材料编号办法
资料编码规则

文件编码规则11-AD03-202102-001一、目的加强公司文件的标准化管理,便于文件的识别、追溯和控制,规范存档,确保公司重要文件具有唯一编号,达到信息资料可追溯性,保证公司文件体系有效运转。
二、适用范围适用于公司文件的编号管理和控制。
三、文件编号原则1.日期表示格式:YYDDYY年份:用四位数字表示,如2021表示公元2021年。
MM月份:用两位数字表示,不足两位时,用零补齐,如03表示第3月。
DD日期:用两位数字表示当日,不足两位时,用零补齐,如05表示第5日。
例如: 20210212表示 (2021年02月 12日)2.文件的编号,其代号组成如下所示:XX1-XX2XX3-XXX4-XXX51:企业代码,由2位阿拉伯数字表示,见代码汇总;2:部门代码,本公司文件类号见下表3:文件类号,本公司文件类号见下表4:文件年份,由6位阿拉伯数字表示,不足月分用0补足;5:同类别下文件流水号,由三位阿接伯数字成,001;002......;3.文件编号示例:重庆禾一电气设备有限公司行政部通知通告类2021年第1号文件10-AD05-202102-001文件顺序号年月份部门文件代码公司代码四、资料保管的期限、密级的划分(1)资料保管期限:分为永久、长期、短期三种期限。
永久:指资料档案需永久保存。
长期:指资料的保存期限等于该工程的使用寿命。
短期:指资料保存20年以下。
如果工程资料在同一案卷内,同时存在有不同保管期限的文件和资料时,则该案卷保管期限以保管期限较长的为准。
(2)资料保管密级的划分资料保管的密级划分为普通、机密、绝密三种。
如果在同一案卷内有不同密级的文件,则应以其中最高的密级作为该卷的密级。
A:“普通”保密内容的一部分,一旦泄密会遭受一定损失。
B:“机密”保密内容的重要部分,包括在一定时期,一定范围内需要保密的,一旦泄密会使公司遭受较大危害和较大损失。
C:“绝密”保密内容的核心部分,包括在一定时期、一定范围内需要绝对保密的,一旦泄密会使公司遭受严重危害和重大损失。
最新包材料号编制规则
为使公司更好得对包材进行管控,现对厂内包材进行统一编号.
二. 范围:
工程部
三. 内容
1.纸箱编码:
备注:若纸箱需做第一次设变,则在纸箱流水码后注明“#1”;第二次设变则注明“#2”. 例如:FCTZX0001第一次设变,料号则为FCTZX0001#1.
2. 平卡编码:
备注:若平卡需做第一次设变,则在平卡流水码后注明“#1”;第二次设变则注明“#2”. 例如:FCTPK0001第一次设变,料号则为FCTPK0001#1.
3. 吸塑盒编码:
备注:若吸塑盒需做第一次设变,则在吸塑盒流水码后注明“#1”;第二次设变则注明“#2”.
例如:FCTXS0001第一次设变,料号则为FCTXS0001#1.
4. EPE泡棉编码:
备注:若EPE泡棉需做第一次设变,则在EPE泡棉流水码后注明“#1”;第二次设变则注明“#2”.
例如:FCTPM0001第一次设变,料号则为FCTPM0001#1.
5. 刀卡编码:
备注:若刀卡需做第一次设变,则在刀卡流水码后注明“#1”;第二次设变则注明“#2”. 例如:FCTDK0001第一次设变,料号则为FCTDK0001#1.
