表面处理符号
表面处理符号
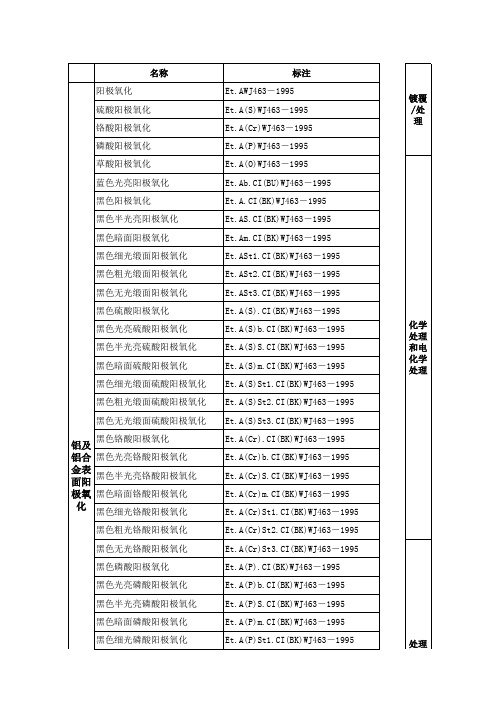
阳极氧化
硫酸阳极氧化
铬酸阳极氧化
磷酸阳极氧化
草酸阳极氧化
蓝色光亮阳极氧化
黑色阳极氧化
黑色半光亮阳极氧化
黑色暗面阳极氧化
黑色细光缎面阳极氧化
黑色粗光缎面阳极氧化
黑色无光缎面阳极氧化
黑色硫酸阳极氧化
黑色光亮硫酸阳极氧化
黑色半光亮硫酸阳极氧化
黑色暗面硫酸阳极氧化
黑色细光缎面硫酸阳极氧化
黑色粗光缎面硫酸阳极氧化
EP.Ag13b.AtWJ459-1995
银电
镀
锌合金,不进行后处理的半光 亮镀银
EP.Ag13SWJ459-1995
注:“At”为后处理的代号(进行防变色、防氧化处理)
黄铜零件,使用条件轻度的半 光亮镀锡 锡电 镀 钢质零件,使用条件为中等的 暗面镀锡
EP.Sn9SWJ460-1995 EP.Sn9mWJ460-1995
无光缎面氨液氧化
Ct.O(A)St3WJ462-1995
半光亮氨液氧化
Ct.O(A)SWJ462-1995
过硫酸盐氧化
Ct.O(G)WJ462-1995
暗面过硫酸盐氧化
Ct.O(G)mWJ462-1995
铜及 无光缎面过硫酸盐氧化 铜合 半光亮过硫酸盐氧化 金表 面氧 电解氧化
化 暗面电解氧化
Ct.O(G)St3WJ462-1995 Ct.O(G)SWJ462-1995 Et.O(E)WJ462-1995 Et.O(E)mWJ462-1995
EP.Cu(85)-Sn(15)Cr5St2WJ456- 1995
EP.Cu20Ni25bCr0.5mcWJ456-1995 /EP.Cr(45)mcWJ456-1995
电镀与表面处理的表示方法
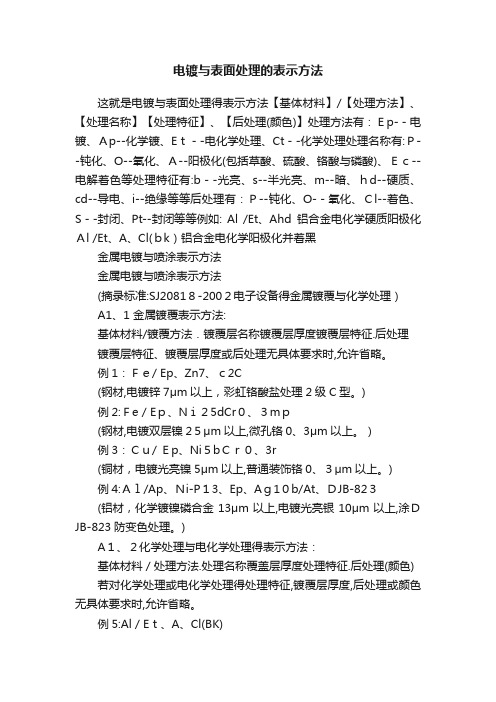
电镀与表面处理的表示方法这就是电镀与表面处理得表示方法【基体材料】/【处理方法】、【处理名称】【处理特征】、【后处理(颜色)】处理方法有:Ep--电镀、Ap--化学镀、Et--电化学处理、Ct--化学处理处理名称有:P--钝化、O--氧化、A--阳极化(包括草酸、硫酸、铬酸与磷酸)、Ec--电解着色等处理特征有:b--光亮、s--半光亮、m--暗、hd--硬质、cd--导电、i--绝缘等等后处理有:P--钝化、O--氧化、Cl--着色、S--封闭、Pt--封闭等等例如: Al /Et、Ahd铝合金电化学硬质阳极化Al /Et、A、Cl(bk)铝合金电化学阳极化并着黑金属电镀与喷涂表示方法金属电镀与喷涂表示方法(摘录标准:SJ20818-2002电子设备得金属镀覆与化学处理)A1、1 金属镀覆表示方法:基体材料/镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe/ Ep、Zn7、c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
)例2:Fe / Ep、Ni25dCr0、3mp(钢材,电镀双层镍25μm以上,微孔铬0、3μm以上。
)例3:Cu/ Ep、Ni5bCr0、3r(铜材,电镀光亮镍5μm以上,普通装饰铬0、3μm以上。
)例4:Al/Ap、Ni-P13、Ep、Ag10b/At、DJB-823(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。
