六西格玛方法工具书
6 SIGMA实战培训教材

Screen DOE Pilot Test
Updated Process Map Updated FMEA
Cost/ Benefit Analysis
GR&R (x)
Control Chart
Control Plan Audit
Six Sigma 在整体企业的运用
把 Six sigma 充分运用在核心企业 流程上将会产生极大的影响。
DPMO(PPM)
1
691,500
2
308,537
3
66,807
4
6,210
5
233
6
3.4
(分布移动了1.5σ )
从3σ的流程到6σ的流程: 大约20,000倍的进步
注:DPMO:Defects per Million Opportunity,PPM:Part Per Million
Six Sigma 的活动
1 2 34 5
1 2 34 5
准确
精确
制程能力概说
❖产品在制程中,受管制状态之好坏程度,称为制程能力 ❖制程能力之好坏,受精确度Cp及准确度Ca之影响甚巨
精密度 Cp
準確度 Ca
規格下限 中心值
LSL
U
規格上限 USL
制程能力 (Cp)
制程能力 ( Capability of Process )
远足
逻辑的﹑直觉
谁正在实行 Six Sigma
Six Sigma 的效益
短期间 头痛的问题立即解决 锁定已经存在的问题 鉴定问题对成本的影响
长期间 找出潜在问题 预防潜在问题发生 鉴别潜在的改善机会
投入阶层越高 与主管的参与 越多效果越好
Six Sigma 的利益
最新六西格玛常用质量工具资料

★ 8P(行政或服务)
▲ Price(价格) ▲ Promotion(晋升) ▲ People(人员) ▲ Processes(过程) ▲ Place/Plant(场所) ▲ Policies(政策) ▲ Procedures(流程) ▲ Product/Service(服务)
6
例1 某车间动员所有人员都参与讨论尺寸不合格的原因,画出
3.将要因进行分类(常用人机料法环的分类方 法),并绘制到鱼骨图当中,箭头由要因指向骨 干,60度斜插于骨干上
导航视窗
点击这里开始演示
1.将要检讨的特性用问题形式表示出来
2.由左至右划上一条较粗的线条作为鱼的骨干, 箭头指向问题
3.将要因进行分类(常用人机料法环的分类方 法),并绘制到鱼骨图当中,箭头由要因指向骨 干,60度斜插于骨干上
文件延迟
废料
机器 延迟
供应商的 过失
工程设计重复
改变 顺序 定单处 缓慢
检查延迟
决策缓慢
质量管理的三个普遍过程
1
质量计划
2
质量控制
3
质量改进
4
1.1 因果图
因果图最早由日本东京大学教授石川馨 (1953)提出,因此,又称石川图(Ishikawa Diagram)和鱼骨图(Fishbone Diagram)。
错
例1
误
范
例
1
导航视窗
1.将数据输入到Excel中,其它项放在最后。并 计算出累计百分比
点击这里开始演示
导航视窗
点击这里开始演示
1.将数据输入到Excel中,其它项放在最后。并 计算出累计百分比
2.在“插入”“图表”中选择“自定义类型”并 从下面找到“双轴线-柱图”,点击“下一步”
六西格玛工具手册

六西格玛工具手册六西格玛工具是一个有效的管理工具,通过使用统计分析和数学建模的方法,帮助组织识别和解决问题,提高工作效率和质量。
本手册将为您介绍六西格玛的各种工具和应用方法,帮助您更好地了解和运用六西格玛。
一、概述1. 六西格玛简介六西格玛是一种基于数据驱动的管理方法,旨在通过减少变异性和缺陷率来提高工作效率和质量水平。
它强调数据分析和过程改进,以实现目标的设定和持续改进。
二、数据采集工具1. 流程图流程图是一种直观的工具,用于显示流程的各个步骤和决策点。
在六西格玛中,流程图常用于分析和改进流程,帮助识别和消除潜在的问题。
2. 帕累托图帕累托图用于按重要性排序问题。
它通过对数据进行分类并显示其中的关键因素,帮助团队优先处理最重要的问题,以获得最大的改进效果。
3. 散点图散点图用于显示两个变量之间的关系。
在六西格玛中,散点图常用于确定因素之间的相关性,从而找到可能导致问题的根本原因。
三、数据分析工具1. 直方图直方图用于显示数据的分布情况。
六西格玛团队可以使用直方图来确定过程是否正常分布,进而判断是否需要采取改进措施。
2. 布洛克图布洛克图是一种直观的工具,用于显示多个因素对结果的影响。
它帮助团队了解各个因素对整体性能的贡献程度,从而确定关键因素和改进方向。
3. 方差分析方差分析用于比较多个样本之间的差异,确定因素之间的显著性差异。
在六西格玛中,方差分析常用于确定影响问题的关键因素,并为改进提供依据。
四、问题识别工具1. 根本原因分析根本原因分析是六西格玛中关键的一步,它帮助团队确定问题的根本原因。
常用的根本原因分析工具包括因果图、5W1H 等,可以帮助团队从多个方面全面分析问题。
2. 5P 系统5P 系统是一种系统性的问题诊断方法,包括人员、机器、材料、方法和环境等方面的分析。
通过对这五个方面进行全面的评估,团队可以找到问题的真正原因,并制定相应的改进措施。
3. 缺陷模式与影响分析(DFMEA)缺陷模式与影响分析是一种预防性的风险评估工具。
六西格玛管理书籍——MINITAB:六西格玛解决方案(上、下)

六西格玛管理书籍——MINITAB:六西格玛解决方案(上、下)六西格玛是基于数据的系统,正是凭借对数据本质的深入分析,才造就了六西格玛的高精度决策。
倚重于通过统计技术对数据进行深入分析和处理的六西格玛系统,因为有了MINITAB这样的专用统计软件,其推行才能如虎添翼。
MINITAB正是推行六西格玛所需要的极好的载体。
不懂MINITAB,就不能说懂六西格玛。
本书对MINITAB所有的命令进行逐条解析,并附有详细案例,是掌握六西格玛的必读书籍。
《MINITAB—六西格玛解决方案》目录CONTENTS序一(金广林)序二(何广明)前言第一篇MINITAB初步第一章六西格玛与MINITAB第一节六西格玛管理法的特点/一、六西格玛的改善突破模式/二、六西格玛D-M-A-I-C各阶段的常用工具/第二节MINITAB在六西格玛管理法中的应用/一、数据分析/二、图形分析/第二章MINITAB基本介绍第一节MINITAB的视窗/一、MINITAB介绍/二、MINITAB的视窗/三、用键盘命令在各视窗间进行切换/四、MINITAB的菜单命令/第二节MINITAB的典型应用步骤/一、打开MINITAB/二、输入数据至MINITAB工作表/三、分析数据/四、图示数据/五、存盘和打印/第三节MINITAB的工具栏/一、标准工具栏/二、项目管理工具栏/三、状态栏/第二篇MINITAB命令菜单第三章文件菜单(File Menu)第一节文件菜单的基本内容/一、文件菜单的命令内容/二、MINITAB“File Menu”示意/第二节文件菜单的操作方法/一、新建(New)/二、打开项目文件(Open Project)/三、保存项目文件(Save Project)/四、保存项目文件为(Save Project As)/五、项目描述(Project Description )/六、打开工作表(Open Worksheet)/七、查询数据库(Query Database)/八、保存当前工作表(Save Current Worksheet)/九、保存当前工作表为(Save Current