数控电解磁力研磨光整加工工艺轨迹的生成与参数分析
数控电解修磨抛光技术研究与应用
所需 的工作环境 ;利用遥控 、遥现等科 学手段进行 加工 与检测 ,以消除人 为的影 响因素 ;空气 、切削液等恒 温
方法的研 究。
化无杂质的材料 , 加工后残余应力要 小 ,能长期保持 尺
寸精度的稳定性。 ( )工件检测 精密测量与加工一样重要 。对 于微 4
( )操作者 的技艺 操作 者不但要 有高超 的技艺 , 7 而且要有较宽 的知识面 ,懂得 机械 、电子 、计算机 、物
j
L趑亟 蚕l ; 。 蛋 蒸 l 雪
数 控 电解 修 磨 抛 光 技 术 研 究 与应 用
河南科技学院 ( 乡 新 4 30 ) 王振宁 5 03 侯 凯歌 元 国伟
随着工业设备和产品不断地 向精密化方 向发展 ,传
统加工 方法 在有 些领 域 已经很 难胜 任 高精 度 的加工 要 求 ,特别是 对复 杂形 状 的模具 精 密抛 光 的问题 尤 其 突 出 ,因此新型修磨抛光加工工 艺的研究就有着重 要的意 义。作 为新型加工技术之一 的电化 学光整加工 以其加工 效 率高 、工具无损耗 、加工后工件 表面无热影 响层 、结 构表面光滑 、无 内应 力 、无裂纹 、加工 不受材料 硬度 的
理工序。
被加工材料的性 能 ( 如化学成 分 、物理 和力 学性 能等 )
也是影响加工精度和表面粗糙度 的重要 因素之一 。材料
的选择是 以纳米级 的表面质量为前提 的,可称之为 “ 微 加工性 ” ,影响微加工 性的 因素有 :材料 与金刚石 的 内
( )工作环境 6
微 细切削加工的工作 环境是保证加
并形成很薄的一层氧化膜 ,这层氧化膜 电阻很大但很软 ,
限制等优点 ,在光整加工领域 中得 到快速 的发展 。但 是
磁力研磨光整加工技术综述
磁力研磨光整加工技术综述浙江工业大学机械电子工程摘要:本文在阐述磁力研磨加工技术发展历史和研究现状的基础上,介绍了磁力研磨的基本原理、加工特点,并针对不同的加工对象,给出了几类典型的加工设备。
最后介绍了磁力研磨加工技术的应用领域及发展趋势,并提出了今后研究应用重点关注的方向。
关键词:磁力研磨;精密加工;Review of the magnetic abrasive finishing Abstract: The development history and current research situation of the Magnetic Abrasive Finishing (MAF) is studied. The fundamental and processing characteristic of the MAF are introduced. According to the difference of processing objects, some typical devices are provided. Finally, it introduces the field of the application and the trend of the development of the MAF, and some suggestions on the research of the MAF are proposed.Key words: magnetic abrasive finishing; precision working1 引言随着工业的发展,对零件的表面光整加工技术和棱边精加工提出越来越高的要求。
光整加工技术正是以提高零件表面质量作为出发点,经过光整加工的零件表面具有低的表面粗糙度和良好的表面微观几何形貌,不仅具有良好的外观质量,而且还有耐磨、防腐蚀和抗疲劳等作用。
磁力研磨光整加工技术的实验研究
’ 引 言 磁力研磨光整加工技术以其具有的柔性、自适 应性、压力可控性好以及表面精度高等特点,在实 现模具型腔精加工的完全自动化方面具有很好的 发展前景。现借用实验手段,分析影响磁力研磨加 工技术的各种因素的影响规律及存在的最佳值。 磁力研磨光整加工和所有的光整加工技术一 样, 有 ! 个主要的技术指标: 加工质量和加工效率, 具体来说就是工件的表面粗糙度和材料的去除 量。而影响工件表面粗糙度和材料去除量的因素很 多,现重点研究加工区域中的磁场强度、加工的间 隙、 加工时间、 磁极的转速、 磁极的形状、 磁粒的成 分、 结构和粒度、 研磨液以及工件的材质等因素, 通 过实验寻找出它们对工件表面粗糙度和材料去除 量的影响规律, 以便对各参数进行优化处理。
图 4 磁极转速对加工性能的影响
#* 当工件回转速度逐渐增大时, 单位 (" 1 ’ !""2 3 ,-., 时间内磨削距离增加, 金属的去除量也增大, 表面粗 糙度值减小。工件转速增大到一定值后,磨粒会沿 着工件回转的切线方向流动,使工作间隙内磨料飞 散而不利于磨料在加工区域内的保持,如转速继续 增大,则会因工作间隙内磨料基本全部飞散而失去 研磨能力,因此对磁极转速的选择是很重要的。为 了达到理想效果, 应根据实验的条件来定, 本实验条 件下, 实验的结果如图 4 所示, 磁极的转速在 ’ !""2 3 ,-. 较好。
图 # 磁感应强度对加工性能的影响 图 * 加工间隙对磁力研磨加工的影响