)A1、2化学处理与电化学处理得表示方法:基体材料/处理方法.处理名称覆盖层厚度处理特征.后处理(颜色) 若对化学处理或电化学处理得处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et、A、Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求) 例6:Al/Ct、Ocd(铝材,化学氧化处理,生成可导电得铬酸盐转化膜)例7:Cu/Ct、P(铜材,化学处理,钝化。
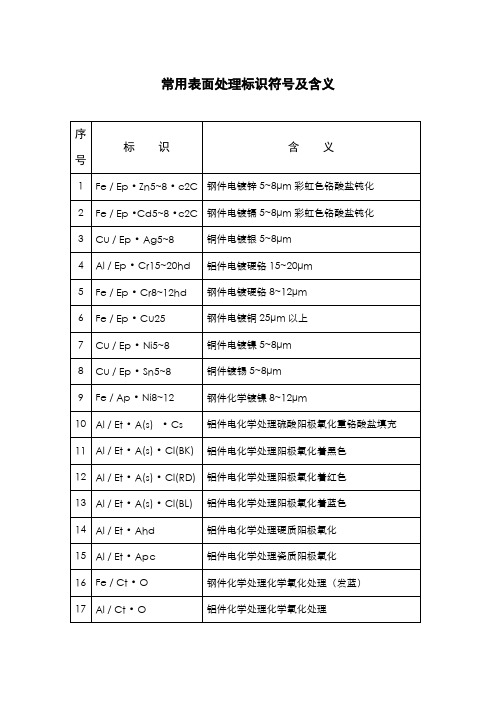
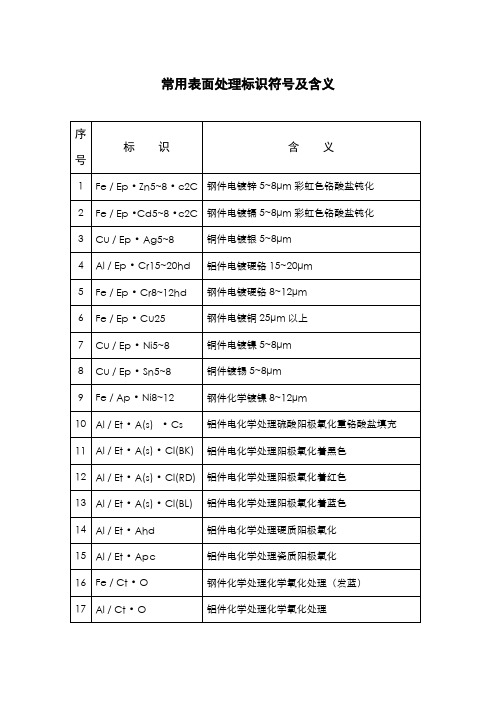
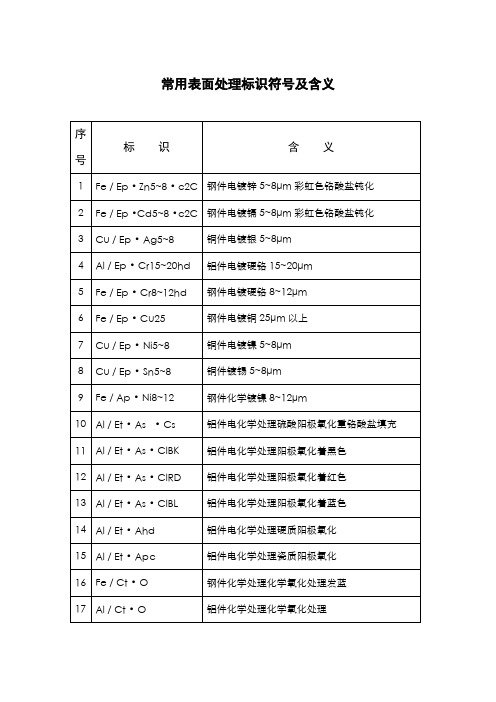
常用表面处理标识符号及含义 2P
序号
标识
含义
1
Fe / Ep·Zn5~8·c2C
钢件电镀锌5~8μm彩虹色铬酸盐钝化
2
Fe / Ep·Cd5~8·c2C
钢件电镀镉5~8μm彩虹色铬酸盐钝化
3
Cu / Ep·Ag5~8
铜件电镀银5~8μm
4
Al / Ep·Cr15~20hd
铝件电镀硬铬15~20μm
5
Fe / Ep·Cr8~12hd
17
Al / Ct·O
铝件化学处理化学氧化处理
18
Fe / Ct·P
钢件化学处理钝化处理
19
Cu / Ct·P
铜件化学处理钝化处理
20
Al / AC
铝件化学处理化学碱洗
21
Fe / ECP
钢件电化学处理电抛光
铝件电化学处理阳极氧化着黑色
12
Al / Et·A(s)·Cl(RD)
铝件电化学处理阳极氧化着红色
13
Al / Et·A
14
Al / Et·Ahd
铝件电化学处理硬质阳极氧化
15
Al / Et·Apc
铝件电化学处理瓷质阳极氧化
16
Fe / Ct·O
钢件化学处理化学氧化处理(发蓝)
钢件电镀硬铬8~12μm
6
Fe / Ep·Cu25
钢件电镀铜25μm以上
7
Cu / Ep·Ni5~8
铜件电镀镍5~8μm
8
Cu / Ep·Sn5~8
铜件镀锡5~8μm
9
Fe / Ap·Ni8~12
钢件化学镀镍8~12μm
10
Al / Et·A(s)·Cs
表面处理符号标识

Al/Ct•O
铝件化学处理化学氧化处理
序
号
标识
含
义
18
Fe/Ct•P
钢件化学处理钝化处理
19
Cu/Ct•P
铜件化学处理钝化处理
20
Al/AC电化学处理电抛光
钢件电镀硬铬8~12pm
6
Fe/Ep•Cu25
钢件电镀铜25pm以上
7
Cu/Ep•Ni5~8
铜件电镀镍5~8pm
8
Cu/Ep•Sn 5~8
铜件镀锡5~8pm
9
Fe/Ap•Ni8~12
钢件化学镀镍8~12pm
10
Al/Et•A(s)•Cs
铝件电化学处理硫酸阳极氧化重铬酸盐填充
11
Al/Et•A(s)•CI(BK)
铝件电化学处理阳极氧化着黑色
12
Al/Et•A(s)•CI(RD)
铝件电化学处理阳极氧化着红色
13
Al/Et•A(s)•Cl(BL)
铝件电化学处理阳极氧化着蓝色
14
Al/Et•Ahd
铝件电化学处理硬质阳极氧化
15
Al/Et•Apc
铝件电化学处理瓷质阳极氧化
16
Fe/Ct•O
钢件化学处理化学氧化处理(发蓝)
常用表面处理标识符号及含义
序
号
标识
含义
1
Fe/Ep•Zn5~8•c2C
钢件电镀锌5~8pm彩虹色铬酸盐钝化
2
Fe/Ep•Cd5~8-c2C
钢件电镀镉5~8pm彩虹色铬酸盐钝化
3
Cu/Ep•Ag5~8
铜件电镀银5~8pm
4
Al/Ep•Cr15~20hd
铝件电镀硬铬15~20pm
电镀与表面处理的表示方法
