ug模架教程
第6章 模架库
6.3 课内练习本节通过添加模架的示例详细介绍标准模架及其编辑的方法,使我们能够掌握UGNX模具设计中模架设置的基本过程和技巧。
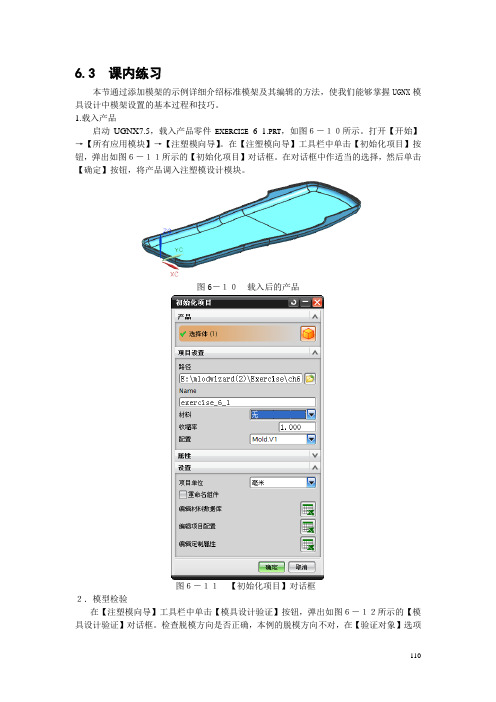
1.载入产品启动UGNX7.5,载入产品零件EXERCI SE_6_1.PR T,如图6-10所示。
打开【开始】→【所有应用模块】→【注塑模向导】。
在【注塑模向导】工具栏中单击【初始化项目】按钮,弹出如图6-11所示的【初始化项目】对话框。
在对话框中作适当的选择,然后单击【确定】按钮,将产品调入注塑模设计模块。
图6-10载入后的产品图6-11【初始化项目】对话框2.模型检验在【注塑模向导】工具栏中单击【模具设计验证】按钮,弹出如图6-12所示的【模具设计验证】对话框。
检查脱模方向是否正确,本例的脱模方向不对,在【验证对象】选项110组中单击【反向】按钮,设置脱模方向正确。
然后在对话框中勾选【底切检查器】和【拔模角检查器】二个复选框显示检查符,单击【确定】按钮,系统进行计算,在图形区显示有问题部分,如图6-13所示;并在资源条上以HD3D工具显示检查结果,如图6-14所示。
从图形区和HD3D工具显示上可以看到,底切检查已顺得通过,拔模角检查到有二个面为竖直面,这二个面的成型高度很小,对拔模影响不大,可以不用理会,检查通过。
图6-12【模具设计验证】对话框图6-13拔模角有问题处111图6-14HD3D显示检查结果3.调整及固定模具坐标系模具坐标系的方位要求ZC轴正向指向脱模方向,原点在分型面上,本产品的模具坐标系不符合要求,需要调整。
单击菜单【格式】→【WCS】→【旋转】,弹出如图6-15所示的【旋转WCS】对话框。
设置旋转角度为180°,单击【确定】按钮,将ZC轴正向指向脱模方向。
图6-15【旋转WCS】对话框单击菜单【格式】→【WCS】→【原点】,弹出如图6-16所示的【点】对话框。
在图形上找到分型面上的某一个点,单击【确定】按钮,将坐标系原点放置在分型面上如图6-17所示。
UG教程模具编程设计

2
进行模架和标准件的选用和布局,如定位圈、浇 口套、顶针等。
3
完成模具总装配,并进行干涉检查和运动仿真。
案例二:复杂分型面模具编程设计
• 设计思路:对于复杂分型面的模具设计,需要采用更高级的 设计技巧和方法,如使用曲面造型功能创建复杂的分型面, 采用多工位设计提高生产效率等。
案例二:复杂分型面模具编程设计
UG具有强大的建模、装配、工 程图、钣金设计、注塑模具设计 等功能,支持参数化设计和直接
建模。
UG软件支持多平台操作,可在 Windows、Linux等操作系统上
运行。
UG软件界面及功能介绍
界面组成
UG软件界面包括菜单栏、工具栏 、绘图区、特征树等部分。
功能模块
UG软件包含建模、装配、工程图 、钣金设计、注塑模具设计等模块 ,各模块之间相互独立又相互联系 。
设计冷却系统
根据产品的形状和大小,以及 生产要求,设计合理的冷却系 统,确保模具在生产过程中的
温度控制。
加工工艺规划
确定加工设备
根据模具的结构和尺寸,选择合适的 加工设备,如铣床、磨床、电火花等 。
制定加工流程
选择切削参数
根据加工设备和刀具的性能,以及模 具的材料和硬度等因素,选择合适的 切削参数,如切削速度、进给量、切 削深度等。
案例一:简单分型面模具编程设计
01
设计步骤
02
导入产品模型并进行前期处理,如修复破面、去除圆角等。
确定分型面的位置和形状,可以使用UG的自动分型功能或手动
03
创建分型面。
案例一:简单分型面模具编程设计
