BQB 425-2004 连续热镀铝锌合金钢板及钢带
Q-BQB425-2009连续热镀铝锌合金镀层钢板及钢带

宝山钢铁股份有限公司企业标准连续热镀铝锌合金镀层钢板及钢带(Q/BQB 425-2009 代替Q/BQB425-2005)1 范围本标准规定了连续热浸镀铝锌合金钢板及钢带的术语和定义、分类和代号、尺寸、外形、技术要求、检验和试验、包装、标志及检验文件等。
本标准适用于宝山钢铁股份有限公司生产的厚度为0.22mm~2.0mm的连续热镀铝锌合金镀层钢板及钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验GB/T 232-1999 金属材料弯曲试验方法GB/T 1839-2008 钢产品镀锌层质量试验方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 20066-2006 钢和铁化学成分测定用试样的取样和制样方法GB/T 20123-2006 钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006 低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T 20126-2006 非合金钢低碳含量的测定第2部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB 400 冷轧产品的包装、标志及检验文件Q/BQB 401 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差3 术语和定义3.1热镀铝锌合金镀层 hot-dip aluminum-zinc alloy coating连续热镀铝锌生产线生产的、由铝锌合金组成的镀层,镀层中铝的质量百分数约为55%,硅的质量百分数约为1.6%,其余成分为锌。
热镀铝锌合金
热镀铝锌硅(GL)产品,是在带钢的表面热镀铝(Al55%)、锌(Zn43.5%)、硅(Si1.5% )合金,具有优良的耐腐蚀性能。
热镀铝锌合金是在热镀铝和热镀锌技术的基础上开发成功的,它既具备了镀铝产品优良的耐大气腐蚀性、耐热抗氧化性,又具备了镀锌钢产品优良的电化学保护性,使切口及划痕处不易腐蚀生锈。
其主要优点如下:(1) 表面光滑,具有优良的耐大气腐蚀能力,它的耐蚀寿命比热镀锌钢板高2-6倍;(2) 具有良好的耐热抗氧化性,在300℃下长期不变颜色,500℃左右可长期使用,具有良好的耐水、耐土壤腐蚀能力,其耐水腐蚀性优于热镀锌板和热镀铝板,耐土壤腐蚀性优于热镀锌板,是制作汽车消音器、排气管、粮食烘干机、热水器等耐蚀器件的理想材料;另外,产品的热反射率高于75%,是镀锌板的2倍;(3) 具有优良的涂装性和良好的加工性能。
对有机材料的结合力强,是彩色有机涂层钢板基板的最佳远择。
其加工性和焊接性与热镀锌板相似,可进行冷弯、冲压等加工,并且有很好的外观。
另外,由于金属铝比锌的比重小,铝锌合金镀层比重仅为3.7kg/dm3,而锌的比重为7.1kg/dm3,因此相同的镀层厚度下,铝锌合金的重量小,这大大节约了价格较高的镀层金属。
I冷轧带钢连续热镀铝锌机组机组主要特性:原料:带钢宽度:600-1550 mm,厚度:0.2-1.2(1.5)mm材质:冷轧低碳钢SPCC、SPCD、FH,符合GB13237-91、JISG3141-1996镀层类型:GL;重量:60-300g/m2产品质量:符合Q/BQB425-2004机组速度:入口0-240mpm,工艺段,0-180mpm,出口段0-240mpm年产量:100,000-300,000tpy节能方式:废气余热回收,SUNNY专利连续退火炉:全辐射管加热(RTF),立式或卧式燃料类型:天然气、液化石油气、混合煤气、焦炉煤气和电焊接设备:窄搭接缝焊机脱脂形式:化学脱脂+电解脱脂+三级水漂洗,立式或卧式锌锅类型:陶瓷感应锌锅:预熔锅+主锅气刀:SUNNY专利光整机:四辊湿光整,最大轧制力4,000KN拉矫机:两弯一矫钝化/耐指纹:辊涂式涂油方式:静电涂油电气系统:PLC、交流变频自动控制系统自动化仪表:PLC、智能自动控制系统机组工艺流程:冷轧带钢连续退火镀锌机组,设置退火还原、镀铝锌、控制冷却、光整、拉矫、钝化/耐指纹涂层等功能段:炉辊安装邯钢冷轧厂镀锌线立式连续退火炉与2004年6月开始设备安装,2005年6月28日烘炉检查完毕。
Q/BQB 445-2004 热镀铝锌基板彩色涂层钢板及钢带

1
TDC51D+AZ TDC52D+AZ TS250GD+AZ TS300GD+AZ TS350GD+AZ TS550GD+AZ
冷成形用 冷成形用 结构用 结构用 结构用 结构用
DC51D+AZ DC52D+AZ S250GD+AZ S300GD+AZ S350GD+AZ S550GD+AZ Q/BQB 425 热镀铝锌板
宝山钢铁股份有限公司 2004-05-13 发布 -1-
2004-07-01 实施
Q/BQB 445-2004 4.2 钢板及钢带的分类及代号按表 2 的规定。 表 2
分 类 项 目 代 号 建筑外用 用 途 建筑内用 其它 涂层板 涂层表面状态 压花板 印花板 聚酯 涂料种类 硅改性聚酯 高耐久性聚酯 聚偏氟乙烯 JW JN QT TC YA YI PE SMP HDP PVDF
宝山钢铁股份有限公司企业标准
Q/BQB 445-2004
热镀铝锌基板彩色涂层钢板及钢带
范围 本标准规定了热镀铝锌基板彩色涂层钢板及钢带的术语和定义、分类和代号、尺寸、外 形、重量、技术要求、检验和试验、包装、标志和质量证明书等。 本标准适用于宝山钢铁股份有限公司生产的厚度为 0.22~1.30mm 供建筑等行业使用的 热镀铝锌基板彩色涂层钢板及钢带(以下简称钢板及钢带) 。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。 凡是注日期的引用文件, 其 随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标 准达成协议的各方研究是否可使用这些文件的最新版本。 凡是不注日期的引用文件, 其最新 版本适用于本标准。 GB/T 1766-1995 色漆和清漆 涂层老化的评级方法 GB/T 8170-1987 数值修约规则 GB/T 13448-1992 彩色涂层钢板及钢带试验方法 Q/BQB 400-2003 冷轧产品的包装、标志及质量证明书 Q/BQB 425-2004 连续热镀铝锌合金钢板及钢带 3 术语和定义 3.1 热镀铝锌基板彩色涂层钢板 指热镀铝锌基板经过表面预处理后, 以连续辊涂的方式在钢板表面涂敷一层或二层有机 涂料,然后进行烘烤固化而成的产品。 3.2 上表面 指钢板的正面或钢卷的外表面。 3.3 下表面 指钢板的反面或钢卷的内表面。 4 分类和代号 4.1 钢板及钢带的牌号及用途按表 1 的规定。 表 1
(整理)Q-BQB 425- 连续热镀铝锌合金镀层钢板及钢带.
