绕线机操作说明PPT精选文档
绕线机操作规程(调试部分)
1、目的:用于指导边滑式环形绕线机操作的正确调试使用。
2、适用范围:绕线室联得(德固)公司生产的边滑式环形绕线机:电脑控制器型号CNC-200H,程序版本H8381(5901以上)。
3、责任人:绕线室调试专员。
4、操作步骤:开机前准备:绕线机开机之前应该仔细检查绕线机工作台确保无杂物,绕线机上的螺丝有无松动,电源开关已经连接好,接地线已接地。
(检查漆包线的规格是否符合生产订单要求,根据漆包线的规格和产品要求绕制圈数,合理选择储线环和边滑器规格。
并将边滑器安装在储线环上。
漆包线直径为Φ,圈数为T①6寸(中号边滑器,槽宽):≤Φ()×T2000②6寸(中号边滑器,槽宽):≤Φ()×T2000或≤Φ×T1200③7寸(大号边滑器,槽宽):≤Φ()×T2000(注:矩形铁芯为主)④7寸(大号边滑器,槽宽):≤Φ()×T2000或≤Φ×T1200,或≤Φ×T500⑤4寸(小号边滑器):Φ≤☆绕制Φ×T3900产品时,使用7寸(大号边滑器,槽宽)储线环,容易断线,注意及时和仔细调整转速(75%)和边滑器松紧程度。
计数器准备:①清洁探头:用鹿皮沾酒精擦拭探头。
~②调整间距:探头和线运行的平面尽量垂直且最佳距离:3-5mm。
③检查检知器:取出光纤,清除检知器插槽内的灰尘。
调试光线强度,显示两个绿格,无红格(诺奇机车用的欧姆龙光纤放大器)。
联得机车用的松下神视光纤放大器)铁芯定位⑴常规产品:调节夹具上的前后、左右手柄轮,移动夹具台,使排线轮靠近储线环,松动排线杆上的螺丝杆→打开储线环,捏开排线杆,把本批特定铁芯套入储线环,放在排线轮中间,闭合储线环,使排线轮夹住铁芯→调节夹具上的前后、左右手柄轮,移动夹具台,使铁芯在不摩擦储线环的情况下,让铁芯外壁尽量靠近挡线板→固定排线杆上的螺丝杆,使排线轮刚好夹住铁芯。
☆当排线轮撑开最大角度,还不能夹住铁芯时,就要把铁芯放到排线轮的外围,让三个排线轮同时接触到铁芯内壁,用橡皮筋固定排线杆末端手柄。
绕线机作业指导书
绕线机作业指导书一、引言绕线机是一种用于电气设备和电子产品中线圈绕制的机械设备。
本作业指导书旨在提供详细的操作步骤和注意事项,以确保绕线机的正确使用和安全操作。
二、设备准备1. 确保绕线机处于稳定的工作台上,并且与电源插座相连。
2. 检查绕线机的所有部件是否完好无损,特别是绕线头和导线夹具。
3. 确保绕线机的控制面板上的所有按钮和开关处于关闭状态。
三、操作步骤1. 打开电源开关,绕线机的控制面板上的指示灯应亮起。
2. 根据所需的线圈规格,选择合适的绕线头,并将其安装到绕线机上。
3. 将需要绕制的线圈固定在绕线机的导线夹具上,确保线圈的位置稳定。
4. 打开绕线机的控制面板,设置所需的绕线参数,如绕线速度、绕线圈数等。
5. 按下开始按钮,绕线机开始自动绕制线圈。
操作人员应保持警惕,确保绕线过程中的安全性。
6. 在绕线过程中,及时观察线圈的绕制情况,确保线圈的质量和准确度。
7. 绕线完成后,按下停止按钮,绕线机停止工作。
8. 将绕制好的线圈从导线夹具上取下,并进行必要的检查和测试。
四、注意事项1. 操作人员应熟悉绕线机的使用说明书,并严格按照操作步骤进行操作。
2. 在操作绕线机时,应佩戴适当的防护手套和眼镜,以防止意外伤害。
3. 在绕线过程中,应注意线圈的固定,确保线圈不会松动或移位。
4. 绕线机的控制面板上的按钮和开关只能由经过培训的操作人员使用。
5. 在绕线机工作期间,禁止将手或其他物体靠近绕线头和导线夹具,以免发生意外。
6. 定期检查绕线机的电源线和插头是否有损坏,如有损坏应及时更换。
7. 绕线机应定期进行维护和保养,以确保其正常运行和延长使用寿命。
五、常见故障及排除方法1. 绕线机无法启动:检查电源是否正常连接,确保电源开关已打开。
2. 绕线机运行缓慢:检查绕线机的绕线速度设置是否正确,调整至适当的速度。
3. 绕线机绕制的线圈质量不佳:检查绕线头和导线夹具是否安装正确,线圈是否固定稳定。
六、安全警示1. 严禁在绕线机工作时戴手套、长袖衣物或佩戴饰品,以免被绕线头或导线夹具夹住。
绕线机操作培训

步序设定显示器在闪烁时,按一下 输入
设定
步序
步序设定显示器
按键,此时步序显示器会显示
,同时 起绕点指示灯
也会亮起,在
步序
步序设定显示器
步序资料显示器里输入数字就可以
步序资料设定显示器
了.例如:
输入72.40mm,此时为排线杆向外移动
步序资料设定显示器
72.40mm参考值,一般为引线对齐骨架边缘的位置就可以了,
按 输入 按键时表示72.40mm保存在第一个步序中,同时步序显
示器会显示
同时 起绕点指示灯也会亮起,再按一
步序
步序设定显示器
次 输入 ,幅宽指示灯会亮起,设定幅宽.方法于起绕点设定一样.