使工件表面的金属去除量减小, "# 值增大。 加工间隙的变化引起加工表面粗糙度和金属去 除量变化的原因是工作间隙的变化导致磁感应强度 的变化。为了弄清磁感应强度随工作间隙变化的规 律,对这一问题进行了实验,图 ! 是实验得到的结 果。 这一实验结果是在其它条件不变, 只改变工作间 隙大小的情况下得到的。结果表明, 随着加工间隙的 增大, 磁感应强度几乎呈直线减小。
电解-磁力研磨钛合金的工艺参数优化
电 镀 与 精 饰
doi:10.3969/j.issn.1001-3849.2018.O1.006
第 4o卷第 1期(总298期) ·27·
电解 .磁 力研 磨 钛 合 金 的 工 艺参 数 优 化
田腾 腾 , 陈 燕 , 谭 悦 , 刘 永健
(辽 宁科 技大 学 机械 工程 与 自动化学 院 ,辽 宁 鞍 山 114051)
摘要 :为 了改善钛合金零部件的表面质量,降低 其表面粗糙度 ,基 于电解一磁 力研磨复合加工工艺,
选 用烧 结 法制 备 的 A1 0 系球 形磁 性 磨料 ,对钛 合金 样 件 进行 表 面光 整加 工。采 用响 应 面法 获得
了工件表 面粗 糙 度 关于 电解 电压 、主轴转 速及进 给 速度 的 2阶 响应 曲面 函数 及 显著 影 响 工件表 面
粗糙 度 的 关键 因素 。 实验 结果表 明 ,优 化 的 电解 一磁 力研 磨 参 数 如 下 :主轴 转 速 l000r/min,电解
电压 15V,进给速度 2.5mm/s。在优化的工艺参数下对钛合金样件 电解一磁力研磨 10min,样件 的
表 面粗糙 度 由原 始 的 1.7 纹和 微 观 形貌 得 到 明显 改善 ,提 高 了零件
Abstract:In order to improve the surface quality of titanium alloy parts,and reduce the surface rough- ness,based on the electrolysis magnetic grinding composite processing technology, the A12 03 ser ies spher ical magnetic abrasive grains prepared by sinter ing method was selected and then the surface finish— ing was per formed on the titanium alloy samples.The response surface methodolog y was used to obtain the 2 order response sur face function and the key factors that affected the workpiece sur face roughness signif i— cantly,including the electrolytic voltage,spindle speed and feed rate,getting the better electrolysis mag- netic grinding param eters: spindle speed 1 000 r/m in,electrolytical voltage 15 V ,feed rate 2.5 mm/s. Under the optimized parameters,the titanium alloy sample was treated with electrolysis magnetic gr inding for 10min,the sample surface roughness was from the original 1.7 Ixm down to 0.13 Ixm ,the surface micro crack and micro morphology have been improved obviously,and the service life of the spare parts has also improved a lot. Keyword:titanium alloy;electrolysis;magnetic abrasive;response sur face method;sur face roughness
磁力研磨抛光机工作原理_理论说明以及概述
磁力研磨抛光机工作原理理论说明以及概述1. 引言1.1 概述磁力研磨抛光机是一种用于对工件进行抛光和修整的先进设备。
它利用磁力场与磨料之间的相互作用,通过磨料与工件表面的摩擦力来实现去除表面缺陷、改善表面质量的目的。
磁力研磨抛光机在金属加工、精密制造、光学等领域中得到广泛应用,并且具有高效、自动化程度高以及成本低等优点。
1.2 文章结构本文将详细介绍磁力研磨抛光机的工作原理和理论说明,并分析其技术应用与发展趋势。
具体而言,文章由引言、主体和结论三部分组成,其中主体包含三个章节:磁力研磨抛光机的工作原理、理论说明和技术应用与发展趋势展望。
1.3 目的本文旨在深入探讨并解释磁力研磨抛光机的工作原理和相关理论知识,为读者提供清晰全面的了解。