宝山钢铁股份有限公司企业标准连续热镀铝锌合金镀层钢板及钢带(Q/BQB 425-2009 代替Q/BQB425-2005)1 范围本标准规定了连续热浸镀铝锌合金钢板及钢带的术语和定义、分类和代号、尺寸、外形、技术要求、检验和试验、包装、标志及检验文件等。
本标准适用于宝山钢铁股份有限公司生产的厚度为0.22mm~2.0mm的连续热镀铝锌合金镀层钢板及钢带,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验GB/T 232-1999 金属材料弯曲试验方法GB/T 1839-2008 钢产品镀锌层质量试验方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 20066-2006 钢和铁化学成分测定用试样的取样和制样方法GB/T 20123-2006 钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006 低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T 20126-2006 非合金钢低碳含量的测定第2部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB 400 冷轧产品的包装、标志及检验文件Q/BQB 401 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差3 术语和定义3.1热镀铝锌合金镀层 hot-dip aluminum-zinc alloy coating连续热镀铝锌生产线生产的、由铝锌合金组成的镀层,镀层中铝的质量百分数约为55%,硅的质量百分数约为1.6%,其余成分为锌。
宝钢QBQB420-2014热镀锌锌铁合金镀层钢板及钢带

HC380/590TRD+Z, HC380/590TRD+ZF HC400/690TRD+Z, HC400/690TRD+ZF
相变诱导塑性钢
HC420/780TRD+Z, HC420/780TRD+ZF
HC500/780CPD+Z, HC500/780CPD+ZF
HC700/980CPD+Z, HC700/980CPD+ZF HC825/1180CPD+Z
HC250/450DPD+Z,HC250/450DPD+ZF
HC300/500DPD+Z,HC300/500DPD+ZF
HC280/590DPD+Z, HC280/590DPD+ZF
HC340/590DPD+Z, HC340/590DPD+ZF
(B340/590DPD+Z), (B340/590DPD+ZF) HC420/780DPD+Z, HC420/780DPD+ZF
应不小于 99%。随后,通过合金化处理工艺在整个镀层上形成锌铁合金层,合金镀层中铁 含量通常为 7~15%。 3.3 无间隙原子钢 interstitial free steels 无间隙原子钢是在超低碳钢中加入适量的钛或铌,使钢中的碳、氮间隙原子完全被固定成 碳、氮化物,钢中没有间隙原子存在的一类钢。
2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适
用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 222-2006 钢的成品化学成分允许偏差
GB/T 228.1-2010 金属材料 拉伸试验 第 1 部分:室温试验方法
建筑钢结构技术标准一览(更新版)
建筑钢结构技术标准一览2012-4-5序号标准名称版本号一、材料标准1.1 材质标准1 碳素结构钢GB/T700-20062 优质碳素结构钢GB/T699-19993 低合金高强度结构钢GB/T1591- 20084 高耐候结构钢GB/T4171-20085 焊接结构用耐候钢GB/T4172-20006 耐热钢板和钢带GB/T4238-20077 桥梁用结构钢GB/T 714-20081.2 型材标准1 热轧型钢GB706-20082 热轧H型钢和部分T型钢GB/T11263-20103 冷弯型钢GB/T6725-20084 结构用冷弯空心型钢GB/T6728-20025 通用冷弯开口型钢GB/T6723-20086 建筑用轻钢龙骨GB/T 11981-20087 普通焊接H型钢YB 3301-20058 结构用高频焊接薄壁H型钢JG/T 137-20071.3 板材标准1 热轧钢板和钢带GB/T709-20062 碳素结构钢和低合金结构钢热轧钢带GB/T3524 -20053 碳素结构钢和低合金结构钢热轧薄钢板和钢带GB/T912 -20084 碳素结构钢和低合金结构钢热轧厚钢板和钢带GB/T3274-20075 冷轧钢板和钢带GB/T708-20066 碳素结构钢冷轧钢带GB/T716-19917 厚度方向性能钢板GB/T5313-20108 连续热镀锌薄钢板和钢带GB/T2518 -20049 彩色涂层钢板及钢带GB/T12754-200610 建筑用压型钢板GB/T12755-200811 冷弯波纹钢板GB/T6724-198612 不锈钢复合钢板和钢带GB/T8165-200813 不锈钢热轧钢板和钢带GB/T4237-200714 焊接钢管用钢带GB/T8164-9315 建筑结构用钢板GB/T19879-200516 焊接用耐大气腐蚀厚钢板Q/BQB614-200417连续热镀铝锌合金钢板及钢带Q-BQB 425-200418彩色涂层钢板及钢带Q-BQB 440-20031.4 管材标准1 结构用无缝钢管GB/T8162-20082 无缝钢管尺寸、外形、重量及允许偏差GB/T 17395-20083 冷拔无缝异型钢管GB/T3094-20004 结构用不锈钢无缝钢管GB/T 14975-20025 直缝电焊钢管GB/T13793-20086 钢管的验收、包装、标志和质量证明书GB2102-20061.5 焊接材料标准1 电弧螺柱焊用圆柱头焊钉GB/T 10433-20022 储能焊用焊接螺柱GB/T 902.3-20083 手工焊用焊接螺柱GB/T 902.1-20084 电弧螺柱焊用焊接螺柱GB/T 902.2-20105 碳钢焊条GB/T5117-19956 低合金钢焊条GB/T5118-19957 堆焊焊条GB/T 984-20018 气体保护焊用钢丝GB/T14958-19949 熔化焊用钢丝GB/T14957-199410 低合金钢药芯焊丝GB/T17493-200811 气体保护电弧焊用碳钢、低合金钢焊丝GB/T 8110-200812 铝及铝合金焊丝GB/T 10858-200813 碳钢药芯焊丝GB/T 10045-200114 铸铁焊条及焊丝GB/T 10044-200615 低合金钢埋弧焊用焊剂GB/T 12470-199016 碳素钢埋弧焊用焊剂GB5293-19851.6 紧固件连接材料标准1 钢结构用高强度大六角头螺栓GB/T 