DIN EN10250-3
国外标准

国外标准目录一、美国二、国际标准化组织三、欧洲四、英国五、日本六、德国七、法国八、澳大利亚九、俄罗斯十、韩国十一、巴西十二、奥地利十三、意大利十四、罗马尼亚十五、瑞典十六、波兰一、美国美国常用标准如下:ASTM美国材料与试验协会SAE美国汽车工程师协会UNS美国SAE和ASTM的“金属与合金统一数字体系”ASME美国机械工程师协会AMS美国航空材料规范AWS美国焊接协会ACI美国合金铸造协会API美国石油协会ANSI美国国家标准协会MIL美国军工标准FED美国政府民用采购标准 AISI美国钢铁协会一般碳钢、低合金钢 ASTM A6A6为结构钢基础性标准,规定一般交货要求和棒、板、型等尺寸及允许偏差等。
牌号、化学成分按相应专业标准的规定,例如A36碳素结构钢,A131船用结构钢,A242低合金结构钢,A283低中强度碳素钢板,A328钢板桩,A529结构级碳锰钢、A678结构用淬回火碳钢和低合金钢,A786轧制花纹钢板,A871耐大气腐蚀钢板,A992建筑框架用结构型钢等标准,这些产品标准中均规定具体牌号、化学成分、工艺和力学性能和检验等。
二、国际国际标准化组织ISO三、欧洲标准欧洲标准有两种: Euronorm标准和EN标准。
四、英国英国常用标准:BS一英国标准;BSEN一采用欧洲标准后的英国标准。
五、日本日本常用标准为JIS标准,即日本工业标准委员会标准。
钢筋钢钢筋包括:热轧生产的光圆和异型钢筋。
光圆钢筋牌号:SR235和SR295。
异型钢筋牌号:SD295A,SD295B,SD345,SD390和SD490 JIS G3112六、德国德国常用标准(手册)如下:DIN一德国标准DIN EN一采用欧洲标准(EN)的德国标准DIN ISO一采用国际标准(ISO)的德国标准SEW一德国钢铁材料手册LW一德国航空材料手册WW一德国筑坝技术材料手册七、法国标准法国常用标准:NF—法国标准;NFEN—采用欧洲标准的法国标准。
中德材料对照表

无缝锅炉和热 GB 13296-91 交换器管(奥 氏体的) GB /T 无缝钢管 14975-94 GB/ T 14976-94 液体用无缝钢 管相似 相似 相似 4源自X6CrNiTi18-10
X10CrNiTi1 8 9 中德材料——2004.06.08 1.4541
DIN 17457
奥氏体化
0Cr18Ni10Ti
材料牌号 45 55 55 60 火焰淬火钢
标准 GB 699-88 GB 699-88 GB 699-88 GB 699-88
名称
备注
性能匹配 相似 相似 相似 相同
协议要求淬火加 优质碳素钢 回火代替正火。 屈服点小。厚度 协议要求淬火加 优质碳素钢 回火代替正火 协议要求淬火加 优质碳素钢 回火代替正火。 屈服点小。厚度 优质碳素钢
DIN 17458
奥氏体化
0Cr18Ni12Mo2Ti 1Cr18Ni12Mo2Ti
无缝锅炉和热 GB 13296-91 交换器管(奥 氏体的)
淬火加回火钢,非合金的 C22+N C35+N C35+QT C35E+QT C45+N C45+QT 1.0402 1.0501 1.0501 1.1181 1.0503 1.0503 C 22 N C 35 N C 35 V Ck 35 V C 45 N C 45 V DIN EN 10083-1 DIN EN 10083-2 DIN EN 10083-2 DIN EN 10083-2 正火 正火 淬火加回火 淬火加回火 正火 淬火加回火
标准 GB 12771-91
名称 运输液体用焊 接管
备注
性能匹配 相似 相似 相似 相似 相似
无缝锅炉和热 GB 13296-91 交换器管(奥 氏体的) GB /T 无缝钢管 14975-94 GB /T 14976-94 液体用无缝钢 管
新 中德材料牌号对照表

GB 700-88 纯工程用钢
C含量0.28-0.38%, 可焊性受 限制.
GB 699-88 普碳钢
C含量0.42-0.50%, 可焊性受 限制.
GB 1591-88
高强度低合金 注意:对厚度达60mm的钢板,
结构钢
不接受在开膛式炉中处理
性能匹配 不使用 不使用
相同
不使用
不使用
不使用 相同 相同 相似
GB 8162-87 建筑用无缝管
C含量限制在0.17%内 C含量限制在0.17%内 C含量限制在0.17%内 C含量限制在0.17%内 C含量限制在0.17%内
相似 相似 相似 相似 相似
未知
未知
Page 3 of 13
中德材料牌号对照表达式 (以SN359为基础)
在材料的完全性和代用性方面不保证
Ck 55V C 60 N
标准 DIN EN 10083-2
DIN EN 10083-1 DIN EN 10083-2
1.1183.05 1.1193.05 1.1213.05
Cf 35 V Cf 45 V Cf55 V
DIN 17212 DIN 17212 DIN 17212
备注 淬火及回火 淬火及回火
0Cr18Ni10Ti 0Cr18Ni12Mo2Ti 0Cr18Ni12Mo2Ti
1Cr18Ni12Mo2Ti
锅炉和热交换 GB 13296-91 器用无缝管 GB T 14975-94 无缝管
GB T 14976-94 液体用无缝管 运输液体用焊
GB 12771-91 管 无缝锅炉和热
GB 13296-91 交换器用管 (奥氏体)
_ Q 235B Q 235B Q 235C Q 235C Q 235D Q 235D
中德钢牌号对照表

材料牌号
标准
名称
备注
性能 匹配
P235GH P355N
1.0345 1.0562
St 35.8 StE 355
DIN EN 10216-2 DIN EN 10216-3
正火 正火
20 16Mn 16Mn 16Mn 16Mn
E235
1.0308
-
DIN EN 10305-4
正火
20
不锈钢管
X2CrNiMo17-12-2 X6CrNiTi18-10 1.4404 1.4541 X10CrNiTi18 9 DIN EN 10216-5 DIN EN 10217-7 DIN EN 10216-5 DIN EN 10217-7 固溶退火 固溶退火
S275J2G3 S275J2G3C S275J2G4 S275JRC S355J0 S355J2G3C
中国
编号
1.0144 1.0141 1.0145 1.0128 1.0553 1.0569
原有牌号
St 44-3N Q St 44-3N Q St 44-2 -
标准
DIN EN 10025(作废) 不使用新代号 DIN EN 10025(作废) 不使用新代号 DIN EN 10025(作废) 不使用新代号 DIN EN 10025(作废) 不使用新代号 DIN EN 10025(作废) 不使用新代号 DIN EN 10025(作废) 不使用新代号
中国
编号 原有牌号 标准 备注 材料牌号
淬火加回火钢,非合金的
20 35 35 35 45 45 GB 699-88 GB 699-88 GB 699-88 GB 699-88 GB 699-88 GB 699-88 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 Z=脱氧 Z=脱氧 Z=脱氧,协议要求淬火加 回火代替正火。 Z=脱氧,协议要求淬火加 回火代替正火。屈服点 小 。厚度不同于欧洲材料。 Z=脱氧 Z=脱氧,协议要求淬火加 回火代替正火。 Z=脱氧,协议要求淬火加 回火代替正火。屈服点小 。厚度不同于欧洲材料。 Z=脱氧,协议要求淬火加 回火代替正火。 Z=脱氧,协议要求淬火加 回火代替正火。屈服点小 。厚度不同于欧洲材料。 Z=脱氧 相同 相同 相似 相似 相同 相似 相似 相似 相似 相同
德国与中国常用金属材料用途快速查询表
X20CrMoV11-1 S355J2G3 C35E C45E C60E 25CrMo4 34CrMo4 42CrMo4 50CrMo4 30CrNiMo8 34CrNiMo6
1.7147
1.4922
1.2550
1.4922 1.0570 1.1181 1.1191 1.1221 1.7218 1.7220 1.7225 1.7228 1.6580 1.6582
1.3401
铜锡锌铸造合金(红色黄铜)
-
GK-S1
DIN EN 1982
CC493K-GS
G-CuSn7ZnPb
DIN EN 1982
CC493K-GZ GZ-CuSn7ZnPb DIN EN 1982
CC493K-GC
GC-CuSn7ZnPb DIN EN 1982 铜锡铸造合金(锡青铜)
CC483K-GS
C22+N C35+N C35+QT C35E+QT C45+N C45+QT C45E+QT C55+QT C55E+QT C60+N
1.0402 1.0501 1.0501 1.1181 1.0503 1.0503 1.1191 1.0535 1.1203 1.0601
淬火加回火钢,非合金钢
C 22 N
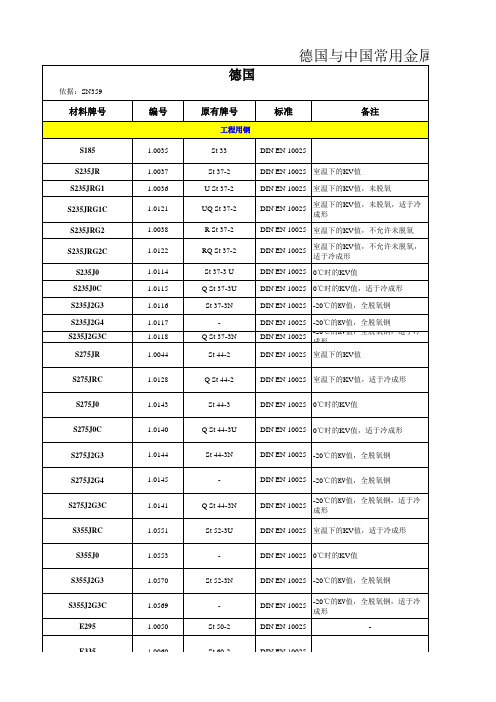
DIN EN 10025 室温下的KV值,未脱氧
DIN EN 10025
室温下的KV值,未脱氧,适于冷 成形
DIN EN 10025 室温下的KV值,不允许未脱氧
DIN EN 10025
室温下的KV值,不允许未脱氧, 适于冷成形
DIN EN 10025 0℃时的KV值
铸造材料对照表

X10CrNiTi1 89
中德材料——2004.06.08
DIN 17457
奥氏体化
不锈钢管 0Cr18Ni10Ti 0Cr18Ni10Ti 0Cr18Ni10Ti
无缝锅炉和热 GB 13296-91 交换器管(奥
氏体的)
GB /T 14975-94
无缝钢管
GB/ T 液体用无缝钢
14976-94
管
优质碳素钢
协议要求淬火加 回火代替正火
相似
5
德国SMS 中德材料牌号比较,依据SN359 不保证材料完整和替换!
依据:SN359
材料牌号
编号 原有牌号
标准
C45E+QT C55+QT C55E+QT C60+N
1.1191 Ck 45 V 1.0535 C 55 V 1.1203 Ck 55 V 1.0601 C 60 N
依据:SN359
材料牌号
编号 原有牌号
标准
E335
1.0060 St 60-2 DIN EN 10025
E360
1.0070 St 70-2 DIN EN 10025
细粒的工程钢,可焊的
S355N S420N S460N
1.0545 StE 355 1.8902 StE 420 1.8901 StE 460
非合金工程钢
Z=脱氧 脱氧
或
TZ=双
相似
1
德国SMS 中德材料牌号比较,依据SN359 不保证材料完整和替换!