1
根据分型面将产品分割成型腔和型芯两部分,并 分别进行细节设计,如添加拔模角、创建冷却水 道等。
UG模具设计

v 修补后模型
UG模具设计
v 分型 1. 单击工具栏“分型”按钮,弹出“分型管理器”对话框。 2. 单击“编辑分型线”,弹出分型线对 话框,如下图所示
UG模具设计
3. 单击对话框中“自动搜索分型线”按钮,系统将弹出搜索 分型线对话框。
4. 由于本例系统只有一个模型,并且开模方向和ZC系统相 同。所有可直接点击应用。
UG模具设计
v 系统弹出“项目初始化”对话 框,在对话框中选择材料(本 例为ABS),单击确定按钮, 系统开始加载塑件
UG模具设计
v 在工具条上单击“装配 导航器按钮”,可以看 见模型的装配结构图。
UG模具设计
v 在工具栏上单击“模具坐标系”按钮
v 弹出模具“模具坐标系”对话框。
对话框各项含义 v 当前WCS:表示模具坐标系和零件坐标系相同 v 产品体中心:表示模具坐标系定位在产品中心 v 边界面中心:要求用户选择曲面,然后系统将
坐标系定位在该曲面中心。 本例中模型坐标系的ZC轴与开模方向相同,因此 不需要修改,点击确定按钮。
UG模具设计
v 如果加载产品时没有设置收缩率,可通过以下方式设置收 缩率。
1. 在工具栏单击“收缩率”按钮,系统 弹出编辑比例对话框,如 Nhomakorabea图所示。
2. 选择圆环,指定圆环中心为参考点。 如下图所示。
3. 设置收缩率,单击确定完成设置。
3. 点击“创建分型面”按钮,弹出”分型面“对话框。单击 确定,系统将自动创建分型面。
UG模具设计
v 创建的分型面
UG模具设计
4. 点击”创建型腔和型芯“按钮,弹出“型芯和型腔”对话 框。
5. 单击“自动创建型腔和型芯”按钮,系统将自动创建型腔 和型芯。
UG NX 10.0模具设计教程第4章
【例4-2】 定义模具坐标系 继续以例4-1的模型进行讲述,首先打开附带光盘 ch04/ch04_02_02中的顶层装配文件“shiduyi_top_050”,操作步骤 如图4-12所示。
2
1
3
图4-9
3)完成产品模型加载后,系统会自动载入一些装配文件,并自动保
存在项目路径下
4.3 模具坐标系
模具坐标系是所有模具装配部件的参考基准,它的正确设置与
否直接关系到模具的结构设计。在定义模具坐标系之前,首先要 分析产品结构,弄清产品的开模方向及分型面所处的位置;然后
通过坐标系的移动及旋转操作将模型的工作坐标系调整到产品模
默认的参数,单击“确定”按钮,生成工件,如图4-4所示。
图4-4
4.型腔布局
8
8
单击“注塑模向导”工具栏中的“型腔布局”按钮,弹出“型腔 布局”对话框,其操作过程如图4-5所示。
1
3
2
4
5
图4-5
4.2 初始化项目
UG NX 10.0 模具设计中产品模型 的加载是通过“注塑模向导”工具栏 的“初始化项目”工具按钮来完成, 并可设置项目的名称及保存路径。
1.插入腔 2.变换
3.移除
移除功能用于对工件进行移除操作。选择待移除工件后,单击“移除” 按钮即可,但至少留下一个型腔。
4.自动对准中心 自动对准中心的功能是将模具坐标系自动移动到模具布局的中心位置, 该中心位置将作为模架的调入中心。单击“编辑布局”分组中的 “自动对准中心”按钮,即可执行模具坐标系对中操作。 【例4-4】 型腔布局
注塑模具UG模架设计具体步骤2

注塑模具UG模架设计具体步骤2
PPT文档演模板
注塑模具UG模架设计具体步骤2
PPT文档演模板
注塑模具UG模架设计具体步骤2
3rew
演讲完毕,谢谢听讲!