6. PE袋编码:
备注:若PE袋需做第一次设变,则在PE袋流水码后注明“#1”;第二次设变则注明“#2”. 例如:FCTPE0001第一次设变,料号则为FCTPE0001#1.。
监理资料编号规则

监理资料编号规则1.编号格式:-顺序编号:根据资料的生成时间顺序依次编号,如1、2、3、4……。
-分级编号:根据资料的种类或级别进行编号,可采用多级编号形式。
例如,由大到小分为项目编号、子项目编号、资料编号,如A-01-0012.项目编号:项目编号是对整个项目的编号标识,一般包括项目名称、工程代号、工程类别等信息。
项目编号通常由项目管理部门或相关主管部门统一制定。
3.子项目编号:子项目编号是对项目中的不同子项进行编号标识,如招标文件、设计文件、施工文件、竣工文件等。
子项目编号可以根据项目特点和施工阶段的不同设置不同的编号规则。
4.资料编号:资料编号是对具体监理资料进行编号标识,如会议纪要、工程检查记录、质量报告、施工图修改意见等。
资料编号一般由监理单位或监理人员根据具体需要制定。
5.编号规则:具体的编号规则可以根据实际情况进行制定,以下是一个示例:-项目编号:由项目管理部门或相关主管部门统一制定,如P-001-子项目编号:根据项目特点和施工阶段的不同设置不同的编号规则,如设计文件子项目编号为D-001,施工文件子项目编号为C-001 -资料编号:设置不同的资料类型与编号,如会议纪要编号为M-001,工程检查记录编号为I-001,质量报告编号为Q-0016.编号管理:为确保编号规则的有效运行,需要建立完善的编号管理制度,包括:-统一编号制度:制定统一的编号规则和编号格式。
-编号登记册:建立编号登记册,记录各个资料的编号和相关信息。
-编号分发:由专人负责编号分发,确保每份资料都有唯一的编号。
-编号归档:对已编号的资料进行归档,并记录归档位置和相关信息。
以上是一种常见的监理资料编号规则,具体的规则可以根据实际情况和需求进行调整和制定。
在制定编号规则时,需要充分考虑项目特点、资料种类和编号管理的方便性与合理性,以提高资料管理的效率和准确性。
材料编码规则
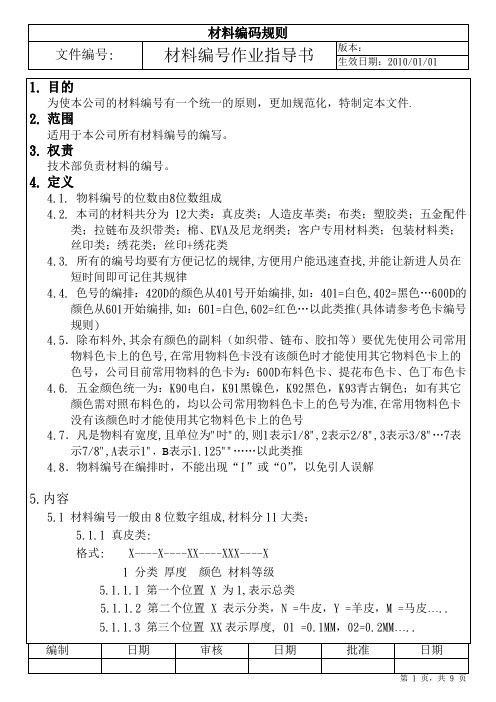
5.1.3.2.7第一个位置X为3,表示总类;
5.1.3.2.8第二个位置X表示布料大类,为0=600D;1=420D;2=300D;3=水洗布;4=70D;5=840D;6=古治尼龙;7=迷彩布;4=70D;5=840D;6=古治尼龙,7=迷彩布;8=210D;S=色丁料;T=提花料;M=米高料;G=格仔料;
5.1.7.3第三个位置XX为规格,01 =1MM,02 =2MM……
5.1.7.4第四个位置XX为颜色,以公司常用色卡的色号为准如:601=白色;602=红色…..
5.1.7.5第五个位置X表示材料等级
例:7A02601A表示为:2MM珍珠棉601白色;其中7表示棉类;A为种类表示珍珠棉,02为规格表示2MM厚;601为颜色表示601白色,最后一个A表示材料等级.
5.1.7.棉、EVA及尼龙纲类
格式1: X-----X-----XX-----XXX-----X
7分类规格颜色材料等级
5.1.7.1第一个位置X为7,表示总类.
5.1.7.2第二反光布,W =网布……我们采取随机编号的原则,再有其它类型的材料往后排;
例:2A10R01A表示54"钻石纹PVC/TC布底;其中:2表示人造革类,A表示钻石纹PVC,10表示1.0mm的厚度,R01表示人造革色卡的1号红色;A表示材料等级。
5.1.3布类:
格式1: X----X----X------XXX------X-----X
3分类特性颜色规格材料等级
5.1.3.1第一个位置X为3,表示布料类
5.1.5五金配件类:
格式1: X----X----X-------XXX-----X----X
5分类小分类颜色规格无意义
物料编码原则,工厂原料、半成品、成品、客供件编码方法

电子类(零件)---IC、电阻、电容、PCB、发射管、接收器、开关、风扇、指示灯(LED)、 电源线、信号线、导电膜、喇叭、蜂鸣器……等。
03 (半成品)---喇叭、锁座、汇流槽、主机板、COB、插件半成品……等。
