 整 合 了 C 40 C 40
为 了更好 的获 得切 削振 动信 号 ,这里 可 以将 刀具 磨损 以及 切屑 堆积 引发 的切 削力 的变 化作 为 激振 源 。该激 振源 激励 主轴 在空 间彼 此垂 直 的三
24 z I E 8 21 . Z g e F收 发机 C 2 2 . GH E E 0 .5 / iB e R 4 C 40 以及工 业标准 的增强型 8 5 MC 的卓越 性 能 。 01 U
2 系统 简介
21 系统 简 介 .
如 图 2系 统简 图所示 ,系 统 由安装在 主轴 上 的加 速 度 传 感 器 、声 发 射 传 感 器 采集 模 块 f 射 含 频) 、无 线射 频 接 收模 块 、P 机 ( C 人机 界 面监 控)
组成 。
图 1 刀 具 振动 分 析 简 图
中图分类号 :T 6 9 T 2 7 文献标识码 :A 文章编号 :17 —4 O(0 00 一O 0 3 G 5 P 7 6 2 8 1 l)5 3 —0 2
刀 具磨损 伴 随着加 工 过程 ,其 磨损状 态 势必 影响着 机械 加 工 的精 度 、效率 及经 济效 益 。因此 开展对 刀 具磨损 的实时监 测系 统 是实现 柔性 制造
上位 机应 用 软件 通过 调用 sr lot 件 实现 eiP r控 a
接 收 模块 的 串 口通 信 。sr lot ei P r 类可 以实现计 算 a 机 与 大 多数硬 件 设备 的 串 口连 接 。通 过 sr lot ei P r a 类 中的 Red ye属 性读 取 下位机 返 回 的数据 。 aB t 图 22 硬件 电路 . 形 的绘制 是通 过 G + DI 技术 来 实现 的 。
基于ZigBee技术的机械零件检测系统设计.

第11卷第3期2012年6月常州信息职业技术学院学报JournalofChangzhouVocationalCollegeofInformationTechnologyVol.11No.3Jun.2 012基于ZigBee技术的机械零件检测系统设计王云良宋先斌2(1.常州机电职业技术学院2.常州信息职业技术学院江苏常州213164)摘要:针对机械零件质量人工检测工作量大、效率低等现状,设计零件在线自动检测系统,通过影像传感器、霍尔传感器等进行零件数据采集,利用ZigBee协议将采集的数据传输到协调器,再通过以太网将数据传输到远程服务器,经过与数据库中数据的比对与分析,将零件是否合格的信息写入到RFID标签中,最终由分拣机构实现对零件的分离,达到零件质量自动检测的效果。
关键词:质量检测分拣系统;ZigBee技术;传感器中图分类号:TP274文献标志码:A2434(2012)03-0015-04文章编号:1672- TheDesignofTestingSystemforMechanicalPartsBasedonZigBeeTechnologyWANGYun-liang1SONGXian-bin2(1.ChangzhouInstituteofMechatronicTechnology2.ChangzhouCollegeofInformatio nTechnology,Changzhou213164,China)Abstract:Facingwiththerealityoftheheavyworkload,lowefficiencyofartificialtestingsystemofmechanicalparts,thepaperdesignsanon-lineautomaticdetectingsystemonthebasisofthefollowing:thedataarecollectbyimagesensor,hallsensorandetc,andthearetransferredtocoordinatorbasedonZigBeeprotocolandtransferredtothelong-distanceserverbyEthernet;thein-formationoftestingresultiswrittenintheRFIDlabelaftercomparisonandanalysisinthedataba seandthemechanicalpartsareseparatedbythesortingsystemtoachievetheresultofautomatict estingandsortingofthemechanicalpartsKeywords:qualitytestingandsortingsystem;ZigBeetechnology;sensor0引言现合格产品与不合格产品的分离。
基于ZigBee无线传感网络的数控机床刀具监测系统的设计

