动作分析表(MOD实例)
MOD动作分析法

M1 M2 M3 M4 M5
G0 G1 G3 P0 P2 P5
移动动作和终结动作综合
轴和套的装配 把轴套放在A点上,为M3P5。 到B点时为少量插入轴中。从B 点到C点,要加算必要的移动动 作M2P0(或M3P0)。
若在B点放开手,套依靠自重自 然落下,则不需加算移动动作。
移动动作和终结动作综合
– – – – 将拿着的旋具放到桌子旁 将传送带送来的零件放在自己面前 将用完的辅助支架放到传送带上 将要检查的零件抓起,堆放在面前
左手 放上左侧传送带
记号
右手
记号 --
MOD数 3
M3P0 什么都不做
放在手前的桌上
M3P0 把烙铁移到手前 M3P0
3
需要注意力的放置 P2
P 2 (注意)
– 往目的地放东西的动作,并需要用眼睛盯着看 进行一次修正的动作。其时间值为2MOD。 – P2动作适用于能够大体上确定物体位置或指定 位置,虽有配合公差但配合不严的场合。
实例分析1
• 坐在椅子上的操作者,用右手抓收音机盒, 放在传送带指定位置上。
No 左手动作 右手动作 标记符号 次数 MOD
1
2 3
----
抓盒的拉手M3G1
放到传送带指定位 置M4P2 重量修正
M3G1
M4P2 L1
4
6 1
实例分析2
• 站着的工人把放在桌上的14寸彩电抱起, 用身体支撑住,放到传送带的指定位置上。
两手均需注意力时的分析方法
• 在桌上放置零件A和B,两手分别抓两个零件。
左手先动作:
No 1 左手动作 抓零件A M3G3 右手动作 抓零件B M4G3 标记符号 M3G3M2G3 次数 MOD 11
人体动作(MOD)

附加 因素
MOD法把人的动作分成上肢、下肢、其它等动作,分别由符号M、G、P、F、W……代表 符号后赋予数字1.2.3……代表模特的时间值,如M1代表1MOD=0.129秒,M2即代表2MOD,以 此类推。
模特法动作分类表
分类 手指动作 手腕动作 上 肢 动 作 移 动 动 作 移动 小臂动作 大臂动作 伸直手臂的动作 反射式 连续反复多次的反射动作 动作 碰触、接触 基 本 动 作 终 结 动 作 抓握 不需要注意力的抓取 复杂的抓取 简单的放置 放置 较复杂的放置(如对准) 具有装配目的的放置 下肢 动作 脚部动作 大腿动作 独立进行的 动作(此动 作进行时其 它动作停 止) 蹬踏动作 行走动作 目视观察 校正 判断与反应 按下 内容 符号 M1 M2 M3 M4 M5 M1/M1M2M3 G0 G1 G3 P0 P2 P5 F3 W5 E2 R2 D3 A4 C4 B17 S30 L1 往复进行 往复进行 需精神上的注意 需精神上的注意 需精神上的注意 附加条件
模特法21种动作说明

模特法21种动作说明(参考文件)一.模特法的21种动作都是以手指动作一次(移动距离2.5cm)的时间消耗值为基准进行试验、比较来确定各动作的时间值.MOD法把人的动作分为上肢、下肢,其它等动作,分别由符号M、G、P、F、W…..代表,符号后仅赋予数字1、2、3…..代表模特时间值,如M1代表1MOD= 0.129秒,M2即代表2MOD,以此类推.利用此系统,IE工程师只要清楚判定了动作类型,就可以立即知道一个连续动作的时间值.用MOD法进行动作分析时还会碰到非动作上肢动作1.)移动动作:移动动作用符号M表示,是指手指、手和臂活动的动作.因所使用的身体部位不同,所要迖到的目的也不同,固而使用的身体部位及移动距离不同,同样的间值也不同.时间值分五等.1.1)手指的动作M1,表示用手指的第三个关节前的部分进行的动作,时间值为1MOD,动作距离为2.5CM(参考值)动作举例:手指的移动,手指拨动弹片式开关,回转小旋钮,抓住空气传动器的旋钮,用手指拧螺母.注意事项:手指的移动是很微小的,2.5CM之间的反复移动很容易看漏掉,注意移动次数,时间是以次数计的,1次1MOD,3次3MOD.1.11.)手的动作M2:表示用手碗以前的手部进行的移动.动作距离为5CM(参考值).1.1.2.) 动作举例: 持住零件在手腕的移动笵围内安装、对准.或手内工具在作业前的对准移动,转动烙铁,门轴及小零件于电路板孔内.1.1.3.)注意事项:由于手腕的动作可进行横向,上下,左右,斜向和圆弧动作.因此根据M2的动作方式,伴随手的动作,小臂多少也要动作,但主动作是手的动作,小臂的动作是辅助动作, 且现场作业中往往M2的动作频率很高所以应仔细观察.1.2).小臂的动作M3:表示以肘关节为中心的,肘以前的小臂(包括手,手指)的动作.M3的移动距离为15cm.1.2.1)动作举例: 拿取及放下加工部件,伴随手部动作碰触与装配,拿烙铁,及放工具的小臂的移动.1.2.2)注意事项:由于手臂及手的动作会伴有肘关节的前后移动.此时肘关节的前后移动被看作是主动作M3的辅助动作.M3的移动动作范围,通常被称作正常作业范围,是人作业时的动作最合理高效的范围,作业标准的编制应尽可能在这一区域内完成,同时工装的使用,及设备的操控也应设计在这一范围为佳.1.3.)大臂的动作M4:表示伴随肘的移动,小臂和大臂做为一个整体在自然状态下伸出的动作, 移动的距离为30cm.1.3.1) 动作举例:伸手拿上本位传递过来的产品,及传递给下一工位时的移动,或从传送带上拿零件.1.3.2) 注意事项:当手臂充分伸展时,伴有身体前倾的辅助动作,从时间值上来看仍是M4.1.3.3)大臂尽量伸值的动作M5:表示在胳膊尽量伸直的基础上再尽量前伸的动作,另外将胳膊向反向侧伸也是M5,移动距离一般为45CM(参考值).1.3.4)动作举例:坐在生产线旁拿放在传送带对面的零件,拿放在地上的物品.1.3.5)注意事项:从劳动生理学的角度看连续做M5的动作是不可取的,应尽量减少M5的动作.1.4).反射动作:反射动作是将工具牢牢握手里,反复性,重复作业时进行的动作.它不是每一次都特别需要注意力或保持特别意识的动作,是上述各种移动动作的连续反复动作.没有终结动作与之成对出现,所以又称为特殊移动动作.反射动作因其是反复操作,所以其时间值比通常移动的小. 手指的往复反射动作M1----每一个单程动作时间为0.5MOD;手指的往复反射动作M2-----每一个单程动作时间为1MOD手指的往复反射动作M3----每一个单程动作时间为2MOD;手指的往复反射动作M4-----每一个单程动作时间为3MODM5的动作一般不发生反射动作,如果有必须马上改进,反射动作的时间值最大为3MOD.动作举例:在零件上涂防护剂,用锤子敲东西,擦污迹.2.) 终结动作:终结动作是移动动作进行之后的目的动作.如触及或抓住零件,把拿着的零件移向目的地之后放入,装配,配合等动作.2.1)触及动作G0: 用手指或手去接触目的物的动作.这个动作没有抓住目的物的意图,只是触及而已,它是瞬间发生的动作,所以没有动作时间,时间值为0MOD.2.1.1).动作举例:按动起动开关及关掉紧急剎车开关,推动(拔键)推放在夹具上的印刷电路板,左手抓住相对较大的零件推动快速夹.2.2).抓的动作G1:用手指,手掌简单地抓住的动作,抓的时候动作自然顺畅,无犹豫踌躇现象,被抓物附近没有障碍物,时间值为1MOD.动作举例:抓单独放置一个零件,已经进行位置预置的工具如电动螺丝刀(气动),拿上工位传递下来的半成品(零件本身不需太多注意力),拿记号笔.2.3).抓的动作G3: 需要注意力,用G0或G1的动作不能完成的复杂的抓的动作,时间值为3MOD. 一般会伴随有迟疑踌躇的现象,需要准确定位及高度注意的抓取.2.3.1). 动作举例:拿易损的精密零件,拿供料盒中不规则放置的小零件,要求按规定位置抓取精密零件,轻轻地拿易变形的零件.2.4)放置动作P0: 表示拿着物品到目的地后,直接放下的动作.