橡胶类(零件)---硅胶条、单 KEY 橡胶、圆球(滚轮)、橡胶脚垫、橡皮圈。 04
(X 入货:成本为 0-----Y 出货:建立加工费)
〔2〕 B 指客户别(A--Y 依序编列、为避免混淆 I、D、O、Z 四个英文字母不予采 用)。
〔3〕 C
D EF G H I
参照原客户现有之编号、取其七码、不够七码者前面补 0、遇有文字或符号
者、则跳过不予编入。
〔4〕未编入 BOM 之客提件不予编号、进料盖客提免验章。
AB
C DE F G H
〔1〕 A 所有 SKD、CKD 半成品其 A 栏皆为 5。
文件名称 制订日期
实业
物料编码原则
发行日期
版本
文件编号 制定部门 A 制订日
期
页次 发行部门
发
行 日 期
〔2〕 B
C 表示材料大类别。(详见附件三) 01-----塑料类。 02-----金属类。 03-----电子类。 04-----橡胶类。 05-----包材类。 06-----标贴类。 07-----紧固(扣)合件。 08-----附件类。
09
10
(附件四) G、H 栏
键盘语文别代码表 G、H 栏
G、H 栏
01
英文
25
02
英国英文
26
03
西班牙文
27
04
匈牙利文
半成品、原材料编码规则及描述规则

机加描述:重量机加(公制/美标)其它
五金描述:材质下料尺寸规格其它
压铸描述:材质重量其它
4、物料(原材料)编码规则及描述规则
大类+小类+细类-流水号例:YBL011-0001
上级编号
物料类别细类
物料类别
描述
类别代码(小类)
01
玻璃
BL
01
011
钢化玻璃
尺寸(长*宽*高)印刷其它
材质耐压耐温电流是否符合安规是否符合ROHS其它
07
072
端子(接地端子等)
型号材质耐压耐温表面处理是否符合安规是否符合ROHS其它
08
电源
DY
08
081
LED电源
型号功率输入电压输出电压输出电流是否符合安规是否符合ROHS其它
08
082
镇流器(金)
规格功率电压频率材质是否符合安规是否符合ROHS其它
1、目的
为了规范半成品、物料(原材料)编码规则及描述规则,特制定本规范。
2、适用范围
本规范适用于半成品、物料(原材料)。
3、半成品编码规则及描述规则
大类
名称
成品
半成品
原材料
包材
辅材
劳保
设备
过路盒配件
过路盒
代码
C
B
Y
P
F
L
S
H
G
半成品:(压铸件、五金件、铝基板、光源板、反光罩、扩散板、反光纸)
半成品代码+壳体型号-两位流水-工艺代码-2位流水号颜色不同用成品相应的颜色代码区分。
08
083
镇流器(钠)
规格功率电压频率材质是否符合安规是否符合ROHS其它
产品零件编码方法

产品零件编码方法产品零件编码是指为产品的各个组成部分分配独特的标识码,以便于在生产、销售、维护等各个环节中对产品零件进行管理和跟踪。
产品零件编码方法的选择和设计非常重要,可以直接影响到产品的生产效率、质量控制和售后服务的满意度。
1.单位编号法这种编码方法是将产品的零部件按照其所属的部件组织单位进行编号。
对于大型的机电设备或者复杂的系统,其零部件编码通常是通过层次结构去组织的,从总成到分支再到最细的零部件。
例如,以“机械-电气-液压”三级划分组织,然后再使用数字或字母来进行细分和标识。
2.功能编号法这种编码方法是将产品零部件按照其功能分类进行编号。
对于一些产品,常常有一些相似的零部件在不同的位置上起到相同的作用。
如果将它们统一编号,则可以减少编码的复杂程度。
例如,对于汽车的刹车系统,可以将各种制动盘、制动片、制动油管等零件归为一类进行编号。
3.材料编号法这种编码方法是将产品的零部件按照其所采用的材料分类进行编号。
材料是零件重要的属性之一,通过对材料进行分类和编号,可以方便对产品的材料成分、性能等进行跟踪和管理。
例如,将不锈钢、铝合金、铜等材料的零部件进行编号。
4.产品层次结构编码法这种编码方法是按照产品的组成层次结构进行编号。
可以从总成开始编码,然后再对总成进行细分,直到最细的零件。
可以使用数字、字母、符号等来表示不同的层次关系,比如用“-”来连接不同层次的编码。
5.地区编号法这种编码方法是按照产品所生产或销售的地区进行编号。