当步序资料起绕点,幅宽,线径,总圈数,起绕慢车, 停止慢车,高速,低速,后退完成后,再设定绕线方向和 排线方向,
产量/转速显示器
转速 归零
两端 自动 停车 启动
0 清除 COPY 输入
ห้องสมุดไป่ตู้自动
煞车
跳段
退段
复归
停车
启动
控制面板按键
电源开关
步序设定流程说明:以C1724产品为例,二个步序完成绕线工序.
先按 起始 按键,在
步序
显示器里数字闪烁时就可以输入你要设定的步序
步序
步序设定显示器
名称.输入724数字,按 输入 按键表示以保存数据,再按 结束 按键,在 步序 步序 步序设定显示器
注意事项:
绕线中注意头发不要卷入到绕线轴中发生意外,绕线工位 头发要用发夹将头发夹起来或者是留短头发,不允许披头发.
起绕点 总圈数
高速
幅宽
起绕慢车
低速
指示灯
wk-20无刷直流绕线机说明书

wk-20无刷直流绕线机说明书
一、按钮开关说明﹕
1、显示器
2、夹嘴
3、按键面板
二、操作步骤﹕
1、打开绕线机电源开关。
2、设置机器。
A、设置绕线圈数:按产品设置按键→移动光标至(T)→设置产品绕线圈数(T)→设置刹车时间(t)
B、恢复出厂状态模式:请注意使用此功能。
此模式用于清除存储器内所有设置数据,即机器恢复为出厂时的数据状态。
清空后,系统将在1号产品内放置一套默认的产品数据作为当前产品。
C、机器参数设置模式:用户可根据自己的需求对控制系统进行个性化设置,设置方法只需按“转换”键在“Y”(yes)与“N”(no)之间转换。
3.关机。
产品绕线完成以后关闭电源。
三、注意事项
1、保持设备表面清洁,每天不定时对其表面进行抹擦。
2、如非必要,请勿打开设备门。
3、机器在转动时请勿将手放在转动处,应注意安全操作。
4、非相关专业技朮人员严禁修改仪器的各项参数设置。
5、本仪器的接入电压为220V。
6、气压规格0.45Mpa-0.68Mpa。
绕线机培训资料PPT(共 40张)

二、机 器 构 造
自动、单循环
手动模式返回
单步动作 夹具开关 参数设置
三、绕 线 工 装
导线板
滑动板
芯轴
夹具2
夹具1
整形治具 拉伸块
日特绕线工装
排出板
切线刀 压线杆
三、绕 线 工 装
日特绕线工装
切线刀、压线杆 夹具
滑动板 芯轴
导线板
三、绕 线 工 装
萨比特绕线工装
三、绕 线 工 装
萨比特绕线工 装
目录
一、萨比特绕线机构造 二、日特绕线机构造 三、绕线工装 四、准备工作 五、品质标准 六、安全 七、设备与工装的保养与使用
一、机 器 构 造
工作界面
一、机 器 构 造
工作按钮
一、机 器 构 造
各汽缸分布及功能
二、机 器 构 造
X轴
LZ2轴
LZ轴
LX轴
S轴 Y轴
二、机 器 构 造
温度控制器
2、用沾上研磨膏的棉线来回 拉将导线板缝槽中的异物去除
四、准 备
2.辅助材料 抹布:无油渍、无污染、且易吸收酒精,不易挥发(棉布领回来
之后进行适当的清洗,效果最佳) 次品盒:干净,样式统一无破损,标签清晰 润滑油 丙酮 刷子
四、 准 备
(1)打开电源、气源开关,将检验合格的工装安装在机器主轴上,然后进入主 程序画面,按要求调节程序。打开温度开关,进行空转预热15分钟。 (2)机器预热的同时将根据作业指导书要求选定的漆包线放入线筒,使漆包线 陆续经过线筒陶瓷圈、张力器、蜗牛杆及毛毡最后经过机器滑轮后挂在夹具上 并按“开始”键进行绕制。 (3)机器做出第一音圈先首检,使其电阻、高度等在规定范围以内并确保音圈 排线良好,无开口、变形、扭曲等情况。
绕线机说明书CNC-210EXD

绕线机说明书CNC-210EXDCNC-210EXD使用手冊 F-6681版本DOC NO:010503 Page 1 of 15 目錄1.2.3.4.5.6.7.8.9.前言 (2)主要特性 (2)面板說明 (3)編輯繞線資料.............................................................4 繞線方式選擇.............................................................6 執行繞線功能.............................................................8 裝機設定....................................................................9 安裝與接線...............................................................12 簡易保養及故障排除 (14)1. 前言CNC-210S 是本公司所發展出的㆒系列繞線機控制器,由於控制機能完整,廣為繞線業界所愛用,因此CNC-210S幾乎已成為繞線機的標準配備。