同时,通过对磁力研磨抛光机技术应用与发展趋势的分析,为行业发展提供参考和展望。
希望通过本文的阐述,读者能够全面认识磁力研磨抛光机,并认识到其在各个领域中的重要性和潜力。
2. 磁力研磨抛光机工作原理2.1 磁力研磨抛光机的定义与分类磁力研磨抛光机是一种利用磁力来实现金属零件表面抛光和修整的设备。
根据其工作方式和结构特点,可以将磁力研磨抛光机分为多种类型,包括旋转式、振动式和喷射式等。
2.2 磁力研磨抛光机的组成部分磁力研磨抛光机主要由以下几个组成部分构成:- 磁盘:用于承载和固定待加工的金属零件。
- 研磨液槽:用于装载和供应研磨液体,保持较低的摩擦系数和温度。
- 颗粒物:在操作过程中,将颗粒物掺入到研磨液中用于实现表面修整效果。
- 电源系统:提供电流以形成所需的电场。
- 控制装置:可调节电流和时间参数来控制加工过程。
- 传动系统:通过驱动装置实现盘与盘之间的运动。
2.3 磁力研磨抛光机的工作原理磁力研磨抛光机利用磁力和液体流动来实现抛光和修整目标。
具体工作过程如下:- 将待加工零件固定在磁盘上。
- 在磁盘上方注入带有颗粒物的研磨液。
- 接通电源,形成一个施加磁力的电场。
磁力研磨的现状与加工特点
磁力研磨的现状与加工特点随着CAD/CAM 技术的快速发展,复杂形状零件的加工方法逐渐倍受国内外的关注,尤其在航空航天、船舶、汽车和国防等领域中,许多核心零件都具有复杂的曲面。
由于复杂曲面不能由初等解析曲面组成,因此复杂形状零件的复杂曲面的高效和高质量加工一直是国内外制造领域中的难题。
现有的复杂曲面光整加工方法存在着诸多弊端,因此,需要一种更加适用于复杂曲面的光整加工方法。
磁力研磨加工是把磁场应用于传统的研磨技术中开发出的一种新的有效的光整加工方法之一。
这种加工方法由于其柔性和自适应性,适合于平面、球面、圆柱面和其它复杂形状零件的加工,利于实现光整加工的自动化。
因此,磁性研磨加工技术越来越得到重视。
1.研究现状磁力研磨加工技术,最早是由前苏联工程师Kargolow 于1938 年提出,泛指利用辅助磁场的作用,进行精密研磨的一种工艺方法。
之后,前苏联、保加利亚、日本等国家对其进行了深人的研究。
迄今为止,国外磁力研磨技术已成功地应用在多个方面.如不锈钢管和净气瓶的内壁研磨,研磨修整超硬磨料砂轮,研磨塑料透镜,细长轴类陶瓷加工,缝纫机零件等的去毛刺与抛光加工,提高刃口的使用性能等。
国内对于磁力研磨的研究工作是近二十年来才开始进行的,经过这些年的研究,取得了一些有价值的研究成果,例如上海交通大学进行了物流管道内表面磁力研磨的回转磁场的设计H1;太原理工大学研制了粘结法和热压烧结法制备磁性磨料的工艺,并深入研究了磁力研磨的磨削机理;西安工业学院进行了磁力研磨加工的数值仿真,以及磁屏蔽对内圆磁力研磨加工影响的研究。
山东理工大学自行研制了三坐标数字化加工控制磁力研磨机床。
由于国内起步比较晚,在理论和实验等方面还和国外有不小的差距,目前还主要处在实验研究的阶段,实际应用的不多,而且深度与国外相比还不够博。
因此,本文提出一种复杂曲面磁力研磨加工方法,其加工工具具有磁性磨料的自动更新等功能。
2.加工特点磁力研磨加工是在强磁场作用下,填充在磁场中的磁性磨料被沿着磁力线的方向排列起来,吸附在磁极上形成磨料刷,并对工件表面产生一定的压力,磁极在带动磨料刷旋转的同时,保持一定的间隙沿工件表面移动,从而实现对工件表面的光整加工。
数控铣床磁力研磨加工的研究

数控铣床磁力研磨加工的研究St udy on the M agnetic Force Grinding Processing w it h N C M illing M achine河南职业技术师范学院(453003) 王振宁 张学良【摘要】为实现模具型腔在经济型数控铣上精铣后的光整加工,我们直接在经济型数控铣床上,采用磁力研磨工艺对模具型腔进行光整加工,取得了很好的效果。
关键词 磁力研磨 数控铣床 程序Keywords mag netic for ce g rinding ,NC milling m achine ,pro gram 使用数控铣床制造模具是常用的加工方法,但往往仍然不能满足模具型腔表面粗糙度的要求,大都需要钳工进行二次抛光。
人工抛光不仅效率低,而且质量极不稳定,对模具的质量和寿命有着极大的影响;如果用电化学抛光,不仅设备投入大,而且对复杂型腔模具的抛光效果并不理想。
为了解决这一难题,我们利用数控铣床,对模具的型腔进行了磁力研磨实验,取得了极好的实验效果。
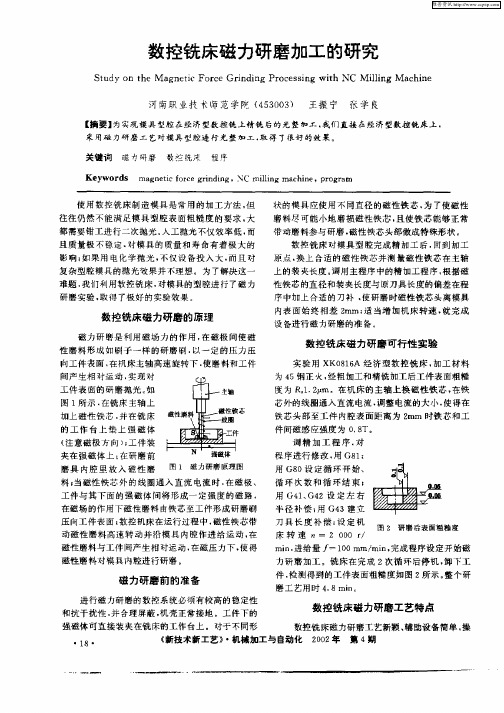
数控铣床磁力研磨的原理 磁力研磨是利用磁场力的作用,在磁极间使磁性磨料形成如刷子一样的研磨刷,以一定的压力压向工件表面,在机床主轴高速旋转下,使磨料和工件图1 磁力研磨原理图间产生相对运动,实现对工件表面的研磨抛光。
如图1所示,在铣床主轴上加上磁性铁芯,并在铣床的工作台上垫上强磁体(注意磁极方向);工件装夹在强磁体上;在研磨前磨具内腔里放入磁性磨料;当磁性铁芯外的线圈通入直流电流时,在磁极、工件与其下面的强磁体间将形成一定强度的磁路,在磁场的作用下磁性磨料由铁芯至工件形成研磨刷压向工件表面;数控机床在运行过程中,磁性铁芯带动磁性磨料高速转动并沿模具内腔作进给运动,在磁性磨料与工件间产生相对运动,在磁压力下,使得磁性磨料对模具内腔进行研磨。