对于全球化的企业来说,可以将零部件的编码与地区进行关联,方便在生产、销售和售后服务等环节中进行管理。
比如使用不同的代码表示不同的国家或地区,再通过数字或字母进行细分。
选择适合的产品零件编码方法,需要考虑产品本身的特点、组织管理的需要、生产和销售的流程以及信息系统的支持等因素。
合理的编码方法可以提高对产品零件的管理效率和准确性,减少错误和混淆的可能性,为企业提供快速、准确的零部件跟踪和信息查询服务。
公司材料编号管理方案
公司材料编号管理方案在公司中,用于识别、管理和追踪材料的编号是非常必要的。
在这个方案中,将提出一种公司材料编号管理方案,以满足实际的管理需求。
一、编号规则公司材料编号应该以一定的格式组织,使得可以根据编号推断出一些相关信息。
可以考虑以下规则:1.编号由不超过10位数字组成;2.前3位为公司代码,可以使用英文缩写或简称;3.第4位为数字,表示材料类型,可以指定一套标准的类型编码表;4.后6位为数字,表示材料的序号,每个材料的序号顺序递增,即可实现追踪和管理。
例如,甲公司的原材料编号规则为JIA-1-000001,其中JIA代表甲公司的英文简称,1代表原材料的类型,000001代表该原材料在甲公司中的序号。
二、编号管理系统为了进行有效地材料管理,建立一个完善的材料编号管理系统是非常必要的。
该系统包括以下内容:1.编号申请:公司各部门在需要新材料时,向材料管理中心提出编号申请,填写相关信息,包括材料名称、规格、用途等。
材料管理中心审核申请,并分配新的材料编号。
2.编号分配:由材料管理中心根据编号规则,为新材料分配编号。
分配后,将该编号记录在材料清单中,并提供给申请者。
3.编号查询:材料管理中心在不同的材料清单中记录了所有材料的编号、名称、规格、型号、用途、存放地点等信息。
当需要查询某个材料时,可以通过编号进行快速查询。
4.编号变更:在实际的管理中,部分材料可能会发生一定的变化,包括名称、规格、用途等。
这时需要对该材料的编号进行修改,保证新的编号与原编号有所区别。
5.材料统计:通过分析材料清单中记录的信息,可以对公司的材料进行统计分析。
包括材料种类、数量、用途、存量等等。
这些统计数据可以提供给管理者做出有针对性的决策。
三、管理流程在实际的管理中,以上规则和系统需要进行有效地整合,建立一个科学的管理流程。
该流程包括以下步骤:1.材料使用申请:各部门根据需要向材料管理中心提出申请,标明材料名称、规格、用途等。
材料编码原则
材料编码与产品编码原则1、总原则:1.1 一物一码,一码一物,唯一对应。
1.2 编码应采用数字,加连字符为主,除非必须,避免采用字母。
1.3 不追求编码的完全释义性,即编码中除了释义性的编码外,必须含有流水号码。
1.4 铜线、胶料及辅助材料的规格,必须于材料名称中用文字描述完备、准确,端子、包装材料除了准确的文字描述外,还要具备准确可靠的工程图纸。
2、工作流程:2.1 材料编号的制定流程:2.1.1凡遇到没有编号的新材料(铜线、胶料、端子类),由采购员填写《厂商送样确认表》,提交给研展组责任工程师经其确认,并经工程部经理核准后方可申请编号;其它新材料(包材及其它辅助材料等)则由相关工程师在《材料编号制定申请单》上提出书面申请,经工程部经理核准后方可申请编号;2.1.2 由BOM小组专职人员根据本编号原则,拟定材料编号;2.1.3 BOM小组负责将核准的申请单录入电脑ERP系统;2.1.4全部过程中,申请表的内容必须完整填写,表单要完好保存。
2.2 BOM的制定流程:2.2.1 新产品由业务员开出《产品申请表》并呈所属组长、业务经理及高层主管核准后提交给工程部BOM小组,由BOM小组依本厂产品编码原则给出产品编号,并送交责任工程师制作材料清单;2.2.2 BOM小组负责将工程师已制作好的《产品申请表》录入ERP系统(具体包括产品规格及原材料信息并需确定其用量),并打印一份给工程师确认,《产品申请表》则复印后交给业务,原稿保存在资料室。
3、4、1011021031041051061075、备注=上表中的牌号即我们常指的供应商的料号(胶料厂的料号通常表示某一特定的颜色);●既有胶料的牌号,可直接采用原牌号。
