TS16949全过程统计工具(表格、案例、格式)
xx最新最全的TS16949表格大全
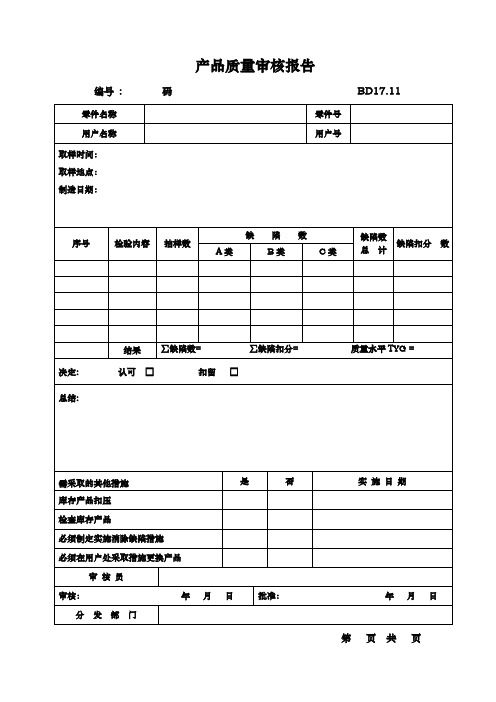
产品质量审核报告编号: 码BD17.11第页共页产品质量审核报告编号: 码BD17.11第页共页产品质量审核报告编号: 码BD17.11第页共页产品质量审核报告编号: 码BD17.11第页共页产品质量审核报告编号: 码BD17.11第页共页不合格报告不合格项分布情况一览表编制: 日期:产品安全特性一览表BD22.01编制:审核:批准:产品运费一览表返工/返修品加工单车间:库管员:日期:检验员:日期:返工/返修品加工单车间:库管员: 日期: 检验员:日期:工程标准/规范/产品图纸评审记录表产品质量审核报告编号: 码BD17.11第页共页产品质量审核报告编号: 码BD17.11第页共页BD07.02顾客提供产品清单BD07.01计划调整通知单批准:制表人:日期:注:计划调整通知单批准:制表人:日期:注:库存情况报表制表人:年月日提货单提货时间:年月日BD15.02托 运 凭 单注:一式三联,一联托运人自存,二联承运方,三联销售部门内勤。
托 运 凭 单托运日期:年 月 日 BD15.01注:一式三联,一联托运人自存,二联承运方,三联销售部门内勤。
文件发放审批、发放登记表BD05.01发文审批:日期:发文人:日期:文件发放审批、发放登记表BD05.01发文审批:日期:发文人:日期:有效文件清单编制人:审核人:年月日月份生产计划表BD15.05编制:审核:批准:日期:月份销售计划BD15.05制表:审核:批准:年月日月份销售记录表BD05.04制表:日期:年月日质量记录控制一览表BD16.01制人:审核:年月日质量信息反馈单BD14.01作废文件销毁、收回和保存记录BD05.07废品入库单年月日BD13.01所在部门:检验员:废品入库单年月日BD13.01所在部门:检验员:废品入库单年月日BD13.01所在部门:检验员:废品入库单年月日BD13.01所在部门:检验员:采购计划调整单BD06.04签批:生产部门(章)年月日采购计划调整单BD06.04签批:生产部门(章)年月日采购申请单BD06.01申请人:审批:年月日采购申请单BD06.01申请人:审批:年月日产品抽检记录操作工: 检验员: 日期: BD10.07产品抽检记录操作工: 检验员: 日期: BD10.07成品验收报告单BD10.01成品验收报告单BD10.01持续改进项目一览表BD02.19编制:批准:年月日工序流转卡BD08.01工序流转卡BD08.01。
TS16949五大工具是指

TS16949五大工具是指什么?TS16949标准是ISO/TS 16949质量管理体系标准的简称,它是为汽车行业制定的一种质量管理体系标准。
TS16949标准中包含了五大工具,这些工具能够帮助企业更好地管理质量,并在不断追求可持续发展的过程中不断提高质量水平。
本文将详细介绍TS16949五大工具的定义、应用场景以及用途。
工具一:流程流程图流程图是TS16949标准中最重要的工具之一。
流程图能够描述企业内部各部门的工作流程,从而帮助企业发现并解决工作流程中存在的问题。
流程图的使用过程中,需要对每个部门的流程进行逐一分析,在分析的过程中,还需要对每个部门的工作流程进行优化,从而达到更高的工作效率。
工具二:核查表核查表是TS16949标准中另一个重要的工具。
核查表能够帮助企业在制定工作计划或者生产计划时,对工作生产状态进行及时监测和评估。