Worksheet As)/十、关闭工作表(Close Worksheet)/十一、打开图形(Open Graph)/十二、保存任务视窗为(Save Window As)/十三、其他文件(Other Files)/十四、打印工作表(Print Worksheet)/十五、蛴∩柚茫≒rint Setup)/十六、退出(Exit)/十七、最近的工作表(MOST RECENTLY WORKSHEETS)/ 第四章编辑菜单(Edit Menu)第一节编辑菜单的基本内容/一、编辑菜单的命令内容/二、MINITAB编辑菜单命令/第二节编辑菜单的操作方法/一、撤消/重做(Undo/Redo)/二、清除单元格内容(Clear cells)/三、删除单元格(Delete cells)/四、复制/复制单元格/复制图形(Copy,Copy Cells,Copy Graph)/五、剪切和剪切单元格(Cut and Cut Cells)/六、粘贴/粘贴单元格(Paste and Paste Cells)/七、复制和粘贴链接(Copy and Pasting a Link)/八、选中所有单元格(Select All and Select All Cells)/九、链接(Links)/十、编辑最近使用的对话框(Edit Last Dialog)/十一、命令行编辑(Command Line Editor)/十二、参考(Preferences)/第五章操作菜单(Manip Menu)第一节操作菜单的基本内容/一、操作菜单概述/二、操作菜单的命令内容/三、MINITAB操作菜单命令/第二节操作菜单的操作方法/一、子工作表(Subset Worksheet)/二、分割工作表(Split Worksheet)/三、合并(Merge)/四、分类(Sort)/五、排序(Rank)/六、删除行(Delete Rows)/七、删除变量(Erase Variables)/八、复制栏(Copy Columns)/九、堆叠栏(Stack Columns)/十、取消堆叠(Unstack)/十一、转换栏(Transpose Columns)/十二、连接(Concatenate)/十三、编码(Code)/十四、使用转换表(Use Conversion Table)/十五、改变数据类型(Change Data Type)/十六、显示数据(Display Data)/第六章计算菜单(Calc Menu)第一节计算菜单的基本内容/一、计算菜单的命令内容/二、MINITAB计算菜单命令/第二节计算菜单的操作方法/一、计算器(Calculator)/二、栏统计(Column Statistics)/三、行统计(Row Statistics)/四、标准化(Standardize)/五、摘录日期/时间到数字和文本(Extract from Data/Time to Numeric/Text)/六、生成模板数据(Make Patterned Data)/七、生成成对数据(Make Mesh Data)/八、生成指示变量(Make Indicator Variable)/九、设置基准点(Set Base)/十、生成随机数(Random Data)/十一、概率分布(Probability Distributions)/十二、矩阵(Matrices)/第七章统计菜单的基本内容第一节统计菜单的基本内容/一、统计菜单的命令内容/二、MINITAB统计菜单命令/第八章统计菜单(Stat Menu)的操作方法(上)第一节基本统计(Basic Statistics)/一、基本统计概述/二、显示描述统计(Display Descriptive Statistics)/三、存储描述统计(Store Descriptive Statistics)/四、单样本Z检验(1-Sample Z)/五、单样本t检验(1-Sample t)/六、双样本t检验(2-Sample t)/七、成对t检验(Paired t )/八、单比例检验(1 Proportion)/九、双比例检验(2 Proportion)/十、双样本方差的假设检验(2 Variances)/十一、相关分析(Correlation)/十二、协方差分析(Covariance)/十三、正态性检验(Normality Test)/第二节回归分析(Regression)/一、回归分析概述/二、回归分析(Regression)/三、逐步回归分析(Stepwise Regression)/四、最小子集回归分析法(Best Subsets Regression)/五、拟合线图(Fitted Line Plot)/六、残差图(Residual Plots)/七、二元后勤回归(Binary Logistic Regression)/八、顺序后勤回归(Ordinal Logistic Regression)/九、名义后勤回归(Norminal Logistic Regression)/第三节方差分析(ANOVA)/一、方差分析概述/二、回归分析的子命令/三、单变量方差分析(One-Way )/四、单变量非堆叠数据的方差分析〔One-Way(Unstack)〕/五、双因素方差分析(Two-way Analysis of Variance)/六、均值分析(Analysis of Means)/七、平衡数据的方差分析(Balanced Analysis ofVariance)/八、通用线性模型(General Linear Model)/九、完全嵌套数据的方差分析(Fully Nested ANOVA)/十、平衡数据多个响应变量时的方差分析(Balanced MANOVA)/ 十一、通用多响应变量方差分析(General MANOVA)/十二、方差齐性测试(Test Equal Variance)/十三、区间图(Interval Plot )/十四、主要影响图(Main Effects Plot)/十五、交互作用图(Interactions Plot)/第四节质量工具(Quality Tools)/一、质量工具概述/二、运行图(Run Charts)/三、柏拉图(Pareto Chart)/四、因果图(Cause-and Effect Diagram)/五、多变量图(Multi-Vari Chart)/六、对称图(Symmetry Plot)/七、能力分析(Capability Analysis)/八、量具运行图(Gage Run Chart)/九、量具线性度和偏倚研究(Gage Linearity Study)/十、量具重复性和再现性研究(Gage R&R)/第九章统计菜单(Stat Menu) 的操作方法(下)第一节试验设计(DOE)/一、试验设计概述/二、因子试验设计(Factorial)/三、响应表面设计(Response Surface Design)/四、混合设计(Mixture Design)/五、田口设计(Taguchi Design)/第二节控制图(Control Charts)/一、控制图概述/二、计量值数据控制图(Variable Control Charts)/三、计量值数据控制图(Attributes Control Charts)/第三节可靠性工具(Reliability/ Survival Analysis)/一、可靠性分析概述/二、分布分析概述/三、分布ID图(Distribution ID