依据:SN359
中国
材料牌号
编号 原有牌号
标准
备注
材料牌号
S275JR S275JRC S275J0 S275J0C S275J2G3
DIN_EN_10253-3
November 2004DEUTSCHE NORM Entwurf Normenausschuss Rohrleitungen und Dampfkesselanlagen (NARD) im DINPreisgruppe 16DIN Deutsches Institut für Normung e.V. • Jede Art der Vervielfältigung, auch auszugsweise, nur mitGenehmigung des DIN Deutsches Institut für Normung e. V., Berlin, gestattet.ICS 23.040.40Dieser Norm-Entwurf wird der Öffentlichkeit zur Prüfung und Stellungnahme vorgelegt.Weil die beabsichtigte Norm von der vorliegenden Fassung abweichen kann, ist die Anwendung diesesEntwurfes besonders zu vereinbaren.Stellungnahmen werden erbetenAnwendungswarnvermerk?CF 9576164www.din.de X –vorzugsweise als Datei per E-Mail an nard@din.de in Form einer Tabelle. Die Vorlage dieser Tabelle kann im Internet unter www.din.de/stellungnahme abgerufen werden;–oder in Papierform an den Normenausschuss Rohrleitungen und Dampfkesselanlagen (NARD) im DIN (Hausanschrift: Kamekestr. 8, 50672 Köln).EntwurfDIN EN 10253-3Formstücke zum Einschweißen –Teil 3: Nichtrostende austenitische und austenitisch-ferritische(Duplex-) Stähle ohne besondere Prüfanforderungen;Deutsche Fassung prEN 10253-3:2004Butt-welding pipe fittings –Part 3: Wrought austenitic and austenitic-ferritic (duplex) stainless steels without specific inspection requirements;German version prEN 10253-3:2004Raccords à souder bout à bout –Partie 3: Aciers inoxydables austénitiques et austéno-ferritiques (duplex) sans contrôle specifique;Version allemande prEN 10253-3:2004©Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 Berlin Einsprüche bis 2004-12-31www.beuth.deGesamtumfang 43 SeitenE DIN EN 10253-3:2004-112Nationales VorwortDieser europäische Norm-Entwurf wurde vom Technischen Komitee ECISS/TC 29 "Stahlrohre sowie Fittings für Stahlrohre" (Sekretariat: UNI) ausgearbeitet.Für die deutsche Mitarbeit ist der Arbeitsausschuss NARD-11 …Einschweißfittings" im Normenausschuss Rohrleitungen und Dampfkesselanlagen (NARD) verantwortlich.² (QWZXUI ²Dokument-Typ: Europäische Norm Dokument-Untertyp:Dokument-Stage: CEN-Umfrage Dokument-Sprache: DECISS/TC 29 Datum: 2004-06 prEN 10253-3 ECISS/TC 29 Sekretariat: SISFormstücke zum Einschweißen — Teil 3: Nichtrostende austenitische und austenitisch-ferritische (Duplex-) Stähle ohne besondere Prüfanforderungen Raccords à souder bout à bout — Partie 3 : Aciers inoxydables austénitiques et austéno-ferritiques (duplex) sans contrôle specifiqueButt-welding pipe fittings — Part 3: Wrought austenitic and austenitic-ferritic (duplex) stainless steels without spe-cific inspection requirementsICS:Deskriptoren² (QWZXUI ²prEN 10253-3:2004 (D)2InhaltSeiteVorwort (41)Anwendungsbereich (52)Normative Verweisungen (53)Begriffe (74)Sorteneinteilung und Bezeichnung....................................................................................................94.1Sorteneinteilung....................................................................................................................................94.2Bezeichnung (95)Bestellangaben.....................................................................................................................................95.1Verbindliche Angaben..........................................................................................................................95.1.1Bezeichnung der Formstücke .............................................................................................................95.1.2Angaben...............................................................................................................................................105.2Zusätzliche Angaben (Optionen).......................................................................................................105.3Bestellbeispiele...................................................................................................................................115.3.1Beispiel 1.............................................................................................................................................115.3.2Beispiel 2.............................................................................................................................................115.3.3Beispiel 3.............................................................................................................................................115.3.4Beispiel 4 (116)Herstellverfahren................................................................................................................................116.1Erschmelzungsverfahren des Stahls................................................................................................116.2Herstellverfahren für Formstücke und Wärmebehandlung............................................................116.2.1Herstellverfahren................................................................................................................................116.2.2Schweißen...........................................................................................................................................126.2.3Wärmebehandlung (137)Technische Anforderungen...............................................................................................................137.1Allgemeines.........................................................................................................................................137.2Chemische Zusammensetzung.........................................................................................................137.2.1Schmelzenanalyse..............................................................................................................................137.3Mechanische Eigenschaften..............................................................................................................167.3.1Bei Raumtemperatur...........................................................................................................................167.4Korrosionsbeständigkeit ...................................................................................................................207.5Oberflächen und innere Beschaffenheit...........................................................................................207.5.1Oberflächenbeschaffenheit ...............................................................................................................207.5.2Innere Beschaffenheit........................................................................................................................217.6Maße und Grenzabmaße....................................................................................................................217.6.1Maße.....................................................................................................................................................217.6.2Grenzabmaße......................................................................................................................................247.6.3Ausführung der Formstückenden (288)Prüfung................................................................................................................................................288.1Prüfbescheinigungen.........................................................................................................................288.1.1Arten von Prüfbescheinigungen.......................................................................................................288.1.2Inhalt der Prüfbescheinigungen........................................................................................................288.2Zusammenfassung der Prüfungen (289)Probenentnahme.................................................................................................................................289.1Häufigkeit der Prüfungen...................................................................................................................289.1.1Prüflos..................................................................................................................................................289.2Vorbereitung der Probenabschnitte und Proben............................................................................309.2.1Probenabschnitte und Proben für die mechanischen Prüfungen.................................................309.2.2Probe für den Zugversuch am Grundwerkstoff...............................................................................309.2.3Probe für den Zugversuch an der Schweißnaht..............................................................................309.2.4Probe für den Schweißnaht-Biegeversuch......................................................................................309.2.5Probe für die Prüfung auf interkristalline Korrosion ......................................................................30² (QWZXUI ²prEN 10253-3:2004 (D)3Seite10Prüfverfahren.......................................................................................................................................3010.1Chemische Analyse.............................................................................................................................3010.2Zugversuch am Grundwerkstoff........................................................................................................3010.2.1Bei Raumtemperatur...........................................................................................................................3010.2.2Bei erhöhter Temperatur.....................................................................................................................3110.3Zugversuch quer zur Schweißnaht....................................................................................................3110.4Schweißnaht-Biegeversuch................................................................................................................3110.5Prüfung auf interkristalline Korrosion ..............................................................................................3110.6Maßprüfung..........................................................................................................................................3110.7Sichtprüfung........................................................................................................................................3110.8Zerstörungsfreie Prüfung...................................................................................................................3110.8.1Personal................................................................................................................................................3110.8.2Zerstörungsfreie Prüfung (ZfP) der Schweißnaht............................................................................3110.9Werkstoff-Verwechslungsprüfung.....................................................................................................3210.10Freigestellte Prüfungen (3211)Kennzeichnung....................................................................................................................................3211.1Umfang der Kennzeichnung...............................................................................................................3212Vorbereitung zum Versand und Verpackung.. (32)Anhang A (informativ) Besondere Maße der Formstücke ............................................................................33Anhang B (informativ) Allgemein verwendete Innendurchmesser und Wanddicken, metrischeMaße (40)² (QWZXUI ²prEN 10253-3:2004 (D)4VorwortDieses Dokument (prEN 10253-3:2004) wurde vom Technischen Komitee ECISS/TC 29 …Stahlrohre und Fittings für Stahlrohre“ erarbeitet, dessen Sekretariat vom UNI/UNSIDER gehalten wird.Dieses Dokument ist derzeit zur CEN-Umfrage vorgelegt.Dieses Dokument wurde unter einem Mandat erarbeitet, das die Europäische Kommission und die Europäische Freihandelszone dem CEN erteilt haben und unterstützt grundlegende Anforderungen von EU-Richtlinie(n).Weitere Teile der EN 10253 sind veröffentlicht oder in Vorbereitung, dies sind:¾ Teil 1:Unlegierter Stahl für allgemeine Anwendungen und ohne besondere Prüfanforderungen ¾ Teil 2:Unlegierter und legierter Stahl mit besonderen Prüfanforderungen ¾ Teil 4:Nichtrostende austenitische und austenitisch-ferritische (Duplex-) Stähle mit besonderen Prüf-anforderungenBei der Erarbeitung dieser Europäischen Norm hat das zuständige Komitee erkannt, dass für nichtrostende Stähle allgemein zwei unterschiedliche Produktgruppen verwendet werden und hat beschlossen, dem durch Aufspaltung der Norm in zwei Teile Rechnung zu tragen.Im ersten Teil hat das Komitee die Notwendigkeit erkannt, zunächst den Grundtyp zu beschreiben, bei dem die Mindest-Wanddicke des Formstücks ohne formalen Bezug zur Druckbelastbarkeit sichergestellt ist. Dieser Typ wird in Teil 3 berücksichtigt, er enthält Formstücke, die für Anwendungen nach Artikel 3, Absatz 3, der Druckgeräterichtlinie (97/23/EU) eingesetzt werden können.Im zweitens Teil legen die Normen über Bauteile der Kategorien I — IV unter der Druckgeräterichtlinie fest,dass das Formstück eine definierte Festigkeit gegen Innendruck hat. Dieser Ansatz bedingt erhöhte Anforderungen, die im Teil 4 berücksichtigt sind.Anhang A (informativ) enthält Informationen über besondere Maße der Formstücke und Anhang B (informativ)enthält Vorzugsmaße für Innendurchmesser und Wanddicken.Die Auswahl des Stahlwerkstoffes und das Anforderungsniveau hängt von vielen Faktoren ab; die Eigenschaften des Mediums, die Betriebsbedingungen, der Berechnungscode und gesetzliche Anforderungen sollten berücksichtigt werden. Daher gibt diese Norm keine detaillierten Richtlinien für die Anwendung der unterschiedlichen Bauteile. Es liegt letztlich in der Verantwortung des Anwenders, den entsprechenden Teil für die vorgesehene Anwendung auszuwählen.² (QWZXUI ²prEN 10253-3:2004 (D)51 Anwendungsbereich 1.1Dieser Teil der EN 10253 legt die technischen Lieferbedingungen für nahtlose Formstücke zum Einschweißen (Rohrbogen, konzentrische und exzentrische Reduzierstücke, T-Stücke mit gleichem oder mit reduziertem Abzweig, Kappen) aus nichtrostendem austenitischem und austenitisch-ferritischem (Duplex-)Stahl, ohne spezielle Anforderungen an die Prüfung fest.Diese Norm spezifiziert:¾ die Stahlsorten;¾ die mechanischen Eigenschaften;¾ die Maße und Grenzabmaße;¾ die Anforderungen an die Prüfungen;¾ die Prüfbescheinigungen;¾ die Kennzeichnung;¾ die Versandvorbereitung und Verpackung.1.2Falls in diesem Teil der EN 10253 nichts anderes festgelegt ist, gelten die allgemeinen technischen Lieferbedingungen nach EN 10021.1.3AnwendungsgrenzenDie zulässigen Drücke und Temperaturen unterliegen der Verantwortlichkeit des Bestellers gemäß dem Stand der Technik und unter Anwendung der in den geltenden Vorschriften, technischen Regeln oder Normen festgelegten Sicherheitsbeiwerte.Schweißnahtfaktoren werden allgemein bei der Berechnung der Wanddicken von Bauteilen verwendet, die eine oder mehrere Stumpfnähte aufweisen, die nicht in Umfangsrichtung liegen:¾ bei Bauteilen, von denen Stichproben einer zerstörungsfreien Prüfung unterzogen werden: 0,85¾ bei Bauteilen, die lediglich einer Sichtprüfung unterzogen werden: 0,7.2 Normative VerweisungenDie folgenden zitierten Dokumente sind für die Anwendung dieses Dokuments erforderlich. Bei datierten Verweisungen gilt nur die in Bezug genommene Ausgabe. Bei undatierten Verweisungen gilt die letzte Ausgabe des in Bezug genommenen Dokuments (einschließlich aller Änderungen).EN 287-1, Prüfung von Schweißern — Schmelzschweißen — Teil 1: Stähle.EN 288-3, Anforderung und Anerkennung von Schweißverfahren für metallische Werkstoffe — Teil 3:Schweißverfahrensprüfung für das Lichtbogenschweißen von Stählen.EN 910, Zerstörende Prüfungen von Schweißnähten an metallischen Werkstoffen — Biegeprüfungen.EN 1418, Schweißpersonal — Prüfung von Bedienern von Schweißeinrichtungen zum Schmelzschweißen und von Einrichtern für das Widerstandsschweißen für vollmechanisches und automatisches Schweißen von metallischen Werkstoffen.² (QWZXUI ²prEN 10253-3:2004 (D)6EN 10002-1, Metallische Werkstoffe — Zugversuch — Teil 1: Prüfverfahren (bei Raumtemperatur).EN 10002-5, Metallische Werkstoffe — Zugversuch — Teil 5: Prüfverfahren bei erhöhter Temperatur.EN 10020, Begriffsbestimmung für die Einteilung von Stählen.EN 10021, Allgemeine technische Lieferbedingungen für Stahl und Stahlerzeugnisse.EN 10027-1, Bezeichnungssystem für Stähle — Teil 1: Kurznamen, Hauptsymbol.EN 10027-2, Bezeichnungssystem für Stähle — Teil 2: Nummernsystem.EN 10028-7, Flacherzeugnisse aus Druckbehälterstählen — Teil 7: Nichtrostende Stähle.EN 10052, Begriffe der Wärmebehandlung von Eisenwerkstoffen.EN 10079, Definition von Stahlerzeugnissen.EN 10088-1, Nichtrostende Stähle — Teil 1: Verzeichnis der nichtrostenden Stähle.EN 10088-2, Nichtrostende Stähle — Teil 2: Technische Lieferbedingungen für Blech und Band für allgemeine Verwendung.EN 10088-3, Nichtrostende Stähle — Teil 3: Technische Lieferbedingungen für Halbzeuge, Stäbe, Walzdraht,gezogenen Draht, Profile und Blankstahlerzeugnisse aus korrsionsbeständigen Stählen für allgemeine Verwendung und für das Bauwesen.EN 10168, Stahl und Stahlerzeugnisse — Prüfbescheinigungen — Liste und Beschreibung der Angaben.EN 10204, Metallische Erzeugnisse — Arten von Prüfbescheinigungen.EN 10216-5, Nahtlose Stahlrohre für Druckbeanspruchungen — Technische Lieferbedingungen — Teil 5:Rohre aus nichtrostenden Stählen.EN 10217-7, Geschweißte Stahlrohre für Druckbeanspruchungen — Technische Lieferbedingungen — Teil 7:Rohre aus nichtrostenden Stählen.EN 10234, Metallische Werkstoffe — Rohr — Aufweitversuch.EN 10236, Metallische Werkstoffe — Rohr — Ringaufdornversuch.EN 10266, Stahlrohre, Formstücke und Hohlprofile für den Stahlbau — Symbole und Definitionen von Be-griffen für die Verwendung in Erzeugnisnormen.EN 10272, Nichtrostende Stäbe für Druckbehälter.EN 10296-2, Geschweißte kreisförmige Stahlrohre für den Maschinenbau und allgemeine technische Anwendungen — Technische Lieferbedingungen — Teil 2: Rohre aus nichtrostenden Stählen.EN 10297-2, Nahtlose kreisförmige Stahlrohre für den Maschinenbau und allgemeine technische Anwendungen — Technische Lieferbedingungen — Teil 2: Rohre aus nichtrostenden Stählen.EN ISO 377, Stahl und Stahlerzeugnisse — Lage und Vorbereitung von Probenabschnitten und Proben für mechanische Prüfungen (ISO 377:1999).EN ISO 1127, Nichtrostende Stahlrohre — Maße, Grenzabmaße und längenbezogene Masse (ISO 1127:1997).² (QWZXUI ²prEN 10253-3:2004 (D)7EN ISO 2566-2, Stahl — Umrechnung von Bruchdehnungswerten — Teil 2: Austenitische Stähle.EN ISO 3651-2, Ermittlung der Beständigkeit nichtrostender Stähle gegen interkristalline Korrosion — Teil 2:Nichtrostende ferritische, austenitische und ferritisch-austenitische (Duplex-)Stähle — Korrosionsversuch in schwefelsäurehaltigen Medien.EN ISO 6708, Rohrleitungsteile — Definition und Auswahl von DN (Nennweite).ISO 3419, Non-alloy and alloy steel butt-welding fittings.ISO 5251, Stainless steel butt-welding fittings.EN ISO 9001, Qualitätsmanagementsysteme — Anforderungen.ISO 14284, Iron and steel products — Sampling and preparation of samples for the determination of the chemical composition.CR 10260, Designation system for steel —Additional symbols (CEN Report).3 Begriffe3.1Allgemeinesfür die Anwendung dieses Teils der EN 10253 gelten die entsprechenden Begriffe nach EN 10020, EN 10021,EN 10052, EN 10079 und EN ISO 377 sowie die folgenden Begriffe3.2Bauartbei Rohrbogen und Rohrbogen 180° legt die Bauart den Biegeradius des Bogens fest3.3geschweißtes Formstück3.3.1aus geschweißten Rohren hergestelltes Formstück3.3.2aus Blech oder Band hergestelltes Formstück, bei dem das Schweißen Teil des Fertigungsvorganges ist3.4BestellerPerson oder Organisation, die Produkte nach dieser Norm bestellt3.5ArbeitgeberUnternehmen, in dem eine Person tätig ist. Arbeitgeber kann entweder der Formstück-Hersteller bzw. Lieferer sein oder eine dritte Partei, die eine Dienstleistung, z. B. zerstörungsfreie Prüfungen, ZfP, durchführt² (QWZXUI ²prEN 10253-3:2004 (D)83.6Symbolefür die Anwendung dieses Teils der EN 10253 gelten die Symbole in EN 10266 sowie die folgenden Symbole:DN, DN 1übliche Kenngröße für Rohrleitungen; nicht messbarer Wert (siehe EN ISO 6708);D festgelegter Außendurchmesser bei Rohrbogen, Rohrbogen 180°, T-Stücken mit gleichemAbzweig, Kappen sowie großer Außendurchmesser bei Reduzierstücken und T-Stücken mitreduziertem Abzweig, in Millimeter;D1festgelegter kleiner Außendurchmesser bei Reduzierstücken und T-Stücken mit reduziertemAbzweig, in Millimeter;T festgelegte Wanddicke an den Schweißenden bei Rohrbogen, Rohrbogen 180° und T-Stückenmit gleichem Abzweig oder am Schweißende bei D bei Reduzierstücken und T-Stücken mitreduziertem Abzweig, in Millimeter;T1festgelegte Wanddicke am Schweißende bei D 1 bei Reduzierstücken und T-Stücken mit redu-ziertem Abzweig, in Millimeter;ID Innendurchmesser am Schweißende von Rohrbogen und Rohrbogen 180°, T-Stücken mitgleichem Abzweig und am großen Schweißende bei Reduzierstücken und T-Stücken mitreduziertem Abzweig (ID = D - 2T);ID1Innendurchmesser am kleinen Schweißende von Reduzierstücken und T-Stücken mitreduziertem Abzweig (ID 1 = D 1 – 2T 1);C Abstand Mitte zu Mitte bei Rohrbogen 180° (C = 2R), in Millimeter;B Baulänge bei Rohrbogen 180° ( gemessen von den Bogenöffnungen bis zum Scheitelpunkt desBogens ), in Millimeter;F Baulänge bei T-Stücken, gemessen von der Mittelachse des Abzweiges bis zum Anschweißendedes T-Stück-Durchgangs und bei T-Stücken mit gleichem Abzweig, gemessen von der Mittel-achse des Durchganges bis zum Anschweißende des Abzweiges, in Millimeter;G Abzweig-Baulänge bei T-Stücken mit reduziertem Abzweig, gemessen von der Mittelachse desT-Stückdurchgangs bis zum Anschweißende des Abzweiges, in Millimeter;h Höhe des geraden Teils bei gewölbten Böden, in Millimeter;H Baumaß bei Rohrbogen 45°, in Millimeter;K 2Gesamthöhe bei Kappen, in Millimeter;L Baulänge bei Reduzierstücken, in Millimeter;X Formtoleranz für Formstücke;R Biegeradius bei Rohrbogen und Rohrbogen 180°, in Millimeter;R m Zugfestigkeit bei Raumtemperatur, in MPa;R p0,20,2 % Dehngrenze bei Raumtemperatur, in MPa;R p1,01,0 % Dehngrenze bei Raumtemperatur, in MPa;A Bruchdehnung, bezogen auf eine Anfangsmesslänge von 5,65 o S ;HB Brinellhärte;W0geschweißt aus warm- oder kaltgewalztem Blech oder Band 1 D, 2 D, 2 E, 2 B (Symbole fürFlacherzeugnisse nach EN 10088-2);W1geschweißt aus warmgewalztem Blech oder Band 1 D, entzundert;W2geschweißt aus kaltgewalztem Blech oder Band 2 D, 2 E und 2 B, entzundert.