在生产过程中,若出现问题,核查表能够自动终止生产任务并标识问题所在。
工具三:测量设备和标准测量设备和标准是TS16949标准中的必备工具之一,它能够帮助企业对货物、设备和工具进行质量管理。
测量设备和标准能够通过检测商业设备、工具供应商以及性质和用途等方面,从而确保产品质量的稳定性和可靠性。
工具四:统计过程控制统计过程控制是TS16949标准中的常用工具之一。
统计过程控制可以用于减少生产过程中的差异和提高生产过程的可控性。
在统计过程控制的使用过程中,需要对生产和检测过程进行决策分析,以确定生产或者检测过程中出现偏差的原因,从而及时改进过程。
工具五:品质控制工具品质控制工具是TS16949标准中最常用的工具之一,这些工具可以用于解决质量问题、监控程序和防止问题再次发生。
品质控制工具包括柏拉图图、帕累托图、控制图、直方图和散点图等。
通过品质控制工具,企业能够识别产品中可能存在的缺陷,并采取相应的措施来维护产品质量。
总结以上,我们介绍了TS16949标准中的五大工具,这些工具帮助企业控制和管理生产质量、提高效率、减少浪费和成本,并进一步实现可持续发展。
TS16949五大工具讲解:APQP-FMEA-PPAP-SPC-MSA[1](1)
](https://img.taocdn.com/s3/m/0a253f8002020740be1e9b8d.png)
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
C1
C2
C3
C4
C5
C6
SOP
市场调研 竞标/询价 订单/协议 设计开发 生产确认 量产
S1 培训
●
●
●
●
●
●
S2
公用 设施
●
●
●
S3
生产 设备
●
●
●
S4
模具/ 夹具
●
●
●
S5
工作 环境
●
●
●
●
●
●
S6 采购
●
●
●
S7
供方 管理
●
●
●
S8
内外 部沟
●
●
●
●
●
●
S9
标识 可追
使用资源通过管理,将输入转化为输出活动
- - - 过程
削减无附加价值过程 识别过程---管理过程间相互作用的方法
- - - 过程方法
输入
过程转化
输出
2、过程方法
▪ 过程方法:将系统中单一过程、过程组 合和它们之间的相互关系运用过程的概 念去识别、应用、控制的方法称为过程 方法,运用过程方法可以更高效地得到 期望的结果。
➢ 一个过程所有者存在 ➢ 这个过程被定义 ➢ 这个过程被文件化 ➢ 过程之间的连接被建立 ➢ 这个过程被监控和改进 ➢ 记录并维持
3、质量体系过程方法模式图
顾
要 求
客
质量管理体系 的持续改进
管理职责
资源管理
测量分析 和改善
TS16949五大工具(1)

持续改进过程循环的各个阶段
1、分析过程 · 本过程应做些什么? · 会出现什么错误 · 本过程正在做什么? · 达到统计控制状态? · 确定能力
计划
实施
计划
2、维护过程 · 监控过程性能 · 查找偏差的特殊
原因并采取措施
实施
措施
研究 措施
研究
计划 措施
实施
研究
3、改进过程 · 改进过程从而更好地
理解普通原因变差 · 减少普通原因变差
计划 技术和概念开发
4.产品和 1.计划和确定任务 过程确认
2.产品设计和开发
研究 产品和过程确认
3.过程设计和开发
实施 产品/过程开发
什么是APQP
★产品质量策划责任矩阵图:
*设计责任 *仅限制造 服务供方如热处理
贮存、运输等等
确定范围
■
■
■
计划和确定任务 ■
产品设计和开发 ■
可行性
■
■
■
过程设计和开发 ■
有多好?