无线传感器 网络 (Wireless Sensor Network,WSN)是将传感器技术 、嵌入式计算技术 、现代网络及无线通信 等技术集成新兴技术 ,在军事 、交通 、工业生产等多个领域得到了广泛的研究和应用 。无线传感器 网络工作原 理就是通过对部署在监测区域内,用于对 目标信息进行实时监测的各类微型传感器节点 的实时监测反馈 ,构 成一个 自组织 的闭环 网络 系统 ,并将 监测信 息实 时通过 无线通 信 网络传送 至远 程监控 终端进 行分 析处 理 I4 。本研究尝试通过无线传感器网络实现对数控铣削的异常磨破损状态实时在线监测 。
· 38 ·
(3)频率检测范围 0.7—10000Hz(±10%);(4)谐振频率 30kHz;(5)分辨率 0.0002g;(6)激励 电压 l8— 30VDC,典型值 24VDC;(7)恒定 电流 2~20mA,典型值 4mA。LC0152T加速度传感器具有监测信号好、噪声 小 、输出阻抗低 、抗干扰能力强及易于安装等显著优点 ,但是该传感器内置的集成 电路需要外接恒流源为其工 作供电。为此 ,本监测系统选用晶体管与 TL431搭建的恒流源为其供电,工作 电压设置为 24V,输出电流设置 为 4mA,可调恒压源电路采用集成运放构成结构 ,从而可输 出稳定的电压 ,以避免因输入 电源 电压的波动导 致 TL431的供 电 电压 的变 化及 NPN三极 管 的 Vbe的变 化 ,其 电路设计 原 理如 图 3所 示 。
基于ZigBee与CAn的工程机械液压系统参数监测系统设计

基于物联网技术的制造业机械自动化检测系统设计
收稿日期:2019-11-02作者简介:蓝土庆(1982 -),男,广东湛江人,硕士,研究方向为物联网技术、嵌入式系统。
基于物联网技术的制造业机械自动化检测系统设计Design of manufacturing machinery automation inspectionsystem based on internet of things technology蓝土庆,叶观伟LAN Tu-qing, YE Guan-wei(岭南师范学院,湛江 524048)摘 要:传统制造业机械自动化检测系统设计对制造业机械数据的掌控程度较小,进而造成检测过程中数据缺失,影响检测系统检测精准度的提升。
为此,针对上述问题,基于物联网技术提出一种制造业机械自动化检测系统设计。
在系统硬件设计中针对检测结构进行硬件元件操作模块划分,设置监测模块,利用工业数字摄像头记录机械自动化工作的过程,在信号检验模块中对记录信息加工的信号传输性能进行检验,确保数据的完整传输与分析,构建检测模块加强对机械自动化的检测力度,完成硬件系统设计。
以硬件设计的数据为基础,调整检测平台的检测原则,设计相应的自动化检测算法,实现系统软件设计。
经实验分析,基于物联网技术的制造业机械自动化检测系统设计完整收集了制造业机械自动化数据,具有更高的检测精准度,更加符合后续实验开展的需求。
关键词:物联网技术;制造业;制造业机械自动化;机械自动化检测;检测系统设计中图分类号:TP271 文献标识码:A 文章编号:1009-0134(2020)12-0111-050 引言随着经济与科技的不断发展,物联网技术也随之不断发展,制造业作为较为重要的产业,其地位也稳步提升。
在制造业发展过程中,机械自动化可以为制造业的发展提供强有力的技术支撑,为此,不少企业针对机械自动化操作技术进行制造业工作流程的调整,进而加快其制造业工作的开展进程。
但机械自动化技术在操作的同时存在着一定的技术故障,为此,需对其进行整体检测,研究学者针对制造业中的机械自动化操作内容进行检测系统的设计,进一步完善制造业机械自动化的发展。
基于ZigBee网络的便携式机械环境监测系统

基于ZigBee网络的便携式机械环境监测系统现代化高质量的产品标准使得传动系统更加复杂与精密,因此这也对如今传动系统的安全性提出了更高的要求:多目标监管和性能实时监管。
在机械传动系统中,由于材料、设计或者品控不合格等原因,齿轮等机械设备在一段时间之后就会出现各种暗伤,时常会引起重大灾难事故。
因此针对机械传动环境监测系统的研究和设计对于降低事故发生概率,保证生命和财产安全,具有非常重大的意义。
第一、为了解决传统检测设备笨重的缺点,本系统摒弃了采用笔记本甚至专用设备作为检测界面的方法,而是采用了基于Android的嵌入式系统开发的监测界面,监测人员可以通过手机或者平板等安卓设备进行监控,节约了硬件成本的同时提高了灵活性。
第二、针对传统检测设备的检测对象的单一性,本系统为了节约能耗而采用了基于ZigBee开源协议栈的无线组网方式,可以实现多目标的实时监测。