再见,see you again
PPT文档演模板
2020/11/24
注塑模具UG模架设计具体步骤2
PPT文档演模板
注塑模具UG模架设计具体步骤2
1 Injection(浇注系统标准件)
标准件库中多家世界著名厂商提供了模具 系列标准件,在浇注系统标准件里就包括 有定位环和浇口套。 1) 定位环 2) 浇口套
PPT文档演模板
注塑模具UG模架设计具体步骤2
PPT文档演模板
注塑模具UG模架设计具体步骤2
MW模架库管理
UG MW专家模架库中提 供了面向中国地区用户 使用的龙记模架,英文 缩写LKM。 在“注塑模向导”工具 条上单击“模架”按钮 ,程序弹出“模架管理 ”对话框,如图所示。
PPT文档演模板
注塑模具UG模架设计具体步骤2
MW模式下的模架加载
在MW模式下,模架的加载变得很简便,初始化后的模 型设置了模具坐标系,模架则以模具坐标系为参照 基准来进行加载、装配。同样以一个实例例来说明 初始化项目的模架加载过程。操作步骤如下:
•定位 环 •工字板(前盖板) •A板(前模板) •B板(后模板)
•方铁(模脚) •面针板/底针 •板(顶针板/顶针盖板)
•底板/后盖板
PPT文档演模板
注塑模具UG模架设计具体步骤2
•工子板(前盖板) •水口板
•A板(前模板) •B板(后模板)
•方铁(模脚) •顶针板/顶针盖板
•底板(后盖板)
PPT文档演模板
UG模具设计教程

模具设计教程
作者:lys721110
1、打开UG进入MW模块,按项目初始化图标并选择要分模的产品
2、进入项目初始化对话框,确认项目路径和项目名,如果要将项目装配重命名就将重命名对话框打勾.选择产品材料,如果列表里没有合适的可编辑材料数据库添加这里项目名按默认,材料ABS+PC
3、项目初始化完必,右边装配导航可看到项目装配
4、按模具坐标图标,定义模具坐标
首先将坐标Z方向旋转到和产品出模方向一致,然后选择锁定Z轴,边界面中心(选择图中红色面),然后确定
5、定义工件尺寸
6、按分型图标进入分型管理对话框
7、按设计区域进入MPV初始化
8、进入制模部件验证
注意那些末定义区域需要用手工定义(可在末定义区域前打勾查看属前模还是后模,这里全部应该是前模)先不用理会,按设置区域颜色然后再在末定义区域前打勾(用户定义区域为型框区域)按应用
9、检查区域面发现有三个面应是前模区域的,这里就选上分配到前模区域
10、退出制模验证,进入抽取区域和分型线
再按确定,这样分型线就出来了
11、创建补片
按自动修补(对于同一曲面或比较规则的曲面一般都可自动修补不能自动的就用手工UG_MW提供了多种补面工具,又或可在建模下做好面再用MW工具添加进来)
自动修补结果
12、定义_编辑分型线
将红色线定义为过度对象
13、进入创建分型面对话框,创建分型面_边界平面_选择方向(注意1,2的方向,这里二个都是同一方向,所以只选项第一方向就可以了)
14、调整百分比,分型面比工件大些就行
按确定后过度对象的分型面会自动生成
分型面最后结果
15、合并分型面
16、按创建型腔和型心_自动创建型腔型心稍等片刻,型腔和型心就出来了
型腔
型芯。
使用UG进行塑料模具设计
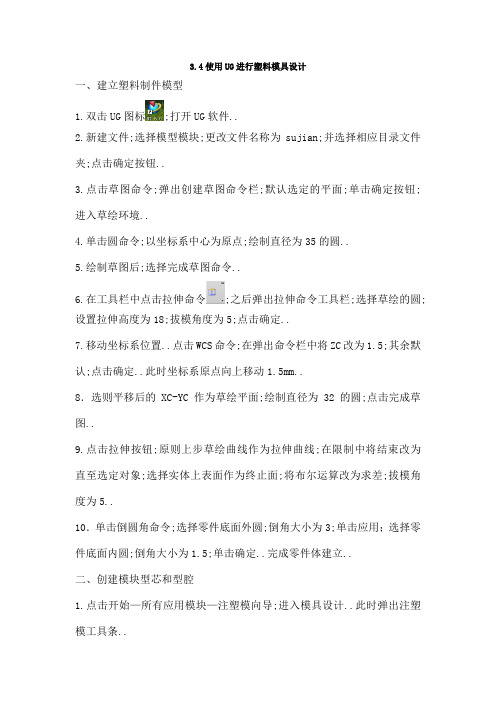
3.4使用UG进行塑料模具设计一、建立塑料制件模型1.双击UG图标;打开UG软件..2.新建文件;选择模型模块;更改文件名称为sujian;并选择相应目录文件夹;点击确定按钮..3.点击草图命令;弹出创建草图命令栏;默认选定的平面;单击确定按钮;进入草绘环境..4.单击圆命令;以坐标系中心为原点;绘制直径为35的圆..5.绘制草图后;选择完成草图命令..6.在工具栏中点击拉伸命令;之后弹出拉伸命令工具栏;选择草绘的圆;设置拉伸高度为18;拔模角度为5;点击确定..7.移动坐标系位置..点击WCS命令;在弹出命令栏中将ZC改为1.5;其余默认;点击确定..此时坐标系原点向上移动1.5mm..8.