磁力研磨前的准备 进行磁力研磨的数控系统必须有较高的稳定性和抗干扰性,并合理屏蔽,机壳正常接地。
旋转磁场磁性磨粒光整加工内孔磁路的数值模拟及实验研究

s e s h e trf ih g ef c s pe d i,t e b te i s i fe ti. n n Ke r y wo ds:r t to a ei ed;f ihng smulto m a ei ic i o ai n m g tc f l i s i ; i a in; g tc cr u t n i n n
e ti nea d ma h m aia ui sdo t e tc lmod li e tbl he Re s na e ar n e e tf r a e i l s d tr n e s sa i d. a o bl ra g m n o m ofm g tc poe i ee - s n m ie a e n ume c lsm ulto ndbsdo n i r a i a in.Ex r e a t d , o d Cu ve f F ihig ef c ih a 。 pei ntlsu y i d ne a r s o i s n fe tw t r m s n n
O 引 言
孔 表面 的加 工质 量对 零件 及 其 产 品的使 用 性 能 和寿命具有 很 大 的影 响 。7 0年代 以来 , 内外 开始 国
磨具稳 定性 、 加工 成本 等 因素 尚未 解 决 ; 声 波 去 毛 超 刺效果 好 , 清 洗 槽 尺 寸 限 制 了加 工 范 围 和 复杂 程 但
磁力光整加工技术的研究概述

磁力光整加工技术的研究概述摘要:磁力光整加工是利用磁性材料进行表面光整加工的很多技术的统称,其一般可分为磁力研磨(MAF)、磁流变抛光(MRF)、磁力悬浮研磨、磁性流体研磨、电化学磁力研磨以及超声磁力研磨(UVAMAF)。
本文主要通过世界专利文摘库(SIPOABS)以及中国专利文摘数据库(CNABS)收录的专利为样本,重点分析了磁力研磨和磁流变抛光技术的发展趋势,使读者对于磁力光整加工技术的发展水平有了更进一步的认识。
引言严格意义上讲,学理上并没有统一的有关磁力光整加工的表述,人们一般把在研磨抛光等超精密加工中应用到磁场以进行加工的技术均称之为磁力光整加工,本文主要介绍两种特殊的磁力光整加工:磁力研磨(MAF)和磁流变抛光(MRF),以及磁力研磨与电化学结合而成的电化学磁力研磨,和磁力研磨与超声加工结合而成的超声磁力研磨。
从理论上讲,磁力光整加工还包括有磁力悬浮研磨以及磁性流体研磨,所谓磁力悬浮研磨,是基于磁性流体中非磁性磨粒受磁场作用时,最产生向低磁场方向悬浮的现象而研究出的光整加工方法,而磁性流体研磨(Magnetic Fluid Finishing)是一种新型的借助于磁场进行的光整加工。
该方法利用磁性流体的流动性、磁性材料的磁性和外磁场的作用实现对工件表面研磨的一种精加工方法。
由此,磁力光整加工根据加工原理的不同,可以细分为:磁力研磨(MAF)、磁流变抛光(MRF)、磁力悬浮研磨、磁性流体研磨、电化学磁力研磨以及超声磁力研磨(UVAMAF),本文主要对磁力研磨和磁流变抛光技术进行重点的发展分析。
一、磁力研磨技术的发展分析磁力研磨加工是在强磁场作用下,填充在磁场中的磁性磨料被沿着磁力线的方向排列起来,吸附在磁极上形成“磨料刷”,并对工件表面产生一定的压力,磁极在带动“磨料刷”旋转的同时,保持一定的间隙沿工件表面移动,从而实现对工件表面的光整加工。
目前公认的磁力光整加工这一概念最早由苏联工程师Kargolow在1938年正式提出的,但是当时仅仅是理论性的研究,并没有应用到实际生产当中,最早的一篇关于磁力研磨的专利申请时间为1969年,专利号为SU380438A1,其中仅给出了将N和S磁极设置在往返磨削加工的工件两侧,通过磁场的作用以改善加工质量,还并没有完整地提出整个磁力研磨加工的模型。
磁力研磨抛光

磁力研磨抛光在模具自由曲面中的机械和技术研究关键词:模具自由曲面磁力研磨抛光轨迹生成摘要:目前为了解决自由曲面抛光的问题,根据对模具抛光弯曲表面的要求,结合电磁场理论,采用磁性磨料,借助磁力完成了模具自由弯曲表面的抛光,引进了在磁场中抛光过程的新工艺,它开始陈述了磁场力的加工特点,分析了抛光工艺过程的主要参数,并实现了对磁性磨料研磨运动轨迹的理解和产生的讨论,提出了通过磁性研磨抛光得到了移除弯曲表面的处理方法。
引言目前,模具的形状正在变得越来越复杂,其弯曲表面所占的比例在持续增加,为此对模具加工技术提出了更高的要求来保证更高的制造精确度,表面质量和审美表面。
随着数值控制、电火花加工和CAD/CAM系统及自动化的应用,这些技术主要是认为实现模具弯曲表面的抛光。
但是目前模具抛光的加工过程,主要是依赖于有经验的操作员。
抛光时间占据了整个时间的百分之30-50,它变成了模具制造的瓶颈。
这就意味着熟练地工作者是不可缺少的,同时这个过程是很费时费力的,并且在抛光后表面质量的稳定性是很难保证的,特别是在抛光的最后阶段,若有一些事情出错,可能会引起整个模具的废弃,这样可能会引起更大的经济损失。