² (QWZXUI ²prEN 10253-3:2004 (D)94 Sorteneinteilung und Bezeichnung4.1 SorteneinteilungDie in diesem Teil der EN 10253 enthaltenen Stähle sind nach ihrem Gefüge eingeteilt in:¾ austenitische Stähle;¾ austenitisch-ferritische (Duplex-)Stähle.Genauere Angaben siehe EN 10088-1.4.2 BezeichnungDie in diesem Teil der EN 10253 enthaltenen Formstücke werden mit folgenden Angaben bezeichnet:¾ Nummer dieser Europäischen Norm (EN 10253-3)und:¾ Kurzbenennung des Stahls nach EN 10027-1 und CR 10260;oder:¾ Werkstoffnummer des Stahls nach EN 10027-2.5 Bestellangaben5.1 Verbindliche Angaben5.1.1 Bezeichnung der Formstücke 5.1.1.1Rohrbogen und Rohrbogen 180°Rohrbogen und Rohrbogen 180° werden durch die Bauart (1 D, 1,5 D, 2,5 D, D + 100 usw), den Winkel und den Durchmesser D bezeichnet.5.1.1.2 ReduzierstückeReduzierstücke werden durch die Bauart (konzentrisch oder exzentrisch), den größeren Durchmesser D und den kleineren Durchmesser D 1 bezeichnet.5.1.1.3 T-StückeEgale T-Stücke werden durch den Durchmesser D bezeichnet.Reduzier-T-Stücke werden durch den größeren Durchmesser D und den kleineren Durchmesser D 1 be-zeichnet.5.1.1.4 KappenKappen werden durch den Durchmesser D bezeichnet.² (QWZXUI ²prEN 10253-3:2004 (D)105.1.2 AngabenBei Anfrage und Bestellung muss der Besteller folgende Angaben machen:a) verlangte Menge (Stückzahl);b) Bezeichnung der Formstücke (siehe 5.1.1) und Wanddicke T (T 1);c) Bezeichnung der Stahlsorte nach diesem Teil der EN 10253;d) Hinweis auf diesen Teil der EN 10253.5.2 Zusätzliche Angaben (Optionen)Dieser Teil der EN 10253 legt eine Reihe weiterer zusätzlicher Angaben fest, die nachstehend aufgeführt sind. Falls der Besteller davon keinen Gebrauch macht und die Anfrage und Bestellung keine entsprechenden Anforderungen enthält, sind die Formstücke nach den grundsätzlichen Festlegungen (siehe 5.1) zu liefern.1) Erschmelzungsverfahren (siehe 6.1);2) Wärmebehandlung der Formstücke (siehe 6.2.3.1);3) zusätzliche Prüfungen der Formstücke sind bei Anfrage und Bestellung zu vereinbaren (7.3.1);4) vereinbarte mechanische Eigenschaften für Formstücke mit Wanddicken über 60 mm (siehe Tabelle 4);5) Prüfung auf interkristalline Korrosion (siehe 7.4);6) Beizen (siehe 7.5.1.9);7) Strahlen oder Blankglühen (siehe 7.5.1.9);8) Beizen und Passivierung (siehe 7.5.1.9);9) zerstörungsfreie Prüfung im Bereich der Schweißnaht (siehe 7.5.2);10) besondere Maße der Formstücke nach Anhang A (siehe 10.1.2);11) Bestellung der Formstücke mit Grenzabmaßen Klasse D3 oder D4 (siehe Tabelle 6);12) die Ausführung der Formstückenden ist bei Anfrage und Bestellung zu vereinbaren (siehe 7.6.4);13) Art der Prüfbescheinigung, falls nicht nach dem Standard-Dokument (siehe 8.1.1);14) die genaue Größe des Prüfloses ist im Bestellauftrag festzulegen (siehe Tabelle 9);15) Schweißnaht-Biegeversuch (Formstücke zum Einschweißen) (siehe Tabelle 10);16) Zugversuch an der Schweißnaht bei Raumtemperatur (siehe Tabelle 10);17) Eindringprüfung von Schweißnaht und Schweißenden (siehe 10.8.2);18) Eindringprüfung der Oberflächen, der Umfang ist bei der Anfrage festzulegen (siehe 10.8.2);19) Zusätzliche Kennzeichnung (siehe 11.1);20) Besondere Verpackung, Beschichtung oder Endstopfen nach Vereinbarung bei der Anfrage oder Be-stellung (siehe Abschnitt 12).² (QWZXUI ²。
西马克材料对照

Fe410WA/WB Fe410WA/WB For structural parts like angle,channel & beam S235JR+N for temperature 27º to 20ºS235J0+N for temperature 27º to 0ºS235J2+N for temperature 27º to -20ºDIN EN 10025-2IS: 2062IS: 2062(below 16 mm -WA, above 16 mm - WB)For general purpose fabricated and machined parts S355JR+N for temperature 27º to 20ºS355J2+N for temperature 27º to 0ºS355J2+N for temperature 27º to -20ºDIN EN 10025-2Fe410WA/WB Fe410WA/WB S235JR+N for temperature 27º to 20ºS235J0+N for temperature 27º to 0ºS235J2+N for temperature 27º to -20ºDIN EN 10025-240C840C8C45+N DIN EN 10083-1&2IS: 1570IS: 1570Part - 2, Sec. I 45C845C8C45+N DIN EN 10083-1&2IS: 1570IS: 1570Part - 2, Sec. I Forged 55C8Forged 55C8C60E+N DIN EN 10250-2IS: 1570IS: 1570Alloy Forged/Cast Steel,Alloy Forged/Cast Steel,42CrMo4+QT DIN EN 10250-342Cr4Mo2, IS: 551742Cr4Mo2, IS: 5517Alloy Forged/Cast Steel,Alloy Forged/Cast Steel,40Ni6Cr4Mo3,40Ni6Cr4Mo3,34CrNiMo6+QTDIN EN 10250-3IS: 5517 (Part 4)IS: 5517Cast Steel - Gr.200-400Cast Steel - Gr.200-400IS - 1030IS - 1030GS-45103 Cr2103 Cr2Is 4398Is 4398100Cr645C845C8IS: 1570IS: 1570C45+N DIN EN 10083-1&2Part - 2, Sec. IFLame Hardened to 30-35 HRC Spring Steel C85Spring Steel C85IS : 4454IS : 4454C.R. Steel Gr.-0 C.R. Steel Gr.-0DC01+LC upto 2 mm thick DIN EN 10131IS: 513IS: 513S235JR+N above 2 mm thick DIN EN 10029 class ASteel 40C8Steel 40C8IS: 1570IS: 1570Key STD. DIN 6885C45+N DIN EN 10083-1&2Part - 2, Sec. I Asbestos Fibre Asbestos FibreJointing GR 0/1IS: 2712IS: 2712Oillite Bronze Oillite BronzeSAE - 840SAE - 840Bronze LTB - 3Bronze LTB - 3IS: 318IS: 318High Tensile Brass High Tensile Brass (HTB)HTB - 2 IS: 304HTB - 2 IS: 304Steel Steel Angle DIN EN 10056-1Channel DIN 1026-1IS: 808IS: 808Beam DIN 1025-1 to 5Carbon Steel-14C14S14IS: 1570(Part-3)DIN 906 or 908SteelStd A G1/4 A-22-St-A3F DIN 3404IS: 1239IS: 1239Part - 1Part - 1P235TR1DIN EN 10220Pipe Seamless (Rolls, Piping)IS: 3601IS: 3601For Roll S355J2+N and for pipingP235TR1DIN EN 10220Toughened Glass Toughened GlassIS: 6040IS: 6040IS: 3502IS: 3502DIN 59220Size - 8.8IS: 1367(Part-3) - 8.8ISO 898-1M36x60 - 8.8IS: 1364 - 8.8ISO 4017Part-2 (Full Thread)35-47Sn: 6-8, Pb: 9-11, Zn: 0.75, Fe: 0.35, Ni:2.0,Cu: 55, Sn: 0.2, Pb: 0.2, Zn: Rem, Fe: 1.5To 3.25, Ni: 1.0,15-1840C8 IS 1570 : 1979 Part-II, Sec 1C : 0.35-0.45 Mn: 0.60-0.9045C8 IS 1570 : 1979 Part-II, Sec 1C : 0.40-0.50 Mn :0.60-0.9042-5442-54Fe410WA IS 2062 : 1999 C : 0.23 max +0.02Mn : 1.50 max +0.05 Si : 0.4 max +0.03S : 0.045 max +0.005 P : 0.045 max +0.005CE : 0.42Fe410WB IS 2062 : 1999 C : 0.22 max +0.02Mn : 1.50 max +0.05 Si : 0.4 max +0.03S : 0.045 max +0.005 P : 0.045 max +0.005CE : 0.4170-85Shim Key All Values are in Max % unless specified CastSteel IS-1030 Gr.- 200-400N P :0.045 S : 0.040 Rm - 400N/mm2 ReL -200N/mm2 A - 25%ISMC, ISA, ISMB, etc. C : 0.35-0.45Mn : 0.40-0.70 Si : 0.10-0.35Cr : 0.90-1.30 Ni : 1.25-1.75 Mo : 0.20-0.3555C8 IS : 1570-1961 Part-II, Sec 1C : 0.5-0.6Mn : 0.6-0.9C : 0.15 Max 40C8 IS 1570 : 1979 Part-II, Sec 1C : 0.35-0.45 Mn :0.60-0.90C : 0.35-0.45Mn : 0.70-1.00 Si : 0.10-0.35Cr : 0.90-1.20 Mo : 0.15-0.25Gasket Arbour shaft, Leveller Roller (En31)45C8 IS 1570 : 1979 Part-II, Sec 1C : 0.35-0.45 Mn : 0.60-0.9085C6 IS : 1570-1979 Part 2 / sec 1 C: 0.80-0.90 Mn : 0.50-0.80 , Si: 0.15-0.35Spring (EN42D) C : 0.95-1.10 Mn : 0.25-0.45 Si : 0.15-0.35Cr : 0.90-1.20 P : 0.025 maxS : 0.025 max Fabricated Parts, Brackets, Frames,Gear Boxes Brg. Cover, Retainer, End Keeper Plate, Spacer, Shear Block Sprocket (Profile IS:2403)Casting/Forging Gear (EN19) (4140)Forging Drum Shaft, Shaft, Pull Rod (EN9)Casting/Forging Pinion, Pinion-Shaft, Shaft (EN24)(4340)Clevis, Rod Eye, Brg. Block,Eccentric Bush, Hinge Shaft Pin, Wheel, Sleeve, Guide Bar,Washer, Connecting Shaft, Wheel Liner/rail (EN8)Drum Segment, Quill Stud Hex Head Screw M36x60Chequered Plate Pipe Erw (Hand Railings)Glass Oilless Bush Bush, Thrust Washer Liner Grease Nipple1/4" B.S.P.Plug 1/4" B.S.P.39NiCrMo3,AISI 4340/9840, EN24AISI 4140 (C : 0.40, Mn : 0.85Si : 0.25 Cr : 1.00 Mo : .25)15-30 % Elongation on 2 "59-69M36x60 - 8.8IS: 1364 - 8.8ISO 4014Part-1 (Partial Thread )M36 - 8.8IS: 1364 - 8.8ISO 4014 & ISO 4032Part-1 & Part - 3 - 8.8M36 - 8IS: 1364 - 8.8ISO 4032Part - 3M36 - 8IS: 1364 - 8.8, Part 4ISO 4035M36x60 - 8.8IS: 2269 - 8.8ISO 4762A22 / B22IS: 2016SteelA22 / B22ISO7089 for type AIS: 2016ISO7092 for type BSteel21IS: 2016ISO7090SteelM36-BIS: 3063Spring washer not usedSpring SteelM36IS: 6735Spring washer not usedSpring SteelM6x12 - 8.8DIN EN 24766,27434,27435 & 27436IS: 2388 - 8.8M6x12 - 8.8IS: 6094 - 8.8DIN EN ISO 4027, 28 &29M6x12 - 8.8IS: 6761 - 8.8DIN EN ISO 106425x40 - SteelIS: 549DIN EN ISO 1234Int./Ext. Circlip For Dia. 35IS: 3075 (Part-2)DIN 471 & 472Ø6x20IS: 2393DIN EN ISO 8733Ø6x20IS: 6688DIN EN 22339ISCR - 50ISCR - 50IS : 3443IS: 3443DIN 536 or DIN EN 13674-1[For Metric C.Rail Steel.][50 is Head Width of Rail Sect.]Crane Rail - 22IS : 3443Crane Rail - 22[For Metric C.Rail Steel.]IS: 3443DIN 536 or DIN EN 13674-1[20 is Wt. Per Unit Len.in Kg/m]For fabricated components -----------------------------------------------------------------------------------------XT160Cr12XT160Cr12X165CrMoV12 C : 1.55-1.75, Mn : 0.20-0.40,IS : 1870IS :1870 1.2601XT160Cr12XT160Cr12IS : 3749IS : 3749Steel Steel DIN EN 10210 for HOT rolled IS : 4923IS : 4923DIN EN 10219 for cold rolled Piping, Tank, Ducting 07Cr18Ni9 [SS 302]07Cr18Ni9Piping, Tank, Ducting 04Cr18Ni10 [SS 304]04Cr18Ni10Piping, Tank, Ducting 10Cr25Ni12 [SS 310]10Cr25Ni12Piping, Tank, Ducting 04Cr17Ni12M02 [SS 316]04Cr17Ni12M02Piping, Tank, Ducting 03Cr17Ni12M02 [SS 316L]03Cr17Ni12M02Hollow sections (Square and Rectangular Tubes)Shear Blade Sllitter & Edge Trimmer Blade IS: 2393Crane Rail C'sunk Hex. Socket Head Screw M6x12Split Pin 5x40Cylindrical Pin (Dowel)Taper Pin (Dowel)IS: 6688Crane Rail Slotted Set Screw M6x12Hex. Socket Set Screw M6x12Spring Lock Washer M36-B [For Hex. Head Screw & Bolts]Spring Lock Washer M36[For Socket Head Screw]Hex Head Bolt M36x60Hex Head Bolt M36x60 - NL [N-nut, L-Lock Nut]Plain Washer A21 / B 21[Type-A: Unmachined][Type-B: Machined][21 is ID. Of Washer for M21Bolts &Screw]Machined Washer 21[21 is ID. Of Washer for M20Bolts &Screw]Hex Nut M36Lock Nut M36Socket Head Cap Screw M36x60Punched Washer A22/B22[Type-A: For Hex. Head Bolts &Screw]C: 1.2-1.55, Cr: 11.0-12.0, Mo: 0.5-1.0, V: 0.6-1.0C: 1.2-1.55, Cr: 11.0-12.0, Mo: 0.5-1.0, V: 0.6-1.0C: 0.4-0.65, Mn: 0.85-1.55, P: 0.06, S: 0.06, Si: 0.03-0.3C: 0.4-0.65, Mn: 0.85-1.55, P: 0.06, S: 0.06, Si: 0.03-0.3。
中德材料对照表

奥氏体化
正火 正火
C35+QT
1.0501
C35E+QT
1.1181
C45+N C45+QT
1.0503 1.0503
C45E+QT C55+QT C55E+QT
1.1191 1.0535 1.1203
C60+N 火焰淬火钢
1.0601
Cf 35 V Cf 45 V
1.1183.05 1.1193.05
1.6580
1.6582 1.6956
Ck 45
DIN EN 10250-2
Ck 60 25 CrMo 4 34 CrMo 4 42 CrMo 4 50 CrMo 4
DIN EN 10250-2 DIN EN 10250-3 DIN EN 10250-3 DIN EN 10250-3 DIN EN 10250-3
苏州苏阳成型科
德国
依据:SN359
材料牌号
工程用钢 S185
S235JR S235JRG1 S235JRG1C S235JRG2 S235JRG2C
S235J0 S235J0C S235J2G3 S235J2G4 S235J2G3C S275JR