工具三: SPC
• 有反馈的过程控制系统模型
过程的呼声
人
统计方法
设备
我们工作
材料 方法
的方式 /
产品或 服务
资源的融合
顾客
环境
输入
过程 / 系统
识别不断变化的
输出
需求和期望
顾客的呼声
SPC基本原理
1.产品质量的统计观点 A:产品质量有变异 B:变异具有统计规律性 2.对异常因素分类和控制 3.稳定状态是生产过程追求的目标 4.预防为主
1.计划和确定 项目
1.设计目标 2.可靠性和 质量目标
3.初始材料清单 4.初始过程流程图 5.特殊产品和过程 特性的初始清单
TS16949全过程统计工具(表格、案例、格式)

DECLARATION 宣言 :I affirm that the samples represented by this certification are representative of our parts, have been made to the applicable customer drawings and specifications, and are made from the specified materials on regular production tooling with no operations other than the regular production process. I also certify that documented evidence of such compliance is on file and available for review.
Yes
No
Engineering Drawing Change Level 工程图纸改 变标准: Purchase Order No. 订单 编号: Engineering Change Level 工程更改标准: Supplier Code 供应商编 码: State 州/区: Does this part contain any restricted or reportable substances? 产品是否有受限制的或需要申明的物质? Are plastic parts identified with appropriate ISO marking codes? 塑料产品是否该有适当地ISO标识? Initial submission 初始提交 Engineering Change(s)工程更改 Tooling: Transfer, Replacement, Refurbishment, or additional Correction of Discrepancy 修正/相差
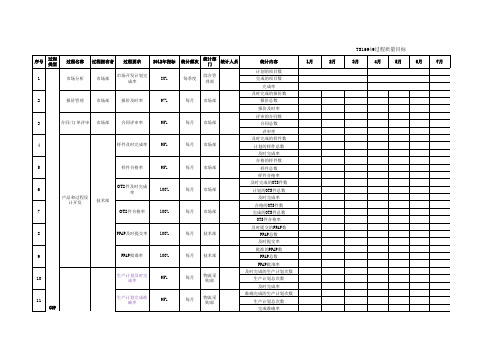
TS16949质量管理体系过程管理表

Process By what Duty By whom 过程名称流程资源过程责任流程执行12COP2过程设计开发及APQP7.1/7.1.1/7.37.1.47.3.7客人图纸功能和性能要求(含特殊特性)适用的法律、法规要求生产率、过程能力及成本目标顾客要求以往的开发经验顾客技术要求顾客图纸项目计划标杆技术指标类似设计经验工艺文件(流程卡“初始工艺流程、工艺流程”、FMEAS&CP)车间分布图和设备布置图 人员分布图成本分析数据会议室、办公室、办公桌、试验室电脑、打印机测试设备记录纸、笔等一般文具样品图纸样品E-MAIL 统计分析技术计算机网络技术CAD/OFFICE等软件试生产设备检验/试验设备开发课APQP-CFT工程技术人员各相关部门开发进度计划遵守率评审验证确认3COP3客户咨询讯息,图纸,产品讯息搜集,客户询价函,制造可生性评估 