1228-20062 钢结构用高强度大六角头螺母GB1229-20063 钢结构用高强度大六角头垫圈GB1230-20064 钢结构用高强度大六角头螺栓、大六角螺母、垫圈型式尺寸与技术条件GB1231-20065 平垫圈C级GBT95-20026 六角头螺栓C级GBT5780-20007 六角螺母C级GBT41-20008 六角头螺栓A级和B级GBT5782-20009 1型六角螺母A和B级GB6170-8610 钢结构用扭剪型高强度连接副型式尺寸与技术条件GB3633-199511钢网架螺栓球节点用高强度螺栓GB/T 16939-199712 地脚螺栓GB799-19881.7铸钢标准1 一般工程用铸造碳钢件GB/T11352-20092 一般工程与结构用低合金铸钢件GB/T14408-19933 焊接结构用碳素钢铸件GB7659-20104 一般工程用铸造碳钢ISO37555 一般工程与结构用高强度铸钢ISO94776 铸钢件交货通用技术要求ISO4990-20037 通用途的铸钢交货的技术条件DIN 1681-19858 改良焊接性能铸钢的应用规范DIN171821.8 其他标准1 钢结构防火涂料GB 14907-2002二、设计标准/技术规范(规程)2.1 通用标准1 钢结构设计规范GB50017-20032 冷弯薄壁型钢结构技术规范GB50018-20023 预应力钢结构技术规程CECS212:20064大气环境腐蚀性分类GB/T15957-19955 涂装前钢材表面锈蚀等级和除锈等级GB8923-886 防腐蚀涂层涂装技术规范HG/T4077-20097热轧H型钢构件设计规程CECS(在编)2.2 高层、高耸钢结构标准1 高层民用建筑钢结构技术规程JGJ99-19982 多、高层建筑钢——混凝土混合结构设计规程CECS(在编)3 高耸结构设计规范GB50135-20064 高层建筑钢结构设计规程DG/TJ08-32-2008上海规范2.3 空间钢结构标准1 空间网格结构技术规程JGJ7-20102 钢网架螺栓球节点JGT10-20093 钢网架焊接球节点JGT11-20094 钢网架检验及验收标准JG12-19995 网壳结构技术规程JGJ61-20036 悬索结构设计规程JGJ(待报批)7 索膜结构设计规程CECS158:20042.4 轻型钢结构标准1 门式刚架轻型房屋钢结构技术规程CECS102:20022 门式刚架轻型房屋钢构件JG144-20023 拱行波纹钢屋盖结构技术规程CECS167-20044 钢龙骨结构技术规程CECS(在编)5 轻型房屋钢结构技术规程CECS(在编)6 冷弯型钢受力蒙皮结构设计规程CECS(在编)2.5 组合结构标准1 钢管混凝土结构设计与施工规程CECS28:19902 矩形钢管混凝土结构设计规程CECS159:20043 混凝土钢管叠合柱技术规程CECS188:20054 型钢混凝土组合结构技术规程JGJ138-20015 钢骨混凝土结构设计规程YB9082-20066 钢-混凝土组合结构设计规程DL/T 5085-1999国家经济贸易委员会7 钢-混凝土组合楼盖结构设计与施工规程YB 9238-92冶金工业部2.6 钢结构连接标准1 建筑钢结构焊接与验收规程JGJ81-20022 埋弧焊焊缝坡口的基本形式和尺寸GB/T986-19883气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸GB985-88 4埋弧焊焊缝坡口的基本形式和尺寸GB986-885铝及铝合金焊接技术规程HGJ222-924 钢结构高强度螺栓连接的设计、施工及验收规程JGJ82-20112.7 钢结构加固标准1 钢结构加固技术规范CECS77:19962 钢结构检测评定与加固技术规程YB9257-19962.8 铸钢件标准1 铸钢牌号表示方法GB/T5613-19952 铸钢件热处理状态的名称、定义及代号GB5615-19853 铸钢节点应用技术规程CECS235-20082.9 钢结构防火规范1 建筑设计防火规范GB50016-20062 高层民用建筑设计防火规范GB50045-95(2005年修订)3 石油化工企业设计防火规范GB50160-20084 广播电视工程建筑设计防火标准GY5067-20035 飞机库设计防火规范GB50284-19986 汽车库、修车库、停车场设计防火规范GB50067-19977 钢结构防火涂料应用技术规程CECS24:19908 建筑钢结构防火技术规范CECS200:20069 建筑钢结构防火技术规程DG/TJ 08-008-2000上海规范10 建筑材料不燃性试验方法GBT5464-199911建筑材料可燃性试验方法GBT8626-200712建筑材料难燃性试验方法GBT8625-2005三、施工及验收标准3.1 通用标准1 钢结构工程施工质量验收规范GB50205-2001 (已代替GB 50221-1995)2 钢桁架检验及验收标准JG9-19993 网架结构工程质量检验评定标准JGJ78-19914 建筑涂饰工程施工及验收规程JGJ/T29-20035 塔桅钢结构施工及验收规程CECS80:966 钢结构工程通病及治理TB-057 钢结构检验评定及加固技术规范YB9257-19968 钢结构制作工艺规程DBJ 08-216-95上海规范9 国家体育场钢结构施工质量验收标准QB/GJJT-GTCG-20053.2、焊接标准1 焊缝符号表示法GBT 324-20082 焊接术语GBT 3375-19943 焊接及相关工艺方法代号GBT 5185-20054 金属材料焊接工艺规范和评定—基于试验焊接耗材EN ISO 15610-20035 电焊机型号编制方法GB 10249-19886 焊接与切割安全GB 9448-19997 焊接结构的一般尺寸公差和形位公差GBT 19804-20058 基于试验焊接材料的工艺评定GBT 19868.1-20059 基于焊接经验的工艺评定GBT 19868.2-200510 基于标准焊接规程的工艺评定GBT 19868.3-200511 基于预生产焊接试验的工艺评定GBT 19868.4-200512 工程建设施工现场焊接目视检验规范CECS71:9413 焊接操作工技能评定GBT 19805-200514 焊工技术考试规程JJ12.2-198715 钢熔化焊手焊工资格考核方法GB/T 15169-199416 铸钢件生产性焊接工艺验收规范ISO119703.3 无损检测相关标准3.3.1通用标准1 无损检测术语超声检测GB/T 12604.1-19902 无损检测术语射线检测GB/T 12604.2-19903 无损检测术语渗透检测GB/T 12604.3-19904 无损检测术语磁粉检测GB/T 12604.5-19905 接触式超声斜射探伤方法GB/T 11343-19896 钢结构超声波探伤及质量分级法JGT203-20077 无损检测人员资格鉴定与认证GB/T 9445-20088 