自由表面是复杂的、没有规律的、没有旋转的表面,通常也很难用数学公式和机械运动规则精确地描述。
同时磁力抛光有很多优势,比如有很好的灵活性,自我调节控制性等。
因此这样能够使复杂形状的表面有更小的粗糙度。
通过在这篇文章里介绍的模具磁性研磨抛光的特点,分析了影响磁性研磨抛光及其轨迹的主要参数,提出了在磁性研磨抛光中除掉多余表面得到平整表面的方法。
磁性研磨抛光的原理和特点。
磁性研磨抛光的方法是采用磁性研磨剂,通过磁场中磁力的作用,磁性研磨剂工作在表面,同时保持在模具表面和磁极之间间断工作。
因此在制造过程中磁粒被有序的安排在沿着磁力线周围。
同时形成了磁性刷,在磁力作用下围绕在模具表面。
由于磁场和被加工件的旋转会使磁性刷和被加工件的表面产生一个相关的运动,这样可以用磁性研磨剂来抛光被加工件表面。
数控铣床磁力研磨加工的研究
向工件 表面 , 在机 床 主轴 高速旋 转 下 , 使磨 料和 工件
间产生 相 对运 动 , 实现对 工 件表 面 的研 磨抛 光 。 如
图 1所示 , 铣 床 主轴 上 在
加上 磁性 铁 芯 , 在铣 床 并
Hale Waihona Puke ] 一轴苍 的 工 作 台 上 垫 上 强 磁 体
( 意磁 极方 向 ) 工件 装 注 ;
在磁 场 的作 用 下磁性 磨 料 由铁芯 至工 件形 成研 磨 刷
循 环次 数和循 环结束 ; 用 G4 、 2设 定 左 右 1G4
半 径 补偿 ; G4 用 3建 立 刀 具 长 度 补 偿 ; 定 机 设 床 转 速 = 2 0 0 r 图 2 研磨后表面粗糙虞 0 / mi 进 给 量 ,一10mm/ n 完成程 序设 定 开始磁 n. 0 mi, 力研 磨 加工 。铣 床 在完 成 2次循 环 后 停机 , 卸下 工 件 , 测得 到 的工件 表 面粗糙 度如 图 2 检 所示 。 个研 整
数 控铣床磁 力研磨 的原理
磁 力研 磨 是 利 用 磁场 力 的作 用 , 磁极 间使 磁 在
性 磨 料 形成 如 刷 子 一 样 的研 磨 刷 . 一 定 的 压力 压
数控铣床磁力研磨可行性 实验
实 验 用 XK0 1A 经 济 型 数 控铣 床 , 工 材 料 86 加 为 4 钢 正火 , 粗加工 和精 铣加 工后 工件 表面粗 糙 5 经 度 为 R 1Zt .v m。在 机 床 的主 轴 上换 磁 性铁 芯 , 在铁 芯 外的 线 圈通入 直流 电流 , 调整 电流的太 小 , 使得 在 铁 芯头 部 至 工件 内腔 表面 距离 为 2 mm 时铁 芯 和 工 件 间磁 感 应强 度为 0 8 T。 调 精 加工 程序 , 对 程 序进行 修 改 , G8 ; 用 1
磁力电解研磨加工的机理研究
磁力电解研磨加工的机理研究
1 关于磁力电解研磨加工的机理研究
磁力电解研磨加工技术是一种新型的表面处理技术,它结合了磁力和电解的优点,可以有效地把金属表面的摩擦和冲击力均匀地发挥出来,使金属表面疏松,形成细小晶粒、光洁度高、硬度高的表面。
研究表明,磁力电解研磨加工具有良好的精度,表面硬度和平整度,实际应用中具有经济和有效性等优点。
2 加工原理
磁力电解研磨加工,它是利用可控的电和磁场,以精细砂轮或磨料为工件表面施加可控磁力,从而发生表面研磨、连续撬动和划痕的综合反应,从而使表面形成表面加工结构。
该技术结合了电磁处理技术和研磨磨蚀技术的优势,可以有效的提高表面加工质量。
3 研究进展
磁力电解研磨加工已经广泛应用于机械制造中,如车辆零件的表面处理,精密的周边零件的组装等表面加工领域,其加工结果明显比传统加工效率更高。
例如,以磁力电解研磨加工和组合抛光处理磨具零件上表面得到了良好的表面质量。
目前,研究人员也在开展探索和深入研究磁力电解研磨加工的新技术,如活性粒子的新技术、超声磁力的应用等,以期获得更优质的表面加工效果。
4 结论
磁力电解研磨加工技术现已广泛应用于机械制造领域,具有经济
有效性和可控性等强大优势,且能获得良好的表面质量。
此外,研究
人员正积极开展不同技术组合以及新方法的研究以提高表面加工质量,以期最终获得更优质的表面加工效果。
磁力抛光研磨机原理

磁力抛光研磨机原理磁力抛光研磨机是一种利用磁力作用于材料表面的机械研磨技术,常用于金属材料的表面研磨和抛光。
其原理基于磁力和磨料的相互作用,通过磨料在磁场的作用下,在材料表面进行摩擦研磨,从而实现材料表面的平整和亮度的增加。
首先,磁场发生装置产生磁场,一般使用电磁铁或永磁体来产生稳定的磁场。
这个磁场起到固定研磨液和磨料的作用,使其不会随着研磨机震动而移动。
其次,磁力装置起到了固定材料和研磨液的作用。
在磁力抛光研磨机的工作过程中,磁力装置生成一个磁力场,将材料吸附在磁场下,使其与研磨液和磨料一起进行研磨。
这样可以确保材料与研磨液和磨料之间的充分接触,提高研磨效果。
然后,加料装置用于装载研磨液和磨料,将其输送到研磨区。
研磨液一般是一种含有研磨剂和清洗剂的液体,用于提供润滑和冷却作用。
研磨剂可以是氧化铁粉、氧化铬粉等,其尺寸和形状可以根据需要选择。
清洗剂可以起到清洗材料表面的作用,提高研磨效果。
最后,控制装置用于调节加料速度、研磨时间等参数。
通过控制装置可以实现研磨的自动化和精确控制,提高研磨的效率和准确性。