放置场所没有特殊的规定,一般不需要注意看,没有时间值即时间.值为0MOD .2.4.1) 动作举例:放回使用过的工具,拿半成品放在作业台面(不用对位),安装只需一放取可的零部件.2.5).放置动作P2:需要注意力,往目的地放东西的动作,并需要用眼睛盯着进行一次修正的动作.时间值为2MOD .一般P2动作适合干能够大体上确定位置或指定位置,虽有配合公差但配合不严的场合.2.5.1).动作举例:将垫圈套在螺栓上(同样精度牟任何装配),或取半成品放入固定夹具中,把烙铁放在烙铁架上,将半成品放在给下一工位的传递位置上.2.5.2)放置动作P5: 需要注意力,将物品准确放在规定位置,进行装配的动作.它是比P2更复杂的动作.P5需要伴有两次以上的修正动作.自始至终需要用眼睛观察,动作中产生犹豫,时间值为5MOD,P5需要将物品放在精确定位的位置,或装配公差精度要求较高的情况.2.5.3) 动作举例:将电器零件的插脚对准电路板放入.轴与轴承的装配,对准测试触点进行测试.装配准确的组合零件,将电动螺丝刀对准螺丝,将锡线对准焊点.3.0)移动动作与终结动作的结合.无论什么动作,移动动作之后,必定伴随着终结动作.例如拿电动收螺丝机,移动动作为M3,终结动作为G1,其动作符号的标记为M3G1,时间值为3MOD+1MOD=4MOD.4.)同时动作:用不同的身体部位,同时进行一样或不一样的两个以上动作叫同时动作.一般以两手的同时动作为佳.但两手无法同时进行都需注意力的工作.时间值以用时较长的一方为准.同时作业时要注意两个动作的次序,同时动作的作业方法会影响到最终时间结果.下肢和腰的动作1).蹬踏动作F3将脚跟踏在板上,压脚踏板的动作,时间为3MOD注意当脚再次抬起时则视作第二F3.如脚踏开关的使用,踏下时为F3,机器动作则视炙有效时间,当脚离开断掉开关时又是一次F3.2).步行动作W5身体水平移动,走步使身体移动的动作.回转身体也要挪动脚步,同样视作步行动作.步行时每一步用W5表示,时间值为5MOD.3).身体弯曲动作B17从站立状态弯腰蹲下单膝触地,然后再返回原来状态的整个过程,时间值为17MOD.4).站起来再坐下动作S30坐在椅子上站起来再坐下的周期动作.包括同时进行的两手推拉椅子的动作,时间值为30MOD .辅助动作1).搬运动作的重量因素L1不合理作业,需改善.2)眼睛的动作E2独立动作,眼睛的动作分为眼睛的移动(向一个新的位置移动视线)和调整眼睛的焦距丙种.每种动作用E2表示.时间值2MOD.注意只有眼晴独立动作时,才给眼睛动作以时间值,在可以清楚地看物体的正常视野范围内不给眼睛动作时间,但在正常视野内对于詷整的动作在必要时给E2,所谓正常视野眼睛的移动范围为20CM,300的范围.看更大的范围时,伴随着眼睛的移动还有头的辅助动作用,而且两者同时进行,这相当于1100的范围,应给予E2*3的时间值.3).矫正动作R2独立动作,在一只手的手指与手掌内进行的改变方向或调整握姿的复杂连续动作,用R2表示,R2的时值为2MOD.注意只限于用R2独立进行动作时,才给R2的时间值,往往熟练的作业员会在拿取后移动的同时进行矫正的操作.此时给抓和移动的动作时间.不计矫正时间.常见的动作有拿取零件后在手中詷整方向,及拿到工具后在手中调整握姿等.4).判断动作D3独立动作,连续的动作之间发生的瞬间时判断.这个判断及其反应的作用D3表示,时间值为3MOD,如检查工作,对外观,加工结果进行的判断,或对性能测试的结果进行的判断,以及对颜色,声音,手感等进行的判断等动作.需注意的是只能当判断发生时,才给出D3,即当出现非正常结果时判断才发生并给D3的时间值.5).加压动作A4独立动作,在作业时需要推,拉等克服阻力的动作,用A4表示,时间值为4MOD.注意A4一般是在推,转等动作终了后且其它动作停止时发生,同时伴有手和胳膊及全身肌肉紧张.要求加力在2kg 以上才计时.由于用力产生的少许移动动作不计时,如在关紧闸门的最后一紧,间隙限小的装配时压入,拧螺丝时最后的收紧,闭合紧密的产品外壳等动作.6) 旋转动作C4以手或肘关节为轴发生的圆周旋转动作,转一周的时间值C4即4MOD .注意: 转1/2周2以上才视为旋转动作,不到1/2周时,视作移动动作,且当旋转带有2kg以上的负荷时,时间值按有效时间计算.动作: 如转动机械的手柄,搅拌液体等.(注:文档可能无法思考全面,请浏览后下载,供参考。
MOD法分析规范标准时间
标准时间=正常时间+(正常时间×宽放百分数)=正常时间×(1+宽放率);宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率,宽放率可根据经验确定,一般选0.1~0.3范围内,其中:管理宽放率一般取3%~10%;疲劳宽放率一般取5%~20%;生理宽放率一般取2%~5%。
对于动作比较简单、劳动疲劳强度小的工序,宽放适当减小。
操作复杂、容易产生疲劳或者工作环境恶劣的可适当增加宽放。
正常时间一般采用模特法(MOD法)来确定;MOD法动作分析方法以及实例分析:(1)移动动作M(5个) 移动动作为手指的动作M1、手腕的动作M2、前臂动作M3、上臂动作M4及伸直手臂的动作M5。
(2)终结动作(6个) 指移动动作(即移动手指一手臂)的终结动作。
移动手或手臂,不是去拿物件就是放置物件,所以终结动作由抓握(G)和放置动作(P)两种动作组成。
1)抓握动作(G) 根据其动作的特点分为:①接触G0;②简单地抓G1;③复杂地抓G3(注)。
2)放置动作(P) 根据放置的特点又分为:①简单放置P0;②较复杂的需要注意力的放置P2(注);③复杂的需要注意力的放置P 5(注)。
(3)其它动作(11种) 其它动作共分为:1)下肢动作又分为:①足踏动作F3;②走步动作W5。
2)重量因素L1 考虑重量对时间值的影响。
3)其它动作又分为:①目视动作E2(独);②校正R2(独);③单纯地判断和反应动作D3(独);④按下动作A4(独);⑤旋转动作C4;⑥弯体动作B17(往);⑦坐下起身动作S30。
4.模特法的动作分析(1)基本动作——上肢动作1)移动动作(M) 移动动作包括5种,分别以手指、手和手臂进行作业来区分。
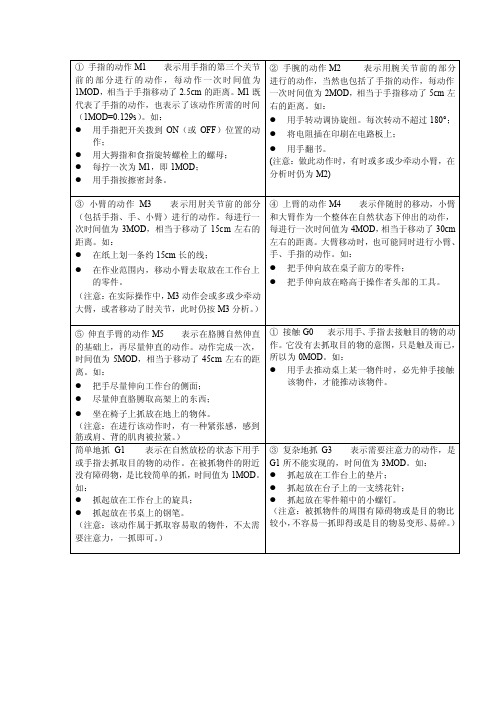
①手指动作M1 表示用手指的第三个关节前的部分进行的动作,每动作一次时间值为1MOD,相当于手指移动了2.5cm的距离。
②手的动作M2 用腕关节以前的部分进行的动作,当然也包括了手指的动作,每进行一次为2MOD,相当于动作距离为5cm左右。
Mod法21个动作单元分析
作; 用大拇指和食指旋转螺栓上的螺母; 每拧一次为 M1,即 1MOD; 用手指按擦密封条。
在纸上划一条约 15cm 长的线;
手、手指的动作。如:
在作业范围内,移动小臂去取放在工作台上 把手伸向放在桌子前方的零件;
的零件。
把手伸向放在略高于操作者头部的工具。
(注意:在实际操作中,M3 动作会或多或少牵动
大臂,或者移动了肘关节,此时仍按 M3 分析。)
⑤ 伸直手臂的动作 M5 表示在胳膊自然伸直 的基础上,再尽量伸直的动 作。动作完成一次, 时间值为 5MOD,相当于移动了 45cm 左右的距 离。如:
②步行动作 W5 表示运动膝关节,使身体移动 或回转身体的动作。包括向 前、向后、向横侧, 凡属用脚支配身体的水平移 动动作均属此动作, 每进行一次的时间值为 5MOD。如: 在 F3 脚踏动作中如果脚跟离开踏板
①脚踏动作 F3 表示将脚跟踏在踏板上,并 且脚跟不离踏板作足颈动作,其时间值为 3MOD。 如:
② 手腕的动作 M2
表 示 用腕 关 节 前 的 部 分