本公司為追求 CNC-210S 控制器機能的更加提升,特別針對各方客戶的不同須求及寶貴意見,開發完成新的CNC-210EXD外接驅動器專用機型,以取代原有之外接型控制器。
此新機型採用更精密且功能更強大的單晶片微處理器,不但保留了與原機型相容之操作方式及所有功能,更提升了控制器之運轉效率及介面擴充能力,可依不同運用場合及客戶之需求提供更有彈性的功能修改,使用範圍更為廣泛。
CNC-210EXD 系列依內部驅動迴路的有無分為 CNC-210EXD1 外接㆒型, CNC-210EXD2 外接㆓型等機種,以供不同使用場合選用。
(2021)绕线机操作说明完美版PPT

待机 定位 起绕点 总圈数
高速
运转 超速 幅宽
起绕慢车 低速
慢车 连线 线径
停止慢车 后退
TAILY AUTO CNC-210S
资料 起始
7 8 9 步序
选择 步序
设定
电源
排线 结束
4 5 6 产量
步序
方向 步序
设定
转速 产量 完成
绕线 自动 方向 归位
1 2 3一
转速 归零
两端 自动 停车 启动
绕线方向,排线方向,自动启动设定方法为:
绕线方向设定
绕线 编辑时,用来指定步序之绕线方向。 方向 说明:灯亮表示绕线轴顺时针绕
线,灯不亮表示绕线轴逆时针绕 线,例如设定一个以下步序,步 序名称为724,先按 步序 后,步序
设定
显示器中会闪烁,再按 此时
输入
起绕慢车按键指示点会亮起时,按一 下 绕线 按键就可以更改绕线轴是否
资料 起始 选择 步序
排线 结束 方向 步序
指示灯 绕线 自动 方向 归位
进入或者离 7 8 9 步序 开设定状态
设定 电源
4 5 6 产量 设定
1 2 3一
两端 自动 停车 启动
0 清除 COPY 输入源自自动煞车跳段
退段
复归
停车
启动 编辑确认
控制面板按键说明
进入或者离
通常设定为:起绕点依骨架位置设定,幅宽为0,线径为0,起绕慢车7 为80,停9 止步设慢序定车开为设0定-0状. 态
0 清除 COPY 输入
自动
煞车
跳段
退段
复归
停车
启动
待机 定位 起绕点 总圈数
高速
运转 超速 幅宽
绕线机安全操作规程实用版

YF-ED-J9624可按资料类型定义编号绕线机安全操作规程实用版In Order To Ensure The Effective And Safe Operation Of The Department Work Or Production, Relevant Personnel Shall Follow The Procedures In Handling Business Or Operating Equipment.(示范文稿)二零XX年XX月XX日绕线机安全操作规程实用版提示:该操作规程文档适合使用于工作中为保证本部门的工作或生产能够有效、安全、稳定地运转而制定的,相关人员在办理业务或操作设备时必须遵循的程序或步骤。
下载后可以对文件进行定制修改,请根据实际需要调整使用。
1.工作前应检查电源开关、制动器开关是否正常。
按规定穿戴劳保用品,非本机人员严禁操作。
2.绕线前应先检查所领骨架、铜线规格是否与生产计划通知单相符。
按作业计划正确领用材料。
3.首先将骨架装到绕线机上,并垫好复合纸,再将漆包线缠几圈到骨架上。
模具、骨架、漆包线固定好后才能开始绕线。
4.按动开关绕线至额定圈数,停机,剪断漆包线,取下绕好的线圈,装好胶头再放入周转箱内。
绕线时严禁用手触摸绕线机。
5.做好“首三检”并经常自检工件作业质量。
经常自检,不要“一绕到底”6.操作时发现有螺丝松动和异常声音时,应立即报告并及时维修。
严禁私自拆卸设备。
7.维修设备时,应先断电源后再进行。
严禁在设备运行时带电进行维修。
8.机器周围及工作台面应经常保持干净。
禁止随意堆放加工件,作业现场不得摆放杂物。
9.工作完毕关闭电源开关,清理好绕线机。
自觉坚持做好设备保养。
10.下班前应清理作业现场。
清理工作现场,加工件和待加工件摆放整齐,保持场地整洁。
绕线机设备操作说明书
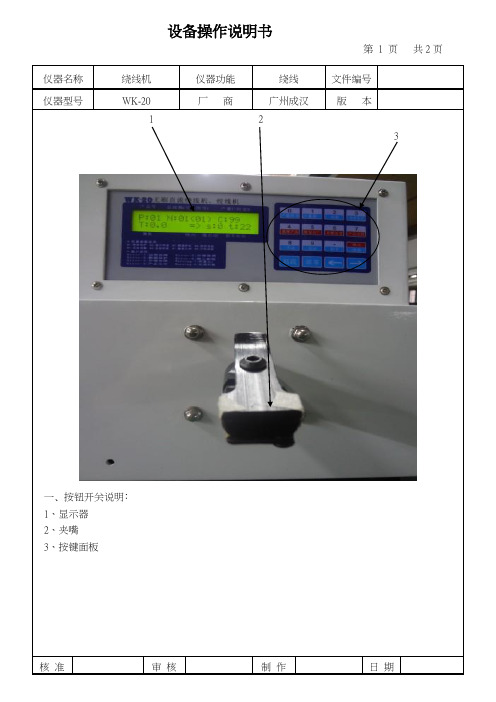
第 1 页共2页仪器名称绕线机仪器功能绕线文件编号
仪器型号WK-20 厂商广州成汉版本
1 2
3
一﹑按钮开关说明﹕
1、显示器
2、夹嘴
3、按键面板
核准审核制作日期
第 2 页共2页仪器名称绕线机仪器功能绕线文件编号
仪器型号WK-20 厂商广州成汉版本
二﹑操作步骤﹕
1﹑打开绕线机电源开关。
2﹑设置机器。
A﹑设置绕线圈数:
按产品设置按键→移动光标至(T)→设置产品绕线圈数(T)→设置刹车时间(t) →
B、恢复出厂状态模式:请注意使用此功能!!!