无损检测标准汇编3.3.2焊缝无损检测1焊缝无损检测符号GB/T 14693-19932钢焊缝手工超声波探伤方法和探伤结果分析GB11345-19893 建筑安装工程金属熔化焊焊缝射线照相构测标准CECS70:944 钢管环缝熔化焊对接接头射线透照工艺和质量分级GB/T 12605-19905 焊接球节点钢网架焊缝超声波探伤及质量分级法JG/T3034.1-19966 螺栓球节点钢网架焊缝超声波探伤及质量分级法JG/T3034.2-19967 金属熔化焊焊接接头射线照相GBT 3323-20058 金属熔化焊接头缺欠分类及说明GBT6417.1-20059 金属熔化焊焊接接头射线照相GB 3323-20053.3.3铸钢件无损检测1 铸钢件磁粉检测GB/T9444-20072 铸钢件渗透检测GB/T9443-20073 铸钢件射线照相检测GB/T5677-20074铸钢件超声探伤及质量评级标准GB7233-19875铸钢件超声探伤及质量评级方法GB7233.1-2009,GB7233.2-20103.3.4其他1 无缝钢管超声波探伤检验方法GB/T 5777-20082 复合钢板超声波探伤方法GB/T 7734-1987四、外国钢结构相关规范(只列出)1 《Load and resistance Factor design Specification for Structural Steel Buildings》AISC-LRFD93美国钢结构学会19932 《Specification for the Design of Cold-Formed Steel Structural Members》美国钢铁学会AISI 19963 《钢结构焊接规范》美国焊接学会19794 《Working Draft.Steel structures.materials and design》ISO/TC167/SC1-N219 19895 《钢混组合梁设计与施工规范》德国规范学会, 郑州工学院译19836 《钢骨钢筋混凝土结构计算标准》日本建筑学会1987,067 《钢构造限界状态设计指针》AIJ98 日本建筑学会19988 《钢结构塑性设计规范》日本建筑学会9 《钢管构造设计施工指针》日本建筑学会199010 《高强螺栓结合设计与施工指南》日本建筑学会198311 《日本建筑结构抗震设计条例》198112 《结构构件焊接加固指南》前苏联197913 加拿大国家建筑法规(National Building Code-NBC1990)14 美国土木工程师协会标准(American Society of Civil Engineers Standards-ASCE 7-95)15 欧洲钢结构规范EC316 英国钢结构规范BS5950-199017 德国钢结构规范DIN18800-ii注:GB——国家标准(强制性)GB/T——国家标准(推荐性)GBJ——工程建设国家标准CECS——中国工程建设标准化协会标准YB——冶金工业行业标准JG/T——建筑工业行业标准(推荐性) JGJ——建筑工程行业标准。
BQB425-2009 连续热镀铝锌合金镀层钢板及钢带
表9
表面质量级别
代号
特征
较高级的精整表面
表面允许有缺欠,例如小锌粒、压印、划伤、凹坑、色泽不均、黑点、
FB
条纹、轻微钝化斑、锌起伏等。
高级的精整表面
较好的一面允许有小缺欠,例如光整压印、轻微划伤、细小锌花、锌
FC
起伏和轻微钝化斑。另一面至少为表面质量 FB。
7.8.3 对于钢带,由于没有机会切除带缺陷部分,所以允许带缺陷交货,但有缺陷的部分不 得超过每卷总长度的 6%。 7.9 表面结构 钢板及钢带的表面结构应符合表 10 的规定
-
2
a 拉伸试验试样为纵向样。
b 当屈服现象不明显时采用RP0.2,否则采用ReH。 C 当产品公称厚度不大于 0.70mm时,断后伸长率允许下降 2 个单位。
d 试样为GB/T 228 中的P6 试样。
e 试样为GB/T 228 中的P14 试样。
f 对于牌号为 S550GD+AZ 的产品,当产品的厚度不大于 0.7mm 时,由于厚度减薄效应,导致伸长率过 低,以致无法测得到屈服强度。此时,屈服强度用抗拉强度代替。
GB/T 223
钢铁及合金化学分析方法
GB/T 228-2002 金属材料 室温拉伸试验
GB/T 232-1999 金属材料 弯曲试验方法
GB/T 1839-2008 钢产品镀锌层质量试验方法
GB/T 2975-1998 钢及钢产品 力学性能试验取样位置及试样制备
GB/T 4336-2002 碳素钢和中低合金钢 火花源原子发射光谱分析方法(常规法)
7.5.3 拉伸应变痕的要用适当的试验方法进行试验,除非另行规定,试验方法由供方选择。
3
Q/BQB 425-2009
连续热镀铝锌钢板及钢带标准130912

家用电器有害物质的技术标准(海尔集团企业标准)
4 定义 本标准采用下列定义 4.1 连续热镀铝锌钢板 在连续热镀锌生产线上把冷轧钢带浸入约 55%Al-43.4%Zn-1.6%Si 的熔液中热镀,经横切以平板 状供货的平直板材 4.2 连续热镀铝锌钢带 在连续热镀锌生产线上把冷轧钢带浸入熔融的约 55%Al-43.4%Zn-1.6%Si 的熔液中热镀,经卷取
高级精度(PL.B)
<2000
+6
+3
≥2000
0.3%*L
0.15%*L
6.4 不平度允许偏差
6.4.1 不平度允许偏差要求适用于钢板。钢板的不平度是指将钢板自由放置在测量平台上,测得的
钢板下表面与测量平台之间的最大距离。
6.4.2 不平度最大允许偏差符合表 6 规定。
表6
单位:mm
规定的 最小屈 服强度 MPa
GB/T 228
金属材料室温拉伸试验方法
GB/T 232
金属材料弯曲试验方法
GB/T 247
钢板和钢带验收、包装、标志及质量证明书的一般规定
GB/T 1839
钢产品镀锌层质试验方法
GB/T 2518
连续热镀锌钢板和钢带
GB/T 2975
钢及钢产品力学性能试验取样位置及试样制备
GB/T 4156
金属杯突试验方法
文件类型( ) 1 . 品质体系类文件 2 . 环境和职业健康安全体系类文件 3. 社会责任体系类文件 4. 体系共用类文件 5 . 其他管理类文件
文件编号 版本编号 编制日期
HF-QB-731-H-06
01 2013-9-27
生效日期: (盖受控印章处)
连续热镀铝锌钢板及钢带标准
连续热镀锌钢板及钢带

1.50
±0.13
±0.14
±0.14
±0.09
±0.10
±0.10
±0.11
±0.12
±0.12
2.00
±0.15
±0.16
±0.16
±0.10
±0.11
±0.11
±0.13
±0.14
±0.14
2.50
±0.17
±0.18
±0.18
±0.12
±0.13
±0.13
±0.15
±0.16
±0.16
修约到kg的整数值
总重量kg
各捆重量(kg)相加
kg的整数值
钢
钢带的单位重量(kg/m)
镀锌后的单位重量(kg/m2)×宽度(mm)×10-3