顾客订单需求;产品资料及相关信息(图纸);询价单;生产能力、生产现状、库存、供应商交付能力,潜在需求的,开发、生产协议,限度样品客户询价函、新产品说明表、报价单顾客要求清单、评审结果、报价单;合同评审表;评审后的合同;制造可行性要求识别的充分性交付及时性评审对评审时间进行确认合同评审及报价过程铸造过程生产计划指示书铝材生产排程日报表 铸造机 潜在需求生产日报表与品质,自主检查表移转单铸造课厂长、副总经理、主管、组长副组长、作业人员及时完工性生产效率不良率和报废率(直通率) 生产成本安全事故发生率计划完成时间的统计 计算生产效率 统计不良率和报废率 按月核算成本 安全事故报告输入(inputs&resources)输出(outputs)测量特性及指标测量方法对应的TS16949:2009条款责任过程编号业务业务经理业务助理财务人员各部门负责人传真;电脑;电话、电子邮件会议、文件成本核算合约评审COP1过程及其分过程序号铸造机、熔解炉、叉车、砂轮机、立式锯台、卧式锯台、退砂机、打砂芯机、印砂芯机、热处理炉、油压矫正机、矫正平台、吊喷研扫机、滚筒式研扫机、磨光机、打包机、 堆高机、铸造所需的专业工具机台操作说明书、产品作业标准书7.1/7.2/7.2.1/7.2.1.1/7.2.2/7.2.2.1/7.2.2.2/7.2.3/7.2.3.17.5/7.5.1/7.5.1.1/7.5.1.2/7.5.1.3/7.5.1.6/7.5.2/7.5.2.1Process By what Duty By whom 过程名称流程资源过程责任流程执行输入(inputs&resources)输出(outputs)测量特性及指标测量方法对应的TS16949:2009条款责任过程编号过程及其分过程序号Process By whatDuty By whom 过程名称流程资源过程责任流程执行输入(inputs&resources)输出(outputs)测量特性及指标测量方法对应的TS16949:2009条款责任过程编号过程及其分过程序号Process By whatDuty By whom 过程名称流程资源过程责任流程执行输入(inputs&resources)输出(outputs)测量特性及指标测量方法对应的TS16949:2009条款责任过程编号过程及其分过程序号Process By whatDuty By whom 过程名称流程资源过程责任流程执行输入(inputs&resources)输出(outputs)测量特性及指标测量方法对应的TS16949:2009条款责任过程编号过程及其分过程序号Process By whatDuty By whom 过程名称流程资源过程责任流程执行输入(inputs&resources)输出(outputs)测量特性及指标测量方法对应的TS16949:2009条款责任过程编号过程及其分过程序号Process By what Duty By whom 过程名称流程资源过程责任流程执行输入(inputs&resources)输出(outputs)测量特性及指标测量方法对应的TS16949:2009条款责任过程编号过程及其分过程序号Process By whatDuty By whom 过程名称流程资源过程责任流程执行输入(inputs&resources)输出(outputs)测量特性及指标测量方法对应的TS16949:2009条款责任过程编号过程及其分过程序号。
TS16949过程质量目标统计表(包涵定义、计算公式)
≤42.7PPM
每月
投产总数 内部运输过程损失率 在校准期限内的计量器具数
49
监视和测量装 质量管理部 置管理