Plot-RightCensoring)/四、分布摘要图(Distribution Overview Plot-Right Cens)/五、参数分布分析(Parametric Distribution Analysis-Right Censoring)/六、非参数分布分析(Nonparametric Dist Analysis-Right Censoring)/七、分布ID图(Distribution ID Plot- arbitrarily Cens)/八、分布概要图(Distribution Overview Plot-Arbitrary Cens)/九、参数分布分析(Parameter Distribution Analysis-Arbitrary Cens)/十、非参数分布分析(Nonparameter Distribution Analysis-Arbitrary Cens)/ 十一、加速寿命测试(Accelerated life testing)/十二、用寿命数据进行回归(Regression with LifeData)/十三、概率分析(Probit Analysi)/第四节多变量分析(Multivariate)/一、多变量分析概述/二、首要成分分析(Principal Components)/三、因子分析(Factor Analysis)/四、判别分析(Discriminant Analysis)/五、聚类观测(Cluster Observations)/六、聚类变量(Cluster Variables)/七、Cluster K-Means/第五节时间序列(Time Series)/一、时间序列概述/二、时间序列图(Time Series Plot)/三、趋势分析(Trend Analysis)/四、分解(Decomposition)/五、移动平均法(Moving Average)/六、单指数平滑法(Signal Exponential Smoothing)/七、双指数平滑法(Double Exponential Smoothing)/八、Winters方法(Winters Method)/九、差异(Differences)/十、滞后(Lag)/十一、自相关(Autocorrelation)/十二、局部自相关(Partial Autocorrelation)/十三、交叉相关(Cross Correlation)/十四、ARIMA/第六节制表(Tables)/一、制表概述/二、交叉表(Cross Tabulation)/三、计算(Tally)/四、卡方测试(Chi-Square Test)/五、简单一致性分析(Simple CorrespondenceAnalysis)/六、多重一致性分析(Multiple CorrespondenceAnalysis)/第七节非参数分析(Nonparametric)/一、非参数分析概述/二、1-Sample Sign/三、1-Sample Wilcoxon/四、Mann-Whitney/五、Kruskal-Wallis/六、Mood s Median Test/七、Friedman Test/八、Runs Test/九、Pairwise Average/十、Pairwise Differences/十一、Pairwise Slopes/第八节EDA/一、EDA概述/二、茎叶图(Stem and Leaf)/三、箱图(Boxplot)/四、Letter Value/五、Median Polish/六、Resistant Line/七、Resistant Smooth/八、Rootogram/第九节推翻错误假设的概率和样本容量(Power and Sample Size)/一、概述/二、1-Sample Z/三、1-Sample t/四、2-Sample t/五、1-Proportion/六、2-Proportion/七、One-Way ANOVA/八、2-Level Factorial Design/九、Plackett-Burman Design/第十章图形菜单(Graph Menu)第一节图形菜单的基本命令/一、核心图类/二、三维图/三、特殊图形/四、特征图/第二节图形菜单的操作方法/一、图面布局(Layout)/二、绘图(Plot)/三、时间序列图(Time Series Plot)/四、制图(Chart)/五、直方图(Histogram)/六、箱图(Boxplot)/七、矩阵图(Matrix Plot)/八、窗格图(Draftsman Plot)/九、轮廓图(Contour Plot)/十、三维图(3D Plot)/十一、三维线框图(3D Wireframe Plot)/ 十二、三维表面图(3D Surface Plot)/十三、点图(Dotplot)/十四、饼图(Pie Chart)/十五、边际图(Marginal Chart)/十六、概率图(Probability Plot)/十七、茎叶图(Stem and Leaf)/十八、特征图(Character Graphs)/第十一章编辑器菜单(Editor Menu)第一节编辑器菜单的基本命令/一、编辑器菜单的特点/二、任务视窗对应的编辑器菜单命令/三、数据视窗对应的编辑器菜单命令/四、图形视窗对应的编辑器菜单命令/ 第二节编辑器菜单的操作方法/一、任务视窗命令/二、数据视窗命令/三、图形视窗命令/第十二章视窗菜单(Window Menu)一、视窗菜单命令/二、MINITAB视窗下拉式菜单/第十三章帮助菜单(Help Menu)一、帮助菜单命令/二、MINITAB帮助下拉式菜单/。
SPC培训教材(六西格玛)
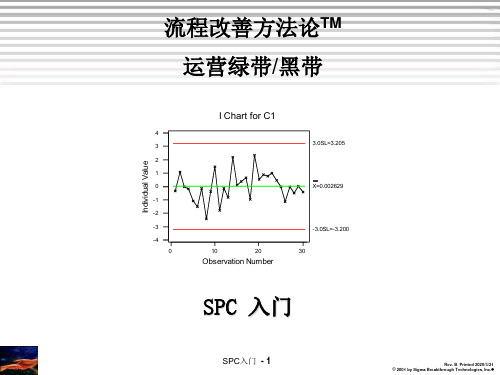
SPC入门 - 10
Rev. B Printed 2011-3-16 © 2001 by Sigma Breakthrough Technologies, Inc.
1997 1997年6月
经理看到自从去年底以来,废品率降低了。“柳暗花明了!” 经理看到自从去年底以来,废品率降低了 么种类的
制造: 制造: _________________________________________ 非制造: _________________________________________
如何分析? 如何分析?
制造 : _________________________________________ 非制造: _________________________________________
我们现在管理数据的方法 们现在管理数据的方法 管理数据 SPC
S (Statistical)= P (Process)= 以统计学方法来探测流程的变异 统计学方法来探测流程 方法来探测流
流程,任何流程
C (Control)=
以积极主动的管理来控制流程 积极主动的管理来控制流 管理
SPC入门 - 16
3 废品率 (%)
2 晚会时间 1 1 2 3 4 1996 1997
Derived from Understanding Variation: The Key To Managing Chaos, Donald J. Wheeler, SPC Press. 1993.
SPC入门 - 8
Rev. B Printed 2011-3-16 © 2001 by Sigma Breakthrough Technologies, Inc.