修约到有效数字3位
带
单卷重量kg
钢带单位重量(kg/m)×长度(m)
修约到kg的整数值
总重量kg
各卷重量相加
Kg的整数值
注:基板公称厚度=订货公称厚度-表A1中相应的相当锌层厚度
±0.09
-
±0.05
±0.06
-
±0.06
±0.07
-
0.60
±0.08
±0.09
-
±0.05
±0.06
-
±0.06
±0.07
-
0.70
±0.09
±0.10
±0.10
±0.06
±0.07
±0.07
±0.07
±0.08
±0.08
0.80
±0.09
±0.10
±0.11
±0.06
±0.07
±0.07
热镀铝锌钢板牌号知识
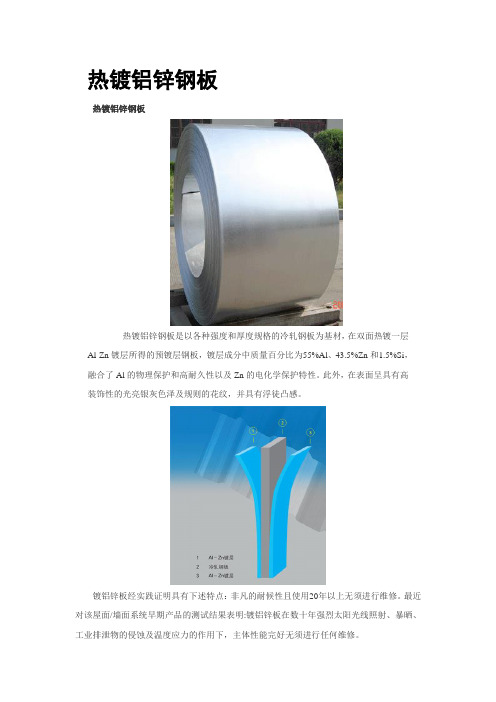
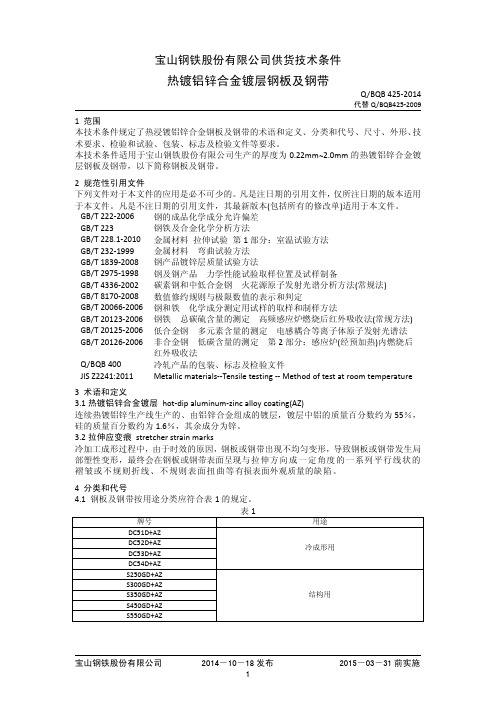
热镀铝锌钢板热镀铝锌钢板热镀铝锌钢板是以各种强度和厚度规格的冷轧钢板为基材,在双面热镀一层Al-Zn镀层所得的预镀层钢板,镀层成分中质量百分比为55%Al、43.5%Zn和1.5%Si,融合了Al的物理保护和高耐久性以及Zn的电化学保护特性。
此外,在表面呈具有高装饰性的光亮银灰色泽及规则的花纹,并具有浮徒凸感。
镀铝锌板经实践证明具有下述特点:非凡的耐候性且使用20年以上无须进行维修。
最近对该屋面/墙面系统早期产品的测试结果表明:镀铝锌板在数十年强烈太阳光线照射、暴晒、工业排泄物的侵蚀及温度应力的作用下,主体性能完好无须进行任何维修。
全球超过5亿平方米的工程实例使该镀铝锌板正在得到更多的建筑师和业主的青睐。
卓越的抗侵蚀性能,新颖的设计风格正是这种屋面/墙面系统广为应用的原因。
研究表明:目前这种屋面系统在大多数情况下期望达到超过30年甚至更长年限的使用寿命,且无须进行主体维修。
1.彩色镀铝锌钢板的基材为质轻而高强力的钢材。
2.经连续式热浸处理后,在钢板的两面形成镀铝锌合金层,经20年的不同环境、实地试验证实了在同样环境下,镀铝锌钢板比镀锌钢材耐用四倍以上。
3.在镀铝锌钢材上涂上一层化学皮膜,在化学皮膜上再涂覆上极耐腐蚀的环氧基树脂底漆,增加防腐蚀功能。
4.面层覆涂上耐侯性极佳的有色涂覆特殊强化学聚酯,确保镀铝锌钢板能在使用多年后仍能保持自己的原有色彩和光泽,底部则涂上一层浅灰色涂料使钢板更加美观。
一、热镀铝锌钢板的主要用途:建筑业:民用和工业用建筑的屋顶、外墙、车库门、栅栏、百叶窗家电业:烤箱、防爆带钢、空调通风系统外覆盖件、太阳能热水器、电器部件汽车工业:汽车消音器、尾气管和催化转换器的防热罩、汽车车体底部零件、公路标志牌工业仪表:电控柜、工业冷冻柜、自动售货机二、可供规格范围品种厚度(mm)宽度(mm)长度(或钢卷内径)(mm)钢板0.22~1.30700~12501000~6000钢卷0.22~1.30700~1250508三、供货标准及牌号材料类别宝钢企业标准牌号说明冷成型用钢Q/BQB425DC51D+AZ适用于冷成型加工DC52D+AZ结构用钢S250GD+AZ适用于结构用S300GD+AZS350GD+AZS550GD+AZ aa:适用于轧硬后不完全退火产品四、镀层种类分类和代号项目分类代号镀层种类铝锌合金镀层AZ推荐的公称镀层重量g/m230/30,40/40,50/50,60/60,75/75,90/90五、表面结构分类和代号项目分类代号特征表面结构正常锌花N镀锌后在通常条件下锌层冷凝而得的锌花光整锌花S正常锌花经光整处理得到的表面结构六、表面处理的分类和代号项目分类代号说明表面处理铬酸钝化处理C此种表面处理可减少产品表面在运输和储存期间产生黑锈涂油O此种表面处理可减少产品表面产生黑锈,一般不作为后加工用轧制油和冲压润滑油。
热镀铝锌产品相近牌号对照表

产品名称: 热镀铝锌产品产品类别: 热镀锌产品产品描述:热镀铝锌硅(GL)产品,是以各种强度和厚度规格的冷轧钢板为基材,在带钢的表面热镀铝(Al55%)、锌(Zn43.5%)、硅(Si1.5% )合金,具有优良的耐腐蚀性能。
热镀铝锌合金是在热镀铝和热镀锌技术的基础上开发成功的,它既具备了镀铝产品优良的耐大气腐蚀性、耐热抗氧化性,又具备了镀锌钢产品优良的电化学保护性,使切口及划痕处不易腐蚀生锈。
其主要优点如下: (1) 表面光滑,具有优良的耐大气腐蚀能力,它的耐蚀寿命比热镀锌钢板高2-6倍; (2) 具有良好的耐热抗氧化性,在300℃下长期不变颜色,500℃左右可长期使用,具有良好的耐水、耐土壤腐蚀能力, 其耐水腐蚀性优于热镀锌板和热镀铝板,耐土壤腐蚀性优于热镀锌板,是制作汽车消音器、排气管、粮食烘干机、热水器等耐蚀器件的理想材料;另外,产品的热反射率高于75%,是镀锌板的2倍; (3) 具有优良的涂装性和良好的加工性能。
对有机材料的结合力强,是彩色有机涂层钢板基板的最佳远择。
其加工性和焊接性与热镀锌板相似,可进行冷弯、冲压等加工,并且有很好的外观。
另外,由于金属铝比锌的比重小,铝锌合金镀层比重仅为3.7kg/dm3,而锌的比重为7.1kg/dm3,因此相同的镀层厚度下,铝锌合金的重量小,这大大节约了价格较高的镀层金属。
热镀铝锌钢板的主要用途:(应用范围:要求很高的在用镀锌板的行业)建筑业:民用和工业用建筑的屋顶、外墙、车库门、栅栏、百叶窗家电业:烤箱、防爆带钢、空调通风系统外覆盖件、太阳能热水器、电器部件汽车工业:汽车消音器、尾气管和催化转换器的防热罩、汽车车体底部零件、公路标志牌工业仪表:电控柜、工业冷冻柜、自动售货机热镀铝锌产品相近牌号对照表镀层表面结构分类镀层种类分类和代号表层种类分类和代号表面处理的分类。
BQB 热镀铝锌
宝山钢铁股份有限公司2014-10-18发布2015-03-31前实施宝山钢铁股份有限公司供货技术条件热镀铝锌合金镀层钢板及钢带Q/BQB 425-2014代替Q/BQB425-20091范围本技术条件规定了热浸镀铝锌合金钢板及钢带的术语和定义、分类和代号、尺寸、外形、技术要求、检验和试验、包装、标志及检验文件等要求。
本技术条件适用于宝山钢铁股份有限公司生产的厚度为0.22mm ~2.0mm 的热镀铝锌合金镀层钢板及钢带,以下简称钢板及钢带。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 222-2006钢的成品化学成分允许偏差GB/T 223钢铁及合金化学分析方法GB/T 228.1-2010金属材料拉伸试验第1部分:室温试验方法GB/T 232-1999金属材料弯曲试验方法GB/T 1839-2008钢产品镀锌层质量试验方法GB/T 2975-1998钢及钢产品力学性能试验取样位置及试样制备GB/T 4336-2002碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 8170-2008数值修约规则与极限数值的表示和判定GB/T 20066-2006钢和铁化学成分测定用试样的取样和制样方法GB/T 20123-2006钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T 20126-2006非合金钢低碳含量的测定第2部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB 400冷轧产品的包装、标志及检验文件JIS Z2241:2011Metallic materials--Tensile testing --Method of test at room temperature 3术语和定义3.1热镀铝锌合金镀层hot-dip aluminum-zinc alloy coating(AZ)连续热镀铝锌生产线生产的、由铝锌合金组成的镀层,镀层中铝的质量百分数约为55%,硅的质量百分数约为1.6%,其余成分为锌。