选则平移后的XC-YC作为草绘平面;绘制直径为32的圆;点击完成草图..9.点击拉伸按钮;原则上步草绘曲线作为拉伸曲线;在限制中将结束改为直至选定对象;选择实体上表面作为终止面;将布尔运算改为求差;拔模角度为5..10.单击倒圆角命令;选择零件底面外圆;倒角大小为3;单击应用;选择零件底面内圆;倒角大小为1.5;单击确定..完成零件体建立..二、创建模块型芯和型腔1.点击开始—所有应用模块—注塑模向导;进入模具设计..此时弹出注塑模工具条..2.点击项目初始化项目;进行初始设计;将材料改为ABS;其余默认;点击确定..3.由于注塑时候型腔保持不变;型芯运动;因此需要改变分型方向..点击WCS动态;将Z轴改为向下;点击鼠标中键确定..4.建立模具工作坐标..点击模具CSYS;弹出对话框;选择选定面的中心命令;选择口的圆环表面;单击确定;此时模具坐标就移到分模面了..5.点击工件按钮;将开始设为15;结束设为25;单击确定..6.点击分型工具按钮;弹出分型管理器;对工件进行分型;建立模具型芯和型腔..7.选择编辑分型线按钮;创建分型线..弹出分型线对话框;选择自动搜索分型线;点击确定..弹出对话框;点击选择体;选择零件;点击确定..完成分型线的建立..8.建立分型面..点击创建/编辑分型面按钮;弹出创建分型面对话框;点击创建分型面;在弹出的分型面对话框中选择扩大的曲面;在弹出的对话框中拖动滚动条;增大分型面大小..创建结果如图所示..9.建立型腔和型芯区域..点击抽取区域和分型线按钮;弹出抽取区域对话框;选择Cavity region;在设置中选择创建区域;点击搜索区域;弹出搜索区域对话框;选择型腔区域任意一个面;点击确定;完成型腔区域创建..同理;完成模具型芯区域的创建..10.创建模具型腔和型芯..点击创建型腔和型芯按钮;弹出定义型腔和型芯对话框;选择All Regions;单击确定;如果方向相反则点击法线方向..完成模具型腔和型芯的创建..11.查看结果..点击窗口;选择sujian_prod_003.prt查看模具型腔和型芯..12.建立一模多腔..1点击型腔布局;弹出型腔布局窗口;单击编辑布局中的变换按钮;弹出变换对话框;选择旋转类型;同时选择工件边缘点作为旋转点;角度为180度;单击确定;如图所示..2依照上述方法;再分别进行两次变换;角度分别为90、180..然后选择编辑布局中的自动对准中心..3点击编辑部局中的编辑插入腔按钮;弹出刀槽对话框;选择R=10;单击确定;完成刀槽建立..4建立模具圆角..选中刚刚建立的刀槽框;右键单击选择隐藏命令;隐藏刚刚建立的刀槽..任意选中一个动模;右键单击;选择设为工作部件..点击开始;将UG改为建模状态;单击倒圆角命令;选择倒角位置;大小设为10mm;单击确定;完成型腔圆角建立..同理进行型芯圆角建立..最后;点击编辑中的全部显示;完成注塑模具型腔、型芯的建立..三、调入模架以及后处理1.点击模架按钮;弹出模架管理对话框;在布局信息中给出模具长、宽、上模板高度和下模板高度..选择2525模架;将型腔固定板高度AP改为46;CP改为106;单击确定调入模架;完成装配..2.修剪模板腔体..单击腔体按钮;弹出腔体对话框;选择型腔固定板;单击工具选项中的查找相交;系统自动查找型腔固定板中的嵌入件;单击应用;同理;选择型芯固定板创建腔体..其效果如图所示..型腔固定板型芯固定板3.添加定位圈..经过测量;定模板座的凹槽圆半径为45;深5..单击标准件图标;弹出标准件管理对话框;加载法兰盘..将DIAMETER设为120;BOTTOM_C_BORE_DIA设为38;单击确定..4.测量距离——测浇口套的总长..点击分析—测量距离;弹出测量距离窗口;类型改为投影距离;选择方向为Z方向;然后选择顶面为开始对象;选择分型面为结束对象;显示结果为72mm;即浇口套总长为72mm..5.添加浇口套..单击标准件图标;选择第三个Sprue Bushing;单击尺寸;修改尺寸;单击确定;完成浇口套的加载..