六西格玛绿带培训教材1
六西格玛绿带培训教材11. 引言六西格玛是一种由Motorola公司在20世纪80年代提出的管理方法论,用于提高组织的质量和效率。
六西格玛方法论主要包括DMC (Define、Measure、Analyze、Improve、Control)和DMADV (Define、Measure、Analyze、Design、Verify)两个阶段。
本教材将以六西格玛绿带培训为主题,介绍六西格玛的基本原理和应用技巧。
2. DMC的阶段概述DMC是六西格玛中最常用的问题解决方法,它包括以下五个阶段:2.1 Define阶段在Define阶段,团队确定项目的目标,并制定项目计划。
这个阶段的主要任务是定义问题陈述、项目范围和关键业务指标。
在Measure阶段,团队收集和测量与问题相关的数据,并分析数据的特征和变异。
这个阶段的目标是获取准确的数据和量化问题。
2.3 Analyze阶段在Analyze阶段,团队分析数据并确定问题的根本原因。
通过使用统计工具和图表,团队可以识别和验证潜在的原因。
2.4 Improve阶段在Improve阶段,团队提出改进解决方案,并进行实验验证。
该阶段的目标是确保风险被最大限度地降低,并在实施改进后实现预期结果。
在Control阶段,团队制定并实施控制计划,以确保改进方案的持续效果。
通过监控关键过程指标和制定控制策略,团队可以确保问题解决方案的稳定性。
3. DMADV的阶段概述DMADV是六西格玛用于新产品或服务设计的方法,它包括以下五个阶段:3.1 Define阶段在Define阶段,团队确定新产品或服务的目标,并制定项目计划。
这个阶段的主要任务是定义客户需求和项目范围,并界定关键业务指标。
在Measure阶段,团队收集和测量与新产品或服务相关的数据,并分析数据的特征和变异。
这个阶段的目标是获取准确的数据和量化需求。
3.3 Analyze阶段在Analyze阶段,团队分析数据并确定新产品或服务的设计要求和技术要求。
6西格玛基本方法及工具应用

6西格玛基本方法及工具应用在6西格玛基本方法及工具应用的理论研究中,我们首先需要了解什么是6西格玛。
6西格玛是一种质量管理方法,旨在通过减少过程中的缺陷和变异来提高产品和服务的质量。
它基于一个名为“六西格玛”的统计学概念,表示在大量数据中,目标值(即期望值)与实际值之间的差异最小的程度。
6西格玛的目标是将这种差异降到最低,从而提高客户满意度和组织绩效。
为了实现这一目标,6西格玛方法包括了一系列基本步骤和工具。
本文将详细介绍这些方法和工具,并讨论它们在实际应用中的优缺点。
我们需要了解6西格玛的基本方法。
这些方法包括:1. 定义过程:在开始改进之前,我们需要明确要改进的过程。
这包括确定过程的目标、范围和关键成功因素。
2. 测量过程:为了评估过程的表现,我们需要收集有关过程的数据。
这可以通过直接观察、记录和分析过程的实际执行情况来完成。
3. 分析数据:收集到的数据需要进行分析,以确定过程中的缺陷和变异。
这可以通过使用统计工具和技术来完成,如均值、标准差、分布等。
4. 选择改进策略:根据分析结果,我们需要选择适当的改进策略。
这可能包括改变过程的设计、优化工作流程、提高员工技能等。
5. 实施改进:在选择了改进策略后,我们需要将其应用于实际过程。
这可能需要对员工进行培训、调整设备或重新设计工作流程。
6. 监控结果:在实施改进后,我们需要持续监控过程的表现,以确保所采取的措施有效。
这可以通过定期收集和分析数据来完成。
除了基本方法之外,6西格玛还包括一系列工具,用于辅助改进过程。
这些工具包括:1. 根本原因分析(RCA):通过对过程中的缺陷和变异进行深入分析,找出导致这些问题的根本原因。
这有助于我们采取针对性的措施,从而更有效地解决问题。
2. 流程图:流程图是一种可视化工具,可以帮助我们理解过程的各个阶段以及它们之间的关系。
通过绘制流程图,我们可以更容易地发现潜在的问题和改进点。
3. 控制图:控制图是一种统计工具,用于监控过程的稳定性和性能。
超经典6sigma_绿带培训教材

六西格玛在全球范围内的推广与普及
国际标准化组织的认可
国际标准化组织对六西格玛方法的认可和推广,促进了其在全球范围内的普及和应用。
跨国企业的实践经验
许多跨国企业成功实施六西格玛的经验被广泛分享和传播,为全球范围内的企业提供了 借鉴和参考。
教育和培训机构的推广
各类教育和培训机构在培养专业人才和普及六西格玛知识方面发挥了重要作用,推动了 六西格玛在全球范围内的普及和应用。
详细描述
直方图可以清晰地展示数据的分布情 况,帮助我们了解数据的集中趋势和 离散程度。通过观察直方图的形状、 峰度、偏度等特征,可以对数据的特 性进行初步分析。
箱线图
总结词
箱线图也称为箱状图或箱状分布图,是 一种用于表示数据分布特征的图形化工 具。
VS
详细描述
箱线图由箱体、须线和异常值三个部分组 成。箱体表示数据的中位数、四分位数和 异常值范围;须线表示数据的最大值和最 小值;异常值则以圆圈或星号表示。通过 观察箱线图的箱体、须线和异常值,可以 了解数据分布的集中趋势、离散程度和异 常值情况。
六西格玛鼓励创新和学习,不断 引入新的方法和工具来提高组织 绩效。
02
CHAPTER
六西格玛工具与技术
流程图
总结词
流程图是用于描述一个过程或系统的运作流程的工具,通过图形化的方式展示从输入到输出的整个过 程。
详细描述
流程图使用图形符号表示各个步骤和操作,包括开始和结束符号、输入和输出符号、处理步骤符号、 决策符号、子流程符号等。通过绘制流程图,可以清晰地了解一个过程的所有步骤和操作,有助于发 现潜在的问题和改进点。
总结词
控制图是一种用于监测和控制过程的图形化 工具,通过将实际数据与控制限进行比较, 判断过程是否处于受控状态。
中国质量协会六西格玛黑带注册考试指定教材参考书
本教材参考书是一本较为权威、全面的六西格玛管理方法的参考书籍。虽然存在一些不足之处, 但整体来说是一本很好的参考书籍。对于准备参加中国质量协会六西格玛黑带注册考试的考生来 说,这本书是必备的参考资料之一。在备考过程中,考生应该充分阅读和理解本书的内容,结合 实际情况掌握六西格玛管理方法的应用,提高自身的质量水平。
在“六西格玛工具和技术”这一部分,作者介绍了一系列常用的六西格玛工具和技术,如统计工 具、流程图、因果图等,以及它们在六西格玛实施过程中的作用和用法。这些工具和技术都是实 践六西格玛所必需的,通过学习和应用,读者将能够更好地分析和解决实际问题。
在“六西格玛应用案例”章节,作者列举了一些成功的六西格玛应用案例,这些案例具有很强的 实用性。通过分析这些案例,读者可以更好地了解六西格玛在实际工作中的应用效果,并从中汲
阅读感受
再次,本书对六西格玛的推广和应用具有积极意义。随着中国质量协会将六西格玛纳入注册考试 体系,越来越多的企业和组织开始和应用六西格玛方法。这本书的出现,无疑为推广六西格玛提 供了有力的支持,它不仅能帮助读者更好地理解六西格玛,还能指导他们如何在实践中应用六西 格玛。 《中国质量协会六西格玛黑带注册考试指定教材参考书》是一本非常实用的参考书籍,不论大家 是准备参加六西格玛黑带注册考试的读者,还是对六西格玛感兴趣的读者,都会在这本书中找到 价值和启示。通过阅读这本书,我深感六西格玛不仅是一种工具,更是一种思维方式,一种提升 组织绩效、追求卓越的理念。这本书将引领大家进入六西格玛的世界,体验六西格玛带来的改变 和可能。
六西格玛指导手册说明书

@RISK and Six-Sigma GuideThis short guide is designed to give you a very brief introduction to Six Sigma, and an overview of the features that @RISK provides to aid your Six Sigma analyses.In today’s competitive business environment, quality is more important than ever. @RISK is the perfect companion for any Six Sigma or quality professional.ContentsWhat is Six Sigma? (2)The Importance of Variation (2)Six Sigma Methodologies (3)Six Sigma / DMAIC (3)Design for Six Sigma (DFSS) (4)Lean or Lean Six Sigma (4)@RISK and Six Sigma (5)@RISK and DMAIC (5)@RISK and Design for Six Sigma (DFSS) (6)@RISK and Lean Six Sigma (6)Using @RISK for Six Sigma (7)RiskSixSigma Property Function (7)Six Sigma Statistics Functions (9)Six Sigma and the Results Summary Window (10)Six Sigma Markers on Graphs (11)Six Sigma Example Models (13)Version 1 - Last Updated 4/17/2020@RISK | Six Sigma Guide What is Six Sigma?Six Sigma is a set of practices to systematically improve processes by reducing process variation and thereby eliminating defects. A defect is defined as nonconformity of a product or service to its specifications. While the particulars of the methodology were originally formulated by Motorola in the mid-1980s, Six Sigma was heavily inspired by six preceding decades of quality improvement methodologies such as quality control, TQM, and Zero Defects. Like its predecessors, Six Sigma asserts the following:•Continuous efforts to reduce variation in process outputs is key to business success•Manufacturing and business processes can be measured, analyzed, improved and controlled •Succeeding at achieving sustained quality improvement requires commitment from the entire organization, particularly from top-level managementSix Sigma is driven by data, and frequently refers to “X” and “Y” variables. X variables are independent input variables that affect the dependent output variables, Y. Six Sigma focuses on identifying and controlling variation in X variables to maximize quality and minimize variation in Y variables.The term Six Sigma (or in symbols, 6σ) is very descriptive.The Greek letter sigma (σ) signifies standard deviation, an important measure of variation. The variation of a process refers to how tightly all outcomes are clustered around the mean. The probability of creating a defect can be estimated and translated into a “Sigma level.” The higher the Sigma level, the better the performance. Six Sigma refers to having six standard deviations between the average of the process center and the closest specification limit or service level. That translates to fewer than 3.4 defects per one million opportunities (DPMO).The cost savings and quality improvements that have resulted from Six Sigma corporate implementations are significant. Motorola has reported billions in savings since implementation in the mid-1980s. Lockheed Martin, GE, Honeywell, and many others have also experienced tremendous benefits from Six Sigma.The Importance of VariationM any Six Sigma practitioners rely on static models that don’t account for inherent uncertainty and variability in their processes or designs. In the quest to maximize quality, it’s vital to consider as many scenarios as possible.That’s where @RISK comes in. @RISK uses Monte Carlo simulation to analyze thousands of different possible outcomes, showing you the likelihood of each occurring. Uncertain factors are defined with probability distribution functions that describe the possible range of values your inputs couldtake. @RISK allows you to define Upper and Lower Specification Limits and Target values for each output, and it includes a wide range of Six Sigma statistics and capability metrics on the outputs.