S275JRC
S275J0
S275J0C
S275J2G3
60 WCrV7
DIN ISO 4957
X 20 CrMoV 12 1 St 52-3 C22 20 Mn 5 Ck 35
DIN EN 10222-2 DIN EN 10250-2 DIN EN 10250-2 DIN EN 10250-2 DIN EN 10250-2
淬火加回火 淬火加回火
欧洲标准号

序号标准号标准名称1 EN 10246-8:2000 钢管的无损试验.第8部分:电焊钢管焊缝径向缺陷探测的自动超声试验EN10246-8:2000、EN10246-8、EN10246-8-2000、EN 10246-8-2000、EN 10246-82 EN 10246-9:2000 钢管的无损试验.第9部分:径向和/或横向缺陷探测用的埋弧焊钢管的自动超声试验EN10246-9:2000、EN10246-9、EN10246-9-2000、EN 10246-9-2000、EN 10246-93 EN 10246-10:2000 钢管的无损检验.第10部分:缺陷探测用自动熔融电弧焊接钢管焊缝的放射线检验EN10246-10:2000、EN10246-10、EN10246-10-2000、EN 10246-10-2000、EN 10246-104 EN 10246-10Berichtigung 1:2001DIN EN 10246-10的勘误EN10246-10 Berichtigung 1:2001、EN10246-10 Berichtigung 1、EN10246-10 Berichtigung 1-2001、EN10246-10 Berichtigung 1-2001、EN 10246-10 Berichtigung 15 EN 10246-11:2000 钢管的无损试验.第11部分:表面缺陷探测用的无缝和焊接钢管的液体渗透试验EN10246-11:2000、EN10246-11、EN10246-11-2000、EN 10246-11-2000、EN 10246-116 EN 10246-12:2000 钢管的无损检验.第12部分:表面缺陷探测用无缝和焊接铁磁钢管的磁粉探伤EN10246-12:2000、EN10246-12、EN10246-12-2000、EN 10246-12-2000、EN 10246-127 EN 10246-13:2000 钢管的无损检验.第13部分:无缝和焊接(埋弧焊除外)钢管的自动全周超声波测厚检验EN10246-13:2000、EN10246-13、EN10246-13-2000、EN 10246-13-2000、EN 10246-138 EN 10246-14:2000 钢管的无损试验.第14部分:无缝和焊接钢管(埋头焊接除外)叠层缺陷检测的自动超声波试验.德文版本EN 10246-14:1999EN10246-14:2000、EN10246-14、EN10246-14-2000、EN 10246-14-2000、EN 10246-149 EN 10246-15:2000 钢管的无损检验.第15部分:用于检测层状缺陷的焊接钢管生产时用的带材/板材的自动超声波检验EN10246-15:2000、EN10246-15、EN10246-15-2000、EN 10246-15-2000、EN 10246-1510 EN 10246-16:2000 钢管的无损检验.第16部分:层状缺陷检测用焊接钢管焊缝区域的自动超声波检验EN10246-16:2000、EN10246-16、EN10246-16-2000、EN 10246-16-2000、EN 10246-1611 EN 10246-17:2000 钢管的无损检验.第17部分:层状缺陷检测用无缝和焊接钢管管端的超声波检验EN10246-17:2000、EN10246-17、EN10246-17-2000、EN 10246-17-2000、EN 10246-1712 EN 10246-18:2000 钢管的无损检验.第18部分:层状缺陷检测用无缝和焊接铁磁钢管管端的磁粉探伤EN10246-18:2000、EN10246-18、EN10246-18-2000、EN 10246-18-2000、EN 10246-1813 EN 10248-1:1995 非合金钢制热轧板桩.第1部分:交货技术条件EN10248-1:1995、EN10248-1、EN10248-1-1995、EN 10248-1-1995、EN 10248-114 EN 10248-2:1995 非合金钢制热轧板桩.第2部分:极限尺寸和外形公差EN10248-2:1995、EN10248-2、EN10248-2-1995、EN 10248-2-1995、EN 10248-215 EN 10249-1:1995 非合金钢制冷成型板桩.第1部分:交货技术条件EN10249-1:1995、EN10249-1、EN10249-1-1995、EN 10249-1-1995、EN 10249-116 EN 10249-2:1995 非合金钢制冷成型板桩.第2部分:极限尺寸和外形公差EN10249-2:1995、EN10249-2、EN10249-2-1995、EN 10249-2-1995、EN 10249-217 EN 10250-1:1999 通用工程用开式模锻钢件.第1部分:一般要求EN10250-1:1999、EN10250-1、EN10250-1-1999、EN 10250-1-1999、EN 10250-118 EN 10250-2:1999 通用工程用开式模锻钢件.第2部分:非合金质量级钢和特种钢EN10250-2:1999、EN10250-2、EN10250-2-1999、EN 10250-2-1999、EN 10250-219 EN 10250-3:1999 通用工程用开式模锻钢件.第3部分:特种合金钢EN10250-3:1999、EN10250-3、EN10250-3-1999、EN 10250-3-1999、EN 10250-320 EN 10250-4:2000 通用工程用开式模锻钢件.第4部分:不锈钢EN10250-4:2000、EN10250-4、EN10250-4-2000、EN 10250-4-2000、EN 10250-421 EN 10251:1997 磁性材料.测定电工钢片和电工钢带几何特性值的方法EN10251:1997、EN10251、EN10251-1997、EN 10251-1997、EN 1025122 EN 10252:1997 磁性材料.中等频率下电工钢片和电工钢带的磁性测量的方法EN10252:1997、EN10252、EN10252-1997、EN 10252-1997、EN 1025223 EN 10253-1:1999 对焊管配件.第1部分:一般用途和无特定检验要求的锻造碳钢EN10253-1:1999、EN10253-1、EN10253-1-1999、EN 10253-1-1999、EN 10253-124 EN 10254:2000 闭模锻造的钢锻件.通用技术交货条件EN10254:2000、EN10254、EN10254-2000、EN 10254-2000、EN 1025425 EN 10255:2004 焊接和螺纹用非合金钢管.交货技术条件EN10255:2004、EN10255、EN10255-2004、EN 10255-2004、EN 1025526 EN 10256:2000 钢管的无损检验.1级和2级检验师的合格证明及能力EN10256:2000、EN10256、EN10256-2000、EN 10256-2000、EN 1025627 EN 10257-1:1998 电流电缆和通信电缆加固用锌或锌合金涂层的非合金钢丝.第1部分:地下铺设的电缆EN10257-1:1998、EN10257-1、EN10257-1-1998、EN 10257-1-1998、EN 10257-128 EN 10257-2:1998 电流电缆和通信电缆加固用锌或锌合金涂层的非合金钢丝.第2部分:海底电缆EN10257-2:1998、EN10257-2、EN10257-2-1998、EN 10257-2-1998、EN 10257-229 EN 10258:1997 冷轧不锈钢窄带材和剪切长度.极限尺寸和外形公差EN10258:1997、EN10258、EN10258-1997、EN 10258-1997、EN 1025830 EN 10259:1997 冷轧不锈钢宽带材和薄板.极限尺寸和外形公差EN10259:1997、EN10259、EN10259-1997、EN 10259-1997、EN 1025931 EN 10263-1:2002 冷镦和冷挤压的钢杆材、棒材和线材.第1部分:一般交货技术条件EN10263-1:2002、EN10263-1、EN10263-1-2002、EN 10263-1-2002、EN 10263-132 EN 10263-2:2002 冷镦和冷挤压的钢杆材、棒材和线材.第2部分:冷处理后不用于热处理的钢的交货技术条件EN10263-2:2002、EN10263-2、EN10263-2-2002、EN 10263-2-2002、EN 10263-233 EN 10263-3:2002 冷镦和冷挤压的钢杆材、棒材和线材.第3部分:表面硬化钢的交货技术条件EN10263-3:2002、EN10263-3、EN10263-3-2002、EN 10263-3-2002、EN 10263-334 EN 10263-4:2002 冷镦和冷挤压的钢杆材、棒材和线材.第4部分:淬火和回火钢的交货技术条件EN10263-4:2002、EN10263-4、EN10263-4-2002、EN 10263-4-2002、EN 10263-435 EN 10263-5:2002 冷镦和冷挤压的钢杆材、棒材和线材.第5部分:不锈钢的交货技术条件EN10263-5:2002、EN10263-5、EN10263-5-2002、EN 10263-5-2002、EN 10263-536 EN 10264-1:2002 钢丝和钢丝产品.绳索用钢丝.第1部分:一般要求EN10264-1:2002、EN10264-1、EN10264-1-2002、EN 10264-1-2002、EN 10264-137 EN 10264-2:2002 钢丝和钢丝产品.绳索用钢丝.第2部分:一般绳索用的冷拉非合金钢丝EN10264-2:2002、EN10264-2、EN10264-2-2002、EN 10264-2-2002、EN 10264-238 EN 10264-3:2003 钢丝和钢丝产品.钢丝绳用钢丝.第3部分:3: 重型装置用圆形和异型非合金钢丝EN10264-3:2003、EN10264-3、EN10264-3-2003、EN 10264-3-2003、EN 10264-339 EN 10264-4:2002 钢丝和钢丝产品.绳索用钢丝.第4部分:不锈钢钢丝EN10264-4:2002、EN10264-4、EN10264-4-2002、EN 10264-4-2002、EN 10264-440 EN 10265:1996 磁性材料.确定机械性能和磁性能的薄钢板和带钢的要求EN10265:1996、EN10265、EN10265-1996、EN 10265-1996、EN 1026541 EN 10266:2003 钢管、配件和结构空心型材.产品标准中使用的符号和术语定义EN10266:2003、EN10266、EN10266-2003、EN 10266-2003、EN 1026642 EN 10267:1998 由热变形温度产生的沉淀硬化铁氧-珠光体钢EN10267:1998、EN10267、EN10267-1998、EN 10267-1998、EN 1026743 EN 10268:1999 微型合金钢制冷变形用高延展极限冷轧平面产品.交货技术要求EN10268:1999、EN10268、EN10268-1999、EN 10268-1999、EN 1026844 EN 10269:1999 具有特殊高温和/或低温性能的紧固件用钢和镍合金EN10269:1999、EN10269、EN10269-1999、EN 10269-1999、EN 1026945 EN 10270-1:2001 机械弹簧用钢丝.第1部分:铅淬火冷拉制非合金钢丝EN10270-1:2001、EN10270-1、EN10270-1-2001、EN 10270-1-2001、EN 10270-146 EN 10270-2:2001 机械弹簧用钢丝.第2部分:油淬火和回火弹簧钢丝EN10270-2:2001、EN10270-2、EN10270-2-2001、EN 10270-2-2001、EN 10270-247 EN 10270-3:2001 机械弹簧用钢丝.第3部分:不锈钢弹簧钢丝EN10270-3:2001、EN10270-3、EN10270-3-2001、EN 10270-3-2001、EN 10270-348 EN 10271:1998 带电解分离锌-镍(ZN)涂层的平面钢制品.交货技术条件EN10271:1998、EN10271、EN10271-1998、EN 10271-1998、EN 1027149 EN 10272:2001 压力设备用不锈钢棒材EN10272:2001、EN10272、EN10272-2001、EN 10272-2001、EN 1027250 EN 10273:2000 规定高温性能的压力容器用热轧可焊钢棒EN10273:2000、EN10273、EN10273-2000、EN 10273-2000、EN 1027351 EN 10274:1999 金属材料.重量坠落试验EN10274:1999、EN10274、EN10274-1999、EN 10274-1999、EN 1027452 EN 10275:1999 金属材料.管环液压压力试验EN10275:1999、EN10275、EN10275-1999、EN 10275-1999、EN 1027553 EN 10276-1:2000 铁素体材料的化学分析.钢铁中氧的含量测定.第1部分:氧测定用钢样品的抽样和制备EN10276-1:2000、EN10276-1、EN10276-1-2000、EN 10276-1-2000、EN 10276-154 EN 10276-2:2003 钢铁材料的化学分析.钢铁中氧含量的测定.第2部分:在惰性气体中熔解后的红外法EN10276-2:2003、EN10276-2、EN10276-2-2003、EN 10276-2-2003、EN 10276-255 EN 10277-1:1999 光亮钢产品.技术交货条件.第1部分:总则EN10277-1:1999、EN10277-1、EN10277-1-1999、EN 10277-1-1999、EN 10277-156 EN 10277-2:1999 光亮钢产品.技术交货条件.第2部分:一般工程用钢EN10277-2:1999、EN10277-2、EN10277-2-1999、EN 10277-2-1999、EN 10277-257 EN 10277-3:1999 光亮钢产品.技术交货条件.第3部分:快削钢EN10277-3:1999、EN10277-3、EN10277-3-1999、EN 10277-3-1999、EN 10277-358 EN 10277-4:1999 光亮钢产品.技术交货条件.第4部分:表面硬化钢EN10277-4:1999、EN10277-4、EN10277-4-1999、EN 10277-4-1999、EN 10277-459 EN 10277-5:1999 光亮钢产品.技术交货条件.第5部分:回火和淬火钢EN10277-5:1999、EN10277-5、EN10277-5-1999、EN 10277-5-1999、EN 10277-560 EN 10278:1999 光亮钢产品的尺寸和公差EN10278:1999、EN10278、EN10278-1999、EN 10278-1999、EN 1027861 EN 10279:2000 热轧钢管道.形状,尺寸,质量公差.德文版本EN 10279:2000EN10279:2000、EN10279、EN10279-2000、EN 10279-2000、EN 1027962 EN 10280:2001 磁性材料.使用单片试验机测量电工钢板和带钢的磁性的方法EN10280:2001、EN10280、EN10280-2001、EN 10280-2001、EN 1028063 EN 10282:2001 磁性材料.测定电工钢板和带钢表面绝缘电阻的试验方法EN10282:2001、EN10282、EN10282-2001、EN 10282-2001、EN 1028264 EN 10283:1998 耐蚀钢铸件EN10283:1998、EN10283、EN10283-1998、EN 10283-1998、EN 1028365 EN 10284:2000 聚乙烯(PE)管系统用带压缩端的可锻铸铁配件EN10284:2000、EN10284、EN10284-2000、EN 10284-2000、EN 1028466 EN 10288:2003 岸上和近海管线用钢管及配件.外部双层挤压聚乙烯基涂层EN10288:2003、EN10288、EN10288-2003、EN 10288-2003、EN 1028867 EN 10289:2004 岸上和海上管道用钢管和配件.外部液体用环氧和改良环氧覆层EN10289:2004、EN10289、EN10289-2004、EN 10289-2004、EN 1028968 EN 10290:2004 岸上和海上管道用钢管和配件.外部液体应用聚氨酯和改良聚氨酯覆层EN10290:2004、EN10290、EN10290-2004、EN 10290-2004、EN 1029069 EN 10291:2001 金属材料.单轴蠕变拉伸试验.试验方法EN10291:2001、EN10291、EN10291-2001、EN 10291-2001、EN 1029170 EN 10291 Bb.1:2001 金属材料.单轴蠕变拉伸试验.试验方法.应用指示EN10291 Bb.1:2001、EN10291 Bb.1、EN10291 Bb.1-2001、EN 10291 Bb.1-2001、EN 10291 Bb.171 EN 10292:2003 冷成型用高屈服强度的连续热浸镀钢带材和薄板.交货技术条件EN10292:2003、EN10292、EN10292-2003、EN 10292-2003、EN 1029272 EN 10295:2003 耐热钢铸件EN10295:2003、EN10295、EN10295-2003、EN 10295-2003、EN 1029573 EN 10296-1:2004 机械工程和一般工程用焊接圆钢管.交货技术条件.第1部分:非合金及合金钢管EN10296-1:2004、EN10296-1、EN10296-1-2004、EN 10296-1-2004、EN 10296-174 EN 10297-1:2003 机械和工程通用无缝环形钢管.交货技术条件.第1部分:非合金和合金钢管EN10297-1:2003、EN10297-1、EN10297-1-2003、EN 10297-1-2003、EN 10297-175 EN 1032:2003 机械振动.为测定振动传导值对移动机械的试验EN1032:2003、EN1032、EN1032-2003、EN 1032-2003、EN 103276 EN 1033:1995 手臂振动.测量手操纵机器把手平面的机械振动的试验室法.概述EN1033:1995、EN1033、EN1033-1995、EN 1033-1995、EN 103377 EN 1034-1:2000 机械安全.纸制造和整饰机器的设计和结构的安全要求.第1部分:共同要求EN1034-1:2000、EN1034-1、EN1034-1-2000、EN 1034-1-2000、EN 1034-178 EN 1034-3:2000 机械安全.纸制造和整饰机器的设计和结构的安全要求.第3部分:卷纸机、切纸机和压纸机EN1034-3:2000、EN1034-3、EN1034-3-2000、EN 1034-3-2000、EN 1034-379 EN 1035:1999 制革机.带移动板的制革机.安全性要求EN1035:1999、EN1035、EN1035-1999、EN 1035-1999、EN 103580 EN 1036:1999 建筑业中用玻璃.室内用涂银浮法玻璃制镜子EN1036:1999、EN1036、EN1036-1999、EN 1036-1999、EN 103681 EN 1036 Bb.1:2003 建筑玻璃.内部用镀银浮法玻璃制镜子.说明EN1036 Bb.1:2003、EN1036 Bb.1、EN1036 Bb.1-2003、EN 1036 Bb.1-2003、EN 1036 Bb.182 EN 1037:1996 机器的安全性.避免意外起动EN1037:1996、EN1037、EN1037-1996、EN 1037-1996、EN 103783 EN 1038:1996 识别卡系统.电信应用.集成电路卡付费电话EN1038:1996、EN1038、EN1038-1996、EN 1038-1996、EN 103884 EN 10301:2004 海上和近海管道用钢管和配件.降低无腐蚀气体运输摩擦的内涂层EN10301:2004、EN10301、EN10301-2004、EN 10301-2004、EN 1030185 EN 10302:2002 耐蠕变的镍和钴合金钢EN10302:2002、EN10302、EN10302-2002、EN 10302-2002、EN 1030286 EN 10303:2001 在中等频率使用的薄磁性钢片材和带材EN10303:2001、EN10303、EN10303-2001、EN 10303-2001、EN 1030387 EN 10304:2001 继电器用磁性材料(钢铁)EN10304:2001、EN10304、EN10304-2001、EN 10304-2001、EN 1030488 EN 10305-1:2003 精密装置用钢管.交货技术条件.第1部分:无缝冷拉管EN10305-1:2003、EN10305-1、EN10305-1-2003、EN 10305-1-2003、EN 10305-189 EN 10305-2:2003 精密装置用钢管.交货技术条件.第2部分:焊接冷拉管EN10305-2:2003、EN10305-2、EN10305-2-2003、EN 10305-2-2003、EN 10305-290 EN 10305-3:2003 精密装置用钢管.技术交货条件.第3部分:焊接冷分级管EN10305-3:2003、EN10305-3、EN10305-3-2003、EN 10305-3-2003、EN 10305-391 EN 10305-4:2003 精密装置用钢管.交货技术条件.第4部分:液压和气动系统用无缝冷拉管EN10305-4:2003、EN10305-4、EN10305-4-2003、EN 10305-4-2003、EN 10305-492 EN 10305-5:2003 精密仪器用钢管.技术交货条件.第5部分:焊接冷精加工方形和矩形钢管EN10305-5:2003、EN10305-5、EN10305-5-2003、EN 10305-5-2003、EN 10305-593 EN 10306:2002 钢铁.带平行法兰和IPE梁的H梁的超声检验EN10306:2002、EN10306、EN10306-2002、EN 10306-2002、EN 1030694 EN 10307:2002 无损检验.厚度等于或大于6mm的奥氏体和奥氏体铁素不锈钢板制品的超声检验(反射式探伤法) EN10307:2002、EN10307、EN10307-2002、EN 10307-2002、EN 1030795 EN 10308:2002 无损检验.钢棒的超声检验EN10308:2002、EN10308、EN10308-2002、EN 10308-2002、EN 1030896 EN 10310:2004 近海和海上管道用钢管和配件.内外部聚酰胺粉末基涂层EN10310:2004、EN10310、EN10310-2004、EN 10310-2004、EN 1031097 EN 10312:2003 包括饮用水在内的水成液输送用焊接不锈钢管.交货技术条件EN10312:2003、EN10312、EN10312-2003、EN 10312-2003、EN 1031298 EN 10314:2003 在高温下验证钢强度最小值的导出法EN10314:2003、EN10314、EN10314-2003、EN 10314-2003、EN 1031499 EN 10319-1:2003 金属材料.拉伸应力松弛试验.第1部分:试验机规程EN10319-1:2003、EN10319-1、EN10319-1-2003、EN 10319-1-2003、EN 10319-1100 EN 10323:2004 钢丝和钢丝制品.轮胎钢丝EN10323:2004、EN10323、EN10323-2004、EN 10323-2004、EN 10323。
中德材料对照表-2019

编号
原有牌号
标准
1.0533
St 50-2 KG
DIN EN 10277-2
1.033
St 12 03
DIN EN 10130
St 37.0
1.0254
St 37.0
DIN 2448 ???