计量器具校准合 格使用率
100%
每月
质量管 理部
抽查的计量器具总数 计量器具合格使用率
监视和测量装 质量管理部 置管理
50
测量系统分析可 接受率
100%
每月
质量管 理部
可接受的测量系统数 分析的测量系统总数 可接受率 准时完成的检查实验数 申请检测的实验总数 准时完成率 CPK达标数
TS16949过程质量目标
序号 过程 类型 过程名称 过程拥有者 过程要求 市场开发计划完 成率 2012年指标 统计频次 统计部 统计人员 门 综合管 理部 统计内容 计划的项目数 1月 2月 3月 4月 5月 6月 7月
1
市场分析
市场部
80%
每季度
完成的项目数 完成率 及时完成的报价数
2
报价管理
额外运费控制 交付产品合格率
≤4337元/月 99.997%
每月 每月
财务部 质量管 理部
18
产品外部运输过 程损失率
≤21PPM
每月
质量管 理部
19
客诉反馈及时率 率
100%
每月
质量管 理部
20
顾客服务/反馈 市场部
客诉处理完成率
96%
每月
质量管 理部
21
产品1零公里退 返PPM
≤40PPM
每月
质量管 理部
10
生产计划及时完 成率
95%
每月
物流采 购部
11
COP 产品生产 制造部
生产计划完成准 确率
TS16949体系产品过程质量检查表
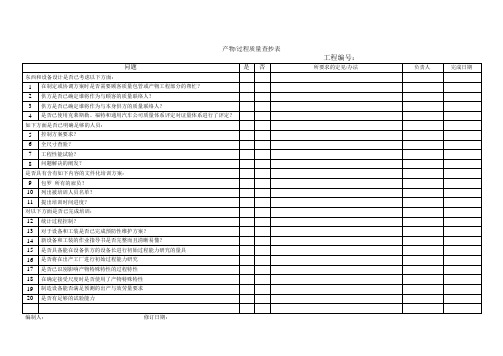
产物/过程质量查抄表编制人:修订日期:1 在制定或协调方案时是否需要顾客质量包管或产物工程部分的帮忙?2 供方是否已确定谁将作为与顾客的质量联络人?3 供方是否已确定谁将作为与本身供方的质量联络人?4 是否已使用克莱斯勒、福特和通用汽车公司质量体系评定对证量体系进行了评定?如下方面是否已明确足够的人员:5 ·控制方案要求?6 ·全尺寸查验?7 ·工程性能试验?8 ·问题解决的阐发?是否具有含有如下内容的文件化培训方案:9 ·包罗所有的雇员?10 ·列出被培训人员名单?11 ·提出培训时间进度?对以下方面是否已完成培训:12 ·统计过程控制?本查抄表并不筹算代替克莱斯勒、福特和通用汽车公司的质量体系评定13 ·能力研究?14 ·问题的解决?15 ·防错?16 ·被识此外其它工程?17 对每一个对控制方案来说非常关键的操作是否提供过程指导书?18 每一个操作上是否都具备尺度的操作人员指导书?19 操作人员/小组带领人员是否参与了尺度的操作人员指导书的制定工作?查验指导书是否包罗以下内容:20 ·容易理解的工程性能尺度?21 ·试验频率?22 ·样本容量?23 ·反响方案?24 ·文件化?目测辅具25 ·是否容易理解?26 ·是否适用?27 ·可接近性?28 ·是否被批准?29 ·注明日期并是现行的?30 对于统计控制图表,是否有实施、保持和制定及反响方案的程序?31 是否有一适当的、有效的底子原因阐发系统?32 是否已规定将最新的图样和尺度置于检测点?33 记录体验成果的适宜人员是否具有表格/记录本?在监控作业点是否提供处所放置以下物品:34 ·检测量具?35 ·量具指导书?36 ·参考样品?37 ·查验记录?38 对量具和试验设备是否提供证明和按期校准?所要求的测量系统能力研究是否已39 完成?40 可接受?41 当提供所有零件初始和现行的全尺寸数据时,全尺寸查验的设备和设施是否充沛?是否有进货产物控制程序,以明确:42 ·被查验的特性?43 ·查验频率?44 ·样本容量?45 ·批准产物的指定位置?46 ·对不合格产物的处置?47 是否有识别、隔离和控制不合格产物以防止装运出厂的程序?48 是否具有返工/返修程序?49 是否具有对返修/返工材料再验证的程序?50 是否有适宜的批次追溯性系统?51 是否方案并实施了对出厂产物的按期审核?52 是否方案并实施了对证量体系的按期评审?53 顾客是否已批准了包装尺度?。