其中;CATALOG_DIA为浇口套外径设为16;HEAD_HEIGHT为头部深度设为16;O为浇口小头直径设为 3.5;RADIUS_DEEP为球头深度设为5;CATALOG_LENGTH为深度;用测量值减去头部深度;即72-16=56mm;HEAD_DIA为头部直径设为38;其余默认..隐藏上面部分零件后;效果如图..6.模具修剪..修剪定模固定板以及定模座..点击编辑—全部显示;显示所有部件..单击腔体命令;选择定模座和定模固定板作为目标体;选择浇口套和定位圈作为工具体;单击确定..7.创建流道..单击流道命令;弹出流道设计窗口;将可用图样改为圆形腔;A=38;B=90;单击确定;完成流道引导线串定义..选中刚刚创建的引导线;点击重定位;弹出重定位对话框..选择旋转;角度改为45度;点击确定;最后点击确定..在复制方法中选择移动;点击确定..开始创建流道通道..在创建流道通道中;横截面设为半圆命令;R=5;流道位置改为型腔;冷料位置选择两端;单击确定;完成流道创建..8.创建浇口..单击浇口图标;弹出浇口设计窗口..位置改为型腔;按照默认的浇口尺寸;单击应用;弹出点窗口;此时选择浇口起始位置;选择冷料穴下方;点击确定..弹出矢量对话框;选择与XC轴成一定角度;角度设为45;点击确定..9.修剪流道、浇口套和浇口道..选择腔体命令;选择型腔为目标体;选择浇口套、浇口和流道作为工具体;单击确定;选择浇口道作为目标体;流道作为工具体;单击确定..结果如图..10.创建推杆..点击标准件按钮;弹出标准件管理对话框;在分类中选择Injection;直径取3;长度设为125;单击确定;弹出点对话框;选择推杆位置;单击确定;完成创建..11.推杆后处理..点击顶杆后处理按钮;弹出顶杆后处理对话框;按默认设置;选择顶杆作为目标体;点击修剪组件;单击确定按钮..12.推杆型腔修剪..单击型腔按钮;选择推杆固定板和动模固定板作为目标体;选择推杆作为工具体;单击确定..13.创建冷却水道..单击冷却水道按钮; 弹出冷却组件设计对话框;将PIPE_THEARD改为M8;单击确定;弹出选择一个面对话框;选择定模板的侧面;单击确定;弹出点对话框;任选一点;弹出位置对话框;选择面中心;将D1设为60;D2设为10;单击确定后;点击取消;完成水道创建..选择刚刚创建的水道;进行参数编辑..点击尺寸;对水道尺寸进行修改..14.添加水堵..选择冷却水道按钮;将尺寸设为M10;单击确定;完成水堵的添加..15.定模固定板型腔修剪..单击型腔按钮;选择定模固定板作为目标体;选择冷却水道和水堵作为工具体;单击确定;结果如图..16.删除模架中多余的部件..选择模架中多余的零件;右键单击删除..同时;将模架中多余的孔右键点击删除..17.创建复位杆..单击标准件按钮;选择return pin复位杆;直径改为6;长度设为102;单击确定..弹出点对话框;选择XC为105;YC为60;单击确定;同理;创建另外4根复位杆..18.复位杆型腔修剪..选择推杆固定板和动模固定板作为目标体;选择复位杆作为工具体;单击确定..19.采用分析中的测量工具测量从分型面到动模底板的距离为102mm..20.创建拉料杆..单击标准件按钮;进行参数设置;选择中心作为基点;单击确定;完成拉料杆的创建;将长度改为95..21.拉料杆型腔修剪..选择动模和动模固定板作为目标体;选择拉料杆作为工具体;单击确定;完成修剪..22.创建推板导套..单击标准件按钮;选择推板导套;设置尺寸;选择位置;单击确定..之后进行型腔修剪;方法同前..23.创建推板导柱..选择标准件;选择导柱;直径与导套内径相同为16;调整长度到合适的位置;单击确定..其创建位置选择导套中心..创建两个导套后进行动模底板型腔修剪..24.删除动模底板上多余的零件以及零件孔..25.创建动模底板上的注塑机顶杆孔..右键单击动模底板;将其设为工作部件;选择建模模块的孔功能;创建一个通孔;直径为15mm..26.最终结果显示..。