St 37.4 NBK P235GH St 52.4
1.0255 1.0345 1.0581
St 37.4 NBK St 35.8 St 52.4
C60+N 火焰淬火钢
1.0601
C 60 N
Cf 35 V
1.1183.05
Cf 45 V
1.1193.05
Cf 55 V
1.1213.05
淬火加回火钢,合金的
Cf 35 V Cf 45 V Cf 55 V
25CrMo4+QT
1.7218
25CrMo 4 V
42CrMo4+QT
1.7225
42CrMo 4 V
德国SMS
依据:SN359
中德材料牌号比较,依据SN359 不保证材料完整和替换!
中国
材料牌号
编号
原有牌号
标准
备注
材料牌号
标准
名称
备注
性能匹配
工程用钢
工程用钢
S185 S235JR S235JRG1 S235JRG1C S235JRG2 S235JRG2C S235J0 S235J0C S235J2G3 S235J2G4 S235J2G3C S275JR S275JRC S275J0 S275J0C S275J2G3 S275J2G4 S275J2G3C S355JRC S355J0 S355J2G3 S355J2G3C
铸造材料对照表

无缝锅炉和热 GB 13296-91 交换器管(奥 氏体的) GB /T 无缝钢管 14975-94 GB/ T 14976-94 液体用无缝钢 管
相似 相似 相似 4
X6CrNiTi18-10
X10CrNiTi1 8 9 中德材料——2004.06.08 1.4541
DIN 17457
奥氏体化
0Cr18Ni10Ti
细粒的工程钢,可焊的 未知 Q 420 C 未知 冷拔钢,非合金的 未知 未知 薄板 3 未知 未知 未知 GB /T 16270-96 未知 经热处理或通 过控制轧制制 造的高强度工 相似
SMS 德国 依据:SN359 材料牌号 DC01+LC 管道
中德材料牌号比较,依据SN359 不保证材料完整和替换!
材料牌号 45 55 55 60 火焰淬火钢
标准 GB 699-88 GB 699-88 GB 699-88 GB 699-88
名称
备注
性能匹配 相似 相似 相似 相同
协议要求淬火加 优质碳素钢 回火代替正火。 屈服点小。厚度 协议要求淬火加 优质碳素钢 回火代替正火 协议要求淬火加 优质碳素钢 回火代替正火。 屈服点小。厚度 优质碳素钢
协议要求淬火加 优质碳素钢 回 火 代 替 正 火 。 屈服点小。厚度 优质碳素钢 优质碳素钢
中德材料——2004.06.08
SMS 德国 依据:SN359 材料牌号 C45E+QT C55+QT C55E+QT C60+N 火焰淬火钢 Cf 35 V Cf 45 V Cf 55 V
中德材料牌号比较,依据SN359 不保证材料完整和替换!
中国
01.06.2004 ATL2 标准化
BS EN 10250-3 2000
(8523($1 67$1'$5' 1250( (8523e(11( (8523b,6&+( 1250
,&6
(1
2FWREHU
(QJOLVK YHUVLRQ
2SHQ GLH VWHHO IRUJLQJV IRU JHQHUDO HQJLQHHULQJ SXUSRVHV 3DUW $OHale Waihona Puke R\ VSHFLDO VWHHOV
¸%6,
Licensed Copy: Institute Of Technology Tallaght, Institute of Technology, Tue Apr 10 09:45:21 GMT+00:00 2007, Uncontrolled Copy, (c) BSI
3DJH (1
BS EN 10250-3:2000
BS EN 10250-3:2000
Licensed Copy: Institute Of Technology Tallaght, Institute of Technology, Tue Apr 10 09:45:21 GMT+00:00 2007, Uncontrolled Copy, (c) BSI
(8523($1 &200,77(( )25 67$1'$5',=$7,21 &20,7e (8523e(1 '( 1250$/,6$7,21 (8523b,6&+(6 .20,7(( )h5 125081*
&HQWUDO 6HFUHWDULDW UXH GH 6WDVVDUW
% %UXVVHOV
This British Standard, having been prepared under the direction of the Engineering Sector Committee, was published under the authority of the Standards Committee and comes into effect on 15 February 2000 © BSI 02-2000
钢材欧洲标准号名称

序号标准号标准名称1 EN 10246-8:2000 钢管的无损试验.第8部分:电焊钢管焊缝径向缺陷探测的自动超声试验EN10246-8:2000、EN10246-8、EN10246-8-2000、EN 10246-8-2000、EN 10246-82 EN 10246-9:2000 钢管的无损试验.第9部分:径向和/或横向缺陷探测用的埋弧焊钢管的自动超声试验EN10246-9:2000、EN10246-9、EN10246-9-2000、EN 10246-9-2000、EN 10246-93 EN 10246-10:2000 钢管的无损检验.第10部分:缺陷探测用自动熔融电弧焊接钢管焊缝的放射线检验EN10246-10:2000、EN10246-10、EN10246-10-2000、EN 10246-10-2000、EN 10246-104 EN 10246-10Berichtigung 1:2001DIN EN 10246-10的勘误EN10246-10 Berichtigung 1:2001、EN10246-10 Berichtigung 1、EN10246-10 Berichtigung 1-2001、EN10246-10 Berichtigung 1-2001、EN 10246-10 Berichtigung 15 EN 10246-11:2000 钢管的无损试验.第11部分:表面缺陷探测用的无缝和焊接钢管的液体渗透试验EN10246-11:2000、EN10246-11、EN10246-11-2000、EN 10246-11-2000、EN 10246-116 EN 10246-12:2000 钢管的无损检验.第12部分:表面缺陷探测用无缝和焊接铁磁钢管的磁粉探伤EN10246-12:2000、EN10246-12、EN10246-12-2000、EN 10246-12-2000、EN 10246-127 EN 10246-13:2000 钢管的无损检验.第13部分:无缝和焊接(埋弧焊除外)钢管的自动全周超声波测厚检验EN10246-13:2000、EN10246-13、EN10246-13-2000、EN 10246-13-2000、EN 10246-138 EN 10246-14:2000 钢管的无损试验.第14部分:无缝和焊接钢管(埋头焊接除外)叠层缺陷检测的自动超声波试验.德文版本EN 10246-14:1999EN10246-14:2000、EN10246-14、EN10246-14-2000、EN 10246-14-2000、EN 10246-149 EN 10246-15:2000 钢管的无损检验.第15部分:用于检测层状缺陷的焊接钢管生产时用的带材/板材的自动超声波检验EN10246-15:2000、EN10246-15、EN10246-15-2000、EN 10246-15-2000、EN 10246-1510 EN 10246-16:2000 钢管的无损检验.第16部分:层状缺陷检测用焊接钢管焊缝区域的自动超声波检验EN10246-16:2000、EN10246-16、EN10246-16-2000、EN 10246-16-2000、EN 10246-1611 EN 10246-17:2000 钢管的无损检验.第17部分:层状缺陷检测用无缝和焊接钢管管端的超声波检验EN10246-17:2000、EN10246-17、EN10246-17-2000、EN 10246-17-2000、EN 10246-1712 EN 10246-18:2000 钢管的无损检验.第18部分:层状缺陷检测用无缝和焊接铁磁钢管管端的磁粉探伤EN10246-18:2000、EN10246-18、EN10246-18-2000、EN 10246-18-2000、EN 10246-1813 EN 10248-1:1995 非合金钢制热轧板桩.第1部分:交货技术条件EN10248-1:1995、EN10248-1、EN10248-1-1995、EN 10248-1-1995、EN 10248-114 EN 10248-2:1995 非合金钢制热轧板桩.第2部分:极限尺寸和外形公差EN10248-2:1995、EN10248-2、EN10248-2-1995、EN 10248-2-1995、EN 10248-215 EN 10249-1:1995 非合金钢制冷成型板桩.第1部分:交货技术条件EN10249-1:1995、EN10249-1、EN10249-1-1995、EN 10249-1-1995、EN 10249-116 EN 10249-2:1995 非合金钢制冷成型板桩.第2部分:极限尺寸和外形公差EN10249-2:1995、EN10249-2、EN10249-2-1995、EN 10249-2-1995、EN 10249-217 EN 10250-1:1999 通用工程用开式模锻钢件.第1部分:一般要求EN10250-1:1999、EN10250-1、EN10250-1-1999、EN 10250-1-1999、EN 10250-118 EN 10250-2:1999 通用工程用开式模锻钢件.第2部分:非合金质量级钢和特种钢EN10250-2:1999、EN10250-2、EN10250-2-1999、EN 10250-2-1999、EN 10250-219 EN 10250-3:1999 通用工程用开式模锻钢件.第3部分:特种合金钢EN10250-3:1999、EN10250-3、EN10250-3-1999、EN 10250-3-1999、EN 10250-320 EN 10250-4:2000 通用工程用开式模锻钢件.第4部分:不锈钢EN10250-4:2000、EN10250-4、EN10250-4-2000、EN 10250-4-2000、EN 10250-421 EN 10251:1997 磁性材料.测定电工钢片和电工钢带几何特性值的方法EN10251:1997、EN10251、EN10251-1997、EN 10251-1997、EN 1025122 EN 10252:1997 磁性材料.中等频率下电工钢片和电工钢带的磁性测量的方法EN10252:1997、EN10252、EN10252-1997、EN 10252-1997、EN 1025223 EN 10253-1:1999 对焊管配件.第1部分:一般用途和无特定检验要求的锻造碳钢EN10253-1:1999、EN10253-1、EN10253-1-1999、EN 10253-1-1999、EN 10253-124 EN 10254:2000 闭模锻造的钢锻件.通用技术交货条件EN10254:2000、EN10254、EN10254-2000、EN 10254-2000、EN 1025425 EN 10255:2004 焊接和螺纹用非合金钢管.交货技术条件EN10255:2004、EN10255、EN10255-2004、EN 10255-2004、EN 1025526 EN 10256:2000 钢管的无损检验.1级和2级检验师的合格证明及能力EN10256:2000、EN10256、EN10256-2000、EN 10256-2000、EN 1025627 EN 10257-1:1998 电流电缆和通信电缆加固用锌或锌合金涂层的非合金钢丝.第1部分:地下铺设的电缆EN10257-1:1998、EN10257-1、EN10257-1-1998、EN 10257-1-1998、EN 10257-128 EN 10257-2:1998 电流电缆和通信电缆加固用锌或锌合金涂层的非合金钢丝.第2部分:海底电缆EN10257-2:1998、EN10257-2、EN10257-2-1998、EN 10257-2-1998、EN 10257-229 EN 10258:1997 冷轧不锈钢窄带材和剪切长度.极限尺寸和外形公差EN10258:1997、EN10258、EN10258-1997、EN 10258-1997、EN 1025830 EN 10259:1997 冷轧不锈钢宽带材和薄板.极限尺寸和外形公差EN10259:1997、EN10259、EN10259-1997、EN 10259-1997、EN 1025931 EN 10263-1:2002 冷镦和冷挤压的钢杆材、棒材和线材.第1部分:一般交货技术条件EN10263-1:2002、EN10263-1、EN10263-1-2002、EN 10263-1-2002、EN 10263-132 EN 10263-2:2002 冷镦和冷挤压的钢杆材、棒材和线材.第2部分:冷处理后不用于热处理的钢的交货技术条件EN10263-2:2002、EN10263-2、EN10263-2-2002、EN 10263-2-2002、EN 10263-233 EN 10263-3:2002 冷镦和冷挤压的钢杆材、棒材和线材.第3部分:表面硬化钢的交货技术条件EN10263-3:2002、EN10263-3、EN10263-3-2002、EN 10263-3-2002、EN 10263-334 EN 10263-4:2002 冷镦和冷挤压的钢杆材、棒材和线材.第4部分:淬火和回火钢的交货技术条件EN10263-4:2002、EN10263-4、EN10263-4-2002、EN 10263-4-2002、EN 10263-435 EN 10263-5:2002 冷镦和冷挤压的钢杆材、棒材和线材.