进行的动作,当然也包括了 手指的动作,每动作
一次时间值为 2MOD,相当于手指移动了 5cm 左 右的距离。如:
用手转动调协旋纽。每次转动不超过 180°;
将电阻插在印刷在电路板上;
用手翻书。 (注意:做此动作时,有时或多或少牵动小臂,在 分析时仍为 M2)
MOD法分析标准时间
标准时间=正常时间+(正常时间×宽放百分数)=正常时间×(1+宽放率);宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率,宽放率可根据经验确定,一般选0.1~0.3围,其中:管理宽放率一般取3%~10%;疲劳宽放率一般取5%~20%;生理宽放率一般取2%~5%。
对于动作比较简单、劳动疲劳强度小的工序,宽放适当减小。
操作复杂、容易产生疲劳或者工作环境恶劣的可适当增加宽放。
正常时间一般采用模特法(MOD法)来确定;MOD法动作分析方法以及实例分析:(1)移动动作M(5个) 移动动作为手指的动作M1、手腕的动作M2、前臂动作M3、上臂动作M4及伸直手臂的动作M5。
(2)终结动作(6个) 指移动动作(即移动手指一手臂)的终结动作。
移动手或手臂,不是去拿物件就是放置物件,所以终结动作由抓握(G)和放置动作(P)两种动作组成。
1)抓握动作(G) 根据其动作的特点分为:①接触G0;②简单地抓G1;③复杂地抓G3(注)。
2)放置动作(P) 根据放置的特点又分为:①简单放置P0;②较复杂的需要注意力的放置P2(注);③复杂的需要注意力的放置P 5(注)。
(3)其它动作(11种) 其它动作共分为:1)下肢动作又分为:①足踏动作F3;②走步动作W5。
2)重量因素L1 考虑重量对时间值的影响。
3)其它动作又分为:①目视动作E2(独);②校正R2(独);③单纯地判断和反应动作D3(独);④按下动作A4(独);⑤旋转动作C4;⑥弯体动作B17(往);⑦坐下起身动作S30。
4.模特法的动作分析(1)基本动作——上肢动作1)移动动作(M) 移动动作包括5种,分别以手指、手和手臂进行作业来区分。
①手指动作M1 表示用手指的第三个关节前的部分进行的动作,每动作一次时间值为1MOD,相当于手指移动了2.5cm的距离。
②手的动作M2 用腕关节以前的部分进行的动作,当然也包括了手指的动作,每进行一次为2MOD,相当于动作距离为5cm左右。
基于MOD法动作分析的标准作业方法及标准工时实例

测量与分析 何开文 杨永伟
开 始 时 间:2010-5-25 计划完成时间:2010-7-25
主要内容
一、通过逐工序、逐员工观察、秒表测量及录像,进行动作分析,找 到规范、标准、节省、高效的作业(动作)组合—标准作业组合;
二、测量基于标准作业组合的(核心作业内容)标准工时;
经逐个观察及询问了解,发现影响效率的主要问题有三点:
1、作业方法:有单个上夹具(作业指导书要求)和一次性拿 5PCS电芯上夹具;
2、双手同时作业:拿电芯、整理台面电芯、换夹双手作业; 3、效率意识:在等夹具或待料时,准备好要上夹具的电芯、
挑注液孔方向不一致的电芯,调整一致等。
二次注液上夹具方法对比
②H
⑧ P2 ⑥ P2
③ M3
⑿ P2 ⑩ P2
① M3
② G1
标准工时=29 MOD*0.129=3.741秒
快速工时=29 MOD*0.12 =3.48秒
慢速工时=29 MOD*0.143=4.147秒
备注
实际时间=3.36秒(秒表、录像监测)
1、仅右手作业,上一组电芯过程右手无浪费动作;
动作组合5-转夹具
动作组合1—换夹具
左手动作
右手动作
NO.
分解动作描述
MOD表达式 模特数 MOD表达式 右手(动作描述)
1 推出上完的夹具,取空夹具 M4M4G0M4P0 12 G0M4
辅助推出上完的夹具
③G0
④M4
②M4 ②
⑤P0 ①M4
M4 ① G0
标准工时=12 MOD*0.129=1.548秒 快速工时=12 MOD*0.12 =1.44秒 慢速工时=12 MOD*0.143=1.608秒 实测时间=1.44秒(秒表、录像监测)
动作分析表(MOD)

动作分析 工序作业分析 右手动作 工时1 工时2 MOD1 MOD2 (S) (S) 1.161 0.645 1.032 0.387 9 5 6 8 3 4 8 5 2 0.645 0.516 4.386 取主板 持住 持住 A002 组装摄像头 (Socket) 持住 持住 持住 流入下一站 取主板 将主板移至扫描枪 A003 Check In (扫描条形码) 持住 流入下一站 取主板 持住 A004 贴防水标签 (1Pcs) 持住 持住 流入下一站 取主板 持住 持住 A005 组装LCM (BTB) 持住 持住 持住 主板放置桌面 取主板 持住 持住 持住 持住 A006 组装LCM (ZIF) 持住 M4G1M4P0 H H H H H M4P0 M4G1M4P0 M3P2 H H M4P0 M4G1M4P0 H H H M4P0 M4G1M4P0 H H H H H M4P0 M4G1M4P0 H H H H 0.516 1.677 1.161 4 13 9 4 8 8 5 42 5.418 BD 0.516 M3G3 1.032 M3P5 1.032 (M2P2)*2 0.645 E2D3 延迟 取LCM LCM对齐至主板 LCM组装至主板 检查组装状况 → → ○ ○ ◇ 1.032 1.032 0.645 0.516 1.677 1.161 4 13 9 4 8 8 12 10 17 2.193 BD 0.516 M3G3 1.032 M3P5 1.032 (M2P2)*2 1.548 M2G3M2P5 1.29 (E2D3)*2 BD 延迟 取LCM LCM对齐至主板 LCM组装至主板 组Connector至主板 检查组装状况 延迟 → → ○ ○ ○ ◇ → 0.516 3.612 2.193 1.161 0.516 1.29 1.032 1.032 1.548 1.29 0.516 2.322 1.161 4 18 9 5 7 5 9 1.161 H 0.645 M3G1M1P0 0.903 M3P2M2P0 0.645 E2D3 BD 持住镊子 取防水标签 贴至主板 检查粘贴状况 延迟 → → ○ ○ → 0.903 0.645 0.516 1.548 2.322 1.161 0.516 0 0.516 1.677 1.161 0.645 4 13 9 5 4 5 36 4.644 H H 0.516 M3G1 0.645 M3P2 BD 延迟 延迟 取SN Label SN Label贴至主板 延迟 → → → ○ → 0.645 0.516 0.645 3.838 1.161 0.645 0 1.161 5 10 4 34 9 4 8 6 8 10 35 4.515 BD 0.516 M3G3 1.032 M3P5 0.774 M2G0A4 1.032 M2G3M3P0 1.29 (E2D3)*2 BD 延迟 取Camera 组装Camera至Socket 撕下Camera保护膜 检查组装状况 延迟 → → ○ ○ ◇ → 0.516 3.838 2.193 1.161 1.645 0.516 1.29 1.032 1.774 1.032 1.29 1.29 H H 0.774 F3*2 H 0.516 M3G1 1.032 M3P5 0.645 M3G0M2P0 0.258 M2P0 H (E2D3)*2 H 标记符号 动作描述 持住镊子 持住镊子 踩踏开关 持住镊子 取Metal Dome 压下治具把手 打开治具把手 持住镊子 检查粘贴状况 持住镊子 动作 分类 → → ○ → → 1.032 0.645 0.258 0.645 1.29 0.516 2.064 5.16 1.161 0.516 1.29 → ○ → ◇ → 0.774 1.032 0.516 加工 ○ 移动 → 1.161 0.645 品检 ◇ 作业时间 MOD 标准作业时间 正常时间 标准 宽放率(%) (S) 时间(S) 工时(S) 工时(S) 机或UT