这是电镀与表面处理的表示方法【基体材料】/【处理方法】。
【处理名称】【处理特征】。
【后处理(颜色)】处理方法有:Ep——电镀、Ap--化学镀、Et——电化学处理、Ct--化学处理处理名称有:P-—钝化、O-—氧化、A-—阳极化(包括草酸、硫酸、铬酸和磷酸)、Ec--电解着色等处理特征有:b-—光亮、s—-半光亮、m—-暗、hd—-硬质、cd-—导电、i--绝缘等等后处理有:P——钝化、O—-氧化、Cl—-着色、S-—封闭、Pt-—封闭等等例如:Al / Et。
Ahd铝合金电化学硬质阳极化Al / Et.A。
Cl(bk) 铝合金电化学阳极化并着黑金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略.例1:Fe / Ep。
Zn7。
c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
)例2:Fe / Ep。
Ni25dCr0.3mp(钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。
)例3:Cu / Ep。
Ni5bCr0。
3r(铜材,电镀光亮镍5μm以上,普通装饰铬0。
3μm以上。
)例4:Al/Ap。
Ni—P13。
Ep。
Ag10b/At.DJB—823(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。
)A1。
2 化学处理和电化学处理的表示方法:基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et。
A。
Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求)例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜)例7:Cu/Ct。
表面处理符号标识

12
Al / Et·A(s)·Cl(RD)
铝件电化学处理阳极氧化着红色
13
Al / Et·A(s)·Cl(BL)
铝件电化学处理阳极氧化着蓝色
14
Al / Et·Ahd
铝件电化学处理硬质阳极氧化
15
Al / Et·Apc
铝件电化学处理瓷质阳极氧化
16
Fe / Ct·O
钢件化学处理化学氧化处理(发蓝)
17
Al / Ct·O
铝件化学处理化学氧化处理
18
Fe / Ct·P
钢件化学处理钝化处理
19
Cu / Ct·P
铜件化学处理钝化处理
20
Al / AC
铝件化学处理化学碱洗
21
Fe / ECP
钢件电化学处理电抛光
常用表面处理标识符号及含义
序号
标识
含义
1
Fe / Ep·Zn5~8·c2C
钢件电镀锌5~8μm彩虹色铬酸盐钝化
2
Fe / Ep·Cd5~8·c2C
钢件 Ep·Ag5~8
铜件电镀银5~8μm
4
Al / Ep·Cr15~20hd
铝件电镀硬铬15~20μm
5
Fe / Ep·Cr8~12hd
钢件电镀硬铬8~12μm
6
Fe / Ep·Cu25
钢件电镀铜25μm以上
7
Cu / Ep·Ni5~8
铜件电镀镍5~8μm
8
Cu / Ep·Sn5~8
铜件镀锡5~8μm
9
Fe / Ap·Ni8~12
钢件化学镀镍8~12μm
10
Al / Et·A(s)·Cs
表面处理符号标识

12
Al / Et·A(s)·Cl(RD)
铝件电化学处理阳极氧化着红色
13
Al / Et·A(s)·Cl(BL)