TS16949质量体系五大工具
•CONTROLPLA注意事项
•PPAP提交
四、如何有效的运用PPAP以加强供方管理
第四:SPC统计过程控制分析
生产过程的质量控制是保证产品质量的重要环节, 稳定的生产过 程会带来质量上的飞跃。 统计过程控制图用于记录与质量有关的工序 参数或不同时间的产品参数。 使用工序能力指数来表明工序可在多大 程序上进行无差错生产。
或消除因修改而带来的更大损失的机会。
、FMEA介绍
•沿革
•获益
•分类
•应用和机会
二、FMEA启动
•如何开始
•总的原则
•评价产品设计,评价过程设计
三、设计FMEA勺开发
•第一阶段:表头设计
•第二阶段:失效模式及后果
•第三阶段:潜在原因
•第四阶段:现行勺控制措施
•第五阶段:RPN计算
•第六阶段:纠正预防和持续改进
四、总结-下一步做什么
十二、计数型量具小样法研究指南
十三、计数型量具大样法研究指南 十四、案例研究
第三:PPAP生产件批准程序
PPAP勺目的是用来确定供方是否已经正确理解了顾客工程设计 记录和规范的所有要求, 并且在执行所要求的生产节拍条件下的实际 生产过程中, 具有持续满足这些要求的潜能, 是目前最完善的供应商 选择与控制系统。 并且在执行所要求的生产节拍条件下的实际生产过 程中,具有持续满足这些要求的潜在能力。
FMEA可以于研究与开发阶段做为控制工具和冒险分析工具加以 运用,FME耐以当作过程规划工具,过程控制工具, 供货商质量
保证工具、应用工具、服务工具(说明书及警告标签)。FMEA最好
的特性是可以将所有工程、操作、质量、服务方面工作效果结合为一 体;事先花很长的时间进行综合的FMEA分析,能够容易、低成本地 对产品或过程进行修改,从而减轻事后修改的危机;FMEA能够减少
TS16949过程相关矩阵表
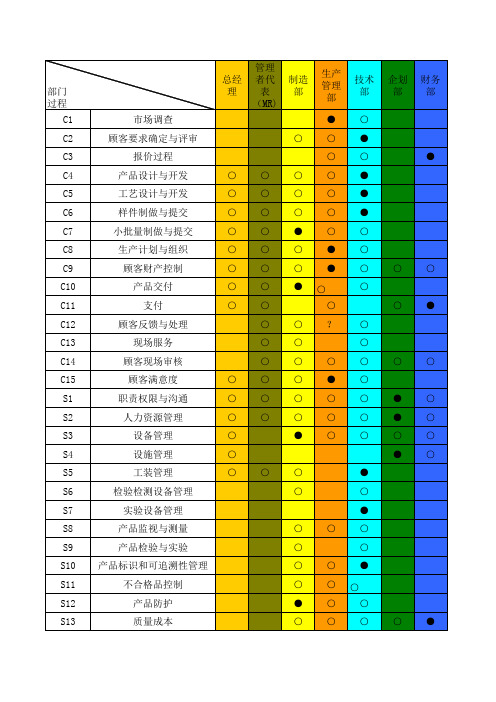
质量 部
○
○
○ ○ ○ ○ ○
? ● ● ○ ○ ○ ○
○ ● ○ ● ●
● ○ ○
● ○ ○ ○ ○ ○ ○ ○ ○ ○ ● ● ●
○○○
S15
现场管理
●○○
S16
采购管理
○●○
S17
物流管理
○●○
S18
应急准备与响应
○○○●○
S19
环境监视与测量
○○○●○
S20
文件控制
○○●○○
S21
记录控制
○○●○○
M1
经营计划
○○○○○●○
M2
方针目标
○○○○○●○
M3
管理评审
○○○○○○○
M4
内审
○○○○○○○
M5
持续改进
○○○○○○○
产品交付 支付
顾客反馈与处理 现场服务
顾客现场审核 顾客满意度 职责权限与沟通 人力资源管理 设备管理 设施管理 工装管理 检验检测设备管理 实验设备管理 产品监视与测量 产品检验与实验 产品标识和可追溯性管理 不合格品控制 产品防护 质量成本
总经 理
管理 者代 表 (MR)
制造 部
生产 管理 部
●
技术 部
○
○○●
○○
○○○○●
○○○○●
○○○○●
○○●○○
○○○●○
○○○●○
○ ○ ●○
○
○○
○
○○?○
○○
○
○○○○
○○○●○
○○○○○
○○○○○
○
●○○
○
○○○
●
○
○
●
TS16949查检表(全过程各部门完整版)

TS16949查检表(全过程各部门完整版)
顾客导向过程COP ⽀持过程或⼦过程
组织的场所
期望或要求的关键参数、测量
适⽤条款
参考⽂件
⼯程部
对于易损零件有⽆依《易损件更换计划表》做适量
库存备⽤。
相关易損件更
換有⽆完整記錄?