@RISK | Six Sigma Guide@RISK Industrial edition also includes RISKOptimizer, which combines the power of Monte Carlo simulation with genetic algorithm-based optimization. This gives you the ability to tackle optimization problems that have inherent uncertainty, such as:•Resource allocation to minimize cost•Project selection to maximize profit•Optimize process settings to maximize yield or minimize cost•Optimize tolerance allocation to maximize quality•Optimize staffing schedules to maximize serviceSix Sigma Methodologies@RISK can be used in a variety of Six Sigma and related analyses. The three principal areas of analysis are:•Six Sigma / DMAIC•Design for Six Sigma (DFSS)•Lean or Lean Six SigmaEach of these is described in a little more detail below.Six Sigma / DMAICWhen most people refer to Six Sigma, they are in fact referring to the DMAIC methodology. The DMAIC methodology should be used when a product or process is in existence but is not meeting customer specification or is not performing adequately.DMAIC focuses on evolutionary and continuous improvement in manufacturing and services processes, and is almost universally defined as being comprised of five phases - Define, Measure, Analyze, Improve and Control:1. Define the project goals and customer (internal and external Voice of Customer or VOC)requirements2. Measure the process to determine current performance3. Analyze and determine the root cause(s) of the defects4. Improve the process by eliminating defect root causes5. Control future process performance@RISK | Six Sigma Guide Design for Six Sigma (DFSS)DFSS is used to design or re-design a product or service from the ground up. The expected process Sigma level for a DFSS product or service is at least 4.5 (no more than approximately 1 defect per thousand opportunities), but can be 6 Sigma or higher depending on the product. Producing such a low defect level from a product or service launch means that customer expectations and needs (Critical-To-Qualities or CTQs) must be completely understood before a design can be completed and implemented. Successful DFSS programs can reduce unnecessary waste at the planning stage and bring products to market more quickly.Unlike the DMAIC methodology, the steps of DFSS are not universally recognized or defined; almost every company or training organization will define DFSS differently. One popular Design for Six Sigma methodology is called DMADV, and retains the same number of letters, number of phases, and general feel as the DMAIC acronym. The five phases of DMADV are defined as: Define, Measure, Analyze, Design and Verify:1. Define the project goals and customer (internal and external VOC) requirements2. Measure and determine customer needs and specifications; benchmark competitors andindustry3. Analyze the process options to meet the customer needs4. Design (detailed) the process to meet the customer needs5. Verify the design performance and ability to meet customer needsLean or Lean Six Sigma“Lean Six Sigma” is the combination of Lean manufacturing (originally developed by Toyota) and Six Sigma statistical methodologies in a synergistic tool. Lean deals with improving the speed of a process by reducing waste and eliminating non-value added steps. Lean focuses on a customer “pull” strategy, producing only those products demanded with “just in time” delivery. Six Sigma improves performance by focusing on those aspects of a process that are critical to quality from the customer perspective and eliminating variation in that process. Many service organizations, for example, have already begun to blend the higher quality of Six Sigma with the efficiency of Lean into Lean Six Sigma.Lean utilizes “Kaizen events” -- intensive, typically week-long improvement sessions -- to quickly identify improvement opportunities and goes one step further than a traditional process map in its use of value stream mapping. Six Sigma uses the formal DMAIC methodology to bring measurable and repeatable results.Both Lean and Six Sigma are built around the view that businesses are composed of processes that start with customer needs and should end with satisfied customers using your product or service.@RISK | Six Sigma Guide@RISK and Six SigmaWhether it’s in DMIAC, DFSS, or Lean Six Sigma, uncertainty and variability lie at the core of any Six Sigma analysis. @RISK uses Monte Carlo simulation to identify, measure, and root out the causes of variability in your production and service processes. Each of the Six Sigma methodologies can benefit from @RISK throughout the stages of analysis.