ug模架教程分析
3.1 浇注系统设计:
1.分流道设计:
打开shangji803文件中的ty_top_009文件,该模具为一模两腔布局,
且一个产品仅有一个侧浇口,因此,分流道将采用S型来进行平衡设计。 分流道的设计由4个设计步骤来完成:模架部件隐藏、定义引导线串、
在分型面上投影和生成流道通道。
产品模型
(1)模架部件隐藏操作:
EJA_h
EJB_h
推件固定板厚度
推件板厚度
EF_w
R_h
推件板厚度
卸料板厚度
应根据产品的尺寸、形状、型腔的布局、型腔型芯模型的大小,以及浇注冷却 系统的布置等因素,来选择一合适的标准模架,对于这个实例,根据其布局信 息:宽W = 170、长L = 110、型腔厚 Z_up = 55 、型芯厚Z_down = 25选用 模架FUTABA_DE,因单分型面结构,有支撑板但无卸料板,选EA类型,模架 规格采用2025,并设置模架部件列表框中的如下参数“Fix_open=0.5, move_open=0.5,EJB_open=5, AP_h=55,BP_h=25” 其它参数默认,点击“确定”,系统生成模架结果如下:
标准件厂商目录 标准件类别: 浇注系统、 顶出系统等等
,弹出下图对话框:
标准件列表区
TURE显示标准件实体, 不显示放置标准件用的 腔体;FALSE只显示标 准件建腔后的腔体; “两者皆是”都显示
标准件显示区
标准件尺寸区
加载定位环:
在“标准件管理”对话框的目录里,选择厂商DME_MM,在部件列表框中 选择带螺纹的定位环Locating Ring(With Screws),选择“两者皆是”,其 它参数默认,如左下图,点击确定后结果如右下图。 定位环
UG模具设计基础教程

1.4 注塑成型模具基础
• 2 注塑成型的工艺过程
• 加料:将粒状或粉状塑料原料加入到注塑机的料斗中,并使用柱塞或螺杆带入料筒。 • 塑化:加入的塑料在料筒中经过加热、压实和混料等过程后,使其由松散的原料转变为
熔融状态并具有良好的可塑性的均化熔体。 • 充模:塑化好后的熔体被柱塞或螺杆推挤至料筒的前端,经过喷嘴、模具浇注系统进入
1.4 注塑成型模具基础
• 5 分型面的选择 合理选择分型面举例 (3)型腔排气顺利
型腔气体的排除,除了利用顶出元件的配合间隙外,主要 靠分型面,排气槽也都设在分型面上。因此,分型面应该 选择在熔体流动的末端。
1.4 注塑成型模具基础
• 5 分型面的选择 合理选择分型面举例
(4)确保塑件质量 右图所示的塑件,为一双联齿 轮,要求大、小齿、内孔三者 保持严格同轴,以利于齿轮传 动平稳,减小磨损。若将分型 面按图(a)设计,大齿和小齿 分别在定模和动模,难以保证 二者良好的同轴度,若改用图 (b)中方案使分型面位于大齿 端面,型腔完全在动模,可保 证良好的同轴度。
1.4 注塑成型模具基础
• 1 注塑模具的成型理论 在模具开始工作,将加热融化的塑料注满一个挖有空腔的模块,然
后对模块强制冷却,熔料凝固成固体。为了取出凝固体,用分型面把 模块分割成型芯和型腔两部分。包裹凝固体外表面轮廓的一半模块称 为型腔工件,包裹凝固体内表面轮廓的另一半模块称为型芯工件,型 芯和型腔零件统称为成型工件。包裹着凝固体内外表面的相交线称为 分型线。分型线水平地向四周延伸形成切割模块的分型面。实现把分 型模腔方法按照适当的比例(1+收缩率)加工成需要的形状,凝固体 就成为了有用的塑料制品。
1.4 注塑成型模具基础
• 6 浇注系统设计
UG模具设计基础教程(NX 6版) 课件 第二章
图标,弹出 “打开”对话框。
最新课件
4
2.1加载产品和项目初始化
在“打开”对话框的 指定路径中选择产品 零件文件,单击“OK” 按钮,系统将自动进 行项目初始化操作, 并弹出 “初始化项目” 对话框。
最新课件
5
2.1加载产品和项目初始化
材料和收缩率选项