但是由于监测数据量巨大以及机械环境对于无线传统的干扰,无线网络的实时传输速度比较低,因此在实时监控时本论文采用了基于ARMA(Auto Regressive and Moving Average)预测振动峭度的SDT(Swinging Door Trend)数据压缩算法,实现对大量数据的实时压缩,以保证监测实时数据的流畅性和准确性。
为了保证故障分析的准确性,本系统可以存储上百小时的最新数据在每一个硬件节点中。
在处理器方面,主控制芯片采用基于Cortex-M3内核的ARM芯片,同时采用了德州仪器公司的C5000系列DSP(Digital Signal Processor)芯片作为数据压缩算法的协处理器芯片。
在数据采集方面,硬件网络节点的前端可以对振动、温度、转动速度和转动加速度四种数据进行采集和存储。
在无线网络方面,采用AT86RF212作为构建ZigBee网络的无线传输芯片,移植了基于ZigBee协议和Contiki操作系统的Freak Z协议栈,并且对其处理能力进行了相关优化。
Zigbee技术的电机监测系统的设计与研究

Zigbee技术的电机监测系统的设计与研究摘要:在工业领域的发展过程中,电气技术的应用已经越来越广泛,人们的日常生活以及工业生产中越来越多的设备都需要电机进行驱动。
电机系统是包含电动机、机械负荷以及电机驱动系统为一体的系统。
对电机运行中各种参数的监测分析以及计算电机运行产生能量损耗的方式有很多,监测电机系统整体运行状态的是很有必要的。
通常,大部分工业应用的环境比较复杂,且空间容量狭小,不能利用传统的有线传输方式对电机的运行状态展开监测。
本文利用Zigbee技术为设计基础,设计电机系统的无限通信监测系统,该系统不仅可以有效克服有线监测系统的使用限制,而且更加适合工业应用环境的复杂情况。
关键词:zigbee技术,电机监测系统,设计研究引言电机是能够实现电能与机械能之间进行转换的电器装置,在人们日常生活以及现代工业生产等多个领域,电机系统都有十分重要的应用价值。
电机系统作为现代工业生产中非常重要的动力设备,实际应用的范围非常广泛,是保证工业生产过程顺利进行的主要设备之一。
石油、冶金等多个属于流程性工业领域的行业中,其生产过程是不能间断的,因此,对该领域的电机系统监测时间通常需要全天不间断的进行监测。
研发能够满足工业生产领域现实需求的电机监测系统,可以对电机的实际运行状态进行及时的了解、预测以及故障诊断,对保证工业生产进行的稳定性以及安全性都有非常重要的实用意义。
1、基于Zigbee技术的电机无线监测系统硬件设计1.1电机监测系统硬件组成及总体结构本文设计的以ZigBee技术为设计基础的电机监测系统,其硬件设计主要包括两个部分,分别是上位机监测子系统以及电机运行参数采集子系统。
其中,电机运行参数采集子系统主要包括三部分的硬件设施,分别是MSP430芯片、CC2430通信电路以及模拟量采样电路。
该部分的工作原理是凭借从子系统传感器模块收集到有关电机的电压、电流、温度等信息,将信息传输至MSP430处理器,将相关的信息数据进行具体计算和处理之后,把电机运行的各种参数信息以及电机运行状态分析信息经过CC2430无限通信设备以及网络,传递给上位机监测子系统。
基于ZigBee的干涉仪测控系统设计

基于ZigBee的干涉仪测控糸统设计张思晶v,韩森1>2(1.上海理工大学光电信息与计算机工程学院,上海200093;2.苏州慧利仪器有限责任公司,江苏苏州215123)摘要:针对传统干涉仪需要手工调节机械装置,自动化程度低等问题,该文设计了一套以ZigBee-CC2530为核心的无线测控系统。
该系统将2个CC2530节点分别作为射频信号收发器,以点对点通信的方式实现无线控制功能。
同时利用微软基础类库MFC(Microsoft Foundation Classes)设计了上位机软件,通过串口通信控制精密电机的运转,并在仪器内部基于不同条件设计了对应的行程限位解决方案,使得精密电机可以满足测控要求定点制动,提高了干涉仪的测量效率和精度。
关键词:干涉仪;无线控制;MFC上位机中图分类号:TN98文献标识码:A文章编号:1000-0682(2021)01-0008-05Design of interferometer measurement and control system based on ZigBeeZHANG Sijing1"2,HAN Sen1'2(1.School o Optoal-Electocal and Computes Engineering,University of Shanghai far Science and Technolofy,Shanghai200093,China;2.Suzhou H&L Instruments LLC, Jiangsu Suzhou215123,China#Abstract:Aiming at the problems teat traditionai