@RISK and DMAIC@RISK is useful at each stage of the DMAIC process to account for variation and hone in on problem areas in existing products.1. Define. Define your process improvement goals, incorporating customer demand and business strategy. Value-stream mapping, cost estimation, and identification of CTQs (Critical-To-Qualities) are ************************************************************************@RISKzoomsin on CTQs that affect your bottom-line profitability.2. Measure. Measure current performance levels and their variations. Distribution fitting and over 35 probability distributions make defining performance variation accurate. Statistics from @RISK simulations can provide data for comparison against requirements in the Analyze phase.3. Analyze. Analyze to verify relationship and cause of defects, and attempt to ensure that all factors have been considered. Through @RISK simulation, you can be sure all input factors have been considered and all outcomes presented. You can pinpoint the causes of variability and risk with sensitivity and scenario analysis, and analyze tolerance. Use @RISK’s Six Sigma statistics functions to calculate capability metrics which identify gaps between measurements and requirements. Here we see how often products or processes fail and get a sense of reliability.4. Improve. Improve or optimize the process based upon the analysis using techniques like Design of Experiments. Design of Experiments includes the design of all information-gathering exercises where variation is present, whether under the full control of the experimenter or not. Using @RISK simulation, you can test different alternative designs and process changes. @RISK is also used for reliability analysis and – using RISKOptimizer - resource optimization at this stage.5. Control. Control to ensure that any variances are corrected before they result in defects. In the Control stage, you can set up pilot runs to establish process capability, transition to production and thereafter continuously measure the process and institute control mechanisms. @RISK automatically calculates process capability and validates models to make sure that quality standards and customer demands are met.@RISK | Six Sigma Guide @RISK and Design for Six Sigma (DFSS)One of @RISK’s main us es in Six Sigma is with DFSS at the planning stage of a new project. Testing different processes on physical manufacturing or service models or prototypes can be cost prohibitive. @RISK allows engineers to simulate thousands of different outcomes on models without the cost and time associated with physical simulation. @RISK is helpful at each stage of a DFSS implementation in the same way as the DMAIC steps. Using @RISK for DFSS gives engineers the following benefits: •Experiment with different designs / Design of Experiments•Identify CTQs•Predict process capability•Reveal product design constraints•Cost estimation•Project selection – using RISKOptimizer to find the optimal portfolio•Statistical tolerance analysis•Resource allocation – using RISKOptimizer to maximize efficiency@RISK and Lean Six Sigma@RISK is the perfect companion for the synergy of Lean manufacturing and Six Sigma. “Quality only” Six Sigma models may fail when applied to reducing variation in a single process step, or to processes which do not add value to the customer. For example, an extra inspection during the manufacturing process to catch defective units may be recommended by a Six Sigma analysis. The waste of processing defective units is eliminated, but at the expense of adding inspection which is itself waste. In a Lean Six Sigma analysis, @RISK identifies the causes of these failures. Furthermore, @RISK can account for uncertainty in both quality (ppm) and speed (cycle time) metrics.@RISK provides the following benefits in Lean Six Sigma analysis:•Project selection – using RISKOptimizer to find the optimal portfolio•Value stream mapping•Identification of CTQs that drive variation•Process optimization•Uncover and reduce wasteful process steps•Inventory optimization – using RISKOptimizer to minimize costs•Resource allocation – using RISKOptimizer to maximize efficiency@RISK | Six Sigma GuideUsing @RISK for Six Sigma@RISK’s standard simulation capabilities have been enhanced for use in Six Sigma modeling through the addition of four key features. These are:1. The RiskSixSigma property function for entering specification limits and target values forsimulation outputs.2. Six Sigma statistics functions, including process capability indices such as RiskCpk, RiskCpmand others which return Six Sigma statistics on simulation results directly in spreadsheet cells.3. Columns in the Results Summary window that provide Six Sigma statistics on simulationresults in table form.4. Markers on graphs of simulation results that display specification limits and the target value. The standard features of @RISK, such as entering distribution functions, fitting distributions to data, running simulations and performing sensitivity analyses, are also applicable to Six Sigma models.RiskSixSigma Property FunctionIn an @RISK simulation the RiskOutput function identifies a cell in a spreadsheet as a simulation output. A distribution of possible outcomes is generated for every output cell selected. These probability distributions are created by collecting the values calculated for a cell for each iteration of a simulation.When Six Sigma statistics are to be calculated for an output, the RiskSixSigma property function should be entered as an argument to the RiskOutput function. This property function specifies the lower specification limit, upper specification limit, target value, long term shift, and the number of standard deviations for the Six Sigma calculations for an output. These values are used in calculating Six Sigma statistics displayed in the Results window and on graphs for the output. For example:=RiskOutput(“Part Height”,,RiskSixSigma(0.88,0.95,0.915,1.5,6))specifies an LSL of 0.88, a USL of 0.95, target value of 0.915, long term shift of 1.5, and a number of standard deviations of 6 for the output Part Height. You can also use cell referencing in the RiskSixSigma property function.These values are used in calculating Six Sigma statistics displayed in the Results window and as markers on graphs for the output.When @RISK detects a RiskSixSigma property function in an output, it automatically displays the available Six Sigma statistics on the simulation results for the output in the Results Summary window and adds markers for the entered LSL, USL and Target values to graphs of simulation results for the output.You can type the RiskOutput function, together with the RiskSixSigma function, directly into the cell’s formula, or you can have @RISK help you do this using the user interface.