7.5.1.4TS26-09⼯程部
对⼤件⼯、治具,有⽆每⽉定期⼀次的全⾯保养,并将
保养状况填写在《设备每⽇保养记录表》中的⽉保养栏中。
7.5.1.5TS26-09S15记录管制⼯程部
保持各记录表,保存场所标⽰的完整性。
4.2.4TS24-02
审核:受稽核单位主管:受稽核单位:稽核⼈员:
□如何进⾏?(⽅法、技术)
□保持了记录
改进的机会□使⽤什么?(材料、设备)□已经建⽴了联接分类□已经被⽂件化□通过什么关键标准?(测量、评估)NR
OFI
NC
需进⼀步调查不
合格
□被监控六个过程个性:四个⽀持过程问题(关于风险):
对审核观察到的、证据、潜在或实际的发现的描述
(审核记录)□具有执⾏者□已经定义□由谁进⾏?(技能、培训)。
TS16949文件(全套质量手册、程序文件、表单)

. . .word可编辑共页第页最新修订日期:共页第页. . .. . . 控制状态:文件控制程序文件编号:XC/QP-001文件版本: B生效日期:2009.11.01发文编号:文件控制流程图1. 目的对质量管理体系中的文件进行规范和控制,确保文件的充分性与适宜性,确保各相关场所使用有效文件。
2. 适用范围适用于与质量管理体系有关的文件和资料的控制。
3. 职责3.1质量部负责编制质量手册,管理者代表审核,总经理批准。
3.2各相关业务主管部门负责编制相关的质量管理体系程序文件,相关部门主管审核、签字,质量部审定,管理者代表批准。
3.3各相关业务主管部门负责编制其他管理性文件,相关部门主管审核、签字,综合部审定,管理者代表批准。
3.4技术部和相关部门负责编制主管的技术文件、支持性文件,包括《工序标准操作卡》、《作业指导书》、《设备操作规程》、《检验指导书》等,并由部门主管领导审核批准。
3.5各部门设兼职文件管理员,负责本部门文件和资料的管理工作。
4. 工作程序和要求4.1文件的分类4.1.1受控文件凡质量管理体系运行的部门(含提供认证机构)、场所、班次,使用的文件均为受控文件,包括:a.质量体系文件:如质量手册、程序文件和其它质量文件(表格、报告等)。
b.管理文件:如制度等。
c.技术、支持性文件:如工程图样、工程标准、数据资料、检验指导书、试验程序等。
d.外来文件:国家标准、行业标准、法律法规、顾客工程规范、供方记录等。
4.1.2非受控文件凡于质量管理体系运行无关联的文件属于非受控文件,如行政任命、事务性通知等。
a.盖“非受控”章的文件为非受控文件,供有关人员参考用。
b.因评审、考察等用的,向上级机关或顾客提供的质量体系文件,均为非受控文件。
c.“非受控”文件,更改不通知,作废不回收。
4.1.3文件管理a.质量体系文件、管理性文件由综合部归档、控制、分发和回收。
b.技术文件由技术部归档、控制、分发和回收。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Part Name产品名称: Safety and/orGovernment Regulation 政府 安全/管理标准 Additional Engineering Changes 附加工程更改 Shown on Drawing Number 图纸编号 : Checking Aid Number 校 对编号: SUPPLIER MANUFACTURING INFORMATION 加工商信 Supplier Name & Street Address 供应商地址 City 城市: Note:備註 Part Number产品编号:
Customer Signature 客户签名:
Date日期:
客户是否有专用的样式,如果有必须按客户的样式提交
Select
De-Select
REASON FOR SUBMISSION 提交原因:
Tooling inactive > than 1 year 工具使用>1年 Change to Optional Construction or Material 改为适用的 设备与物料 Sub-Supplier or Material Source Change 子供应商或 物料源更改 Change in Part Processing 产品工序更改 Parts produced at Additional Location 生产地点变更 Other - please specify 其它--请注明 Level 1 - Warrant only (and for designated appearance items, an Appearance Approval Report) submitted to customer.符合客户外观标准
Yes
No