标准工时分析表(MOD法)

3.2 DIP T/U 段一般动作标准:No 动作描述分析式MOD 数左手:M4G1M2G1M4P0右手:H右手:M4G1M4M2P2M3左手:HM2G1M3P0右手:M3C4M2P2M3左手:HM2M1M3P0左手:M4P5+UT=2.5SECM4右手:M4P5+UT=2.5SECM4左手:M4P0G1M4P0M4G1M4右手:M2P0左手:M4P0M4右手:H 共:=3.3+2.2N SEC/EA NO 动作描述分析式MOD 数a. 取插销及PCB 板左手:M4G1M2G1M4P0右手:M4G1M4P2b.刮锡渣UT=1.8SEC =UT*N 颗c.放入输送带左手:H右手:M2G1M4P2No 动作描述分析式MOD 数左手:M4G1M4C4M3右手:Hb.检查零件脚是否过长时间UT=0.4(L+W)/7.5+0.006N SEC SEC=每目检一次所需时间(S1)*移动目光检视区域次数(N)+判断每颗零件脚是否过长时间(S2)*零件总数(N)*零件过长比率(B)(因人目光一次可看75*75CM)之区域,故看完一片PC 板需看n 次, n=(PCB 宽/7.5)*(PCB 长/7.5)(Unit:CM)抽样求得S1=0.4SEC,S2=0.006SEC)L:CMW:CM左手:H右手:M4G1M44 c.剪零件脚(每颗)UT=1.3 SEC **** 1.3N SEC 左手:M4C4P2右手:H共a+b=1.4+0.14N SEC(N:零件总颗数)12 1.91)拆板后切板,放入输送带共: /2 =6.4SEC/EA 标准时间20 3.1SEC2 b.拆断余板一端22 3.4SEC1 a.取下散热板治具(2片)28 4.3SEC4d.切板(2连板)****2.5SEC3 c.拆断余板另一端SEC2)取插销后刮锡渣放入输送带标准时间1a.自输送带取基板,并翻转16 2.5SEC 5 e.放入输送带(2块) 2.2N SEC 标准时间112 1.9SEC2**** 1.4SEC2)取机板检查零件是否过长后剪过长零件脚共=5.4+3(L+N)+0.006NB+1.3N SEC(L:PCB 板长,W:PCB 板宽,N:零件总颗数,B:零件过长比率)39SEC 5d.放回输送带101.5SEC3 b.取气剪9 1.43)输送带上取基板、正检2****=3(L+N)+0.006NB∑ae∑aC ∑adNO 动作描述分析式MOD 数左手:M4G1M4右手:H 2 b.检查零件面(每颗)UT=0.14 SEC****0.14N SEC 3 c.检查锡面(每个焊点)UT=0.3 (0.3"/四个焊点)****0.3*N/4SEC 左手H右手:M3G1C4共:= 13.2+(6.47NB) SEC(N:零件总颗数,B:正检不良率)NO 动作描述分析式MOD 数左手:M4G1M4A4C4右手:M3G1C4左手:H右手: M4G1M4c.清除焊孔UT=2.3 SEC =每点时间(S)*总焊锡点(N)*不良率(B)左手:C4D3M2A4C4右手:He.左手取锡丝,左手:M3G1M3P5右手取烙铁右手:M4G1M4f.补焊UT=2.47 SEC =每点时间(S)*总焊锡点(N)*不良率(B)左手:M3G1M4P0M4右手:H 左手:H右手:M3G1E2D3R2A4No 动作描述分析式MOD 数左手:M3G3M3H 右手:M4G1M4P2b.锁螺丝(第一颗)左手:H (自攻螺丝)1.5+0.022L(L:自攻螺丝长度:mm)右手:M3G1P2M2P2+0.022*L (自攻螺丝)(K:机械螺丝长度:mm)左手:H (机械螺丝)1.5+0027K 右手:M3G1P2M2P2+0.027*K(机械螺丝)5标准时间6 1.4SEC 补跷件后将基板放回输送带.1 a.自输送带取基板934标准时间a.按住跷件,反过PC 板17 2.6SEC12 d.压入跷起之脚(每颗)b.取络铁9 2.6SEC/EA17 1.4SEC****2.3NBSEC3.3SECSEC **** 2.47NB SEC标准时间SECSEC7g.放回输送带上12 1.9214清洗烙铁头81.22****SEC自攻螺丝:共: =3.2+0.022L(1+N)+1.4N SEC/EA机械螺丝; 共:=3.2+0.027K(1+N)+1.4N SEC/EA111.7152.32*NSEC8h.点胶=每人点明间*N5)锁螺丝1a.取螺丝及锁固物∑a i∑ac∑ac左手: H (自攻螺丝)(1.4+0.022L)N右手:(M3P2M2P2+0.022*L)N (自攻螺丝)左手:H (机械螺丝)(1.4+0027K)N右手:(M3P2M2P2+0.027*K)N(机械螺丝)o.放散热片X手:M3G3M3P0R2P5;16 2.48SEC a.放晶体X手:M3G1M3P0R2P514 2.17SEC b.涂晶体散热膏双手:M3G3M3P0M3G1M3*2M220 3.10SEC c.放螺帽X手:M3G3M3P0R2P516 2.48SEC f.放绝缘片X手:M3G3M3P0R2P516 2.48SEC g.点红胶X手:M3M2P27 1.08SEC h.取出散热片放于輸送帶上X手:M3G1M4P08 1.24SEC i.组装好的散热片装箱X手:M3G1M4M2P212 1.86SEC j.穿晶体于散热片中X手:M3G1M3G1M2R2P517 2.63SEC l.穿螺丝于散热片中X手:M3G1M3G1M2R2P517 2.63SEC m.锁螺帽于散热片上X手:M3G1M3G1R2P5A4R2*3M2274.18SECNo 动作描述分析式MOD 数1 a.取机台X手:M3G3M28 1.24SEC 2 b.擦机身(单位面积)UT=1.1**** 1.32*SSEC 3 c.摇机身UT=1.120 3.10SEC 短胶袋(≦250mm ) UT=4.5SEC **** 5.40SEC 长胶袋(≧250mm) UT=7.0SEC ****8.40SEC 5 e.贴Label(单位面积mm)UT=0.003SEC ****0.004*SSEC 6 f.组装刀卡(V卡刀数N=a*b)UT=1.02SEC **** 1.22*NSEC 7g.插插头X手:M3G1R2M2P513 2.01SEC 8h.插端子X手:M3G1R2M2A412 1.86SEC 9i.按键盘X手:M3M2A49 1.39SEC 10j.目视机身;Label UT=8.0SEC ****9.60SEC 11k.目视线材UT=7.5SEC ****9.00SEC 12l.划记号M3M2G1M2P513 2.01SEC 13m.装机台于纸盒M3G3M3G3*3P5A4*2M2A4P538 5.88SEC 14n.成型纸盒M3G1M3M3M2A4*2M2A4P529 4.49SEC 15o.成型纸箱UT=28SEC****33.60SEC标准时间46)包装3 c.继续锁螺丝****SEC4 d.装胶袋。
模特法21种动作说明