以后新料的牌号,可以采用Pantone® Color色卡号。
例如,新配料蓝色286外被料,邵氏硬度69A,可橡胶料厂指定编号204-286-69。
●关于胶料牌号中的字母:牌号前的字母:N——无毒料T——弹簧料牌号后的字母:A——ABS非移行性P——PS非移行性U——UL认证料邵氏硬度后的字母:L——亮面(消光、雾面不予标注)除上述几种字母外,其余特征,如产家、日本粉/台湾粉、透明、荧光等,一律不再增加字母作解释,而采用后加流水号区分的办法。
公司材料编号制度
公司材料编号制度1. 引言材料编号制度是公司材料管理流程中的一个重要环节,它的规范化和科学化不仅能够提高公司材料管理的效率,节约公司人力物力等资源,也能够提高公司的管理水平,保障公司材料管理的质量。
本文档旨在规范公司的材料编号制度,确保公司材料的全过程管控,包括材料的跟踪、进出库管理、库存盘点、发放等。
2. 应用范围本制度适用于公司全体员工,包括财务、采购、入库、出库以及与材料交付有关的其他人员。
3. 材料编号原则为了确保材料编号的规范性和科学性,制定以下原则:1.材料编号结构要明确,要求每个材料编号由以下几部分组成:产品型号+生产日期+生产批次+进货日期。
2.材料编号中的每个部分要有固定的编号标准,以便于查询、管理和识别。
3.材料编号应统一管理,杜绝同一材料不同编号的情况发生,确保每个材料只有一个编号。
4.材料编号应有唯一性,杜绝公用编号的情况,确保每个材料有独立的编号。
5.材料编号应有可追溯性,方便跟踪材料的来源、去向和使用情况。
4. 材料编号的构成材料编号是由一定顺序排列的组合码,它主要由以下几个部分构成:4.1 产品型号产品型号是材料的基本属性之一,它是材料编号的首要部分,也是材料编号的区分标志。
对于同种类的材料,其产品型号应具有一定的差异。
如果同种类的材料,产品型号相同,应该采用参数、技术、规格等其他属性来区分。
4.2 生产日期生产日期是指材料生产的具体日期,一般采用年月日表示,如“2022年09月01日”或“2022-09-01”。
对于私人用途的材料,也可以只用年月表示。
4.3 生产批次生产批次是指同一产品型号在同一生产日期下的一批生产产品,一般采用数字、字母或组合表示。
生产批次的编号要求具有连续性、唯一性和区分度,以便于跟踪和管理。
4.4 进货日期进货日期是指材料进入公司的具体日期,一般采用年月日表示,如“2022年09月01日”或“2022-09-01”。
5. 材料编号的管理材料编号的管理是公司材料管理流程中的重要环节,它直接关系到材料的跟踪、管理、使用与处理。
编号规则
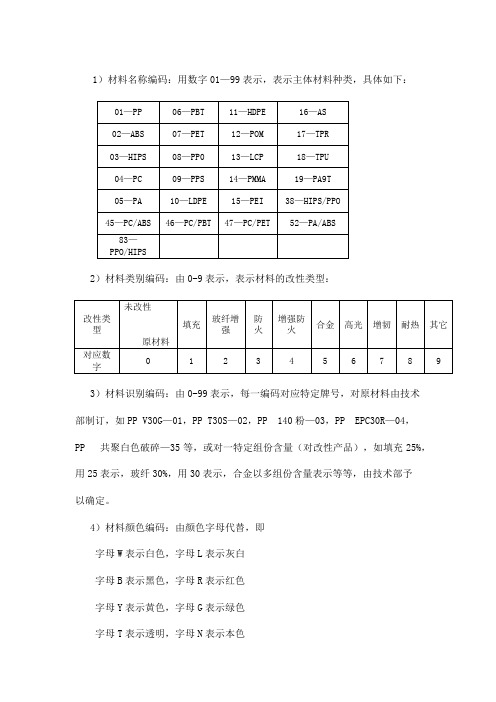
1)材料名称编码:用数字01—99表示,表示主体材料种类,具体如下:
2)材料类别编码:由0-9表示,表示材料的改性类型:
3)材料识别编码:由0-99表示,每一编码对应特定牌号,对原材料由技术部制订,如PP V30G—01,PP T30S—02,PP 140粉—03,PP EPC30R—04,
PP 共聚白色破碎—35等,或对一特定组份含量(对改性产品),如填充25%,用25表示,玻纤30%,用30表示,合金以多组份含量表示等等,由技术部予
以确定。
4)材料颜色编码:由颜色字母代替,即
字母W表示白色,字母L表示灰白
字母B表示黑色,字母R表示红色
字母Y表示黄色,字母G表示绿色
字母T表示透明,字母N表示本色
字母L表示蓝色,字母Z表示棕色
字母D表示杂色,字母H表示半透
字母C表示茶色
5)材料形态编码,由一个拼写字母表示,如K—颗粒料,P—破碎料,F—粉料,W—未破碎料,J—胶头料,B—布料,S—丝料,Y—液体。
6)材料供应商(对原材料)或客户(对产品)编码,由0-99表示,分别由
采购和技术统一确定。
7)九位编码中,产品名称,只需写上前五位,如PP—01130(代表30%填充PP),ABS—02230(代表30%增强ABS)但对应该产品牌号需要写全九位。
如ABS—02230—N—K—16,代表的是客户编码是16的本色30%增强ABS材料。