通过选择“材料”下拉列表中的选项,如图2-4所示,即 可确定材料的收缩率。也可以单击“编辑材料数据库”图 标,在打开的Excel图表中编辑材料的收缩率。
2-4
最新课件
2-5
6
2.1加载产品和项目初始化
项目单位
该选项组是设置在项目中长度的单位,有“英寸” 和“毫米”这两个选项。
重命名组件
通过勾选该选项,可以在下一 步打开的“部件名管理”对话框中 对项目中所用的文件名称进一步 进行设置。
XC-YC平面的位置不最变新课。件
14
2-11
2.3设置模具收缩率
在注塑模向导工具栏中单击“收缩率”图 标,弹出 “缩放体”对话框 。
最新课件
15
2-12
2.4设置模具工件
工件是用来生成模具的型芯和型腔的实体, 并且与模架相连接。所以工件的尺寸的确 定以型芯或型腔的尺寸以及标准模架的尺 寸为依据 。
第二章 UG模具设计初始化
最新课件
1
目录
➢2.1加载产品和项目初始化 ➢2.2 定义模具坐标系 ➢2.3设置模具收缩率 ➢2.4设置模具工件 ➢2.5型腔布局 ➢2.6多件模 ➢2.7实例——模具设计初始化
最新课件
2
2.1加载产品和项目初始化
1、加载产品
2、项目装配和产品装配
注塑模具UG模架设计具体步骤25653
标准模架的选用的方法
MW模架库管理
UG MW专家模架库中提 供了面向中国地区用户 使用的龙记模架,英文 缩写LKM。 在“注塑模向导”工具 条上单击“模架”按钮 ,程序弹出“模架管理 ”对话框,如图所示。
MW模式下的模架加载
在MW模式下,模架的加载变得很简便,初始化后的模 型设置了模具坐标系,模架则以模具坐标系为参照 基准来进行加载、装配。同样以一个实例例来说明 初始化项目的模架加载过程。操作步骤如下:
4、Gooling Fittings(冷却系统标准件)
在冷却系统标准件类型中仅有喷嘴Connector Plug, 喷嘴是冷却系统的冷却液的入口。喷嘴的一般结构形 式如图所示。
5、滑动
标准件库中的滑 动标准件仅有一 种,即单斜导柱 滑块标准件。它 主要用于产品的 侧抽芯脱模。单 斜导柱滑块Angle Pin-APD标准件, 如图所示。
实例:MW模式下模架与标准件的加载
自动中心
谢谢观看/欢迎下载
BY FAITH I MEAN A VISION OF GOOD ONE CHERISHES AND THE ENTHUSIASM THAT PUSHES ONE TO SEEK ITS FULFILLMENT REGARDLESS OF OBSTACLES. BY FAITH I BY FAITH
要有足够的强度:小型模具H>13mm, 大型模具H可达75mm以上
连接方式:用螺栓压板与机床相连 材料:中碳钢 45钢
2.固定板 作用:固定凸模、型芯、凹模、导柱、导套、推杆等零件 要求:有足够的强度与厚度H=15~45 与型芯的连接方法:台阶、沉孔、平面连接
3.支承板
作用:垫在固定板背面,防止成型零件和导向 零件的轴向移动并承受一定的成型压力。
UG-MoldWizard使用手册

UG-MoldWizard使用手册UG/ MoldWizard使用手册(1)引言MoldWizard是什么?MoldWizard是针对注塑模具设计的一个过程应用 . 型腔和模架库的设计统一到一连接的过程中 .MoldWizard 为建立型腔 , 型芯 , 滑块 , 提升装置和嵌件的高级建模工具方便地提供快速 , 相关的 , 三维实体结果 .在 MoldWizard中 , 模具相关概念的知识 _ 型芯和型腔, 模架库和标准件_是用如 UG/WAVE和 Unigraphics主模型的强大技术组合在一起 .优点 :●过程自动化●易于使用●完全的相关性 .主要程序 :●准备○装载产品模型/模具坐标系/计算收缩率 /设定毛坯尺寸 /中心布局 .●型芯和型腔○搜索分模线 /建立分模面 /修补孔/抽取区域 /建立型芯和型腔.●模架库和标准件用户介面 User Interface○引导你通过为完成你的模具设计的一个合理的行进步 .