模特法21种动作说明(参考文件)一.模特法的21种动作都是以手指动作一次(移动距离的时间消耗值为基准进行试验、比较来确定各动作的时间值.MOD法把人的动作分为上肢、下肢,其它等动作,分别由符号M、G、P、F、W…..代表,符号后仅赋予数字1、2、3…..代表模特时间值,如M1代表1MOD= 秒,M2即代表2MOD,以此类推.利用此系统,IE工程师只要清楚判定了动作类型,就可以立即知道一个连续动作的时间值.用MOD法进行动作分析时还会碰到非动作产生的时间消耗,其上肢动作1.)移动动作:移动动作用符号M表示,是指手指、手和臂活动的动作.因所使用的身体部位不同,所要迖到的目的也不同,固而使用的身体部位及移动距离不同,同样的间值也不同.时间值分五等.手指的动作M1,表示用手指的第三个关节前的部分进行的动作,时间值为1MOD,动作距离为(参考值)动作举例:手指的移动,手指拨动弹片式开关,回转小旋钮,抓住空气传动器的旋钮,用手指拧螺母.注意事项:手指的移动是很微小的,之间的反复移动很容易看漏掉,注意移动次数,时间是以次数计的,1次1MOD,3次3MOD..)手的动作M2:表示用手碗以前的手部进行的移动.动作距离为5CM(参考值).动作举例: 持住零件在手腕的移动笵围内安装、对准.或手内工具在作业前的对准移动,转动烙铁,门轴及小零件于电路板孔内.注意事项:由于手腕的动作可进行横向,上下,左右,斜向和圆弧动作.因此根据M2的动作方式,伴随手的动作,小臂多少也要动作,但主动作是手的动作,小臂的动作是辅助动作, 且现场作业中往往M2的动作频率很高所以应仔细观察..小臂的动作M3:表示以肘关节为中心的,肘以前的小臂(包括手,手指)的动作.M3的移动距离为15cm.动作举例: 拿取及放下加工部件,伴随手部动作碰触与装配,拿烙铁,及放工具的小臂的移动.注意事项:由于手臂及手的动作会伴有肘关节的前后移动.此时肘关节的前后移动被看作是主动作M3的辅助动作.M3的移动动作范围,通常被称作正常作业范围,是人作业时的动作最合理高效的范围,作业标准的编制应尽可能在这一区域内完成,同时工装的使用,及设备的操控也应设计在这一范围为佳..)大臂的动作M4:表示伴随肘的移动,小臂和大臂做为一个整体在自然状态下伸出的动作, 移动的距离为30cm.动作举例:伸手拿上本位传递过来的产品,及传递给下一工位时的移动,或从传送带上拿零件.注意事项:当手臂充分伸展时,伴有身体前倾的辅助动作,从时间值上来看仍是M4.大臂尽量伸值的动作M5:表示在胳膊尽量伸直的基础上再尽量前伸的动作,另外将胳膊向反向侧伸也是M5,移动距离一般为45CM(参考值).动作举例:坐在生产线旁拿放在传送带对面的零件,拿放在地上的物品. 注意事项:从劳动生理学的角度看连续做M5的动作是不可取的,应尽量减少M5的动作..反射动作:反射动作是将工具牢牢握手里,反复性,重复作业时进行的动作.它不是每一次都特别需要注意力或保持特别意识的动作,是上述各种移动动作的连续反复动作.没有终结动作与之成对出现,所以又称为特殊移动动作.反射动作因其是反复操作,所以其时间值比通常移动的小. 手指的往复反射动作M1----每一个单程动作时间为;手指的往复反射动作M2-----每一个单程动作时间为1MOD手指的往复反射动作M3----每一个单程动作时间为2MOD;手指的往复反射动作M4-----每一个单程动作时间为3MODM5的动作一般不发生反射动作,如果有必须马上改进,反射动作的时间值最大为3MOD.动作举例:在零件上涂防护剂,用锤子敲东西,擦污迹.2.) 终结动作:终结动作是移动动作进行之后的目的动作.如触及或抓住零件,把拿着的零件移向目的地之后放入,装配,配合等动作.触及动作G0: 用手指或手去接触目的物的动作.这个动作没有抓住目的物的意图,只是触及而已,它是瞬间发生的动作,所以没有动作时间,时间值为0MOD.动作举例:按动起动开关及关掉紧急剎车开关,推动(拔键)推放在夹具上的印刷电路板,左手抓住相对较大的零件推动快速夹..抓的动作G1:用手指,手掌简单地抓住的动作,抓的时候动作自然顺畅,无犹豫踌躇现象,被抓物附近没有障碍物,时间值为1MOD.动作举例:抓单独放置一个零件,已经进行位置预置的工具如电动螺丝刀(气动),拿上工位传递下来的半成品(零件本身不需太多注意力),拿记号笔..抓的动作G3: 需要注意力,用G0或G1的动作不能完成的复杂的抓的动作,时间值为3MOD. 一般会伴随有迟疑踌躇的现象,需要准确定位及高度注意的抓取.动作举例:拿易损的精密零件,拿供料盒中不规则放置的小零件,要求按规定位置抓取精密零件,轻轻地拿易变形的零件.放置动作P0: 表示拿着物品到目的地后,直接放下的动作.放置场所没有特殊的规定,一般不需要注意看,没有时间值即时间.值为0MOD .动作举例:放回使用过的工具,拿半成品放在作业台面(不用对位),安装只需一放取可的零部件..放置动作P2:需要注意力,往目的地放东西的动作,并需要用眼睛盯着进行一次修正的动作.时间值为2MOD .一般P2动作适合干能够大体上确定位置或指定位置,虽有配合公差但配合不严的场合.动作举例:将垫圈套在螺栓上(同样精度牟任何装配),或取半成品放入固定夹具中,把烙铁放在烙铁架上,将半成品放在给下一工位的传递位置上.放置动作P5: 需要注意力,将物品准确放在规定位置,进行装配的动作.它是比P2更复杂的动作.P5需要伴有两次以上的修正动作.自始至终需要用眼睛观察,动作中产生犹豫,时间值为5MOD,P5需要将物品放在精确定位的位置,或装配公差精度要求较高的情况.动作举例:将电器零件的插脚对准电路板放入.轴与轴承的装配,对准测试触点进行测试.装配准确的组合零件,将电动螺丝刀对准螺丝,将锡线对准焊点.移动动作与终结动作的结合.无论什么动作,移动动作之后,必定伴随着终结动作.例如拿电动收螺丝机,移动动作为M3,终结动作为G1,其动作符号的标记为M3G1,时间值为3MOD+1MOD=4MOD.4.)同时动作:用不同的身体部位,同时进行一样或不一样的两个以上动作叫同时动作.一般以两手的同时动作为佳.但两手无法同时进行都需注意力的工作.时间值以用时较长的一方为准.同时作业时要注意两个动作的次序,同时动作的作业方法会影响到最终时间结果.下肢和腰的动作1).蹬踏动作F3将脚跟踏在板上,压脚踏板的动作,时间为3MOD注意当脚再次抬起时则视作第二F3.如脚踏开关的使用,踏下时为F3,机器动作则视炙有效时间,当脚离开断掉开关时又是一次F3.2).步行动作W5身体水平移动,走步使身体移动的动作.回转身体也要挪动脚步,同样视作步行动作.步行时每一步用W5表示,时间值为5MOD.3).身体弯曲动作B17从站立状态弯腰蹲下单膝触地,然后再返回原来状态的整个过程,时间值为17MOD.4).站起来再坐下动作S30坐在椅子上站起来再坐下的周期动作.包括同时进行的两手推拉椅子的动作,时间值为30MOD .辅助动作1).搬运动作的重量因素L1不合理作业,需改善.2)眼睛的动作E2独立动作,眼睛的动作分为眼睛的移动(向一个新的位置移动视线)和调整眼睛的焦距丙种.每种动作用E2表示.时间值2MOD.注意只有眼晴独立动作时,才给眼睛动作以时间值,在可以清楚地看物体的正常视野范围内不给眼睛动作时间,但在正常视野内对于詷整的动作在必要时给E2,所谓正常视野眼睛的移动范围为20CM,300的范围.看更大的范围时,伴随着眼睛的移动还有头的辅助动作用,而且两者同时进行,这相当于1100的范围,应给予E2*3的时间值.3).矫正动作R2独立动作,在一只手的手指与手掌内进行的改变方向或调整握姿的复杂连续动作,用R2表示,R2的时值为2MOD.注意只限于用R2独立进行动作时,才给R2的时间值,往往熟练的作业员会在拿取后移动的同时进行矫正的操作.此时给抓和移动的动作时间.不计矫正时间.常见的动作有拿取零件后在手中詷整方向,及拿到工具后在手中调整握姿等.4).判断动作D3独立动作,连续的动作之间发生的瞬间时判断.这个判断及其反应的作用D3表示,时间值为3MOD,如检查工作,对外观,加工结果进行的判断,或对性能测试的结果进行的判断,以及对颜色,声音,手感等进行的判断等动作.需注意的是只能当判断发生时,才给出D3,即当出现非正常结果时判断才发生并给D3的时间值.5).加压动作A4独立动作,在作业时需要推,拉等克服阻力的动作,用A4表示,时间值为4MOD.注意A4一般是在推,转等动作终了后且其它动作停止时发生,同时伴有手和胳膊及全身肌肉紧张.要求加力在2kg 以上才计时.由于用力产生的少许移动动作不计时,如在关紧闸门的最后一紧,间隙限小的装配时压入,拧螺丝时最后的收紧,闭合紧密的产品外壳等动作.6) 旋转动作C4以手或肘关节为轴发生的圆周旋转动作,转一周的时间值C4即4MOD .注意: 转1/2周2以上才视为旋转动作,不到1/2周时,视作移动动作,且当旋转带有2kg以上的负荷时,时间值按有效时间计算.动作: 如转动机械的手柄,搅拌液体等.。