此模式用于清除存储器内所有设置数据,即机器恢复为出厂时的数据状态。
清空后,系统将在1号产品内放置一套默认的产品数据作为当前产品。
C、机器参数设置模式:
用户可根据自己的需求对控制系统进行个性化设置,设置方法只需按“转换”键在“Y”
(yes)与“N”(no)之间转换。
3.关机
产品绕线完成以后关闭电源。
三﹑注意事项
1﹑保持设备表面清洁﹐每天不定时对其表面进行抹擦。
2﹑如非必要﹐请勿打开设备门。
3﹑机器在转动时请勿将手放在转动处﹐应注意安全操作。
4﹑非相关专业技朮人员严禁修改仪器的各项参数设置。
5﹑本仪器的接入电压为220V。
6、气压规格0.45Mpa~0.68Mpa
核准审核制作日期。
自动绕线机设备操作说明书
動。起繞點﹕排線杆起始位點位置﹐這個位置是從排線杆原點算起的距離。幅寬﹕線材卷繞排線寬
度。
(1)﹑起繞點設定[0~999.99]﹕按下”輸入”鍵之後﹐步序顯示之前所設定之起繞步序。起繞點燈號即亮
起﹐表示現處於繞線資料編輯狀態﹐資料顯示器上顯示目前起繞點之設定值。
前總圈數之設定值﹐輸入所需的圈數后﹐按輸入鍵完成圈數值設定。
5﹑任何資料的輸入及選擇設定改變後﹐一定要按輸入鍵才算設定完成。編輯完成時﹐再按一次
輸入鍵即可脫離編輯狀態﹐回至待機狀態。
<二>﹑實際作業方法
1﹑插上電源插頭[220V]﹐把電源開關切換至ON(此時繞線機會作自動復歸動作)。
2﹑檢查繞線機各部件是否正常工作。
自動繞線機設備操作說明書
設備名稱
繞線機
設備功能
自動繞線
文件編號
設備型號
廠商
版本
A0
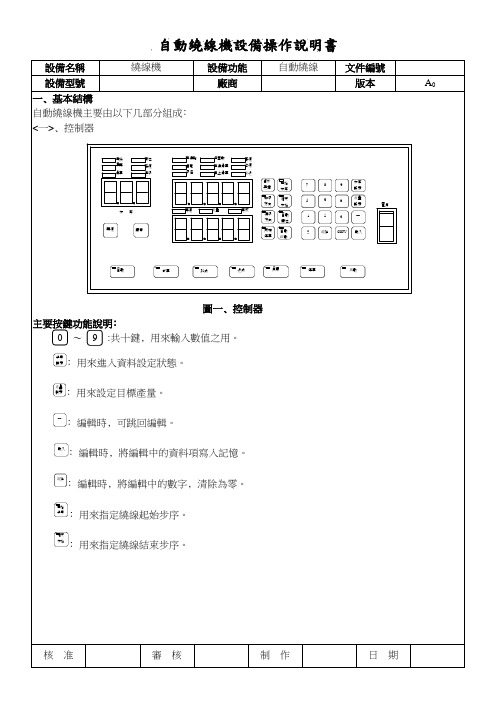
一﹑基本結構
自動繞線機主要由以下几部分組成﹕
<一>﹑控制器
圖一﹑控制器
主要按鍵功能說明﹕
0~9 :共十鍵﹐用來輸入數值之用。
﹕用來進入資料設定狀態。
﹕用來設定目標產量。
﹕編輯時﹐可跳回編輯。
﹕編輯時﹐將編輯中的資料項寫入記憶。
﹕編輯時﹐用來指定該步序﹐是否要有移至幅寬兩端停車功能。
﹕編輯時﹐用來指定執行至該步序時﹐排線杆是否要自動移至起繞位置﹐或按 后才移到起繞位置。
﹕編輯時﹐用來指定執行至該步序時﹐是否要自動啟動繞線或按 後才開始繞線。
﹕轉速與產量顯示切換。
﹕產量計數器清除為零。
﹕自動循環選擇鍵。
绕线机操作规程

绕线机操作规程一、开机前的准备工作绕线机开机前要仔细检查绕线机工作台上有无杂物,绕线机上的螺丝有无松动,电源开关有没有连接好,漆包线的规格是否符合要求。
确认合格才能开机。
二、绕线机参数设置将控制台上的红色按钮按箭头所指方向转动,绕线机开机并自动复位,此时要根据生产安排设置好绕线机参数。
按微电脑控制器上的“设定”按钮,依屏幕上的提示依次输入“程序号”、“线圈数”、“线径”、“绕线匝数”、“预停圈数”、“起绕点”、“绕线宽度”、“过槽宽度”、“停机角度”、“绕线方向”等参数,最后按“确认”键确认,机器存入数据并自动复位,参数设置完成。
接着调整微电脑控制器左侧的绕线机工作方式,依次设定为“后端定位”、“标准排线”、“自动复位”,最后按“待机”键,机器自动复位进入自动绕线模式。
三、空运行检查绕线机参数设置完成后,还不能马上绕线,必须确认绕线机的设置完全符合要求才能绕线。