@RISK | Six Sigma Guide From the Add Output dialog, click the Settings/Actions button at the bottom of the window and select ‘Sho w Advanced Properties’:The Six Sigma tab of the dialog contains fields for configuring all the options:Clicking the OK button will add the RiskOutput function, together with the RiskSixSigma function, to the ce ll’s formula.The options available in the Six Sigma tab are:Calculate Capability Metrics for This Output - Specifies that capability metrics will be calculated and displayed in reports and graphs for the output. These metrics will use the entered LSL, USL and Target values.LSL, USL and Target - Sets the LSL (Lower Specification Limit), USL (Upper Specification Limit) and Target values for the output.Use Long Term Shift and Shift -Specifies an optional shift for calculation of long-term capability metrics.@RISK | Six Sigma GuideUpper/Lower X Bound - The number of standard deviations to the right or the left of the mean for calculating the upper or lower X-axis values.Six Sigma Statistics Functions@RISK includes a set of Six Sigma statistics functions which can be entered directly into a spreadsheet model to perform Six Sigma calculations. For example, consider the simple model shown below:Cell C15 contains a RiskOutput function with a RiskSixSigma property function:=RiskOutput(C14,,,RiskSixSigma(C4,C5,C6,0,6)) +RiskNormal(C10,C11)The green cells in column C contain the following Six Sigma statistics functions:=RiskCpk(C15)=RiskPNC(C15)=RiskDPM(C15)These statistics functions, like other @RISK statistics functions, show relevant results only after a simulation has been run. They rely on the parameter values (LSL, USL, and so on) in the RiskSixSigma property function in cell C15 for their values.Note also in this screenshot how the graph of the output in C15 shows the LSL, Target, and USL as markers. These markers also rely on information provided by the RiskSixSigma property function in cell C15.@RISK | Six Sigma Guide The complete list of Six Sigma statistic function can be found on @RISK’s Function menu:Six Sigma and the Results Summary Window@RISK’s Results Summary window summarizes the results of your model and displays thumbnail graphs and summary statistics for your simulated output cells and input distributions. When @RISK detects a RiskSixSigma property function in an output, it also will automatically display the available Six Sigma statistics for the simulation results for any output that utilizes Six Sigma.@RISK | Six Sigma GuideThis table can be exported to Excel, the printer, or a PDF file by clicking the Export button in the bottom right corner of the window.Clicking the Table Settings item from the Settings/Actions menu displays a dialog from which you can customize which statistics to display in the window:Six Sigma Markers on GraphsWhen @RISK detects a RiskSixSigma property function in an output, it adds markers for the LSL, USL and Target values to graphs of simulation results for the output. It also adds Six Sigma statistics to the statistics grid to the right of the graph.@RISK | Six Sigma GuideYou can configure the display of both the markers and the grid from by choosing the Graph Formatting Options item on the Settings/Action menu.@RISK | Six Sigma GuideSix Sigma Example ModelsA number of examples models that demonstrate the use o f Six Sigma can be found on Palisade’s website. Please visit https:///models/ and search for Six Sigma (results pictured below).。
全员六西格玛实用知识手册
全员六西格玛实用知识手册六西格玛是一种管理方法,旨在通过减少变异性和提高过程质量,以提高组织绩效。
它将数据驱动的方法与统计分析相结合,通过识别和消除造成效率低下和质量问题的根本原因,来实现过程的改进。
在当今竞争激烈的商业环境中,六西格玛已经成为众多企业提高效率、降低成本以及提升客户满意度的利器。
本手册旨在为全员提供一些关于六西格玛的基础知识和实用技巧,帮助他们更好地理解和应用六西格玛方法。
第一章:六西格玛概述1.1 什么是六西格玛?六西格玛是一种以数据为基础的管理方法,其目标是通过减少过程中存在的变异性,提高产品或服务质量,从而提高组织的绩效。
六西格玛方法源自于质量管理领域,起源于20世纪80年代的美国工业界。
1.2 六西格玛的起源和发展六西格玛最初是由美国摩托罗拉公司提出并实践的,后来被通用电气公司引入,并逐渐在全球范围内被广泛采用。
六西格玛方法体系化、科学化的方法论逐渐成为了企业追求效率和质量的重要工具。
第二章:六西格玛的关键概念2.1 DMAIC流程DMAIC是六西格玛方法中的核心步骤,包括定义(Define)、测量(Measure)、分析(Analyze)、改进(Improve)和控制(Control)五个阶段。
通过这一流程,团队可以系统地识别问题、收集数据、进行分析,并最终实现持续改进。
2.2 关键质量概念在六西格玛中,有一些关键的质量概念需要被理解和运用。
比如正态分布、过程稳定性、容差限等概念,对于理解和评估过程中的变异性至关重要。
第三章:六西格玛实践技巧3.1 数据收集与分析方法数据在六西格玛中起着至关重要的作用,团队需要学会如何有效地收集、整理和分析数据,以发现过程中潜在的问题和改进机会。
常用的数据分析方法包括直方图、散点图、箱线图等。
3.2 过程改进工具与技术除了数据分析,团队还需要掌握一些过程改进工具和技术,比如因果图、流程图、质量功能展开等。
这些工具可以帮助团队深入分析问题根源,并采取有效的改进措施。
(六西格玛管理)西格玛培训教材优质
(六西格玛管理)西格玛培训教材第一章6西格码概述六西格玛起源与发展20世纪90年代在美国兴起的六西格玛管理,如汹汹火焰在全世界燃烧。
推行六西格玛企业的名单如同世界500强企业的排名,六西格玛不仅在这些优秀企业扎下了根,而且还经受了时间的考验。
一时间六西格玛成了全世界管理界的热门话题。
六西格玛是什么呢?简单说,六西格玛是衡量质量水平的一种“公制单位”,因为六西格玛水平的质量意味着即是你的产品均值与目标值还存在一点偏离(1.5σ),你的产品差错率也尽为百万分之3.4。
目前世界上真正实现了六西格玛质量的企业并不多,六西格玛质量水平就成了企业追求完美的一个象征。
六西格玛是在全面质量管理基础上发展起来的一种有效的管理方法,它指导企业“选出正确的人选”,采用“正确的方法”来做“正确的事”。
把人(具有黑带等资格的人)的力量、流程(DMAIC)的力量和技术方法的力量“三流合一”紧密结合,成为一种持续改进和突破的有效方法。
六西格玛管理围绕着质量做“文章”,通过提高质量来满足顾客需求,保证企业稳定市场占有率甚至增加市场份额,但它又不是为了提高质量而提高质量,六西格玛在提高质量的同时降低了成本,给企业增加利润。
六西格玛的实践彻底打破了传统的“提高质量就意味着增加成本”的老观念。
当然六西格玛还有更重要的作用,那就是改变企业的文化,注入创新的“基因”,使企业持续保持活力。
一、六西格玛起源与发展六西格玛起源于摩托罗拉。
许多人可能还记得上世纪八十年代,日本产品凭借着高质量、低成本横扫全球,美国的制造企业也持续遭受打击,市场竞争的战火就在美国企业的家门口燃烧,摩托罗拉也遭受重创,最让他们难以接受的是日本一家企业从他们手中收购一家电视机厂后,迅速用日本管理模式治理和运作,很快使产品质量发生了极大的变化,电视机的缺陷率只有摩托罗拉管理时期的1/20,摩托罗拉不得不承认自己的质量在衰退,管理已落伍。
于是,他们走上了艰辛的质量改进之路,通过制定质量战略,采取改进措施,来满足顾客需求。
六西格玛培训教材

制定项目计划(目标)并获得领导批准
– 制定项目目标和计划( 方 案)。 – 随着项目的进行和对它认识的加深,对计划进行必要的
修订。 – 与主要的相关人员一道评审所制定的 方案,以获得他们
定义的工具
• 头脑风暴 • 亲和图 • Pareto分析 • Kano分析 • 质量功能展开 • 流程图 • 质量成本 • 鱼骨图(因果图) • 项目进程计划
如欲更多了解有关工具和及其使用方法,请 参考“质量指导”。
2.20
GE Appliances Copyright 1999
定义阶段
修订版 10 1998年12月18日
定义阶段
修订版 10 1998年12月18日
第2部分:定义项目
目的:
通过学习工具和概念来帮助您定义项目、选择合 适的项目成员、并制定项目完成的进度。
目标: 1. 明确定义六个西格玛项目的主要步骤 2. 回顾用于定义项目的几个问题求解工具的目的和程 序
3. 确定支持小组成员及其作用 4. 解释项目Y的涵义
2.1
GE Appliances Copyright 1999
定义阶段
修订版 10 1998年12月18日
定义阶段
定义阶段主要是确定需要改 进的产品和/或工序, 并且 确保进行该项目所需的资源 能够到位。
定义 控制
衡量 分析
改进
定义阶段的重要性何在?