MOD动作分析法
M1 M2 M3 M4 M5
G0 G1 G3 P0 P2 P5
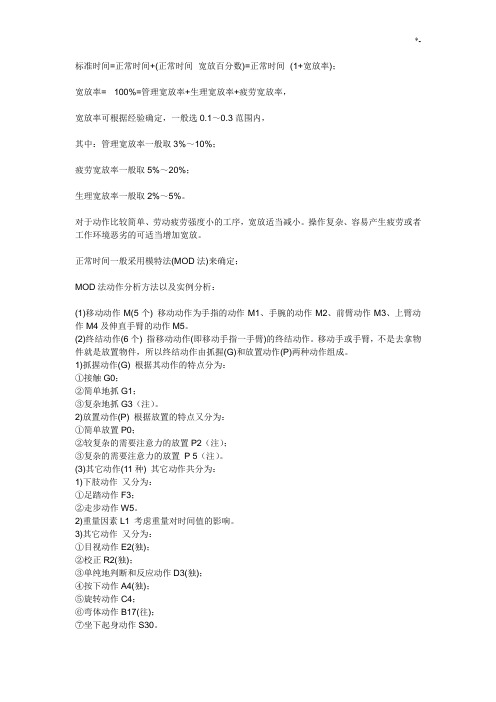
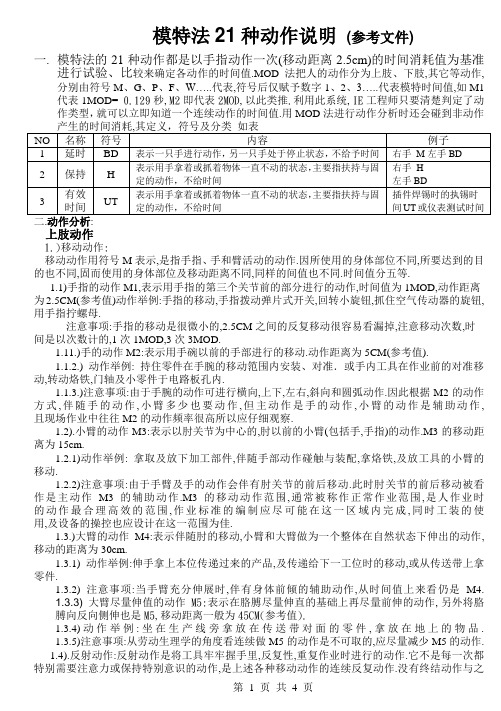
移动动作和终结动作综合
轴和套的装配 把轴套放在A点上,为M3P5。 到B点时为少量插入轴中。从B 点到C点,要加算必要的移动动 作M2P0(或M3P0)。
若在B点放开手,套依靠自重自 然落下,则不需加算移动动作。
移动动作和终结动作综合
15cm
M3
大臂的动作 M4
– 伴随肘的移动,小臂和大臂做为一个整体,在 自然状态下伸出的动作。其时间值为4MOD, 移动距离一般为30cm。 – 当手臂充分伸展时,伴有身体前倾的辅助动作, 从时间值上看,仍是M4。 – 把手伸向放在桌子前方的零件;把左手伸向放 在桌子左端的工具;把手伸向放在略高于操作 者头部的工具。
– – – – – – – 将螺丝刀的头放入螺钉的沟槽中; 把飞轮套在轴上; 把旋钮装在电位器轴上; 把导线焊到印刷电路板上; 把产品铭牌装在规定的位置; 装插头; 把外存储器装在规定的位置上。
MOD动作分析
移动动作与终结动作的结合
移动动作与终结动作的结合
• 无论什么动作,移动动 作之后,必定伴随终结 动作。
–抓起单独放置的工具; –抓起放在桌上的笔; –两手同时伸出捧住电视机; –抓取排成一行的印章
左手 什么都不做 记号 -右手 伸手抓工具 记号 M3G1 MOD数 4
复杂抓取 G3
G 3 (注意)
– 需要注意力,用G1所不能完成的,时间值为3MOD;
– 在抓取目的物时有迟疑现象,பைடு நூலகம்是目的物周围有障 碍物;或是目的物比较小,不容易一抓就得;或是 目的物易变形、易碎; – 只是简单的手指闭合是不能抓住的。
• 两手同时向目的场所移动,终了的瞬间,若某只 手开始了终结动作,另一只手就要在目的物附近 稍微等待到第一只手动作完后,再稍微移动M2, 才能完成其终结动作。
工业工程动作分析之MOD法
MODAPTS 模特法
MODAPTS - 1 © TOLEAD 2002
Your success is our businesses!
预定时间标准法(PTS)
定义: 预定时间标准是一种工作衡量技术,借助它根 据人的基本动作的时间(按动作的性质和进行 动作时的工作条件分类)来规定达到一定效能 水平的作业时间。
15cm
M3
MODAPTS - 20 © TOLEAD 2002
Your success is our businesses!
大臂的动作 M4
伴随肘的移动,小臂和大臂做为一个整体,在自 然状态下伸出的动作。其时间值为4MOD,移动 距离一般为30cm。 当手臂充分伸展时,伴有身体前倾的辅助动作, 从时间值上看,仍是M4。 把手伸向放在桌子前方的零件;把左手伸向放在 桌子左端的工具;把手伸向放在略高于操作者头 部的工具。
MOD分析详解

5cm
M2
P&C SBG Peripherals SBU
小臂的动作 M3
将肘关节做为支点,肘以前的小臂(包括手、手指)的动作。每动作一次定为M3, 时间值是3MOD,移动距离为15cm。 由于手和小臂动作的方向关系,肘关节多少要前后移动。肘关节的前后移动看作 是主动作M3的辅助动作。 M3的移动动作范围内,将可能的作业区域叫正常的作业范围。
MODAPTS 模特法
P&C SBG Peripherals SBU
预定时间标准法(PTS)
定义: 预定时间标准是一种工作衡量技术,借助它根据人的基本动作的时间 (按动作的性质和进行动作时的工作条件分类)来规定达到一定效能 水平的作业时间。
P&C SBG Peripherals SBU
预定时间标准法(PTS)
P&C SBG Peripherals SBU
简单抓取 G1
G1
用手指、手简单地抓地动作。时间值为1MOD。 在自然放松条件下用手或手指抓取物件的动作,没有一点踌躇现象,在被抓物件 的附近也没有障碍物;
–抓起单独放置的旋具; –抓起放在桌上的笔; –两手同时伸出捧住电视机; –抓取排成一行的小型变压器
2.5cm M1
P&C SBG Peripherals SBU
手腕的动作 M2
用腕关节以前的部分进行一次的动作,时间值是2MOD,动作距离为5cm。 依靠手腕的动作不仅能够做横向运动,也可以做上下、左右、斜向和圆弧状的动 作。根据M2的动作方式,伴随手的动作,小臂多少也要动作,但主要动作是辅助 动作。 转动调谐旋钮;将电阻插在电路板上;转动门轴;翻笔记本。
模特法21种动作说明
模特法21种动作说明(参考文件)一.模特法的21种动作都是以手指动作一次(移动距离2.5cm)的时间消耗值为基准进行试验、比较来确定各动作的时间值.MOD法把人的动作分为上肢、下肢,其它等动作,分别由符号M、G、P、F、W…..代表,符号后仅赋予数字1、2、3…..代表模特时间值,如M1代表1MOD= 0.129秒,M2即代表2MOD,以此类推.利用此系统,IE工程师只要清楚判定了动作类型,就可以立即知道一个连续动作的时间值.用MOD法进行动作分析时还会碰到非动作上肢动作1.)移动动作:移动动作用符号M表示,是指手指、手和臂活动的动作.因所使用的身体部位不同,所要迖到的目的也不同,固而使用的身体部位及移动距离不同,同样的间值也不同.时间值分五等.1.1)手指的动作M1,表示用手指的第三个关节前的部分进行的动作,时间值为1MOD,动作距离为2.5CM(参考值)动作举例:手指的移动,手指拨动弹片式开关,回转小旋钮,抓住空气传动器的旋钮,用手指拧螺母.注意事项:手指的移动是很微小的,2.5CM之间的反复移动很容易看漏掉,注意移动次数,时间是以次数计的,1次1MOD,3次3MOD.1.11.)手的动作M2:表示用手碗以前的手部进行的移动.动作距离为5CM(参考值).1.1.2.) 动作举例: 持住零件在手腕的移动笵围内安装、对准.或手内工具在作业前的对准移动,转动烙铁,门轴及小零件于电路板孔内.1.1.3.)注意事项:由于手腕的动作可进行横向,上下,左右,斜向和圆弧动作.因此根据M2的动作方式,伴随手的动作,小臂多少也要动作,但主动作是手的动作,小臂的动作是辅助动作, 且现场作业中往往M2的动作频率很高所以应仔细观察.1.2).小臂的动作M3:表示以肘关节为中心的,肘以前的小臂(包括手,手指)的动作.M3的移动距离为15cm.1.2.1)动作举例: 拿取及放下加工部件,伴随手部动作碰触与装配,拿烙铁,及放工具的小臂的移动.1.2.2)注意事项:由于手臂及手的动作会伴有肘关节的前后移动.