材料标准-上海宝钢集团公司企业标准420

上海宝钢集团公司企业标准Q/BQB 420-1999连续热镀锌钢板及钢带代替Q/BQB 420-94BZJ 420-971 范围本标准规定了连续热镀锌钢板及钢带(以下简称钢板及钢带)的尺寸、外形、、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本标准适用于上海宝钢集团公司冷轧部以连续热镀锌法生产的低碳钢及一般结构钢冷连轧及热连轧钢带为基板的热镀锌钢板及钢带(以下简称钢板及钢带)。
2.引用标准下列标准所包含的条文,通过在本标准引用而构成本标准的条文。
本标准发布时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 228-87 金属拉伸试验方法GB 232-88 金属弯曲试验方法GB/T 1839-93 镀锌钢板(带)锌层重量测定方法GB 2975-82 钢材力学及工艺性能试验取样规定GB 4156-84 金属杯突试验方法(厚度0.2~2mm)GB 6397-86 金属拉伸试验试样Q/BQB 301-1999 热连轧钢板及钢带的尺寸、外形、重量及允许偏差Q/BQB 400-1999 冷连轧钢板及钢带的包装、标志及质量证明书DIN 17162部分1-79 低碳钢热镀锌钢板及钢带DIN 17162部分2-87 一般结构钢热镀锌钢板及钢带3 定义连续热镀锌钢板:在连续热镀锌生产线上把冷连轧或热轧钢带浸入熔融的锌液中镀锌并经横切以矩形平板状供货的平直板材。
连续热镀锌钢带:在连续热镀锌生产线上把冷连轧或热轧钢带浸入熔融的锌液中镀锌经卷取以卷状供货的卷材。
4 分类与代号钢板及钢带的分类及代号按表1的规定。
表 1上海宝钢集团公司 1999-02-02 发布 1999-06-01 实施Q/BQB 420-1999表1(完)5 尺寸、外形、重量5.1 热镀锌后的钢板及钢带的公称尺寸按表2的规定。
表 2 mm5.以冷连轧钢卷为基板的钢板及钢带的厚度允许偏差按表3的规定,以热轧钢卷为基板的钢板及钢带的厚度允许偏差按Q/BQB 301。
热镀铝锌钢板牌号知识

热镀铝锌钢板热镀铝锌钢板热镀铝锌钢板是以各种强度和厚度规格的冷轧钢板为基材,在双面热镀一层Al-Zn镀层所得的预镀层钢板,镀层成分中质量百分比为55%Al、43.5%Zn和1.5%Si,融合了Al的物理保护和高耐久性以及Zn的电化学保护特性。
此外,在表面呈具有高装饰性的光亮银灰色泽及规则的花纹,并具有浮徒凸感。
镀铝锌板经实践证明具有下述特点:非凡的耐候性且使用20年以上无须进行维修。
最近对该屋面/墙面系统早期产品的测试结果表明:镀铝锌板在数十年强烈太阳光线照射、暴晒、工业排泄物的侵蚀及温度应力的作用下,主体性能完好无须进行任何维修。
全球超过5亿平方米的工程实例使该镀铝锌板正在得到更多的建筑师和业主的青睐。
卓越的抗侵蚀性能,新颖的设计风格正是这种屋面/墙面系统广为应用的原因。
研究表明:目前这种屋面系统在大多数情况下期望达到超过30年甚至更长年限的使用寿命,且无须进行主体维修。
1.彩色镀铝锌钢板的基材为质轻而高强力的钢材。
2.经连续式热浸处理后,在钢板的两面形成镀铝锌合金层,经20年的不同环境、实地试验证实了在同样环境下,镀铝锌钢板比镀锌钢材耐用四倍以上。
3.在镀铝锌钢材上涂上一层化学皮膜,在化学皮膜上再涂覆上极耐腐蚀的环氧基树脂底漆,增加防腐蚀功能。
4.面层覆涂上耐侯性极佳的有色涂覆特殊强化学聚酯,确保镀铝锌钢板能在使用多年后仍能保持自己的原有色彩和光泽,底部则涂上一层浅灰色涂料使钢板更加美观。
一、热镀铝锌钢板的主要用途:建筑业:民用和工业用建筑的屋顶、外墙、车库门、栅栏、百叶窗家电业:烤箱、防爆带钢、空调通风系统外覆盖件、太阳能热水器、电器部件汽车工业:汽车消音器、尾气管和催化转换器的防热罩、汽车车体底部零件、公路标志牌工业仪表:电控柜、工业冷冻柜、自动售货机二、可供规格范围品种厚度(mm)宽度(mm)长度(或钢卷内径)(mm)钢板0.22~1.30700~12501000~6000钢卷0.22~1.30700~1250508三、供货标准及牌号材料类别宝钢企业标准牌号说明冷成型用钢Q/BQB425DC51D+AZ适用于冷成型加工DC52D+AZ结构用钢S250GD+AZ适用于结构用S300GD+AZS350GD+AZS550GD+AZ aa:适用于轧硬后不完全退火产品四、镀层种类分类和代号项目分类代号镀层种类铝锌合金镀层AZ推荐的公称镀层重量g/m230/30,40/40,50/50,60/60,75/75,90/90五、表面结构分类和代号项目分类代号特征表面结构正常锌花N镀锌后在通常条件下锌层冷凝而得的锌花光整锌花S正常锌花经光整处理得到的表面结构六、表面处理的分类和代号项目分类代号说明表面处理铬酸钝化处理C此种表面处理可减少产品表面在运输和储存期间产生黑锈涂油O此种表面处理可减少产品表面产生黑锈,一般不作为后加工用轧制油和冲压润滑油。
BQB420-2003热镀锌
4―57
Q/BQB420-2003
分类项目 镀层种类 镀层形式 a,b
表面结构
表3
类别 纯锌镀层 锌铁合金镀层 等厚镀层 A (g/m2)/B (g/m2 ) (A=B) 差厚镀层 A (g/m2)/B (g/m2) (A≠B) 正常锌花 光整锌花
小锌花 光整小锌花
零锌花
代号 Z ZF
A/B
Z G X GX N
锌铁合金
R
铬酸钝化
L
表面处理
涂油
Y
铬酸钝化+涂油
LY
a A 为钢带的外表面镀层重量或钢板的上表面镀层重量(g/m2);B 为钢带的内表面镀层重量或钢板的下 表面镀层重量(g/m2)。 b 经供需双方协商,等厚镀层代号可以双面重量之和表示。
5 订货所需信息 5.1 订货时用户需提供下列信息:
a)本企业标准号 b)牌号 c)镀层种类及镀层重量 d)尺寸及其精度(包括厚度、宽度、长度) e)表面结构 f)表面处理 g)表面质量 h)不平度精度 i)重量 j)包装方式
宝山钢铁股份有限公司企业标准
Q/BQB 420-2003
连续热镀锌/锌铁合金钢板及钢带
代替 Q/BQB 420-2001 Q/BQB 422-2000 BZJ 421-1999