第5部分:不锈钢的交货技术条件EN10263-5:2002、EN10263-5、EN10263-5-2002、EN 10263-5-2002、EN 10263-536 EN 10264-1:2002 钢丝和钢丝产品.绳索用钢丝.第1部分:一般要求EN10264-1:2002、EN10264-1、EN10264-1-2002、EN 10264-1-2002、EN 10264-137 EN 10264-2:2002 钢丝和钢丝产品.绳索用钢丝.第2部分:一般绳索用的冷拉非合金钢丝EN10264-2:2002、EN10264-2、EN10264-2-2002、EN 10264-2-2002、EN 10264-238 EN 10264-3:2003 钢丝和钢丝产品.钢丝绳用钢丝.第3部分:3: 重型装置用圆形和异型非合金钢丝EN10264-3:2003、EN10264-3、EN10264-3-2003、EN 10264-3-2003、EN 10264-339 EN 10264-4:2002 钢丝和钢丝产品.绳索用钢丝.第4部分:不锈钢钢丝EN10264-4:2002、EN10264-4、EN10264-4-2002、EN 10264-4-2002、EN 10264-440 EN 10265:1996 磁性材料.确定机械性能和磁性能的薄钢板和带钢的要求EN10265:1996、EN10265、EN10265-1996、EN 10265-1996、EN 1026541 EN 10266:2003 钢管、配件和结构空心型材.产品标准中使用的符号和术语定义EN10266:2003、EN10266、EN10266-2003、EN 10266-2003、EN 1026642 EN 10267:1998 由热变形温度产生的沉淀硬化铁氧-珠光体钢EN10267:1998、EN10267、EN10267-1998、EN 10267-1998、EN 1026743 EN 10268:1999 微型合金钢制冷变形用高延展极限冷轧平面产品.交货技术要求EN10268:1999、EN10268、EN10268-1999、EN 10268-1999、EN 1026844 EN 10269:1999 具有特殊高温和/或低温性能的紧固件用钢和镍合金EN10269:1999、EN10269、EN10269-1999、EN 10269-1999、EN 1026945 EN 10270-1:2001 机械弹簧用钢丝.第1部分:铅淬火冷拉制非合金钢丝EN10270-1:2001、EN10270-1、EN10270-1-2001、EN 10270-1-2001、EN 10270-146 EN 10270-2:2001 机械弹簧用钢丝.第2部分:油淬火和回火弹簧钢丝EN10270-2:2001、EN10270-2、EN10270-2-2001、EN 10270-2-2001、EN 10270-247 EN 10270-3:2001 机械弹簧用钢丝.第3部分:不锈钢弹簧钢丝EN10270-3:2001、EN10270-3、EN10270-3-2001、EN 10270-3-2001、EN 10270-348 EN 10271:1998 带电解分离锌-镍(ZN)涂层的平面钢制品.交货技术条件EN10271:1998、EN10271、EN10271-1998、EN 10271-1998、EN 1027149 EN 10272:2001 压力设备用不锈钢棒材EN10272:2001、EN10272、EN10272-2001、EN 10272-2001、EN 1027250 EN 10273:2000 规定高温性能的压力容器用热轧可焊钢棒EN10273:2000、EN10273、EN10273-2000、EN 10273-2000、EN 1027351 EN 10274:1999 金属材料.重量坠落试验EN10274:1999、EN10274、EN10274-1999、EN 10274-1999、EN 1027452 EN 10275:1999 金属材料.管环液压压力试验EN10275:1999、EN10275、EN10275-1999、EN 10275-1999、EN 1027553 EN 10276-1:2000 铁素体材料的化学分析.钢铁中氧的含量测定.第1部分:氧测定用钢样品的抽样和制备EN10276-1:2000、EN10276-1、EN10276-1-2000、EN 10276-1-2000、EN 10276-154 EN 10276-2:2003 钢铁材料的化学分析.钢铁中氧含量的测定.第2部分:在惰性气体中熔解后的红外法EN10276-2:2003、EN10276-2、EN10276-2-2003、EN 10276-2-2003、EN 10276-255 EN 10277-1:1999 光亮钢产品.技术交货条件.第1部分:总则EN10277-1:1999、EN10277-1、EN10277-1-1999、EN 10277-1-1999、EN 10277-156 EN 10277-2:1999 光亮钢产品.技术交货条件.第2部分:一般工程用钢EN10277-2:1999、EN10277-2、EN10277-2-1999、EN 10277-2-1999、EN 10277-257 EN 10277-3:1999 光亮钢产品.技术交货条件.第3部分:快削钢EN10277-3:1999、EN10277-3、EN10277-3-1999、EN 10277-3-1999、EN 10277-358 EN 10277-4:1999 光亮钢产品.技术交货条件.第4部分:表面硬化钢EN10277-4:1999、EN10277-4、EN10277-4-1999、EN 10277-4-1999、EN 10277-459 EN 10277-5:1999 光亮钢产品.技术交货条件.第5部分:回火和淬火钢EN10277-5:1999、EN10277-5、EN10277-5-1999、EN 10277-5-1999、EN 10277-560 EN 10278:1999 光亮钢产品的尺寸和公差EN10278:1999、EN10278、EN10278-1999、EN 10278-1999、EN 1027861 EN 10279:2000 热轧钢管道.形状,尺寸,质量公差.德文版本EN 10279:2000EN10279:2000、EN10279、EN10279-2000、EN 10279-2000、EN 1027962 EN 10280:2001 磁性材料.使用单片试验机测量电工钢板和带钢的磁性的方法EN10280:2001、EN10280、EN10280-2001、EN 10280-2001、EN 1028063 EN 10282:2001 磁性材料.测定电工钢板和带钢表面绝缘电阻的试验方法EN10282:2001、EN10282、EN10282-2001、EN 10282-2001、EN 1028264 EN 10283:1998 耐蚀钢铸件EN10283:1998、EN10283、EN10283-1998、EN 10283-1998、EN 1028365 EN 10284:2000 聚乙烯(PE)管系统用带压缩端的可锻铸铁配件EN10284:2000、EN10284、EN10284-2000、EN 10284-2000、EN 1028466 EN 10288:2003 岸上和近海管线用钢管及配件.外部双层挤压聚乙烯基涂层EN10288:2003、EN10288、EN10288-2003、EN 10288-2003、EN 1028867 EN 10289:2004 岸上和海上管道用钢管和配件.外部液体用环氧和改良环氧覆层EN10289:2004、EN10289、EN10289-2004、EN 10289-2004、EN 1028968 EN 10290:2004 岸上和海上管道用钢管和配件.外部液体应用聚氨酯和改良聚氨酯覆层EN10290:2004、EN10290、EN10290-2004、EN 10290-2004、EN 1029069 EN 10291:2001 金属材料.单轴蠕变拉伸试验.试验方法EN10291:2001、EN10291、EN10291-2001、EN 10291-2001、EN 1029170 EN 10291 Bb.1:2001 金属材料.单轴蠕变拉伸试验.试验方法.应用指示EN10291 Bb.1:2001、EN10291 Bb.1、EN10291 Bb.1-2001、EN 10291 Bb.1-2001、EN 10291 Bb.171 EN 10292:2003 冷成型用高屈服强度的连续热浸镀钢带材和薄板.交货技术条件EN10292:2003、EN10292、EN10292-2003、EN 10292-2003、EN 1029272 EN 10295:2003 耐热钢铸件EN10295:2003、EN10295、EN10295-2003、EN 10295-2003、EN 1029573 EN 10296-1:2004 机械工程和一般工程用焊接圆钢管.交货技术条件.第1部分:非合金及合金钢管EN10296-1:2004、EN10296-1、EN10296-1-2004、EN 10296-1-2004、EN 10296-174 EN 10297-1:2003 机械和工程通用无缝环形钢管.交货技术条件.第1部分:非合金和合金钢管EN10297-1:2003、EN10297-1、EN10297-1-2003、EN 10297-1-2003、EN 10297-175 EN 1032:2003 机械振动.为测定振动传导值对移动机械的试验EN1032:2003、EN1032、EN1032-2003、EN 1032-2003、EN 103276 EN 1033:1995 手臂振动.测量手操纵机器把手平面的机械振动的试验室法.概述EN1033:1995、EN1033、EN1033-1995、EN 1033-1995、EN 103377 EN 1034-1:2000 机械安全.纸制造和整饰机器的设计和结构的安全要求.第1部分:共同要求EN1034-1:2000、EN1034-1、EN1034-1-2000、EN 1034-1-2000、EN 1034-178 EN 1034-3:2000 机械安全.纸制造和整饰机器的设计和结构的安全要求.第3部分:卷纸机、切纸机和压纸机EN1034-3:2000、EN1034-3、EN1034-3-2000、EN 1034-3-2000、EN 1034-379 EN 1035:1999 制革机.带移动板的制革机.安全性要求EN1035:1999、EN1035、EN1035-1999、EN 1035-1999、EN 103580 EN 1036:1999 建筑业中用玻璃.室内用涂银浮法玻璃制镜子EN1036:1999、EN1036、EN1036-1999、EN 1036-1999、EN 103681 EN 1036 Bb.1:2003 建筑玻璃.内部用镀银浮法玻璃制镜子.说明EN1036 Bb.1:2003、EN1036 Bb.1、EN1036 Bb.1-2003、EN 1036 Bb.1-2003、EN 1036 Bb.182 EN 1037:1996 机器的安全性.避免意外起动EN1037:1996、EN1037、EN1037-1996、EN 1037-1996、EN 103783 EN 1038:1996 识别卡系统.电信应用.集成电路卡付费电话EN1038:1996、EN1038、EN1038-1996、EN 1038-1996、EN 103884 EN 10301:2004 海上和近海管道用钢管和配件.降低无腐蚀气体运输摩擦的内涂层EN10301:2004、EN10301、EN10301-2004、EN 10301-2004、EN 1030185 EN 10302:2002 耐蠕变的镍和钴合金钢EN10302:2002、EN10302、EN10302-2002、EN 10302-2002、EN 1030286 EN 10303:2001 在中等频率使用的薄磁性钢片材和带材EN10303:2001、EN10303、EN10303-2001、EN 10303-2001、EN 1030387 EN 10304:2001 继电器用磁性材料(钢铁)EN10304:2001、EN10304、EN10304-2001、EN 10304-2001、EN 1030488 EN 10305-1:2003 精密装置用钢管.交货技术条件.第1部分:无缝冷拉管EN10305-1:2003、EN10305-1、EN10305-1-2003、EN 10305-1-2003、EN 10305-189 EN 10305-2:2003 精密装置用钢管.交货技术条件.第2部分:焊接冷拉管EN10305-2:2003、EN10305-2、EN10305-2-2003、EN 10305-2-2003、EN 10305-290 EN 10305-3:2003 精密装置用钢管.技术交货条件.第3部分:焊接冷分级管EN10305-3:2003、EN10305-3、EN10305-3-2003、EN 10305-3-2003、EN 10305-391 EN 10305-4:2003 精密装置用钢管.交货技术条件.第4部分:液压和气动系统用无缝冷拉管EN10305-4:2003、EN10305-4、EN10305-4-2003、EN 10305-4-2003、EN 10305-492 EN 10305-5:2003 精密仪器用钢管.技术交货条件.第5部分:焊接冷精加工方形和矩形钢管EN10305-5:2003、EN10305-5、EN10305-5-2003、EN 10305-5-2003、EN 10305-593 EN 10306:2002 钢铁.带平行法兰和IPE梁的H梁的超声检验EN10306:2002、EN10306、EN10306-2002、EN 10306-2002、EN 1030694 EN 10307:2002 无损检验.厚度等于或大于6mm的奥氏体和奥氏体铁素不锈钢板制品的超声检验(反射式探伤法) EN10307:2002、EN10307、EN10307-2002、EN 10307-2002、EN 1030795 EN 10308:2002 无损检验.钢棒的超声检验EN10308:2002、EN10308、EN10308-2002、EN 10308-2002、EN 1030896 EN 10310:2004 近海和海上管道用钢管和配件.内外部聚酰胺粉末基涂层EN10310:2004、EN10310、EN10310-2004、EN 10310-2004、EN 1031097 EN 10312:2003 包括饮用水在内的水成液输送用焊接不锈钢管.交货技术条件EN10312:2003、EN10312、EN10312-2003、EN 10312-2003、EN 1031298 EN 10314:2003 在高温下验证钢强度最小值的导出法EN10314:2003、EN10314、EN10314-2003、EN 10314-2003、EN 1031499 EN 10319-1:2003 金属材料.拉伸应力松弛试验.第1部分:试验机规程EN10319-1:2003、EN10319-1、EN10319-1-2003、EN 10319-1-2003、EN 10319-1100 EN 10323:2004 钢丝和钢丝制品.轮胎钢丝EN10323:2004、EN10323、EN10323-2004、EN 10323-2004、EN 10323。