整个磁力抛光研磨机的工作过程如下:首先,将需要研磨的材料放置在研磨区,然后启动磁力装置,产生磁力场,将材料吸附在磁场下。
接着,启动磨料磨具和研磨液的加料装置,将研磨液和磨料加入研磨区。
磨料受到磁力的作用,与材料表面产生相对运动,起到摩擦研磨的作用。
研磨液起到润滑和冷却的作用,减少材料的摩擦热,同时清洗剂也可以清洗材料表面的杂质。
研磨过程中,控制装置可以根据需要调节加料速度和研磨时间,以及研磨液和磨料的比例等参数,实现研磨的精确控制。
最后,研磨完成后,关闭磨料和研磨液的加料装置,停止磁力装置的工作,将材料从磁场中取出。
经过磁力抛光研磨机的处理,材料表面会变得平整和光洁,达到预期的研磨效果。
总之,磁力抛光研磨机利用磁力和磨料的相互作用,通过磨料在材料表面的研磨作用,实现材料表面的平整和亮度的增加。
其原理简单而有效,已广泛应用于金属材料的表面研磨和抛光。
基于电解-磁力复合研磨法的表面光整加工
基于电解-磁力复合研磨法的表面光整加工许召宽;韩冰;陈燕;刘顺【摘要】采用电解-磁力复合研磨对Ti6Al4V钛合金板表面进行加工,研究了电解液温度和磁性研磨粒子粒径对表面加工质量和加工效率的影响.结果表明:当在电解液温度30℃下,采用粒径为185μm的磁性研磨粒子对Ti6A14V表面进行研磨25 min时,表面粗糙度Ra从原始的1.13μm降至研磨后的0.12μm,表面的残余应力从应力+187 MPa变为应力-57 MPa,试件表面的磨削纹理、凹坑、微裂纹缺陷被有效去除,且有利于零件表面疲劳寿命的改善.【期刊名称】《电镀与精饰》【年(卷),期】2018(040)012【总页数】4页(P7-10)【关键词】钛合金;电解;磁力研磨;电解液温度;表面粗糙度;残余应力【作者】许召宽;韩冰;陈燕;刘顺【作者单位】辽宁科技大学机械工程与自动化学院,辽宁鞍山114051;辽宁科技大学机械工程与自动化学院,辽宁鞍山114051;辽宁科技大学机械工程与自动化学院,辽宁鞍山114051;辽宁科技大学机械工程与自动化学院,辽宁鞍山114051【正文语种】中文【中图分类】TH161+.14引言钛合金具有较强的耐腐蚀性、良好的耐热性以及高的比强度等优点,其中Ti6Al4V 应用领域极广,主要用在海洋、军工、航空航天、石油化工等领域,尤其用于制造叶片、深潜器、枪炮管、冷凝器等。
然而钛合金主要采用温轧工艺加工生产,生产的钛合金会有各种缺陷,包括凹坑、微裂纹等表面缺陷,这些缺陷严重影响零件的使用寿命[1-3]。
针对这些缺陷,任敬心等提出用砂轮磨削钛合金,其中砂轮是由碳化硅和刚玉制作而成,由于不好控制磨削用量和砂轮的磨料硬度,易对钛合金表面产生微裂纹、烧伤熔覆物等缺陷[4-5]。
电化学光整加工是利用电化学微量去除的原理,阳极接工件,阴极接铜棒,电解过程中工件不受硬度的影响,对工件表面进行光整加工,但随着加工的进行,整平效果下降[6]。
磁力研磨加工参数的定量分析
Fn=FI—F2
式中,肛为单个磨粒与工件的摩擦系数;而为磨粒 粒度、形状修整系数。
4.作用在磨粒上的离心力R 磨粒受到磨擦力或工件表面的吸附力,将随工件 一起转动,由于磨粒本身具有一定的质量,所以要受到 离心力的作用,离心力的大小可由下式计算:
单的模型,因此整体相对磁导率取决于磁性研磨粉颗
粒中铁的相对磁导率与磁场强度的关系。若磁性研磨
粉颗粒为球形,每颗粒子中含铁的容积率为∞,且按正
方晶格均匀排列时,”=竹∞/6,对于颗粒大小不同或
分布不同时,一般取K=(0.524~0.817)∞,则式(10)
可写成:
肛。:凳垫粤凳生尝………(1、 11)1 7
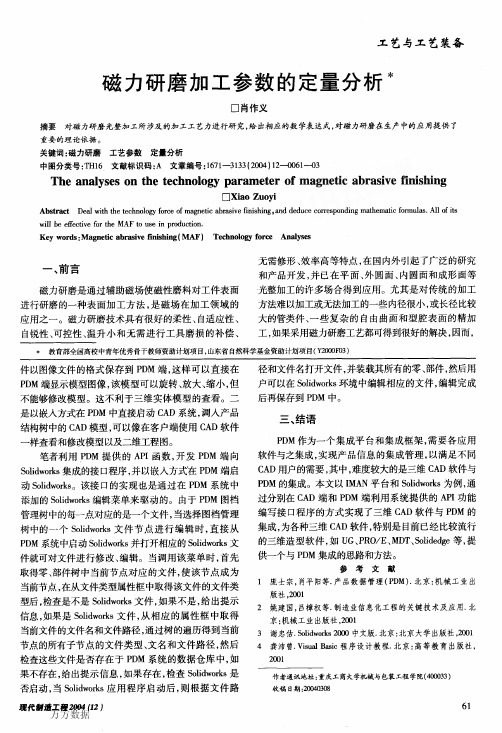
磁力研磨是通过辅助磁场使磁性磨料对工件表面 光整加工的许多场合得到应用。尤其是对传统的加工
进行研磨的一种表面加工方法,是磁场在加工领域的 方法难以加工或无法加工的一些内径很小,或长径比较
应用之一。磁力研磨技术具有很好的柔性、自适应性、 大的管类件、一些复杂的自由曲面和型腔表面的精加
自锐性、可控性、温升小和无需进行工具磨损的补偿、 工,如果采用磁力研磨工艺都可得到很好的解决,因而,
工艺与工艺装备
磁力研磨加工参数的定量分析木
口肖作义
摘要对磁力研磨光整加工所涉及的加工工艺力进行研究,给出相应的数学表达式,对磁力研磨在生产中的应用提供了 重要的理论依据。 关键词:磁力研磨工艺参数定量分析 中图分类号:THl6文献标识码:A文章编号:167l—3133(2004)12—0061—03
3.对磁力研磨而言,要提高加工的效率和加工的 质量必须提高磁场的保持力F。和磁研磨压力_P;。
电解-磁力研磨钛合金的工艺参数优化