Engineering Drawing Change Level 工程图纸改 变标准: Purchase Order No. 订单 编号: Engineering Change Level 工程更改标准: Supplier Code 供应商编 码: State 州/区: Does this part contain any restricted or reportable substances? 产品是否有受限制的或需要申明的物质? Are plastic parts identified with appropriate ISO marking codes? 塑料产品是否该有适当地ISO标识? Initial submission 初始提交 Engineering Change(s)工程更改 Tooling: Transfer, Replacement, Refurbishment, or additional Correction of Discrepancy 修正/相差
Dated 日期: Dated 日期:
Dated 日期:
Zip 邮票: SUBMISSION INFORMATION提 交通知: Dated 日期: Weight Kg 重量: Customer Name/Division客户: Buyer/Buyer Code 买主: Application 申请人:
Level 5 - Warrant with product samples and complete supporting data reviewed at supplier's manufacturing location. 符合客户样板标准和所 有特定文件要求 SUBMISSION RESULTS/提交结果: The results for 结果 提交结果 提交结果 提交结果 提交结果 These results meet all drawing and specification requirements: 结果符合所有文件的图纸要求和规格要求: Mold / Cavity / Production Process: 模具号/生产过程: DECLARATION 宣言 :I affirm that the samples represented by this certification are representative of our parts, have been made to the applicable customer drawings and specifications, and are made from the specified materials on regular production tooling with no operations other than the regular production process. I also certify that documented evidence of such compliance is on file and available for review. 我宣誓,由此证明的样品是我司的产品,它符合客户的图纸要求和规格要求,并且按正常工序利用指定材料生产的.同样,我保证文件上所提供的证据材料是有效的. EXPLANATION/COMMENTS 评注: Print Name签名: Supplier Authorized Signature 供应商签名: Part Warrant Disposition 产品处置: Customer Name 客户: Title 职位: FOR CUSTOMER USE ONLY (IF APPLICABLE) 客戶專用: Tel No.电話: Fax 傳真: dimensional measurements appearance criteria 测量尺寸
外观标准
material and functional tests 来料检测和功能测试 statistical process package 包装统计
Yes 是 No 否 (If "NO" - ExplanationBiblioteka Required) 如果否请解释:
Approved 接受 Interim Approval 暂 定欠收 Rejected 退货 Part Functional Approval 产品功能: Approved 赞成 Waived 否决
Dimensional Materials/Functional
尺寸 物料/功能 外观
Appearance
REQUESTED SUBMISSION LEVEL (Check one)提交标准:
Level 2 - Warrant with product samples and limited supporting data submitted to customer. 符合客户样板标准及少数文件要求 Level 3 - Warrant with product samples and complete supporting data submitted to customer. Level 4 - Warrant and other requirements as defined by customer. 符合客户其他的一些要求 符合客户样板标准和所有文件要求