同样,原材料名称可只写前五位,如PP—01001代表PPV30G,PP—01035,代表PP共聚白色破碎,但对应该原材料编码号则需写全九位,如PP—01035—W —P—08,代表是对PP供应商编号为08的PP共聚白色破碎料。
包材材料编号规则
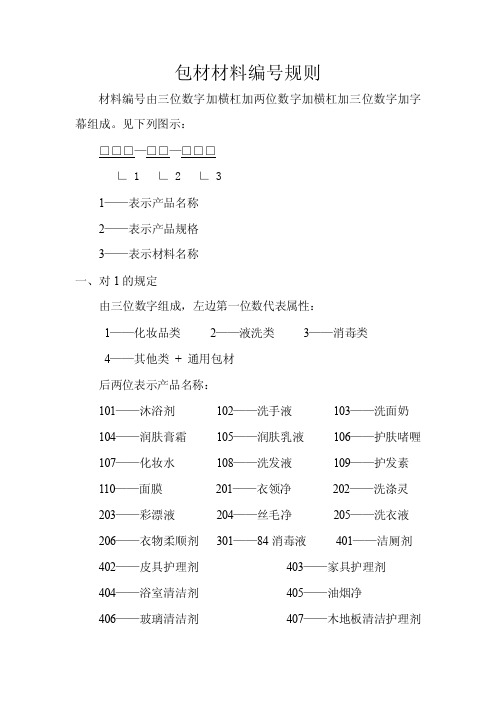
包材材料编号规则材料编号由三位数字加横杠加两位数字加横杠加三位数字加字幕组成。
见下列图示:□□□—□□—□□□∟ 1 ∟ 2 ∟ 31——表示产品名称2——表示产品规格3——表示材料名称一、对1的规定由三位数字组成,左边第一位数代表属性:1——化妆品类2——液洗类3——消毒类4——其他类+ 通用包材后两位表示产品名称:101——沐浴剂102——洗手液103——洗面奶104——润肤膏霜105——润肤乳液106——护肤啫喱107——化妆水108——洗发液109——护发素110——面膜201——衣领净202——洗涤灵203——彩漂液204——丝毛净205——洗衣液206——衣物柔顺剂301——84消毒液401——洁厕剂402——皮具护理剂403——家具护理剂404——浴室清洁剂405——油烟净406——玻璃清洁剂407——木地板清洁护理剂408——空气清新除味剂409——低温彩漂粉410——高效去油剂411——洁污粉412——洗衣粉413——管道通414——水垢净415——热缩膜416——胶带二、对2的规定01——30g以下02——30~99g 03——100~199g 04——200~749g 05——750g 06——750g以上三、对3的规定前两位数字表示名称,最末位字母表示颜色01——瓶子02——软管03——小袋04 ——盖子05 ——花盒06 ——瓶标07 ——垫片08 ——泵头09 ——内塞10 ——罩11 ——说明书12 ——手提袋13 ——塑托14 ——金圈15 ——纸箱16 ——套盒垫17 ——卡格18 ——垫板R ——红Y ——黄 B ——蓝W ——白G ——绿四、示例如:500g装衣领净绿盖201—04—02G。
编号规则ZWWAN

公司材料编号规则:第一条目的:将本公司所使用的原料、物料,按其性质各归其类并予以编号,以利于料账的登载及材料的电脑处理作业。
第二条范围:本材料编号的内容包括用于生产的原料及物料,电器类办公用品,不包括生活用品及日常办公用品。
第三条分类方法:按用途及材质混合分类法分为10类:第一类仪表类第二类电器设备类第三类部件类第四类阀件类第五类接头类第六类钢瓶气类第七类半成品类第八类易耗品类第九类钢材类第十类其它类第四条编号方法:本公司材料编号采用数字、字母结合法,每项材料主要以4段7位数字代表,附属部件作为7位数的附加段编号。
第一段第1位数代表大分类,编号由0到9,其中0代表其它类别。
仪表类 1电器设备类 2部件类 3阀件类 4接头类 5钢瓶气类 6半成品类 7易耗品类 8钢材类 9其它类 0第二段第2位数代表中分类,编号由0到9,新增加分类由英语字母A,B,C, …开始往下编,分类数量不超过36个,其中0代表其它类别,如仪表类分为:光谱吸收分析仪类 1色谱分析仪类 2磁氧分析仪类 3热导分析仪类 4硫分析仪类 5氧化锆分析仪类 6便携仪表类 7水分析仪类 8水质分析仪类 9烃分析仪类 A环境仪表类 B密度计类 C其它类 0第三段第3位数代表小分类,一种代表生产厂家或供货商分类,另一种相同厂家的材料则第3位数代表上一级分类的细分类(名称),编号由0到9,新增加分类由英语字母A,B,C, …开始往下编,分类数量不超过36个,其中0代表其它类别。
如光谱吸收分析仪分厂家:ABB 1NOVA 2其它 0第四段第4位至第7位代表三级分类下属分类(规格或原理),根据需求每种预留5000个号、1000个号、100个号、50个号或10个号等。
举例一:光谱吸收分析仪里ABB仪表,四级分类现主要包括红外分析仪、近红外分析仪、远红外分析仪、紫外分析仪和其它类。
给红外分析仪预留500位编号,由于每台仪表都不一样,则第一台规格为A02040的红外分析仪编号为1110001,第二台规格为EL6010-Uras 14的红外分析仪编号为1110002,其它依此类推1110003,1110004,……1110500;近红外分析仪预留200个编号,新增该类仪表第一台编号为1110501,其它以此类推1110502,1110503……1110700;远红外分析仪、紫外分析仪同样预留200位编号,编号方法与前面一致。