铝件电化学处理阳极氧化着蓝色
14
Al / Et·Ahd
铝件电化学处理硬质阳极氧化
15
Al / Et·Apc
铝件电化学处理瓷质阳极氧化
16
Fe / Ct·O
钢件化学处理化学氧化处理(发蓝)
钢件电镀硬铬8~12μm
6
Fe / Ep·Cu25
钢件电镀铜25μm以上
7
Cu / Ep·Ni5~8
铜件电镀镍5~8μm
8
Cu / Ep·Sn5~8
铜件镀锡5~8μm
9
Fe / Ap·Ni8~12
钢件化学镀镍8~12μm
10
Al / A(s)·Cs
铝件电化学处理硫酸阳极氧化重铬酸盐填充
11
Al / Et·A(s)·Cl(BK)
常用表面处理标识符号及含义
序号
标识
含义
1
Fe / Ep·Zn5~8·c2C
钢件电镀锌5~8μm彩虹色铬酸盐钝化
2
Fe / Ep·Cd5~8·c2C
钢件电镀镉5~8μm彩虹色铬酸盐钝化
3
Cu / Ep·Ag5~8
铜件电镀银5~8μm
4
Al / Ep·Cr15~20hd
铝件电镀硬铬15~20μm
5
Fe / Ep·Cr8~12hd
17
Al / Ct·O
铝件化学处理化学氧化处理
18
Fe / Ct·P
钢件化学处理钝化处理
19
Cu / Ct·P
图纸标注符号大全

图纸标注符号大全图纸标注符号是工程设计中非常重要的一部分,它能够准确地传达设计意图,帮助施工人员理解图纸内容,保证工程质量。
下面我们将介绍一些常见的图纸标注符号,希望能对大家有所帮助。
1. 尺寸标注符号。
尺寸标注符号是用来表示零件尺寸的,常见的尺寸标注符号有直线标注、圆弧标注、半径标注等。
直线标注一般用实线表示,圆弧标注一般用虚线表示,半径标注一般用带箭头的线段表示。
2. 表面粗糙度标注符号。
表面粗糙度标注符号用来表示零件表面的粗糙度要求,常见的表面粗糙度标注符号有Ra值、Rz值等。
Ra值一般用平行于基准线的符号表示,Rz值一般用垂直于基准线的符号表示。
3. 符号标注符号。
符号标注符号用来表示零件上的特殊要求,比如焊接缝、切割口、孔等。
常见的符号标注符号有焊接缝符号、切割口符号、孔符号等。
这些符号能够直观地告诉施工人员需要进行的操作。
4. 表面处理标注符号。
表面处理标注符号用来表示零件表面的处理要求,比如喷漆、镀锌、氧化等。
常见的表面处理标注符号有喷漆符号、镀锌符号、氧化符号等。
这些符号能够指导施工人员进行正确的表面处理。
5. 焊接标注符号。
焊接标注符号用来表示零件上的焊接要求,包括焊缝形状、尺寸、角度等。
常见的焊接标注符号有角焊缝符号、对接焊缝符号、角度符号等。
这些符号能够指导焊工进行正确的焊接操作。
6. 比例标注符号。
比例标注符号用来表示图纸上的比例尺,常见的比例标注符号有1:1、1:2、1:5等。
这些符号能够告诉施工人员图纸上的尺寸与实际尺寸的比例关系。
7. 材料标注符号。
材料标注符号用来表示零件的材料要求,包括材料种类、硬度等。
常见的材料标注符号有材料牌号符号、硬度符号等。
这些符号能够指导采购人员进行正确的材料选用。
总结。
图纸标注符号是工程设计中不可或缺的一部分,它能够准确地传达设计意图,帮助施工人员理解图纸内容,保证工程质量。
上文介绍了一些常见的图纸标注符号,希望能对大家有所帮助。
在工程设计中,我们应该根据实际情况选择合适的标注符号,并严格按照标准进行标注,以确保工程质量和安全。
表面处理表示方法及选择
MP
JP
喷砂
SB
PS
刷光
BR
SG
磨光
GR
MG
注:
1. 基体材料在图样或有关得技术文件中有明确规定时,允许省。如:Al/Ct·O可标注为Ct·O。