1 范围 本标准规定了连续热镀锌/锌铁合金钢板及钢带的分类和代号、尺寸、外形、重量、技术要
求、检验和试验、包装、标志及质量证明书等。 本标准适用于宝山钢铁股份有限公司以冷连轧或热连轧钢带为基板,通过连续热镀工艺生
4―59
Q/BQB420-2003
公称厚度
0.30~0.40 >0.40~0.60 >0.60~0.80 >0.80~1.00 >1.00~1.20 >1.20~1.60 >1.60~2.00 >2.00~2.50 >2.50~3.00
团体标准连续热镀锌铝镁钢带焊接钢管

团体标准连续热镀锌铝镁钢带焊接钢管下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!团体标准引领:连续热镀锌铝镁钢带焊接钢管的创新与发展在现代工业领域,焊接钢管作为一种重要的建筑材料和结构材料,其质量直接影响着工程的安全与效率。
连续电镀锌、锌镍合金钢板及钢带

号
材料类别
牌号(用途)
材料标准
编号
品种规格(厚度mm)
品种规格
标准编号
有关规定
标记示例
10
连续电镀锌/锌镍合金钢板及钢带
1、牌号命名方法
牌号由基板、电镀代号(E)和镀层种类代号(Z或ZN)三部分构成,其中电镀代号(E)和镀层种类代号之间用“+”连接。
2、牌号命名示例
a) DC05E+Z:表示基板牌号为DC05,纯锌镀层电镀产品。
70/0 80/0 90/0 100/0 110/0
10 15 20
25 30 40
适用的典型零部件:前门玻璃后下滑槽、外蒙皮、前罩板外板、上箱体、下箱体、吸油槽、储油槽加强板等。
宝钢企业标准钢板、钢带(冷轧部分)——连续电镀锌/锌镍合金钢板及钢带
(表面处理不标注时按C5供货)。
3、表面质量
较高级的精整表面FB;
高级的精整表面FC;
超高级的精整表面FD。
(表面质量不标注时按FB级供货)。
4、说明事项
a)不平度精度的标记规定与其他冷连轧钢板相同。
b)表面处理代号可视需要放入标记的分母上或在订货合同中注明。
名称
钢板
当选用高级不平度精度时:
钢板
镀层
Q/BQB 430—2009
(代替Q/BQB 430—2003、
BZJ 431—2007)
0.30、0.35、0.40、0.45、0.50、0.65、0.70、0.75、0.80、0.90、1.00、1.10、1.20、1.30、1.40、1.50、1.60、1.75、1.80、2.00、2.20、2.50、3.00
b)B180H1E+ZN:表示基板牌号为B180H1,锌镍合金
压型钢板在建筑工程中的应用4
度。压型钢板工程中选用镀铝锌板作基板时其选材应以本标准为依据并注意以下各
点 1板的强度等级不宜大于350Mpa 2一般使用环境条件工业或沿海地区轻度侵蚀 介质下使用时视湿度条件按镀层厚度不小于60/60或75/75g/m2 3用作屋面板或墙面 板的基板厚度应分别不小于0.6mm或0.5mm。 压型钢板施工时应按《压型金属板设 计施工规程》YB/216标准执行操作工人需经? 排嘌挡⑹褂米ㄓ霉ぞ甙幢曜佳槭 詹拍苋繁9こ讨柿俊?压型钢板板型基本构造要求 1、墙面用压型钢板宜采用紧固件 隐藏型板型屋面用压型钢板宜采用咬边连接型板型楼盖用压型钢板宜采用闭口型板
抗氧化、防腐性能。 铝镁锰合金板的物理性能 弹性系数69000 Mpa 硬度25900 Mpa 泊松比率0.33 凝固点645℃ 液化点658℃ 比热899J kg-1K-1 热胀冷缩系数23.5??m m-1K-1 密度2700kg m-3 电阻系数29nΩ m 导热性229W m-1 K-1 电导率59.5IACS 铝镁锰合金板的机械性能 抗拉强度164-186 Mpa 屈服强度100-132 Mpa 延伸率 12-21 太嘉所采用的屋面系统为Aluform系统该系统采用直立锁边形式对压型板进 行固定。这种固定方式属于浮滑式设计理念即屋面板可以在固定支座上自由滑动完
宝钢QBQB420-2014热镀锌锌铁合金镀层钢板及钢带
粒子析出进行强化。同时,通过微合金元素的细化晶粒作用,以获得较高的强度。 3.7 双相钢 dual phase steels(DP) 钢的显微组织主要为铁素体和马氏体,马氏体组织以岛状弥散分布在铁素体基体上。双相 钢具有低的屈强比和较高的加工硬化指数以及烘烤硬化值,是结构类零件首选材料之一。
3.8 相变诱导塑性钢 transformation induced plasticity steels(TR) 钢的显微组织为铁素体、贝氏体和残余奥氏体,其中,残余奥氏体的含量最少不低于 5%。 在成形过程中,残余奥氏体可相变为马氏体组织,具有较高的加工硬化率、均匀伸长率和
宝山钢铁股份有限公司供货技术条件
热镀锌/锌铁合金镀层钢板及钢带
上海憬锐实业有限公司专营021-66595313
Q/BQB 420-2014
代替 Q/BQB 420-2009
1 范围 本技术条件规定了热镀锌/锌铁合金镀层钢板及钢带(以下简称钢板及钢带)的术语和定义、 分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及检验文件等要求。 本技术条件适用宝山钢铁股份有限公司生产的厚度为0.30mm~3.0mm的钢板及钢带,主要 用于制作汽车、建筑、家电等行业的内外覆盖件和结构件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4 分类和代号 4.1 钢板及钢带按用途分类按表 1 的规定。
表1
牌号
DC51D+AZ
DC52D+AZ S250GD+AZ S300GD+AZ S350GD+AZ S550GD+AZa
a
适用于轧硬后不完全退火产品。
用途 冷成形用
结构用
4.2 钢板及钢带按表面质量区分按表 2 的规定。 4.3 镀层重量的表示方法示例如下:
小辊印、轻微的刮伤等。
高级的精整表面
产品二面中较好的一面须对小划痕、辊印等轻微缺欠作进一步限 FC(O4)
制,另一面至少应达到 FB 的要求。
7.8.3 对于钢带,由于没有机会切除带缺陷部分,所以允许带缺陷交货,但有缺陷的部分不
得超过每卷总长度的 6%。
7.9 表面结构
钢板及钢带的表面结构按表 13 的规定
GB/T 222-1984 钢的化学分析用试样取样法及成品化学成分允许偏差
GB/T 223
钢铁及合金化学分析方法
GB/T 228-2002 金属材料 室温拉伸试验方法
GB/T 232-1999 金属材料 弯曲试验方法
GB/T 1839-2003 GB/T 2975-1998
钢铁产品镀锌层质量试验方法 钢及钢产品力学性能试验取样位置及试样制备
镀层种类
表 11
推荐的公称镀层重量 a
g/m2
铝锌合金镀层
30/30,40/40,50/50,60/60,75/75,90/90
a 50 g/m2 镀层重量,约等于镀层厚度为 13.3μm。
7.7.3 镀层重量每面三点试验平均值应不小于相应面公称镀层重量,单点试验值应不小于相
应面公称镀层重量的 85%。