interferometerr need te manudy adjusg mechanicoi devices and the deeree of automation is low,a wireless meesurement and controo system with ZigBee一CC2530as the core is designed.The system use two CC2530nodes as radio frequence signai transceivero toimpiementwioeie s oontooieunotionsin apoint-to-pointoommunioation manneo.Atthesametime, the Microsoft basie class librao MFC(Microsoft Foundation Classes)is used te design tlie host computeo softwao te conWoi the operation of W c precision motor ttrough seriai communication,and the corresponding travd limit solution is designed based on dOferent conditions in the narrow and compacO space of the OW v ferometer,so teat the precision motor cm meet the measurement and controO requirements for fixed—point braking,Onprove the messurement efficienco and accuraco of the interferometer.Keywords:interferometer;wireless conOoI;Microsoft Foundation Classes host compuWr0引言干涉仪是一种利用光学干涉效应对表面、厚度、表面粗糙度、光功率、材料均质性和距离等进行准确测量的仪器设备[1])随着光学精密测量技术的发展,对干涉仪测量精度和稳定性有了更高的要求。
基于人工智能的机械零件检测与质量控制研究
基于人工智能的机械零件检测与质量控制研究随着科技的不断发展,人工智能逐渐渗透到各个领域中,其中之一就是机械制造行业。
传统的机械零件检测与质量控制需要大量的人力和时间,而基于人工智能的技术则能够提高效率和准确性,为机械制造行业带来革命性的变化。
一、人工智能在机械零件检测中的应用人工智能技术的使用可以极大地减少人力资源的浪费,提高生产效率。
对于机械零件的检测和质量控制来说,人工智能能够通过图像识别、模式识别等技术,快速准确地判断零件是否合格。
例如,利用机器学习算法,可以让计算机自动学习零件的特征,从而实现对零件进行分类和判别。
这种方法不仅可以提高检测的准确性,还能够实时监控生产过程,以及在生产过程中及时检测和排除不合格的零件,从而避免不必要的损失。
二、机械零件检测中的挑战与解决方案尽管人工智能在机械零件检测方面有着巨大的潜力,但是也面临着一些挑战。
首先是数据的获取和处理问题。
机械零件检测需要大量的样本数据来进行模型的训练和测试,然而这些数据往往难以获取,且数据量庞大。
解决方案可以是利用图像处理技术和机器学习算法,对样本数据进行处理和筛选,提取出具有代表性的特征进行训练。
其次是机器学习算法的选择和优化问题。
不同的零件检测问题可能需要采用不同的机器学习算法来解决,而如何选择合适的算法并进行参数的优化则是一个需要深入研究的问题。
此外,人工智能模型的训练和调优也需要大量时间和计算资源,针对这个问题,可以利用分布式计算和云计算平台来加快训练的速度和效果。
另外,人工智能技术在机械零件检测中的应用也需要考虑实际生产环境的复杂性。
实际生产中,机械零件经常会受到各种噪声和干扰,例如光线变化、摄像头角度等。
这些因素都会影响图像的质量和识别的准确性。
为了解决这个问题,可以采用多传感器融合技术,结合多个传感器的信息来提高识别的准确性和鲁棒性。
三、未来的发展方向随着人工智能技术的不断发展,机械零件检测与质量控制也将取得更大的进展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 系统 ZigBee 网络组建
2. 1 无线传感器网络拓扑结构
在构建机械零部件质量检测分拣系统时,应该 考 虑多方面的技术要求,如拓扑控制、通信机制、节