2. 除贵金属(如:金,银、铑、铂等)镀层以外,设计要求零部件镀层厚度在3~5μm范围内时,允许仅标注镀覆层标志,不注出镀覆层厚度,如:Ep·Cr。对于镀覆层厚度要求大于5μm时,镀覆层厚度应在标志符号中给出,如:Ep·Cr8(表示电镀铬厚度为8μm).
Ep.Ni4m
Ep.Ni6m
Ep.Ni10m
铬镀层
Ep.Ni5bCr
0.3b
Ep.Ni10bCr
0.3b
Ep.Ni15bCr
0.3b
Ep.Ni5bCr
0.3s
Ep.Ni10bCr
0.3s
Ep.Ni15bCr
0.3s
银镀层
Ep.Ag7b
Ep.Ag15b
Ep.Ag20b
Ep.Ag7
Ep.Ag15
Ep.Ag2
今天在这里介绍常用金属的镀覆、化学、电化学处理层的表示方法,包括内容有:镀锌、镀铜、镀镍、镀镉、氧化、磷化、钝化等,按GB/T13911-1992的统一规定。技术工作者一定要注意到国家正处在向国际通行标准接轨,旧的标准不断修订,新的标准不断颁布。所以我们的图纸和技术文件努力把现行的最新国家标准贯彻到图中去,以跟上时代发展的步伐。
Ep.Zn20.c2D
镍镀层
Ep.Cu10bNi5b
Ep.Cu20bNi10b
Ep.Cu30bNi15b
Ep.Cu10bNi5s
Ep.Cu20bNi10s
Ep.Cu30bNi15s
表面处理符号标识
12
Al / Et·A(s)·Cl(RD)铝件Leabharlann 化学处理阳极氧化着红色13
Al / Et·A(s)·Cl(BL)
铝件电化学处理阳极氧化着蓝色
14
Al / Et·Ahd
铝件电化学处理硬质阳极氧化
15
Al / Et·Apc
铝件电化学处理瓷质阳极氧化
16
Fe / Ct·O
钢件化学处理化学氧化处理(发蓝)
常用表面处理标识符号及含义
序号
标识
含义
1
Fe / Ep·Zn5~8·c2C
钢件电镀锌5~8μm彩虹色铬酸盐钝化
2
Fe / Ep·Cd5~8·c2C
钢件电镀镉5~8μm彩虹色铬酸盐钝化
3
Cu / Ep·Ag5~8
铜件电镀银5~8μm
4
Al / Ep·Cr15~20hd
铝件电镀硬铬15~20μm
5
Fe / Ep·Cr8~12hd
17
Al / Ct·O
铝件化学处理化学氧化处理
18
Fe / Ct·P
钢件化学处理钝化处理
19
Cu / Ct·P
铜件化学处理钝化处理
20
Al / AC
铝件化学处理化学碱洗
21
Fe / ECP
钢件电化学处理电抛光
钢件电镀硬铬8~12μm
6
Fe / Ep·Cu25
钢件电镀铜25μm以上
7
Cu / Ep·Ni5~8
铜件电镀镍5~8μm
8
Cu / Ep·Sn5~8
铜件镀锡5~8μm
9
Fe / Ap·Ni8~12
钢件化学镀镍8~12μm
表面处理标注及范例

表面处理标注及范例1、表示方法基体材料/镀覆方法·镀覆层名称镀覆层厚度镀覆层特征后处理基体材料/处理方法·处理名称处理特征后处理(颜色)2、基体材料表示符号3、化学处理和电化学处理名称的表示符号4、镀覆方法、处理方法表示符号5、镀覆层特征、处理特征表示符号6、后处理名称表示符号7、颜色表示符号8、独立加工工序名称符号9、电镀锌和电镀镉后铬酸盐处理表示符号10、特殊标注特殊标注是指在国家标准“GB/T 13911-92 金属镀覆和化学处理表示方法”中没有规定的,同时无法参照执行的表面处理工序。