电解-磁力研磨钛合金的工艺参数优化田腾腾;陈燕;谭悦;刘永健【摘要】为了改善钛合金零部件的表面质量,降低其表面粗糙度,基于电解-磁力研磨复合加工工艺,选用烧结法制备的Al2O3系球形磁性磨料,对钛合金样件进行表面光整加工.采用响应面法获得了工件表面粗糙度关于电解电压、主轴转速及进给速度的2阶响应曲面函数及显著影响工件表面粗糙度的关键因素.实验结果表明,优化的电解-磁力研磨参数如下:主轴转速1000 r/min,电解电压15V,进给速度2.5 mm/s.在优化的工艺参数下对钛合金样件电解-磁力研磨10 min,样件的表面粗糙度由原始的1.7 μm下降到0.13 μm,表面微裂纹和微观形貌得到明显改善,提高了零件的寿命.%In order to improve the surface quality of titanium alloy parts,and reduce the surface roughness,based on the electrolysis magnetic grinding composite processing technology,the Al2O3 series spherical magnetic abrasive grains prepared by sintering method was selected and then the surface finishing was performed on the titanium alloy samples.The response surface methodology was used to obtain the 2 order response surface function and the key factors that affected the workpiece surface roughness significantly,including the electrolytic voltage,spindle speed and feed rate,getting the better electrolysis magnetic grinding parameters:spindle speed 1000 r/min,electrolytical voltage 15 V,feed rate 2.5 mm/s.Under the optimized parameters,the titanium alloy sample was treated with electrolysis magnetic grinding for 10 min,the sample surface roughness was from the original 1.7 μm down to 0.13 μm,the surface micro crack and micro morphology have beenimproved obviously,and the service life of the spare parts has also improved a lot.【期刊名称】《电镀与精饰》【年(卷),期】2018(040)001【总页数】4页(P27-30)【关键词】钛合金;电解;磁力研磨;响应面法;表面粗糙度【作者】田腾腾;陈燕;谭悦;刘永健【作者单位】辽宁科技大学机械工程与自动化学院,辽宁鞍山114051;辽宁科技大学机械工程与自动化学院,辽宁鞍山114051;辽宁科技大学机械工程与自动化学院,辽宁鞍山114051;辽宁科技大学机械工程与自动化学院,辽宁鞍山114051【正文语种】中文【中图分类】TH161+.14引言钛合金材料具有热强度高、耐蚀性好、低温性能好等特点,被应用于各个领域,其中医疗器械以及航空航天领域应用最为广泛[1]。
电解辅助磁力研磨整体叶盘试验研究

电解辅助磁力研磨整体叶盘试验研究
于克强;周锟;靳铁辉;陈燕
【期刊名称】《电镀与精饰》
【年(卷),期】2024(46)4
【摘要】针对航空发动机整体叶盘结构复杂和材料难以加工的特性,在磁力研磨技术的基础上引入电解作用作为辅助手段。
通过电解作用产生易于处理的钝化膜,然后再引入磁力研磨加工技术,加快了对叶盘表面纹理的去除,同时使表面加工质量更加均匀。
通过3D超景深电镜观测叶盘表面形貌,结果显示:经复合研磨20 min,叶盘表面纹理基本去除,表面更加细密、均匀。
表面粗糙度值R_(a)由1.5μm降至0.4μm。
【总页数】5页(P46-50)
【作者】于克强;周锟;靳铁辉;陈燕
【作者单位】辽宁科技大学机械工程与自动化学院;鞍钢股份有限公司中厚板事业部
【正文语种】中文
【中图分类】TH161
【相关文献】
1.磁力研磨法对整体叶盘的抛光工艺研究
2.整体叶盘叶栅通道径向进给电解加工电场仿真和试验研究
3.超声波辅助磁力研磨整体叶盘试验研究
4.磁力研磨工艺对整体叶盘表面完整性的影响
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
● 相 邻键 侧 问的 平行 度 :.1 m 30m 0O r /0 m a
● 小 径 的圆度 : .0 m 0 O8 m
● 表 面粗糙 度 : a . m R 08
2 MK 6 2数 控 花 键 轴 磨 床 81
・
2 ・ O
维普资讯
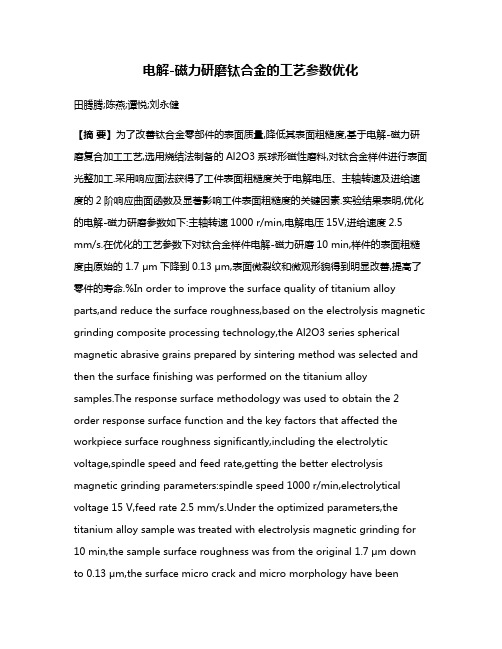
I 轴 .主
4 .线 圈
一
2 线环 .接
磁性磨料
3 .磁性 铁 芯
6 .强 磁体
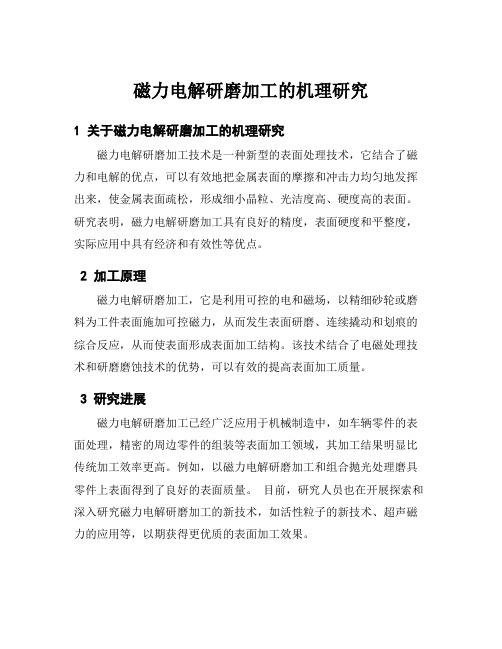
图 1 数 控 电 解 磁 力 研 磨 简 图
● 分度相 邻误 差 :. 0 。 0 0 5
● 分度 累积误 差 : . 1 。 004 ● 键 侧 对轴线 的平行 度 :. 1 m 3 0 m 0O r /0 m a