定义阶段设定改进项目的期望值。
定义阶段的输入是什么?
输入 订单
信用 核查
订购卡
发出 确认函
归档 文书工作
经典六西格玛教材

经典六西格玛教材介绍六西格玛(Six Sigma)是一种管理方法。
它的目标是通过减少产品或过程的变异性,提高质量和效率。
六西格玛的核心概念是:通过数据驱动的方式来改进和优化业务流程,从而降低错误和缺陷的概率。
为了帮助人们学习和实践六西格玛,许多经典的教材被编写出来。
这些教材提供了详细的指导,使人们能够理解并应用六西格玛的原理和技巧。
本文将介绍一些经典的六西格玛教材。
1. 《Six Sigma Handbook》这是一本由Thomas Pyzdek和Paul Keller合著的经典教材。
该教材详细介绍了六西格玛方法和工具的使用。
它提供了一个系统的学习路径,包括六西格玛基本原理、质量管理体系、统计工具和DMAIC(Define, Measure, Analyze, Improve, Control)方法等。
这本教材通俗易懂,适合初学者和有一定基础的人员阅读。
2. 《Six Sigma for Dummies》这是一本针对六西格玛初学者写的教材。
该教材由Craig Gygi、Bruce Williams和Terry Gustafson合著。
它使用了易于理解的语言和图表,详细介绍了六西格玛的基本概念、方法和实践。
这本书为读者提供了六西格玛的入门知识,帮助他们快速掌握并应用六西格玛。
3. 《Lean Six Sigma and Minitab》这本教材由Quentin Brook、David Cropley和Andrew Ross编写。
它介绍了如何将Minitab统计软件与六西格玛和精益生产方法相结合。
该教材讲解了如何使用Minitab进行数据分析和过程优化,以实现质量改进和业务效率提升。
对于那些已经熟悉Minitab软件的六西格玛专业人士来说,这本教材是必读的。
4. 《The Six Sigma Way》本书由Peter S. Pande、Robert P. Neuman和Roland R. Cavanagh合著,介绍了通过六西格玛改进业务流程的方法。
六西格玛工具箱之新七种QC工具
六西格玛工具箱之新七种QC工具2003—11-21六西格玛论坛新七种QC工具可以应用于产品开发各阶段,特别适用于难以得到充分数据的方案论证和初步设计阶段.新QC七种工具的特点是以图形为基础,适于整理不够系统的思路,将各要素间的复杂关系理出头绪,明确地提出问题,找出解决问题的手段、方法,并按时间先后排序,确定工作计划.新七种QC工具是:关联图法、亲和图法(KJ法)、系统图法、矩阵图法、矩阵数据分析法、过程决策程序图法(PDPC法)、矢线图法。
六西格玛工具箱之因果图2003-11—21六西格玛论坛因果图又叫“石川馨图”,也称为鱼刺图、特性要因图等。
它是利用“头脑风暴法”,集思广益,寻找影响质量、时间、成本等问题的潜在因素,然后用图形形式来表示的一种十分有用的方法,它揭示的的是质量特性波动与潜在原因的关系。
因果图有三个显著的特征:1、是对所观察的效应或考察的现象有影响的原因的直观的表示;2、这些可能的原因的内在关系被清晰地显示出来;3、内在关系一般是定性的和假定的。
六西格玛工具箱之质量损失函数2003—11-25六西格玛论坛质量特性的波动(即产品性能相对设计目标值的偏离)是引起质量损失和质量问题的原因,田口博士建立了质量损失函数,以描述质量损失与质量波动之间的关系。
质量损失QL(Quality Loss)是质量特性y的函数。
不同的产品和不同的质量特性对应不同的质量损失曲线。
当产品性能恰好为目标值m时,质量损失最小,相对值可定义为零.产品性能偏离目标值越远,质量损失越大。
质量损失函数L(y)的图象为一条曲线,在y=m处有极小值零。
假定L(y)在y=m 处存在二阶导数,可将L(y)在y=m处展开成泰勒级数,考虑L(y)=0,L¢(m)=0,并忽略高阶无穷小,L(y)可简化为式中k=L¢¢(m)/2!为不依赖于y的常数.因此质量损失函数的图像在y=m附近近似地等于一条抛物线。
j(y)为一批产品的性能概率分布密度函数,其均值为μ,标准差为σ,则这批产品的质量损失的数学期望为当随机变量y服从正态分布N(μ,σ2)时,由(1-8)式可得可见质量损失的数学期望L与产品性能方差σ2、平均波动的平方(μ-m)2和损失系数k有关。
中国人民大学-六西格玛技术实施工具1-60页

返回目录
课时安排(30课时)
第1章 作为六西格玛管理工具的Minitab软件 第2章 六西格玛数据的Minitab导入与整理 第3章 六西格玛管理中界定的实现 第4章 六西格玛管理中量测的实现 第5章 六西格玛管理中分析的实现 第6章 六西格玛管理中改进的实现 第7章 六西格玛管理中控制的实现 第8章 生产能力设计与报告
2课时 3课时 3课时 4课时 5课时 5课时 5课时 3课时
中国人民大学六西格玛质量管理研究中心
返回目录
第1章 作为六西格玛管理工具的Minitab软件
1.1 什么是6管理 1.2 6管理与统计分析 1.3 Minitab在6管理中的应用 1.4 Minitab的基本统计分析功能 1.5 Minitab的运行环境 1.6 Minitab的窗口管理
中国人民大学六西格玛质量管理研究中心
返回目录
培养对象
➢希望掌握Minitab软件使用方法的学习者 ➢ 6管理的绿带、黑带 ➢企业的质量管理人员
中国人民大学六西格玛质量管理研究中心
返回目录
欲达目标
通过本课程的学习你将达到: 1、了解Minitab软件在6中的作用; 2、掌握6管理中的主要统计工具; 3、熟悉Minitab软件的操作; 4、能够在6管理中熟练运用Minitab。
中国人民大学六西格玛质量管理研究中心
返回目录
小组讨论与练习
1. 讨论界定在6管理中的重要性; 2. 讨论各种图在6管理中的作用。
中国人民大学六西格玛质量管理研究中心
返回目录
第4章 六西格玛管理中量测的实现
4.1 什么是6管理中的量测 4.2 量测实现的基本工具 4.3 流程图 4.4 描述统计 4.5 正态性检验 4.6 对称图 4.7 点图 4.8 3D图 4.9 量测系统分析