常见物料分类及编码规则
常见物料分类及编码规则常见物料分类及编码规则XXX实行三级分类管理,对所有物料(除固定资产外)进行分类,分为大类别、小类别和品种类型。
物料编码总长为15位,物料大类、小类、物料品种和物料规格型号之间用英文句号隔开。
基本编码结构如下:X.XX.XX.XXXXXXXXXX。
一、物料大分类及其代码:1、电子材料:用“T”表示。
电子材料是指以其电性能为主要应用的材料,包括集成电路类、印刷电路板类、电类、电阻器类、电感器类、晶体管类、接插件类、稳压器类、变压器类、充电器类、开关类、电池类、电声器类、电位器类、磁珠类、数据线类和电线电缆类等。
2、光学材料:用“G”表示。
光学材料是指传输光线的介质材料,包括光学玻璃、光学晶体和光学塑料等光学介质材料,但不包括光电性能一体化应用的光电材料,例如发光二极管、氖灯、日光灯、显像管、液晶屏等光电类材料,该类材料归于电子材料类。
3、塑胶材料:用“S”表示。
塑胶材料是指以高分子合成树脂为主要应用的材料,包括ABS、PVC、PA、PS、PE等塑胶料,但不包括光学与塑胶一体化应用的材料,以及用于产品包装的塑胶材料,例如有机玻璃、玻璃钢、吸塑盒等,该类材料归于光学材料类或包装材料类。
公司目前应用的塑胶材料主要包括数码相机、车载摄像头、网络摄像头等产品的塑胶结构件,例如机壳,以及用于其他用途的PVC线管、塑胶工具、塑胶模具等。
4、金属材料:用“J”表示。
金属材料是指以钢、铁、铝等为主要应用的材料,公司目前主要包括数码相机、摄像头等产品使用的金属结构件,以及用于其他用途的角铁、金属线管、金属紧固件、金属工具、金属模具等。
5、包装材料:用“B”表示。
包装材料是指用于产品包装的材料,主要包括包装箱、吸塑盒、胶袋、包装带、封箱胶纸、不干胶标签、防潮剂、合格证等。
6、辅助材料:用“F”表示。
辅助材料是指构成产品实体的非主要材料,或辅助产品生产的应用材料,公司目前主要包括:UV胶、热固胶、酒精、锡膏、锡浆、清洗剂、无尘布、泡棉垫、双面胶、保护膜、钢网纸、胶水、锡条等。
原料编码管理制度内容

原料编码管理制度内容一、总则为了规范和管理企业的原料编码工作,提高管理效率,保障企业产品质量和安全,特制定本制度。
二、适用范围本制度适用于企业所有原料的编码管理工作。
三、原料编码管理机构及职责1. 设立原料编码管理部门,负责企业原料编码管理工作的组织、协调和监督。
2. 原料编码管理部门的主要职责包括:制定原料编码管理制度、审核、发布及维护原料编码、指导原料编码工作、监督原料编码执行情况等。
3. 确保原料编码的准确性和唯一性,防止重码、错码等情况发生。
四、原料编码规则1. 原料编码应遵循一定的规则,一般包括以下内容:(1)原料类别编号:每种原料都应有一个独一无二的类别编号,以区分不同种类的原料。
(2)原料序号:对于同一类别的原料,应按照一定的顺序编号,便于识别与管理。
(3)产品批次编号:每批次原料生产出来后都应有一个独特的批次编号,便于追溯和管理。
2. 原料编码规则应力求简单明了,方便操作和管理。
五、原料编码管理流程1. 原料采购:采购部门在采购原料时,应向供应商索取原料编码,并确认其准确性。
2. 原料入库:仓库管理人员在接收原料时,应核对原料编码,确保与采购时一致。
3. 原料登记:原料管理人员应在系统中登记原料信息,包括原料编码、名称、规格、供应商等。
4. 原料出库:生产部门在领取原料时,应核对原料编码和名称,防止领错、领漏原料。
5. 生产过程中:生产人员应按照工艺要求使用正确的原料,严禁混用、替代。
6. 原料退库:发现原料质量问题时,应及时退回仓库,并更改原料状态。
7. 原料报废:过期、损坏等原因导致原料无法使用时,应按照规定流程进行报废处理。
8. 原料销售:销售部门在销售原料时,应核对原料编码和数量,确保与实际情况一致。
六、原料编码管理记录1. 原料编码台账:记录每种原料的编码、名称、规格、供应商等信息。