20 0 6年 第 2期 ( 第 1 6期 J 总 6
3 加工 轨迹 的生 成
料 磨 削 的距 离 增大 , 金属 去 除 量增 多 , 时在 加 工 过 同 程 中能够迅 速 去除 电化 学 反 映在 工 件 表 面产 生 的 钝
数控 电解 磁力 研 磨工 艺 是借 助 数 控 铣床 进 行 的
数 控 电解磁 力 研磨 对 设 备 的 要 求 : 行 电解 磁 进
力研 磨加 工 的数 控铣 床必 须有 较 高的 稳 定性 和 抗 干
扰性 , 须 合理 屏 蔽 。机 壳 接 地 , 件 和 机 床 绝 缘 , 并 工
T件 下 的强磁 体 可直接 装 夹在 铣 床 的 工作 台上 。磁
的研磨 抛光 在模 具加 工 中 占有 很重 要 的位 置 。随 着 先 进 的加工 技 术 和 加 工 设 备 的 应 用 , 模 具 加 工 的 使 大 部分 工序 实 现 了高 度 的 自动 化 , 而 作 为 模 具 加 然 工 的最后 一道 工序 一 模具 表 面 的光 整 加 工 却 仍造 与 自动 化 》 精
数控 电解磁力研磨光整加 工工艺 轨迹 的生成与参数 分析
河 南科技学院机 电系 (5 0 3 王振 宁 430 )
摘 要 概 述了数控 电解磁力研磨加工工艺 的原理 , 并介绍 _研磨 轨迹生成的方法 , r 通过实验对影 响数控电解磁 力研 磨的各个
一
种 自动光 整 加 工 工 艺 方 法 , 冈此 I 以 利 用 已 有 的 J 丁
化膜 , 使工 件表 面 时时都 处 在 活 化状 态 下 , 电解 反 映
激 烈 。 当切 削 速 度 增 大 到 一 定 程 度 后 , 方 面 由于 一 主轴旋 转切 向 力增 大 , 性 磨 粉 飞散 而不 利 于 磁 磨 磁 粉 在加 工 区域 的保 持 , 另一 方 面 , 轴 高速 旋 转 使 得 主 磁 粉 和工件 间磨 擦 力 也更 强 烈 , 导致 工 件 表 面 温 度 升高 , 电解液 被 迅 速 蒸 发 , 电 解 效 率 下 降 , 而使 使 从
工 件表 面粗 糙 度 值 升 高 。 图 3是 在 加 工 间 隙 2 5 .
mm、 磁感应 强 度 0 8T 电流 大小 0 8A、 . 、 . 电解 液在 磨 料 中的 比例 1 % 、 4 磁粒 粒度 10 目的情 况下 , 改 变 5 仅 主轴转 速 , 出的 在 3 2mi 得 . n后工 件表 面 粗糙 度和 转 速 的关 系 图 , 图 中可 以看 出 主轴转 速保 持 在 8 0~ 从 0 10 / i , 件 表面 粗糙 度最 小 。 2 0r m n 工
件 的抛 光 就更 加 困难 。为 了解 决 这 一 难 题 , 用 数 利
控 铣床 电解 磁 力 研 磨 工 艺 进 行 了试 验 , 得 了极 好 取
的效 果 。
2 数 控 电解磁 力研 磨原 理及 其设 备
I 2 3 ● 6 B
数 控 电解磁 力 研 磨 原 理 如 图 1所 示 , 电解 磁 力
性 铁芯 吖直 接 装 夹 在铣 _ 头 上 , 是 要 注 意 一 定 要 火 但 与机 床 绝缘 , 了 使 铁 能够 很 好 的带 动 磁 性 磨 料 为
旋转 和 移动 , 铁 头部 需 开槽 。
停留在手工方式上。手工抛光不仅效率 低, 劳动强
度大 , 而且 质量极 不 稳定 , 别是 经 过 最 终 热处 理 零 特
C D C M软 件 自动生 成 加工 程序 , 生成 程序 时 为 A /A 在 了保证模 具 表 面 具 有 很 好 的均 匀 性 和 一 致 性 , 该 应 注意 : 进行 平 面区域 光 整加 工 时 , 该 沿外 部 曲线 在 应 延 长线 的外 部 切 入 切 } 在 加 工 过程 中 应 该尽 量 避 n, 免 停顿 , 否则 会在 停顿 处 留下 刀 痕 ; 工 行距 应 该 小 加 于研磨铁 磁 芯 的直 径 , 采用 单 … 的顺 铣 或 逆 铣 方式 , 如 图 2所 示 。光 整加 工 完 毕 , 该 对 轮 廓 区域 的 边 应 或 岛进行 适 当 的清 根 处理 。 在对 封 闭 区域 加 工 时 , 人 切 出点 应 尽 量 选 在 切
研磨是在磁性磨料 中加入一定 比例 的电解液 , 把工 件放 置 在磁极 间 , 在磁 场力 的作 用 下 , 性 磨 料 形 成 磁
如刷 子一 样 的研磨刷 , 以一 定 的压 力 压 向工件 表 面 。
在机 床 主轴 的带 动 下 , 料 和工 件 产 生 相对 运 动 , 磨 实
现 磨料 对 工 件 的柔 性 研 磨 抛 光 。 与 此 同时 , 外 加 在 电场 的作用 下 , 工件表 面将 发 生 电化 学 反 应 , 为 工 因 件接 正 极 , 件表 面 凸凹不 平 的凸 出部位 被迅 速溶 工
参数进 行了分析。 关键词 数控 模 具 电 解 磁 力 研 磨
1 引 盲
解, 在磨 削 和 电 解 共 同作 用 下 , 件 表 面 被 迅 速 整 工
平。
模具 对表 面 质 量 有 着 极 高 的要 求 , 具 型 腔 表 模
面粗糙 度 每改 善一级 , 寿命 即可提 高 5 % , 0 因此 模 具