先空车运行一遍,注意检查绕线机的排线、绕线匝数、复位方式、停车位置等是否符合要求,如不符合要求,必须重复以上的步骤,重新调整,直至达到要求为止。
四、上线将符合要求的漆包线盘平稳放置于托架上,罩上塑料套筒和筒盖,线从筒盖上的瓷嘴穿出,依次通过导线嘴、毛毡、导线轮、活动线架,最终从活动线架的铜轮引出。
五、绕线将上好端子的线框架穿到绕线机的专用定位模上,漆包线缠在底线端子上,检查漆包线有没有出导线轮,如果一切正常,按下红色“起动”键,开始绕线。
如中间出现异常情况,要立即按下绕线机上的“停止”键,停机检查,排除故障后,按“起动”键继续绕线。
注意事项:1、操作者一定要注意安全,机器开动后,手不能靠近转动部分,需要调整时,必须先停机,后调整,调整完成后必须确认手已离开危险区域才可重新开机。
2、操作者工作时不能戴手套,衣袖不能太长,女操作工头发长的要扎起或扎起后放在安全帽内。
3、绕好线后,要检查底线和面线是否接在对应的端子上;底线和面线与端子接线处是否留有足够松位;面线是否贴近线框架出线;线圈绕制有没有出现锥形;表面有没有碰伤或压痕,确认合格后,将线圈放在周转箱内,摆放时注意电源端子一定不能碰到线圈表面。
绕线机机操作规程

绕线机机操作规程第一章总则第一条为了规范绕线机的操作,确保操作人员的人身安全和设备的安全运行,制定本操作规程。
第二条本操作规程适用于所有绕线机的操作人员,包括绕线前的准备、操作过程中的注意事项和维护绕线机的措施。
第三条操作人员必须具有相关的操作技能和经验,并熟悉绕线机的结构和工作原理。
第四条操作人员应严格遵守本操作规程的各项规定,不得擅自改变绕线机的结构和工作方式。
第五条操作人员应随时关注绕线机的工作状态,如发现异常情况应立即采取措施停机并报告上级。
第二章绕线前的准备第六条操作人员必须穿戴符合工作安全要求的防护设备,如工作服、安全鞋、护目镜等。
第七条绕线机应放置在平稳的工作台或地板上,保证机器不会晃动或移动。
第八条绕线机的电源应接入地线,并符合相关的电气安全要求。
第九条检查绕线机的设备和工具是否齐全并处于正常工作状态,如电源线、开关、切刀等。
第十条绕线机的工作区应干净整洁,没有其他杂物,以防干扰操作人员的工作。
第三章操作过程中的注意事项第十一条操作人员必须先熟悉绕线机的各项操作和功能,了解线材的规格和要求。
第十二条在操作绕线机时,应按照规定的线材规格设置绕线参数,如绕线速度、绕线张力等。
第十三条操作人员要时刻注意绕线机的工作状态,保持清醒和专注,切勿疲劳操作。
第十四条绕线机的工作范围和速度应与操作人员的身体接触保持一定距离,防止发生意外伤害。
第十五条在调整绕线机的参数时,应先停机,等待机器完全停止后再进行操作。
第十六条绕线机的切刀部分应保持锋利,定期检查刀片的磨损情况并及时更换。
第十七条如果绕线机出现异常情况,如烟雾、异味等,操作人员应立即停机并断开电源,同时报告上级。
第四章维护绕线机的措施第十八条绕线机在工作结束后,应及时清理绕线机的工作区域,保持整洁。
第十九条绕线机在长时间不使用时,应断开电源并进行必要的保养,涂抹防锈油等。
第二十条定期检查绕线机的各项零部件是否有磨损或损坏情况,如有需要及时更换。
绕线机说明书.