6 尺寸、外形、重量及允许偏差 6.1 钢板及钢带的公称尺寸按表 4 的规定。
表4
公称厚度
宽度
钢板长度
0.22~1.30
700~1250
1000~6000
mm
钢带内径 508
6.2 钢板及钢带的公称厚度指基板厚度和镀层厚度之和。 6.3 钢板及钢带的厚度允许偏差应符合表 5 的规定。 6.4 钢板及钢带的宽度允许偏差按表 6 的规定。 6.5 钢板及钢带的其他尺寸、外形及其允许偏差,按 Q/BQB401 的规定。其中 DC51D+AZ、 DC52D+AZ 的不平度允许偏差,应符合 Q/BQB401 中规定的最小屈服强度<280MPa 时的相应规 定。
±0.04 ±0.05 ±0.06 ±0.07 ±0.08
>1.20~1.30
±0.11
±0.12
±0.08
±0.09
0.22~0.40
±0.06
±0.07
±0.04
±0.05
S300GD+AZ S350GD+AZ S550GD+AZ
>0.40~0.60 >0.60~0.80 >0.80~1.00 >1.00~1.20
拉伸试验 a
断后伸长率
牌号
屈服强度 b MPa
不大于
抗拉强度 MPa
不大于
(L0=80mm,b=20mm)% 不小于 厚度 mm
<0.7
≥0.7
DC51D+AZ
-
500
22
24
DC52D+AZ
300
420
24
26
a 拉伸试验试样为横向样。
b 当屈服现象不明显时采用 RP0.2,否则采用 ReL。
表9
DC51D+AZ DC52D+AZ S250GD+AZ
0.22~0.40 >0.40~0.60 >0.60~0.80 >0.80~1.00 >1.00~1.20
±0.05 ±0.06 ±0.07 ±0.08 ±0.09
±0.06 ±0.07 ±0.08 ±0.09 ±0.10
±0.03 ±0.04 ±0.05 ±0.06 ±0.07
轧 制 方 向
50
50
50 50 50
b/2 b
图 1 试样的取样位置 9 包装、标志及质量证明书应符合 Q/BQB 400 的规定。 10 数值修约方法按 GB/T 8170《数值修约规则》的规定。
-6-
Q/BQB 425-2004
附录 A (规范性附录) 理论计重时的重量计算方法
A.1 镀层厚度的计算方法 镀层厚度=〔镀层公称重量(g/m2)/ 50(g/m2)〕×13.3×10-3(mm)
8 检验和试验 8.1 钢板及钢带的表面质量用肉眼检查。 8.2 钢板及钢带的尺寸、外形应采用合适的量具进行测量。
-5-
Q/BQB 425-2004
8.3 每批钢板及钢带的检验项目、试样数量、取样方法及试验方法应符合表 14 的规定。
表 14
序
号
检验项目
试样数量
取样方法
试验方法
1
化学分析
1 个/炉
此种表面处理可减少产品表面产生黑锈,一般不作为后加工用轧制油和冲压润滑油。 7.10.4 涂耐指纹膜(UF)
此种表面处理可减少产品表面产生黑锈。 7.10.5 不处理(U)
本处理方式仅适用于需方在订货期间明确提出不要求表面处理的情况,并需在合同中注 明。这种情况下钢板及钢带表面极易产生黑锈,用户在选用时应慎重考虑。
于 50mm
8.4 钢板及钢带应按批检验,每批由不大于 30 吨的同牌号、同镀层重量、同尺寸规格、同表 面结构和表面处理的钢材组成。 8.5 如有某一项试验结果不符合标准要求,则从同一批中再任取双倍数量的试样进行该不合 格项目的复验。复验结果(包括该项目试验所要求的所有指标)合格,则整批合格。复验结 果(包括该项目试验所要求的所有指标)即使有一个指标不合格,则复验不合格。如复验不 合格,则已做试验且试验结果不合的单件不能验收,但该批材料中未做试验的单件可逐件重 新提交试验和验收。
700~<1200
+5 0
+2 0
1200~1250
+6 0
+2 0
a 高级精度仅适用于以切边状态交货的产品。
7 技术要求
7.1 化学成分
7.1.1 钢的化学成分应符合表 7 的规定。
7.1.2 钢板及钢带的成品化学成分允许偏差应符合 GB/T 222 的规定。
表7
牌号
化学成分(熔炼分析) % 不大于
GB/T 8170-1987 数值修约规则
Q/BQB 400-2003 冷轧产品的包装、标志及质量证明书
Q/BQB 401-2003 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差
ASTM A754M-96 用 X 射线荧光法测量钢铁产品金属镀层重量的试验方法
3 术语和定义 3.1 铝锌合金镀层
连续热镀锌生产线生产的、由铝锌合金组成的镀层,镀层中铝的质量百分比约为 55%, 硅的质量百分比约为 1.6%,其余成分为锌。
GB/T 222
GB/T 223
2
拉伸试验
1个
GB/T 2975
GB/T 228
如图 1 所示,试样位置距边部不小于
3
镀层重量
1 组 3 个 50mm,直径为 44mm~65mm 的圆形 GB/T 1839
或边长 45mm~60mm 的正方形
4
镀层弯曲
1个
距边部不小于 50mm,试样宽度不小
GB/T 232
钢板:上表面镀层重量/下表面镀层重量,例如:50/50,单位为 g/m2。 钢带:外表面镀层重量/内表面镀层重量,例如:60/60,单位为 g/m2。
宝山钢铁股份有限公司 2004-02-09 发布
2004-04-15 实施
-1-
Q/BQB 425-2004
表面质量级别 较高级的精整表面 高级的精整表面
C
Mn
P
DC51D+AZ
0.10
0.45
0.030
DC52D+AZ
0.08
0.40
0.030
S250GD+AZ
0.12
0.50
0.040
S300GD+AZ
0.30
1.60
0.100
S350GD+AZa
0.30
1.60
0.100
S550GD+AZ
0.20
1.20
0.035
a 钢中也可添加 Ti 等合金元素,但是这些合金元素的总含量≤0.22%。
表2
代号 FB(O3) FC(O4)
4.4 镀层种类、表面结构、表面处理的分类和代号按表 3 的规定。 表3
项目
分类
代号
镀层种类
铝锌合金镀层
AZ
表面结构
正常锌花
N
光整锌花
S
铬酸钝化处理
C
涂油
O
表面处理
铬酸钝化处理+涂油
CO
涂耐指纹膜
UF
不处理
U
5 订货所需信息 5.1 订货时用户需提供下列信息:
a) 本产品标准号 b) 产品名称 c) 牌号 d) 表面结构 e) 镀层重量 f) 表面质量级别 g) 表面处理 h) 规格及尺寸精度 i) 不平度精度 j) 重量 k) 包装方式 l) 其他特殊要求 5.2 如订货合同中未注明尺寸及不平度精度、表面质量级别、表面结构、表面处理及包装方 式,则以尺寸为普通精度、不平度为普通精度、表面质量级别为 FB、表面结构为光整锌花、 表面处理为涂耐指纹膜,并按供方提供的包装方式供货。
金钢板及钢带,以下简称钢板及钢带。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,