点部署、能量管理等。在无线传感器网络中,至少需 要一个全功能设备作为网络协调器,完成网络的启 动和分配其他设备角色与之通信,传感节点可以是 精简功能设备,加入网络协调器已组建好的网络中 进行数据的采集工作,其实现较为简单,可以降低系 统的成本。
ZigBee 网络层支持三种类型的网络拓扑结构, 即星型网络结构 ( Star) 、簇树状网络结构 ( ClusterTree) 和网状网络结构( Mesh) 。
考虑到本系统的复杂程度,采用簇树状网络结 构,节点可以采用 Cluster-Tree 路由协议来传输 数 据。簇树状网络中,终端节点负责数据的采集,并将 数据传输给簇头节点,簇头节点对数据做简单的处 理后,发送至协调器,这些子网络的协调器又与上一 级的子网络协调器或直接与主网络的 ZigBee 协调 器进行通信。簇树状网络的网络结构可以延伸至复 杂的结构,但网络信息的实时性也会变差,但它的一 个显著优点就是它的网络覆盖范围非常大,并且路 由算法也比 Mesh 网络简单。ZigBee 簇树状网络拓 扑结构如图 2 所示:
3 系统软件设计
图 3 传感器节点系统结构
本系统中选择的美国德州仪器公司 CC2530 芯 片包含一个高性能 2. 4GHzDSSS( 直接序列扩频) 射 频收发器核心和一颗增强型工业标准的 8 位 8051 微控制器内核( 运行时钟为 32 MHz) 。它具有 64 / 128 /256KB 可编程闪存和 SKB 的 RAM,还包含模 / 数转换器 ( ADC) 、定时器 ( Timer) 、AES128 协同处 理器、看门狗定时器( WatchDog Timer) 、32KHZ 晶振 的休眠模式定时器、上电复位电路( Power on reset) 、 掉电检测电路( Brown out Detection) 以及 21 个可编 程 I / O 引脚。CC2530 增强型 8051 内核使 用 标 准 8051 指令集,具有 8 倍于标准 8051 内核的性能。
Abstract: Facing with the reality of the heavy workload,low efficiency of artificial testing system of mechanical parts,the paper designs an on-line automatic detecting system on the basis of the following: the data are collect by image sensor,hall sensor and etc, and the are transferred to coordinator based on ZigBee protocol and transferred to the long-distance server by Ethernet; the information of testing result is written in the RFID label after comparison and analysis in the database and the mechanical parts are separated by the sorting system to achieve the result of automatic testing and sorting of the mechanical parts
信距离一般很短,并且通信节点众多,很容易寻找到 路由路径,一般的陶瓷贴片天线增益就可以满足在 工业生产检测中的通信要求。
2. 3 协调器设计
ZigBee 协议栈由一组子层构成,每层都为其上 层提供一组特定的服务: 一个数据实体提供数据传 输服务,一个管理实体提供全部其他服务,每个服务 实体通过一个服务接入点( SAP) 为其上层提供服务 接口,并且每个 SAP 都提供了一系列的基本服务指 令来完成相应的功能[3-4]。本文采用 S3C4480 嵌入 式开发板,该开发板自带 2M FLASH 和 8M RAM。 网络芯片采用 RTL8019 10M 网络芯片。软件采用 uCOS-Ⅱ + 基本功能 Zigbee 协议栈 + LWIP TCP / IP 协议栈。Zigbee 协调器基本功能为将基于 TCP 协 议的网络与基于 ZigBee 协议栈的数据进行转换,从 而可以将基于常用的以太网的数据发送到 ZigBee 网络中,也可以将 ZiBbee 网络中的数据发送到以太 网中。
( 1. 常州机电职业技术学院 2. 常州信息职业技术学院 江苏常州 213164)
摘 要: 针对机械零件质量人工检测工作量大、效率低等现状,设计零件在线自动检测系统,通过影像传感器、霍尔传感器等
进行零件数据采集,利用 ZigBee 协议将采集的数据传输到协调器,再通过以太网将数据传输到远程服务器,经过与数