深圳市兴锐达電子机械有限公司SHENAHEN XINRUIDA ELECTRONICS TECHNOLOGY CO .LTO地址:深圳市宝安区龙华镇赤岭头工业区十七巷二号邮编:518109TEL:*************FAX:0755-******** 网址: E-mail:*********************目錄一、功能介紹 (2)二、面板介紹 (2)三、按鍵指引 (2)四、數值顯示窗功能 (3)五、狀態指示燈介紹 (4)繞線機資料設定編輯 (4)六、設定專案資料說明 (4)七、選擇專案資料說明 (4)繞線資料設定方式 (5)八、設定啟始步序及結結步序 (5)九、設定繞線資料 (5)十、圖例說明 (5)繞線資料變更修改 (5)特殊繞線功能介紹 (6)繞線技巧討論 (7)系統內部功能設定 (8)特殊功能設定 (9)保證書 (11)保修卡 (12)一、功能介紹:◆本電腦控制器系採用最新同步隨耦式排線,精准度極高,在超速排線中不會有擋機現象。
◆超高智慧模式,具自我檢測功能,包括設定錯誤、超速追蹤及速度校準。
◆採最新式交換式電源供應器,穩定性佳。
◆具遊標量尺功能,可輕易測得繞線寬度,啓繞點。
◆於運轉中,可隨意改變主軸馬達速度,排線器隨之同步隨耦。
◆主軸馬達啓動後,速度爬昇時間可依機種特性隨意更改。
◆具排線超速偵測功能,能自動降低主軸速度至最穩定狀態。
◆運轉速度RPM及生産量,於運轉中及停車時自動切換顯示。
◆超大記憶容量,可存取1000組步序。
◆一組RS-485介面,可與個人電腦連線,以便統合管理繞線資料。
◆刹車時間及次數選擇,可依機械特性、線逕大小及速度快慢自行設定,一次、兩次或三次。
二、面板介紹:三、按鍵指引:=共十個鍵,爲設定各項資料之數據。
╋=該鍵爲運轉中,微調主軸速度用,可隨意昇降其速度,原設定速度值隨其更改並輸入記憶體=該鍵爲排線器遊標尺功能,可於停車時作遊標尺測定啓繞點及寬度,亦可於資料設定時直接以遊標值做資料設定“存入”動作。
手排绕线机操作说明书

手排绕线机操作说明书LQ-100绕线机功能及操作说明一、功能说明:1.段位:0-10段(可扩充至99段)。
2.可绕圈数:0-9999.9圈。
3.启动慢速:0-99圈(本功能须在“调速模式”致ON时,方能设定)。
4.预先停车:0-999圈。
5.生产量:0-9999个。
6.刹车时间:0.1-5秒.二、按键说明:0号键:于待机状态长按此键5秒以上,则会显示内码1100011或100011。
此内码如不符则更改成任一种。
1号键:于停车时作进一段功能(所设定之段位须有2段以上)。
2号键:于停车时作当前段位的圈数归零用。
3号键:于停车时各段归零用,无论当前段位和圈数如何,都归位至第一段,圈数为零。
4号键:持续按一秒以上会显示4=0或4=1,作刹车保持与否之切换。
0=不保持,1=刹车保持用。
5号键:刹车次数选择,可选择1次,2次,3次。
(本功能须在“调速模式”为ON时,方能设定)。
6号键:启动慢速的圈数设定,0-99圈。
此设定无论有几段,其启动慢速都以此设定为准,无法逐段设定。
(本功能须在“调速模式”为ON时,方能设定)。
三、内部功能介绍及选定:以下功能须在停车时按住0号键2秒,即进入设定状态,依每一项的号码直接作选择更改。
四、操作说明:1、段位、圈数、马达正反转及预先停车设定:若要绕三种圈数:第一段为1000圈,预行停车为5圈;第二段为2000圈,马达反转,预先停车为8圈;第三段为3000圈,预先停车为10圈。
按(设定) 1(第一段) 1000(圈数) 按[-1]键选择马达方向,每按一次即自动切换方向一次按预先停车按5后第一段完成。
按(设定) 按2(第二段) 再按2000(圈数) 按[-1]键改变马达方向按预先停车按8后第二段完成。
按(设定) 按3(第三段) 再按3000(圈数) 按[-1]键改变马达方向按预先停车按10后第三段完成。
2、修改设定:若要修改已设定之其中段位的圈数时,可直接按段位选择再输入新的数值即可,无须再从第一段开始设定。
绕线机安全操作规程

绕线机安全操作规程1工作前应检查电源开关、制动器开关是否正常。
按规定穿戴劳保用品,非本机人员严禁操作。
2绕线前应先检查所领骨架、铜线规格是否与生产使用相符。
按作业计划正确领用材料。
3首先将骨架装到绕线机上,并垫好复合纸,再将漆包线缠几圈到骨架上。
模具、骨架、漆包线固定好后才能开始绕线。
4按动开关绕线至额定圈数,停机,剪断漆包线,取下绕好的线圈,装好胶头再放入周转箱内。
绕线时严禁用手触摸绕线机。
5做好“首三检”并经常自检工件作业质量。
经常自检,不要“一绕到底”6操作时发现有螺丝松动和异常声音时,应立即报告并及时维修。
严禁私自拆卸设备。
7维修设备时,应先断电源后再进行。
严禁在设备运行时带电进行维修。
8机器周围及工作台面应经常保持干净。
禁止随意堆放加工件,作业现场不得摆放杂物。