A、铜锡锌三元合金镀覆表示方法基体材料 / Ep·Cu(55)-Sn(25~30)-Zn厚度B、电镀闪金表示方法(电镀闪金又指电镀漂金,是从英文flash gold翻译而来,特指没有厚度要求的镀金层,只要颜色一致就可以,一般指厚度为0.025-0.10微米的镀金层)基体材料/ Ep·Ni厚度·Flash Gold11、范例例1 Fe/Ep·Cu10Ni15bCr0.3mc(钢材,电镀铜10μm以上,光亮镍15μm以上,微裂纹铬0.3μm以上)例2 Fe/Ep·Zn7·c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型)例3 Cu/ Ep·Ni5b Cr0.3r(铜材,电镀光亮镍5μm以上,普通铬0.3μm以上)例4 Fe/Ep·Cu20Ap·Ni10 Cr0.3cf(钢材,电镀铜20μm以上,化学镀镍10μm以上,电镀无裂纹铬0.3μm以上)例5 PL/Ep·Cu10b Ni15bCr0.3(塑料,电镀光亮铜10μm以上,光亮镍15μm以上,普通铬0.3μm以上。
普通铬符号r省略)例6 Al/Et·A·Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法无特定要求)例7 Cu/Ct·P(铜材, 化学处理,钝化)例8 Fe/Ct·MnPh(钢材, 化学处理,磷酸锰盐处理)例9 Al/Et·Ec(铝材,电化学处理,电解着色)例10 Cu/ Ep·Sn(60)-Pb15·Fm(铜材,电镀含锡60%的锡铅合金15μm以上,热熔)例11 Al/Ep·Ni(80)-Co(20)-P3(铝材,电镀含镍80%,钴20%的镍钴磷合金3μm以上)例12 Cu/Ep·Au-Cu1~3(铜材,电镀金铜合金1~3μm)例13 Ti/Ep·Au(99.9)3(钛材,电镀純度达99.9%的金3μm以上)例14 Fe/Ep·(Cr)25b(钢材,表面电镀铬,组合镀覆层特征为光亮,总厚度25μm以上,中间镀覆层按有关规定执行)例15 Cu/Ep·Ni5Au1~3(铜材, 电镀镍5μm以上,金1~3μm)例16 Al/Et·A(s)·Cl(BK+RD+GD)(铝材,电化学处理,硫酸阳极氧化,套色颜色順序为黑、红、金黄)例17 Fe/SD(钢材,有机溶剂除油)例18 Cu/Ep·Cu(55)-Sn(25~30)-Zn7(铜材, 电镀铜锡锌三元合金7μm以上)例19 Cu/Ep·Ni1.27·Flash Gold(铜材, 电镀镍1.27μm以上,电镀闪金)。
常用表面处理标识符号及含义

常用表面处理标识符号及含义序号镀钟符号含义备注1铬酸阳极化Et.A(Cr)铬酸阳极化Et:electrochemical电化学处理Et.A(S).cl(BK):黑色阳极氧化A(S):A(anodize阳极电镀)S(sulfate 用硫酸处理)-指的是硫酸阳极氧化处理cl(BK):cl(color up 着色)BK(black 黑色)2硫酸阳极化Et.A(S).Cs 电化学处理硫酸阳极氧化,铬酸盐封闭3Et.A(S).BWs 硫酸阳极化,热水封闭4Et.A(S).Cl(BK)电化学处理硫酸阳极氧化,着黑色5Et.A(S).Cl(RD)电化学处理硫酸阳极氧化,着红色6硫酸硬质阳极化Et.A(S)40hd 电化学处理硫酸硬质阳极氧化40~60μm 7不锈钢钝化Ct.p 化学钝化Ct:Chemical treatment 化学处理;O: Oxidation 氧化处理p在电镀术语中叫钝化,passivation,也就是电镀后处理,对镀层进行封孔或者着色等处理8铝合金化学导电氧化Ct.Ocd 化学导电氧化9磷化Ct.MnPh 