此时肘关节的前后移动被看作是主动作M3的辅助动作.M3的移动动作范围,通常被称作正常作业范围,是人作业时的动作最合理高效的范围,作业标准的编制应尽可能在这一区域内完成,同时工装的使用,及设备的操控也应设计在这一范围为佳.1.3.)大臂的动作M4:表示伴随肘的移动,小臂和大臂做为一个整体在自然状态下伸出的动作, 移动的距离为30cm.1.3.1) 动作举例:伸手拿上本位传递过来的产品,及传递给下一工位时的移动,或从传送带上拿零件.1.3.2) 注意事项:当手臂充分伸展时,伴有身体前倾的辅助动作,从时间值上来看仍是M4.1.3.3)大臂尽量伸值的动作M5:表示在胳膊尽量伸直的基础上再尽量前伸的动作,另外将胳膊向反向侧伸也是M5,移动距离一般为45CM(参考值).1.3.4)动作举例:坐在生产线旁拿放在传送带对面的零件,拿放在地上的物品.1.3.5)注意事项:从劳动生理学的角度看连续做M5的动作是不可取的,应尽量减少M5的动作.1.4).反射动作:反射动作是将工具牢牢握手里,反复性,重复作业时进行的动作.它不是每一次都特别需要注意力或保持特别意识的动作,是上述各种移动动作的连续反复动作.没有终结动作与之成对出现,所以又称为特殊移动动作.反射动作因其是反复操作,所以其时间值比通常移动的小. 手指的往复反射动作M1----每一个单程动作时间为0.5MOD;手指的往复反射动作M2-----每一个单程动作时间为1MOD手指的往复反射动作M3----每一个单程动作时间为2MOD;手指的往复反射动作M4-----每一个单程动作时间为3MODM5的动作一般不发生反射动作,如果有必须马上改进,反射动作的时间值最大为3MOD.动作举例:在零件上涂防护剂,用锤子敲东西,擦污迹.2.) 终结动作:终结动作是移动动作进行之后的目的动作.如触及或抓住零件,把拿着的零件移向目的地之后放入,装配,配合等动作.2.1)触及动作G0: 用手指或手去接触目的物的动作.这个动作没有抓住目的物的意图,只是触及而已,它是瞬间发生的动作,所以没有动作时间,时间值为0MOD.2.1.1).动作举例:按动起动开关及关掉紧急剎车开关,推动(拔键)推放在夹具上的印刷电路板,左手抓住相对较大的零件推动快速夹.2.2).抓的动作G1:用手指,手掌简单地抓住的动作,抓的时候动作自然顺畅,无犹豫踌躇现象,被抓物附近没有障碍物,时间值为1MOD.动作举例:抓单独放置一个零件,已经进行位置预置的工具如电动螺丝刀(气动),拿上工位传递下来的半成品(零件本身不需太多注意力),拿记号笔.2.3).抓的动作G3: 需要注意力,用G0或G1的动作不能完成的复杂的抓的动作,时间值为3MOD. 一般会伴随有迟疑踌躇的现象,需要准确定位及高度注意的抓取.2.3.1). 动作举例:拿易损的精密零件,拿供料盒中不规则放置的小零件,要求按规定位置抓取精密零件,轻轻地拿易变形的零件.2.4)放置动作P0: 表示拿着物品到目的地后,直接放下的动作.放置场所没有特殊的规定,一般不需要注意看,没有时间值即时间.值为0MOD .2.4.1) 动作举例:放回使用过的工具,拿半成品放在作业台面(不用对位),安装只需一放取可的零部件.2.5).放置动作P2:需要注意力,往目的地放东西的动作,并需要用眼睛盯着进行一次修正的动作.时间值为2MOD .一般P2动作适合干能够大体上确定位置或指定位置,虽有配合公差但配合不严的场合.2.5.1).动作举例:将垫圈套在螺栓上(同样精度牟任何装配),或取半成品放入固定夹具中,把烙铁放在烙铁架上,将半成品放在给下一工位的传递位置上.2.5.2)放置动作P5: 需要注意力,将物品准确放在规定位置,进行装配的动作.它是比P2更复杂的动作.P5需要伴有两次以上的修正动作.自始至终需要用眼睛观察,动作中产生犹豫,时间值为5MOD,P5需要将物品放在精确定位的位置,或装配公差精度要求较高的情况.2.5.3) 动作举例:将电器零件的插脚对准电路板放入.轴与轴承的装配,对准测试触点进行测试.装配准确的组合零件,将电动螺丝刀对准螺丝,将锡线对准焊点.3.0)移动动作与终结动作的结合.无论什么动作,移动动作之后,必定伴随着终结动作.例如拿电动收螺丝机,移动动作为M3,终结动作为G1,其动作符号的标记为M3G1,时间值为3MOD+1MOD=4MOD.4.)同时动作:用不同的身体部位,同时进行一样或不一样的两个以上动作叫同时动作.一般以两手的同时动作为佳.但两手无法同时进行都需注意力的工作.时间值以用时较长的一方为准.同时作业时要注意两个动作的次序,同时动作的作业方法会影响到最终时间结果.下肢和腰的动作1).蹬踏动作F3将脚跟踏在板上,压脚踏板的动作,时间为3MOD注意当脚再次抬起时则视作第二F3.如脚踏开关的使用,踏下时为F3,机器动作则视炙有效时间,当脚离开断掉开关时又是一次F3.2).步行动作W5身体水平移动,走步使身体移动的动作.回转身体也要挪动脚步,同样视作步行动作.步行时每一步用W5表示,时间值为5MOD.3).身体弯曲动作B17从站立状态弯腰蹲下单膝触地,然后再返回原来状态的整个过程,时间值为17MOD.4).站起来再坐下动作S30坐在椅子上站起来再坐下的周期动作.包括同时进行的两手推拉椅子的动作,时间值为30MOD .辅助动作1).搬运动作的重量因素L1不合理作业,需改善.2)眼睛的动作E2独立动作,眼睛的动作分为眼睛的移动(向一个新的位置移动视线)和调整眼睛的焦距丙种.每种动作用E2表示.时间值2MOD.注意只有眼晴独立动作时,才给眼睛动作以时间值,在可以清楚地看物体的正常视野范围内不给眼睛动作时间,但在正常视野内对于詷整的动作在必要时给E2,所谓正常视野眼睛的移动范围为20CM,300的范围.看更大的范围时,伴随着眼睛的移动还有头的辅助动作用,而且两者同时进行,这相当于1100的范围,应给予E2*3的时间值.3).矫正动作R2独立动作,在一只手的手指与手掌内进行的改变方向或调整握姿的复杂连续动作,用R2表示,R2的时值为2MOD.注意只限于用R2独立进行动作时,才给R2的时间值,往往熟练的作业员会在拿取后移动的同时进行矫正的操作.此时给抓和移动的动作时间.不计矫正时间.常见的动作有拿取零件后在手中詷整方向,及拿到工具后在手中调整握姿等.4).判断动作D3独立动作,连续的动作之间发生的瞬间时判断.这个判断及其反应的作用D3表示,时间值为3MOD,如检查工作,对外观,加工结果进行的判断,或对性能测试的结果进行的判断,以及对颜色,声音,手感等进行的判断等动作.需注意的是只能当判断发生时,才给出D3,即当出现非正常结果时判断才发生并给D3的时间值.5).加压动作A4独立动作,在作业时需要推,拉等克服阻力的动作,用A4表示,时间值为4MOD.注意A4一般是在推,转等动作终了后且其它动作停止时发生,同时伴有手和胳膊及全身肌肉紧张.要求加力在2kg 以上才计时.由于用力产生的少许移动动作不计时,如在关紧闸门的最后一紧,间隙限小的装配时压入,拧螺丝时最后的收紧,闭合紧密的产品外壳等动作.6) 旋转动作C4以手或肘关节为轴发生的圆周旋转动作,转一周的时间值C4即4MOD .注意: 转1/2周2以上才视为旋转动作,不到1/2周时,视作移动动作,且当旋转带有2kg以上的负荷时,时间值按有效时间计算.动作: 如转动机械的手柄,搅拌液体等.。
受话器动作分析表(MOD实例)

16 特性测试
延迟
BD
E2E2D3
延迟
BD
M2G1M3P0
23 贴胶垫
取取产品至台
面
M3G1M3P0
持住
H
持住
H
放置流水线 M3P0
M3G1M3P0
M3G3M2P0 M2P5M2P0 M3P0
7 E2E2D3
看屏幕,确定
是否合格
◇
6 M2G1M3P0 放置流水线 →
26
7H
持住镊子