9工作完毕关闭电源开关,清理好绕线机。
自觉坚持做好设备保养。
10下班前应清理作业现场。
清理工作现场,加工件和待加工件摆放整齐,保持场地整洁。
铲线机安全操作规程1、使用前操作职员劳保穿戴完全,戴防护眼镜。
2、使用前检查铲线机电源线、防护装置、砂轮片是否完好。
转动部分牢靠,砂轮片应固定牢固,不得使用受潮、有裂纹的砂轮片。
3、铲线机应放置平稳、牢固可靠。
4、电气开关,接地或接零牢固可靠。
砂轮片转动方向正确。
5、新砂轮安装后,先点动,若无明显震动,运转正常后方可操作,人员应站在侧面,不得正对砂轮片。
6、切割时应固定牢固,铲线机转动速度正常后,方可操作。
使用时不得用力太猛,以避免破坏砂轮、飞溅伤人。
7、更换配件时必须断电,同时不得在运转中更换工件、皮带、砂轮片,禁止用人力或工具强使砂轮机制动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
资料 起始 选择 步序
排线 结束 方向 步序
指示灯 绕线 自动 方向 归位
进入或者离
7 8 9 步序 开设定状态
设定 电源
4
5
6 产量
设定
1 2 3一
两端 自动 停车 启动
0 清除 COPY 输入
自动
煞车
跳段
退段
复归
停车
启动 编辑确认
控制面板按键说明
10
进入或者离 7 8 9 步序 开设定状态
设定 4 5 6 产量
方向
为顺时针绕线还是逆时针绕线。
排线方向设定
排线 编辑时,用来指定步序之排线方向。 方向 说明:灯亮表示排线杆从内往外排
线,灯不亮表示排线杆从外往内排
线。例如:设定一个以下步序,步
序名称为724,先按 步序 后,步序
设定
显示器中会闪烁,再按
此时
输入
起绕慢车按键指示点会亮起时,按一 下 排线 就可以更改排线杆是否由内
停止慢车:接近设定要求圈数时,设定圈数减速来完成刹车,当设定圈数少时,
刹车刹不住会导致错圈.此时于"高速"有关以及"停止慢车"圈数有关. 高速:高速绕线时的速度,设定范围为0-99 低速:慢车绕线时的速度.一般设定为10-15 后退:绕线完成信号输出设定.无实际意思,一般设定为0
9
TAILY AUTO CNC-210S
动第二个步序开始绕线,可省第二次
启动开始按键.灯亮时表示自动启动
同时控制面板
按键要按亮才可
以自动启动 自动
7
待机 定位
转速
产量
完成
运转 超速 慢车 连线
指示灯功能指示灯说明
转速
归零
产量/转速显示器
状态指示灯说明:
待机:亮表示待机中,不亮表示在绕线或编辑中,闪烁表示暂停中 运转:亮表示绕线中,不亮表示停止中. 慢车:亮表示正在低速绕线.例如:慢车设定3圈时,慢绕3圈后定位. 定位:亮表示排线杆作起绕线点定位或回归原点上. 超速:亮表示绕线速度太快,排线杆与线线轴失去同步. 连线:亮表示正在网络通信中. 完成:亮表示当生产数量已达到生产目标时,灯会亮起. 转速:亮起时表示目前产量显示器作为转速表. 产量:亮起时表示目前产量显示器显示为产OPY 输入
控制面板按键说明:
编辑确认相当 于键盘ENTER键
1. 0
2. 步序
设定
3. 产量
设定
9 共十个按键用来输入数值之用. 5. 输入 编辑时将编辑资料写入到记忆体. 此按键相当于电脑键盘ENTER按
键。 用来进入或者离开资料设定状态.
7. COPY 编辑时将上一步之资料复制到目 前步序的资料项目中.
绕线机操作说明
制作: 审核: 批准:
日期:2008年8月28日
1
待机 运转 慢车
定位 超速 连线
步序
转速
归零
起绕点 幅宽 线径
转速
总圈数 起绕慢车 停止慢车
高速 低速 后退
资料 起始 选择 步序
排线 结束 方向 步序
产量
完成
绕线 自动
方向 归位
TAILY AUTO CNC-210S
789 456 123
3. 自动 编辑时,用来指定执行至该步序时起 归位 绕点是否要自动定位.一般所有步序 都要设定 自动 灯亮时表示要起绕点
归位
自动定位
4.自动 编辑时,用来指定执行到该步序时是 启动 否要自动绕线.一般此按键表示多个
步序才用到自动启动.在步序资料设
定好后,按
步序 设定
步 序 设 定 后 ,按输 入
按到第二个步序,指定灯在 起绕点
5 煞车模式:当绕线速度由高速转为低速时,选择是否要作短暂煞车.0为不煞 车,1为要短暂煞车.
6 圈数单位:资料显示器在显示圈数时,圈数计数单位选择.0为0.1圈数.1为以
15
1圈为显示单位.
装机设定说明:
8 76
5 43 21
7 尺寸单位:排绕杆螺杆公制或英制单位选择。0为公制,与排线杆有关的单位 都为mm,1公制,与排线杆有关的单位都为inch(英寸).
8 启动模式:脚踏(外部启动)开关操作模式选择,0为单启,启动后脚踏开关须 一直为ON,若放开脚踏开关,则暂停运转.1为双启动,启动后放开 脚踏开关继续运转,再按一次脚踏开关则暂停动转.