42CrMo4+QT 1.7225 DIN EN 10250-3
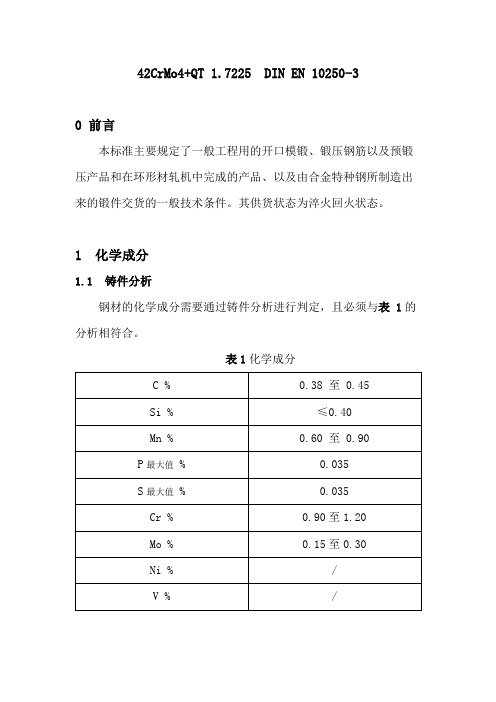
42CrMo4+QT 1.7225 DIN EN 10250-3
0 前言
本标准主要规定了一般工程用的开口模锻、锻压钢筋以及预锻压产品和在环形材轧机中完成的产品、以及由合金特种钢所制造出来的锻件交货的一般技术条件。
其供货状态为淬火回火状态。
1 化学成分
1.1铸件分析
钢材的化学成分需要通过铸件分析进行判定,且必须与表 1的分析相符合。
表1化学成分
1.2产品分析
产品分析不能与规定的铸件分析(见表 1)偏离太多,具体数值参见表 2。
表2用于铸件分析的产品分析与表 1中极限值之间的容许偏差
2热处理
有关热处理的信息见表 3。
表3热处理
3机械性能
根据欧洲标准 EN 10250-1 中第 11(附 1)和 12(附 2)条的要求准备和进行测试的试样,其机械性能需与表 4中所列的性能要求一致。
表4淬火回火状态下的机械性能。
国外标准
国外标准目录一、美国二、国际标准化组织三、欧洲四、英国五、日本六、德国七、法国八、澳大利亚九、俄罗斯十、韩国十一、巴西十二、奥地利十三、意大利十四、罗马尼亚十五、瑞典十六、波兰一、美国美国常用标准如下:ASTM美国材料与试验协会SAE美国汽车工程师协会UNS美国SAE和ASTM的“金属与合金统一数字体系”ASME美国机械工程师协会AMS美国航空材料规范AWS美国焊接协会ACI美国合金铸造协会API美国石油协会ANSI美国国家标准协会MIL美国军工标准FED美国政府民用采购标准 AISI美国钢铁协会一般碳钢、低合金钢 ASTM A6A6为结构钢基础性标准,规定一般交货要求和棒、板、型等尺寸及允许偏差等。
牌号、化学成分按相应专业标准的规定,例如A36碳素结构钢,A131船用结构钢,A242低合金结构钢,A283低中强度碳素钢板,A328钢板桩,A529结构级碳锰钢、A678结构用淬回火碳钢和低合金钢,A786轧制花纹钢板,A871耐大气腐蚀钢板,A992建筑框架用结构型钢等标准,这些产品标准中均规定具体牌号、化学成分、工艺和力学性能和检验等。
二、国际国际标准化组织ISO三、欧洲标准欧洲标准有两种: Euronorm标准和EN标准。
四、英国英国常用标准:BS一英国标准;BSEN一采用欧洲标准后的英国标准。
五、日本日本常用标准为JIS标准,即日本工业标准委员会标准。
钢筋钢钢筋包括:热轧生产的光圆和异型钢筋。
光圆钢筋牌号:SR235和SR295。
异型钢筋牌号:SD295A,SD295B,SD345,SD390和SD490 JIS G3112六、德国德国常用标准(手册)如下:DIN一德国标准DIN EN一采用欧洲标准(EN)的德国标准DIN ISO一采用国际标准(ISO)的德国标准SEW一德国钢铁材料手册LW一德国航空材料手册WW一德国筑坝技术材料手册七、法国标准法国常用标准:NF—法国标准;NFEN—采用欧洲标准的法国标准。
en10250-3-1999
en10250-3-1999
EN 10250-3:1999 是欧洲标准化组织(CEN)发布的标准,它涉及到钢铸件的技术规范。
具体而言,这个标准规定了用于锻造、锻压或切削加工的不锈钢、耐热钢和耐蚀钢的化学成分、机械性能和物理性能。
这些规范帮助制造商和工程师确保他们所使用的钢材符合特定的要求,从而保证最终产品的质量和性能。
EN 10250-3:1999 标准的内容包括材料的分类、化学成分、机械性能、热处理要求、表面质量、尺寸和允许偏差等方面的要求。
这些要求对于钢铸件的制造和使用具有指导意义,有助于确保产品的质量和安全性。
在工程和制造领域,遵守相关的标准对于确保产品的质量和性能至关重要。
EN 10250-3:1999 作为钢铸件的标准,为制造商和设计师提供了一个统一的参考,使他们能够选择合适的材料并制定相应的加工工艺,以满足特定的工程要求。
总的来说,EN 10250-3:1999 标准对于钢铸件的材料选择、制造工艺和最终产品的质量控制起着重要的指导作用,有助于确保钢铸件在工程和制造领域的可靠性和安全性。
DINEN10250-3
DINEN10250-3德国标准 1999年12月(术委员会未得到德国标准化协会柏林分会参考编号DIN EN 10250-1:1999-12不允许对本标准的任何部分进行复制。
英文价格07组销售编号1107 德国柏林10772,Beuth Verlag GmbH 享有德国标准06.00 (DIN-标准)独家经营权。
欧洲标准 EN 10250-31999年10月ICS 77.140.20;77.140.85英文版本用于通用工程的开口钢质模锻件第三部分:合金特殊钢本标准于1999年9月9日获得了欧洲标准化委员会的批准。
欧洲标准化委员会的成员必须遵守欧洲标准化委员会/欧洲电工标准化委员会的内部规定。
欧洲标准化委员会/欧洲电工标准化委员会规定了生成本欧洲标准的条件,并规定了没有任何变化的国家标准的状态。
与这些国家标准相关的最新列表及参考书目可通过向重要秘书处或任何一个欧洲标准化委员会成员申请获得。
本欧洲标准存在三种官方版本(英文、法文、德文)。
由欧洲标准化委员会成员组织翻译成其自己语言,并告知了秘书处的任何其他语言版本的标准,与本官方版本具有同等地位。
欧洲标准化委员会成员是以下国家标准的主体,包括奥地利、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士以及英国。
CEN欧洲标准化委员会中央秘书处:rue de Stassart 36, B-1050 布鲁塞尔1999.欧洲标准化委员会-全世界参考编号EN 10250-3:1999E欧洲标准化委员会的国家成员保留任何形式及方式的开发权第二页EN 10250-3:1999目录页码前言 21 范围 32 参考标准 33 化学成分 34 热处理 45 机械性能 4附录A (信息功能)热处理 11前言本欧洲标准由欧洲钢铁标准化委员会(ECISS/TC28)“钢锻件”技术委员会起草。
其秘书处属于英国标准协会(BSI)。
中德钢牌号对照表
St 12
中国
标准
备注
材料牌号
标准
DIN EN 10025(作废) -20℃的KV值,全脱
不使用新代号
氧钢
DIN EN 10025(作废) -20℃的KV值,全脱
不使用新代号
氧钢,适于冷成形
DIN EN 10025(作废) -20℃的KV值,全脱
不使用新代号
氧钢
DIN EN 10083-1
DIN EN 10083-2
DIN EN 10083-1 DIN EN 10083-2
DIN 17212 DIN 17212 DIN 17212
DIN EN 10083-1 DIN EN 10083-1 DIN EN 10083-1 DIN EN 10083-1 DIN EN 10083-1
-
St 37-3 U
Q St 37-3U
St 37-3N
Q St 37-3N
-
St 37-2
U St 37-2
UQ St 37-2
St 44-3
Q St 44-3U
DIN EN 10025-2
-
DIN EN 10025-2
-
DIN EN 10025-2 DIN EN 10025-2
-
室温下的KV值, 不允许未脱氧
DIN EN 10025-2
室温下的KV值, 不允许未脱氧
DIN EN 10025-2
-20℃的KV值,全脱 氧钢
DIN EN 10025-2
室温下的KV值, 未脱氧
DIN EN 10025(作废) 不使用新代号
0℃时的KV值
DIN EN 10025(作废) 0℃时的KV值,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
德国标准 1999年12月
(
术委员会
© 未得到德国标准化协会柏林分会参考编号DIN EN 10250-1:1999-12
不允许对本标准的任何部分进行复制。
英文价格07组销售编号1107 德国柏林10772,Beuth Verlag GmbH 享有德国标准 06.00 (DIN-标准)独家经营权。
欧洲标准 EN 10250-3
1999年10月ICS 77.140.20;77.140.85
英文版本
用于通用工程的开口钢质模锻件
第三部分:合金特殊钢
本标准于1999年9月9日获得了欧洲标准化委员会的批准。
欧洲标准化委员会的成员必须遵守欧洲标准化委员会/欧洲电工标准化委员会的内部规定。
欧洲标准化委员会/欧洲电工标准化委员会规定了生成本欧洲标准的条件,并规定了没有任何变化的国家标准的状态。
与这些国家标准相关的最新列表及参考书目可通过向重要秘书处或任何一个欧洲标准化委员会成员申请获得。
本欧洲标准存在三种官方版本(英文、法文、德文)。
由欧洲标准化委员会成员组织翻译成其自己语言,并告知了秘书处的任何其他语言版本的标准,与本官方版本具有同等地位。
欧洲标准化委员会成员是以下国家标准的主体,包括奥地利、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士以及英国。
CEN
欧洲标准化委员会
中央秘书处:rue de Stassart 36, B-1050 布鲁塞尔
© 1999.欧洲标准化委员会-全世界参考编号EN 10250-3:1999E
欧洲标准化委员会的国家成员保留
任何形式及方式的开发权
第二页
EN 10250-3:1999
目录页码
前言 2
1 范围 3
2 参考标准 3
3 化学成分 3
4 热处理 4
5 机械性能 4
附录A (信息功能)热处理 11
前言
本欧洲标准由欧洲钢铁标准化委员会(ECISS/TC28)“钢锻件”技术委员会起草。
其秘书处属于英国标准协会(BSI)。
本欧洲标准最迟在2000年4月份将具有与国家标准相同的地位,无论作为文书或背书出版。
而与之相冲突的标准最迟将于2000年4月份被取代。
本欧洲标准由欧洲标准化委员会在欧洲委员会及欧洲自由贸易联盟授权下起草。
本欧洲标准作为应用标准及产品标准的补充标准。
这些应用标准及产品标准本身是作为支持新方法指令的基本安全要求并作为本欧洲标准的参考。
本欧洲标准其他部分的标题如下:
第一部分:一般信息
第二部分:合金质量及特种钢
第四部分:不锈钢
根据欧洲标准化委员会/欧洲钢铁标准化委员会内部规定,以下这些国家的国家标准组织必须执行本标准:奥地利、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士以及英国。
第三页
EN 10250-3:1999 1 范围
本欧洲标准中这部分内容主要规定了一般工程用的开口模锻、锻压钢筋以及预锻压产品和在环形材轧机中完成的产品、以及由合金特种钢所制造出来的锻件交货的一般技术条件。
其供货状态为淬火回火状态。
备注:在欧洲标准EN 10250中这部分列表中的大多数钢材,与欧洲标准EN 10083-1中所列钢材是有区别的。
这些钢材在硬化性方面具有更广泛的信息,并且其工艺性能也在该欧洲标准中进行了说明。
交货的一般技术条件的基本资料见EN 10021.
2 参考标准
本欧洲标准10250中的这部分内容,不仅囊括了注明了日期或没有注明日期的引用文档,还包括了摘自其他刊物的一些规范。
这些参考标准被引用在文中的适当位置,且刊物均在后文中有罗列。
对于注明了日期的参考,后来对这些刊物所做的补充或修订,同样适用于本欧洲标准,但只适用于文中引用部分的补充或修订。
对于未注明日期的参考,只有该刊物的最新版本适用。
EN 10021 钢铁产品交货的一般技术条件
EN 10250-1用于通用工程的开口钢质模锻件——第一部分:基本要求
3 化学成分
3.1 铸件分析
钢材的化学成分需要通过铸件分析进行判定,且必须与表1中的分析相符合(参见欧洲标准EN 10250-1中的A.7和A.8)。
应该采取措施防止残余物或钢材制造过程中的其他材料附着在产品上。
这些附着物会影响产品的硬化性、机械性能以及钢材的使用性。
3.2 产品分析
产品分析不能与规定的铸件分析(见表1)偏离太多,具体数值参见表2(参照欧洲标准EN 10250-1中的9.2)。
EN 10250-3:1999
4 热处理
有关热处理的信息不在表A.1中。
(这段话的英文似乎有问题,多了一个not)
5 机械性能
根据欧洲标准EN 10250-1中第11和12条的要求准备和进行测试的试样,其机械性能需与表3中所列的性能要求一致。
EN 10250-3:1999
)
表1 钢材等级和化学成分1
EN 10250-3:1999
表1 钢材等级和化学成分(续)
EN 10250-3:1999
表2 用于铸件分析的产品分析与表1中极限值之间的容许偏差
其容许偏差为±0,03%
第八页
EN 10250-3:1999
表3 淬火回火状态下的机械性能
9
表3 淬火回火状态下的机械性能(续)
10
第十页
EN 10250-3:1999
表3 淬火回火状态下的机械性能(续)
11
第十一页
EN 10250-3:1999
附录A (信息功能)
热处理
有关热处理的相信信息见表A.1
表A.1 热处理
12。