图 2 簇树状网络拓扑结构
当协调器启动配置一个新的网络时,它会给自 己配置一个网络地址 0x0000,网络深度 Depth0 = 0。 如果一个新节点( i) 想要加入这个 ZigBee 网络,且 通过这个网络中的节点( j) 连入,那么节点( j) 被称 作节点( i) 的父节点。节点( j) 根据自身的网络地址 Address( j) 和网络深度 Depth( j) ,给新节点( i) 配置 一个 网 络 地 址 Address ( i ) 和 网 络 深 度 Depthi = Depth( j) + 1。在采用父子关系的树状网络中,网络
现合格产品与不合格产品的分离。
1 系统总体设计及系统结构图
被检测的机械零部件进入检测工序时,通过扫 描枪获取零件的 ID,并记录到数据库,系统从数据 库中查询出该零件的名称、产品类型以及各类参数 的标准。在检测过程中,零件要经过图像采集、霍尔 传感器检测、超声波传感器检测和红外传感器检测 等区域,当产品经过传感器区域时,传感器获取的数 据通过扩展通讯模块节点,利用 ZigBee 网络传输至 簇头节点,再传输给协调器,协调器将采集到的数据
第 11 卷 第 3 期 2012 年 6 月
常州信息职业技术学院学报 Journal of Changzhou Vocational College of Information Technology
Vol. 11 No. 3 Jun. 2012
基于 ZigBee 技术的机械零件检测系统设计
王云良1 宋先斌2图 4 系统软件流程图 Nhomakorabea18
常州信息职业技术学院学报
2012 年 6 月
3. 2 数据库设计
根据系统需求分析,后台数据库共设计了 3 张 表,分别为“产品类型表”、“产品质量检测表”和“临 时测量数据表”,“产品类型表”中存储机械零部件 的基本信 息,包 括 类 型、名 称 和 规 格 等,“产 品 质 量 检测表”中存储零件的测量数据等信息,“临时测量 数据表”中存储在测量过程中的临时数据。表结构 如表 1、表 2、表 3 所示。
字段 产品 ID 长度测量值 长度是否合格 宽度测量值 宽度是否合格 高度测量值 高度是否合格 最终检测结果
据库中数据的比对与分析,将零件是否合格的信息写入到 RFID 标签中,最终由分拣机构实现对零件的分离,达到零
件质量自动检测的效果。
关键词: 质量检测分拣系统; ZigBee 技术; 传感器
中图分类号: TP 274
文献标志码: A
文章编号: 1672-2434( 2012) 03-0015-04
The Design of Testing System for Mechanical Parts Based on ZigBee Technology
3. 1 系统流程
产品进入检测工序时,通过扫描枪获取到产品 的 ID,从数据库产品类型表中查询出该产品的名 称、产品类型以及该产品应该达到的标准,并保存到 服务器,在图像采集工位,通过摄像头捕获产品的图 像信息,并上传至服务器,供远程 Web 监控使用,在 产品数据测量工位,依次经过霍尔传感器、超声波传 感器和红外传感器区域,测量产品的长度、宽度、高 度等信息,将采集到的数据与数据库中的标准值进 行比较,判断零件是否合格,对不合格的零件进行分 类,将合格零件的检测参数写入 RFID 标签中。软 件流程图如图 4 所示。
收稿日期: 2012-02-10 作者简介: 王云良( 1968-) ,男,副教授,从事研究方向: 物联网技术
16
常州信息职业技术学院学报
2012 年 6 月
通过 WiFi、3G 等网络发送至服务器,通过把采集到 的数据和该零件的标准数据进行分析比较,判断该 零件是否合格,并将相关信息写入该零件的 RFID 标签中,当产品经过分拣机构时,系统会从服务器中 查询到该产品的检测结果,并利用分拣机构的汽缸 对不良品进行分类处理,从而实现对机械零部件检 测的自动处理。系统结构图如图 1 所示。
Key words: quality testing and sorting system; ZigBee technology; sensor
0 引言
机械零部件加工已经实现了机械化、自动化,而 机械零部 件 的 质 量 检 测,主 要 依 靠 人 工 来 完 成[1], 通常有目视 检 查 法、仪 器 测 量 法 等[2],在 检 测 过 程 中人为因素大、检测工作量大,为了避免检测工作成 为生产的瓶颈,本文设计了一套机械零部件质量检 测分拣系统,通过传感器获取机械零部件各类参数, 通过 ZigBee 协议传送数据至协调器,协调器将采集 到的数据发送至服务器,通过与标准件参数的比对, 实现机械零部件的自动检测,利用分拣装置最终实
WANG Yun-liang1 SONG Xian-bin2