锰基磷化10发蓝Ct.O 化学氧化处理11镀镉Ep.Cd5.c2C 电镀镉5~8μm彩色铬酸盐钝化Ep:electroplate,也就是电化学镀覆,电镀的意思12镀锌Ep.Zn8.c2C 电镀锌8~12μm彩色铬酸盐钝化13镀银Ep.Ag5电镀银5~8μm 14Ep.Ag8b 电镀光亮银5~8μm 15Ep.Cu5Ag12电镀铜5~8μm,银12~18μm 16Ep.Ni12Cu5Ag 12电镀镍12~18μm,再镀铜5~8μm,最后镀银5~8μm 17镀金Ep.Au1电镀金1~3μm 18镀硬铬Ep.Cr5hd 电镀硬铬5~8μm 19镀镍Ep.Ni8电镀镍8~12μm 20镀锡Ep.Sn5电镀锡5~8μm 21镀锡铅合金Ep.Sn(60)-Pb8电镀含锡60%的铅铝合金8~12μm22化学镀镍Ap.Ni5化学镀镍5~8μm Ap--化学镀AL/Et·A(S)·Cs:表面处理的表示格式为:基体材料/处理方法·处理方法·后处理,AL表示铝合金,Et表示电化学处理,A(S)表示硫酸阳极氧化,Cs表示铬酸盐封闭。
表面处理符号标识
6
Fe / Ep·Cu25
钢件电镀铜25μm以上
7
Cu / Ep·Ni5~8
铜件电镀镍5~8μm
8
Cu / Ep·Sn5~8
铜件镀锡5~8μm
9
Fe / Ap·Ni8~12
钢件化学镀镍8~12μm
10
Al / Et·As·Cs
铝件电化学处理硫酸阳极氧化重铬酸盐填充
11
Al / Et·As·ClBK
17
Al / Ct·O
铝件化学处理化学氧化处理
18
Fe / Ct·P
钢件化学处理钝化处理
19
Cu / Ct·P
铜件化学处理钝化处理
20
Al / AC
铝件化学处理化学碱洗
21
Fe / ECP
钢件电化学处理电抛光
铝件电化学处理阳极氧化着黑色
12
Al / Et·As·ClRD
铝件电化学处理阳极氧化着红色
13
Al / Et·As·ClBL
铝件电化学处理阳极氧化着蓝色
14
Al / Et·Ahd
铝件电化学处理硬质阳极氧化
15
Aห้องสมุดไป่ตู้ / Et·Apc
铝件电化学处理瓷质阳极氧化
16
Fe / Ct·O
钢件化学处理化学氧化处理发蓝
常用表面处理标识符号及含义
序号
标识
含义
1
Fe / Ep·Zn5~8·c2C
钢件电镀锌5~8μm彩虹色铬酸盐钝化
2
Fe / Ep·Cd5~8·c2C
钢件电镀镉5~8μm彩虹色铬酸盐钝化
3
Cu / Ep·Ag5~8
铜件电镀银5~8μm
喷塑工艺符号

喷塑工艺符号1. 引言喷塑工艺是一种常见的表面涂装技术,通过将涂料喷洒在物体表面形成均匀的薄膜,以达到美观、防腐和保护的目的。
在喷塑工艺中,使用了一些特定的符号来表示不同的操作步骤、材料和要求。
本文将介绍常见的喷塑工艺符号及其含义。
2. 喷枪符号2.1 喷枪类型在喷塑工艺中,不同类型的喷枪用于不同的涂料和作业要求。
以下是常见的喷枪类型及其符号:•HVLP(High Volume, Low Pressure)喷枪:这种喷枪以较低的压力输出较大量的涂料,适用于大面积涂装。
•LVLP(Low Volume, Low Pressure)喷枪:这种喷枪以较低的压力输出较小量的涂料,适用于细节部分和小面积涂装。
•Airless(无气喷涂)喷枪:这种喷枪通过高压将涂料喷出,适用于高粘度涂料和大面积涂装。
2.2 喷枪操作•喷枪正常操作:这个符号表示喷枪正常操作,将涂料均匀喷洒在物体表面。
•喷枪移动方向:这个符号指示了喷枪的移动方向,以确保涂料均匀覆盖整个表面。