2. 原料进销存记录:记录每种原料的采购、入库、出库、库存等信息,便于掌握原料情况。
3. 原料报废记录:记录每种原料的报废原因、数量、处理情况等信息。
材料内部编号管理制度范文
材料内部编号管理制度范文材料内部编号管理制度范文第一章总则第一条为了加强材料内部编号管理,提高工作效率,确保材料管理的规范性和准确性,制定本管理制度。
第二条本管理制度适用于本单位所有相关部门和人员。
第二章编号的规定第三条本单位材料内部编号由7位数字组成,其中前三位表示单位代码,后四位为顺序号。
第四条所有材料必须在发生时立即按照本单位的材料内部编号管理制度进行编号,并在建档立卡后进行统一管理。
第五条对于涉及涉密材料的编号,应严格按照国家有关保密规定进行管理,确保信息安全。
第三章编号管理的流程第六条材料内部编号管理采用线上线下相结合的方式进行,具体流程如下:1. 线下流程:(1)材料产生后,由相关部门负责人指定专人进行编号;(2)专人将材料信息填写到编号登记表中并进行归档;(3)编号登记表上的相关信息包括材料名称、部门、产生时间、编制人等;(4)编号登记表需备份并保存在材料管理系统中。
2. 线上流程:(1)专人在材料管理系统中录入相关材料信息,包括编号、名称、部门、产生时间等;(2)材料管理系统会自动生成材料内部编号,并将编号与相关信息进行绑定;(3)材料管理系统会自动更新编号登记表,并对已录入的材料进行电子归档。
第四章编号管理的要求第七条对于已经编号的材料,不得更改其编号,如有需要,需按照特定流程进行申请和审批。
第八条对于涉密材料的编号,专门设置受密材料管理岗位,由该岗位负责人审核并进行编号。
第九条编号管理人员应定期对已归档的材料进行清单核查,确保编号的准确性和完整性。
第十条材料管理系统应定期进行备份和升级,确保系统的可靠性和稳定性。
第五章违规处理第十一条对于违反本管理制度的行为,将依照本单位相关规定进行严肃处理,并追究相应人员的责任。
第六章附则第十二条本管理制度由相关岗位负责人负责解释。
第十三条本管理制度自颁布之日起执行。
第十四条本管理制度的解释权归本单位所有。
总结:本材料内部编号管理制度的制定是为了规范材料管理流程,保证材料编号的准确性和统一性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
整理文本
材料编号办法
第一条目的
为了将本公司的原料、物料,按其性质各归其类并予以编号,以利于料账的登载及数据的电脑处理作业,特制订本办法。
第二条范围
本材料编号的内容包括原料及物料,以下两种不包括在内:
(1)计入资产需逐年摊提的项目。
(2)作为费用科目处理的项目,如办公用品、清洁工具等。
第三条分类方法
第一类钢料类
第二类铁料类
第三类铝料类
第四类其他金属材料类
第五类五金材料类
第六类机器配件类
第七类建材类
第八类电器材料类
第九类塑胶材料类
第十类门窗配件类
第十一类工具类
第十二类化工材料类
第十三类焊料类
第十四类杂项材料类
第四条编号方法
1.本公司材料编号采用数字法,每项材料以4段9位数字代表
第一段1~2位数表示物料的类别(大分类)。
第二段3~4位数表示物料的名称(中分类)。
第三段5~8位数表示物料的规格(小分类)。
第四段第9位数表示电脑的检查号码。
2.检查号码:
按固定公式计算出一数值,以供查验该项材料编号是否正确。
公式如下(用2.5m/m厚3’×6’长宽的铁板为例)。
(1)将八位数字按12121212的次序个别乘之。
(2)将积算的个位数相加。
(3)将积算的十位数亦加入个位数的和内。
(4)将所求得的和的个位数被10减之,所得之数即为检查号码。
第五条部门
本公司的材料不论对外订购的单位如何,对内记录一律采用以下标准:
1.计数:如支、张、个、条、罐一律定为“EA”。
复数单位如双、套、付、组等一律定为“ST”。
2.计量:长度以“M”(米)或“FT”(英尺)或“Y”码计算。
重量以“KG”千克计算。
容量以“LK”或“L”计算。
同一材料项目所使用的单位均订于本公司材料编号簿内,不得任意使用。
第六条附则
本办法经经理级会议修正通过,并呈总经理批准后实施。
本文档部分内容来源于网络,如有内容侵权请告知删除,感谢您的配合!
.。