正确的装机设定为:
16
方法及注意事项
图示
1.起头位置依照作业指导书。
1)包端控圈数说明:
2.包端控胶带时,层叠整齐,错位不超过端控宽
方向
往外排线,还是排线杆是否从外往内 排线。
6
自动启动设定
自动 编辑时,用来指定执行到该步序时是 启动 否要自动绕线.一般此按键表示多个
步序才用到自动启动.在步序资料设
定好后,按
步序 设定
步序设定后,按输入
按到第二个步序,指定灯在 起绕点
位置时,将 自动 按亮就可以了,此
启动
时,在第一个步序绕线完成后自动启
自动
以自动启动。
12
资料 起始 选择 步序
6. 排线 编辑时,用来指定步序之排线方向。 方向 说明:灯亮表示排线杆从内往外排
排线 结束 方向 步序
指示灯 绕线 自动 方向 归位
线,灯不亮表示排线杆从外往内排 线。例如:设定一个以下步序,步 序名称为724,先按 步序 后,步序
设定
两端 自动
控制面板按键说明:停车 启动
时,按以下操作,先按 步序 再按 资料
方向
设定
选择
再按
,当你要修改起绕慢车时,
一
连续按几次 一 ,一直按到 起绕慢车
编辑时,用来指定步序之绕线方向。 说明:灯亮表示绕线轴顺时针绕 线,灯不亮表示绕线轴逆时针绕 线。此按键于 排线 一样设定,如
方向
上步序设定。
灯亮就可以输入你要修改的资料。依次 8. 两端 类推,修改第一个步序也是按以上方法。 停车
6.逆时针绕线,从轴上面挂起线,轴上面挂收线 时,机器设置圈数与《 作业指导书》要求圈
2.5Ts 1.5Ts 0.5Ts
数一致。
可回到待机状态。 1 定位速度:排绕杆作起点定位或归零时的位移速度。0为高速度,1为低速。
2 位移单位:排线标杆单位移动量选择。1为0.01mm,2为0.02mm,4为0.04mm.
3 零点选择:绕线轴零点及圈数模式选择.0为有零点,1为无零点.
4 两端减速:当排线杆位置接近幅宽边界时,绕线轴是否要减速,0为不减速,1为 要减速.
转速
产量
完成
绕线 自动
方向 归位
1 2 3一
电源
产量/转速显示器
转速 归零
两端 自动 停车 启动
0 清除 COPY 输入
自动
煞车
跳段
退段
复归
停车
启动
控制面板按键
电源3开关
步序设定流程说明:以C1724产品为例,二个步序完成绕线工序.
先按 起始 按键,在
步序
显示器里数字闪烁时就可以输入你要设定的步序
注意事项:
绕线中注意头发不要卷入到绕线轴中发生意外,绕线工位 头发要用发夹将头发夹起来或者是留短头发,不允许披头8发.
起绕点 总圈数
高速
幅宽
起绕慢车
低速
指示灯
线径
停止慢车
后退
步序资料设定指示灯说明
步序资料设定指示灯说明:
起绕点:绕线机排线杆起始绕线位置。起绕点范围为999.99mm. 幅宽:骨架排线槽位宽度.以胶带宽度或端控胶带减去一根铜线线径来设定. 线径:铜线的直径.密绕时一般设定为比线径大0.03-0.04. 总圈数:所要绕线的圈数. 起绕慢车:起动后以慢绕圈数来达到高速绕线.一般为0-1.5圈数来慢绕, 绕完后以高速绕线.
启动 按键:起动绕线,相当于电子产品中的开始按键。在绕线中,按此键时,绕
线机停止运转。
14
装机设定说明:
8 76
5 43 21
步序
按 设定
资料 选择
一
进入装机设定,在步序显示器及资料显示器显示八位数字之运
转模式设定值,请先按 一 键,站小数点亮起,此时由右至左
分别按 1 - 8 数字来修改其设定值,修改完成后按 输入 键,
退段 按键:绕线暂停时,强制跳回上一个步序,一般指二个步序或者是二个以上 的步序时才有这个功能。当在编辑时,按住此健二秒以上时,排线杆位置 往后移动,移动到引线于骨架边缘位置,也就是你所要的位置。
复归 按键:在任何状态下,终止目前操作,复位到待机状态,相当于电子产品中 的复位。
停车 按键:绕线中暂停绕线。相当于电子产品中的紧急停止按键。
步序
步序设定显示器
名称.输入724数字,按 输入 按键表示以保存数据,再按 结束 按键,在 步序 步序 步序设定显示器
显示器里数字闪烁时就可以输入你要设定的步序名称,输入725,按 输入表示结束
步序,此时以保存了二个步序.当要设定三个时,按以上方法输入726时,表示三个 步序,依此类推.
步序资料设定流程说明:以C1724产品为例,二个步序完成绕线工序.
2.
结束 步序
用来指定记忆体结束步序.多个或单 个步序设定由此开始,例如:产品型 号C1724设定一个步序,先按 起始 设
步序
定开始步序724,再按 结束 结束步序
步序
724,此时为一个步序绕线,结束为725 时为二个步序绕线,依此类推.
位置时,将 自动 按亮就可以了,此
启动
时,在第一个步序绕线完成后自动启 动第二个步序开始绕线,可省第二次 启动开始按键.灯亮时表示自动启动 同时控制面板 按键要按亮才可