•喷枪距离:这个符号表示了喷枪与物体表面的距离,以确保得到所需的涂层厚度。
3. 涂料符号3.1 涂料类型不同类型的涂料适用于不同的应用场景。
以下是常见的涂料类型及其符号:•油性漆:•水性漆:•粉末涂料:3.2 涂层厚度合适的涂层厚度对于保护和美观数非常重要。
以下是表示不同涂层厚度的符号:•最小涂层厚度:•最大涂层厚度:4. 表面处理符号在喷塑工艺中,表面处理对于涂层的附着力和质量至关重要。
以下是常见的表面处理符号:•去除油污:•去除氧化层:•去除锈蚀:•砂磨表面:5. 其他符号5.1 干燥时间涂料的干燥时间决定了喷塑作业的周期和后续操作。
以下是常见的干燥时间符号:•干燥时间:•烘干时间:5.2 质量检验为了确保涂装质量,需要进行质量检验。
以下是常见的质量检验符号:•目视检查:•涂层厚度测量:结论喷塑工艺符号在喷塑工艺中起到了标识、指导和规范作用。
通过理解和应用这些符号,可以提高喷塑作业的效率和质量,并保证涂装工件达到预期的效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工工序名称符号
名称符号名称符号名称符号有机溶剂除油S D化学碱洗A C喷丸S H B 化学除油C D电化学抛光E C P滚光B B
电解除油E D化学抛光C H P刷光B R
化学酸洗C P机械抛光M P磨光G R
电解酸洗E P喷沙S B振动擦光V I 1、A l/E t.E c
铝材,电化学处理,电解着色
2、A l/E t.A(S).C l(B K+R D+G D)
铝材,电化学处理,硫酸阳极氧化,套色颜色顺序为黑、红、金黄
3、A l/E t.A.C l(B K)
铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法无特定要求
4、A l/E p.N i(80)-C o(20)-P3
铝材,电镀含镍80%,钴20%的镍钴磷合金3u m以上
5、C u/C t.P
铜材,化学处理,钝化
6、C u/E p.S n(60)-P b15.F m
铜材,电镀含锡60%的锡铅合金15u m以上,热熔
7、C u/E p.N i5b C r0.3r
铜材,电镀光亮镍5u m以上,普通铬0.3u m以上
8、C u/E p.N i5A u1~3
铜材,电镀镍5u m以上,金1~3u m
9、C u/E p.A u-C u1~3
铜材,电镀金铜合金1~3u m
10、F e/S D
钢材,有机溶剂除油
11、F e/C t.o
钢材,化学处理,氧化发黑
12、F e/C t.M n P h
钢材,化学处理,磷酸锰盐处理
13、F e/E p.Z n7.c2C
钢材,电镀锌7u m以上,彩虹铬酸盐处理2级C型
14、F e/E p.(C r)25b
钢材,表面电镀铬,组合镀覆层特征为光亮,总厚度25u m以上,中间镀覆层按有关规定执行
15、F e/E p.C u10N i15b C r0.3m c
钢材,电镀铜10u m以上,光亮镍15u m以上,微裂纹铬0.3u m以上
16、F e/E p.C u20A p.N i10C r0.3c f
钢材,电镀铜20u m以上,化学镀镍10u m以上,电镀无裂纹铬0.3u m以上17、T i/E p.A u(99.9)3
钛材,电镀金(纯度达99.9%)3u m以上
18、P L/E p.C u10b N i15b C r0.3
塑料,电镀光亮铜10u m以上,光亮镍15u m以上,普通铬0.3u m以上(符号r 已省略)。