→
7 M3G3M2P0 夹取标签
放置流水线 H
M4P2
6 M4P2
持住
→
82
端膜片周转板
→
取产品(工 装)至胸前
M3G1M3P0 M3G1M3P0
7H
持住
→
持住
H
E2D3
11 E2*4D3 看边缘胶
◇
8
M3P5M2P2M2G
打中心胶胶 取膜片工装 M3G1
1
合
放膜片工装至 M3P5M2P2M M3P5M2P2M2G
机台,取压条 2G1
0.25
1.419
11 1.419
2
0.71 10.00% 2.81
1280
2.193
17 2.193
2
1.10
2.193 2.169 0
28 3.61 0.75 1.81
2.56
0.903
7 0.903
4
0.23
1.161
9 1.161
1
1.16
1.419
1.419 1.677
11 1.419
11 1.419 13 1.677
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.516 1.677 1.161 0.645
0.516 2.322 1.161
0.516 1.677 1.161
0.516 1.677 1.161
0.258
动作分析
MOD1 MOD2
9
5
6
8
3
4
8
5
2
5
10
4
34
35
9
4
8
6
8
10
4
13 36
9
5
4
5
4
M4G1M4P0 H M2G1M3P0 H H H H H H H M4P0
A008
组装主板 (至后壳)
取后壳 持住 持住 持住 持住 持住 持住 流入下一站
M4G1M4P0 H H H H H H M4P0
A009
组装受话器
取前壳 持住 撕下离型纸 持住 持住 持住 流入下一站
M4G1M4P0 H M2G1M3P0 H H H M4P0
M4G1M4P0 H H H M4P0
组装LCM (BTB)
取主板 持住 持住 持住 持住 持住 主板放置桌面
M4G1M4P0 H H H H H M4P0
组装LCM (ZIF)
取主板 持住 持住 持住 持住 翻转主板
M4G1M4P0 H H H H R2
工时1 (S) 1.161 0.645 1.032 0.387
◇
1.29
BD
延迟
→
0.516
4.644
3.838 2.193 1.29
H
延迟
→
1.161
H
延迟
→
1.645
0.516 M3G1
取SN Label
→
0.516
0.645 M3P2
SN Label贴至主板
○ 0.645
BD
延迟
→
0.516
1.161
0.645 3.838 0
H
持住镊子
→
1.161
0.645 M3G1M1P0 取防水标签
组装摄像头 (Socket)
取主板 持住 持住 持住 持住 持住 流入下一站
M4G1M4P0 H H H H H M4P0
Check In (扫描条形码)
取主板 将主板移至扫描枪 持住 持住 流入下一站
M4G1M4P0 M3P2 H H M4P0
贴防水标签 (1Pcs)
取主板 持住 持住 持住 流入下一站
LCM组装至主板
○ 1.032
1.548 M2G3M2P5 组Connector至主板 ○ 1.548
1.29 (E2D3)*2
检查组装状况◇1.29源自BD延迟→
0.516
5.418
3.612 2.193 1.29
BD
延迟
→
1.161
0.516 M3G3
取LCM
→
0.516
1.032 M3P5
LCM对齐至主板
8 1.032
5 0.645
2 0.258
5 0.645
10 1.29
4 0.516
66 8.514
0
9 1.161
4 0.516
8 1.032
6 0.774 1
8 1.032
10 1.29
4 0.516
49 6.321
1
9 1.161
5 0.645 1
4 0.516
5 0.645
4 0.516
27 3.483
1
9 1.161
5 0.645
7 0.903
5 0.645
4 0.516
30 3.87
0
9 1.161
4 0.516
8 1.032
8 1.032
12 1.548
10 1.29
4 0.516
55 7.095
0
9 1.161
4 0.516
8 1.032
8 1.032
5 0.645
2 0.258
8.51 8.00% 9.20
序号
A001
A002 A003 A004 A005
A006
动作名称
动作描述
左手动作 标记符号
贴按键贴纸
取主板
M4G1M4P0
将主板移至气枪 M3P2
持住
H
将 按主 住板 Me放tal入D治om具e离型 M3P5
纸
M3P0
延迟
BD
延迟
BD
延迟
BD
从治具中取出主板 M2G1M2P0
持住
H
流入下一站
M4P0
→
0.645
0.903 M3P2M2P0
贴至主板
○ 0.903
0.645 E2D3
检查粘贴状况
○ 0.645
BD
延迟
→
0.516
2.193
1.548 2.322 0
BD
延迟
→
1.161
0.516 M3G3
取LCM
→
0.516
1.032 M3P5
LCM对齐至主板
○ 1.032
1.032 (M2P2)*2
BD
延迟
→
1.161
0.516 M3G3
取Camera
→
0.516
1.032 M3P5
组装Camera至Socket ○ 1.032
0.774 M2G0A4
拇指垂直按压Camera ○ 1.774
1.032 M2G3M3P0 撕下Camera保护膜 ○ 1.032
1.29 (E2D3)*2
检查组装状况
○ 1.032
1.032 (M2P2)*2
LCM组装至主板
○ 1.032
0.645 E2D3
检查组装状况
◇
0.645
BD
延迟
○ 0.258
标准作业时间
作业时间 MOD 工时(S)
机或UT 工时(S)
正常时间 (S)
宽放率(%)
标准 时间(S)
9 1.161
5 0.645
6 0.774
8 1.032
4 0.516
7.32 8.00% 7.91 4.48 8.00% 4.84 3.87 8.00% 4.18 7.10 8.00% 7.66
8.90 8.00% 9.61
备注
A006
组装LCM (ZIF)
持住 持住 持住 持住 主板放置桌面
H H H H M4P0
A007
组装扬声器
取后壳 持住 撕下离型纸 持住 持住 持住 持住 持住 持住 持住 流入下一站
A010 组装按键
取前壳 持住 撕下保护膜 持住 持住 流入下一站
M4G1M4P0 H M2G1M3P0 H H M4P0
A011
组装触摸屏
取前壳 持住 持住 撕下触屏内保护膜 持住 持住 持住 流入下一站
M4G1M4P0 H H M3G1M3P0 H H H M4P0
取将MMeettaall DDoommee放入治 →
0.516
具
○ 1.032
0.645 M3G0M2P0 压下治具把手
→
0.645
0.258 M2P0
打开治具把手
○ 0.258
H
持住镊子
→
0.645
1.29 (E2D3)*2
检查粘贴状况
◇
1.29
H
持住镊子
→
0.516
4.515
2.064 5.16 1.29
18
9
9
5
7
5
4
13 17
9
4
8
8
12
10
4
13 42
9
4
8
8
5
2
动作分析表
工序作业分析
工时2 (S)
右手动作 标记符号
动作描述
动作 加工 移动 品检 分类 ○ → ◇
H
持住镊子
→
1.161
H
持住镊子
→
0.645
0.774 F3*2
踩踏开关
○ 0.774
H
持住镊子
→
1.032
0.516 M3G1 1.032 M3P5