选择Mold CSYSUG/ MoldWizard使用手册(3)计算收缩率Shrinkage建立一收缩部件 ,在产品模型与收缩部件间的相关联关系使得在模型上的工作继续能更新收缩部件.收缩是作用到收缩部件上的一个比例因子去补偿当冷却时部件的收缩.注:选择计算收缩率( shrinkage) 图标自动地导航装配和设置收缩部件为工作部件部件.设定毛坯尺寸Insert Box定义一个将被用于定义型腔和型芯毛坯尺寸的容积.设定毛坯尺寸功能通过测量部件和建议一可被调整的适当尺寸建立毛坯块 .UG/ MoldWizard使用手册(4)布局Layout用于在模具装配结构中添加 , 移去或重定位型腔 ,在这个过程中产品子装配树被操纵. 注 :布局功能主要用于多型腔模具工具UG/ MoldWizard使用手册(5)分模分模是基于一塑料的部件模型建立型芯与型腔的过程. 当你选择分模 (Parting) 图标时 , 显示部件将自动地改变到当前分模部件 .注 :●新的分模功能○自动搜索分模线○自动寻找补丁环○自动打补丁○产品设计顾问UG/ MoldWizard使用手册(6)模架库UG/ MoldWizard使用手册(7)标准件注 :标准件包括顶杆 , 型芯销 , 定位环和注口 , 螺钉, 锁块 , 导向柱…注 : __顶杆后处理用分模面修剪顶杆调整顶杆长度UG/ MoldWizard使用手册(8) Misumi 标准○对每种标准件许多的更改许多条件约束 , 如D/2<DKC<H/2UG/ MoldWizard使用手册(9)滑块与顶块部件设计步骤 :○块形状由 Mold Tools来实现○设置块中心线的方向○加入座的标准件○重定位标准件○调整块座尺寸○链接块形状到座 , 并加到目标体上○必要时调整模架尺寸.嵌件例子 :UG/ MoldWizard使用手册(10)浇口●平衡式 / 非平衡式○位置 : 型芯侧 /型腔侧○浇口原点○8 种类型浇口有效 .浇口类型 :UG/ MoldWizard使用手册(11)流道流道设计步骤 :○定义流道路径的引导线○投射引导线到分模面○选择流道截面形状建立流道 .UG/ MoldWizard使用手册(12)UG/ MoldWizard使用手册(13)电极设计例UG/ MoldWizard使用手册(14)建腔Create Pocket 的功能在模板 , 型芯 , 型腔等需要安装标准件的部位建立空腔并留出相应的间隙 . 把标准件作为工具体 , 模架上所有与该标准件相交的零件都会自动地减去该标准件, 并保持其形状和尺寸与之相关.Target+Standard __先选目标体 (模板 , 型芯 , 型腔 ),Ok 或Apply之后 , 再选准件 .Target Body___选择目标体, 所有与之相交的标准件都将作为工具体自动被减掉 .Standard Part___当一个标准件被选中后 , 就把该标准件作为工具体 , 所有与之相交的模板 , 型芯 , 型腔等都将作为目标体自动减去该标准件.参数预设置___在 moldwizard/mold_defaults.def 文件中设置●项目单位●目录路径●文件命名●层和颜色●处理选项。
UG NX 8.0模具设计教程第7章

7.2 模架设计
7.2.1 模架的选用
1.标准模架的基本结构 一套典型的标准模架由以下几类零件组成,如图7-13所示。 (1)模板 主要有定模座板(T)、定模板(A)、动模板(B)、垫块(C)、动 模座板(L)、顶杆固定板(E)、推板(F)等。
(2)导向零件:导柱(GP)、导套(GB)。
(3)紧固螺钉:动、定模紧固螺钉(PS)、顶出系统紧固螺钉(ES)。 (4)复位杆(RP)。
3) 加载浇口套。“标准件管理”对话框中的其他参数采用默认设置,单击
“确定”按钮,自动添加浇口套,如图7-9所示。
图7-8 “标准件管理”对话框(二)
图7-9添加浇口套
4.添加顶杆
1) 单击“注塑模向导”工具栏中的“标准部件库”按钮,系统弹出 “标准件管理”对话框。 2) 定义顶杆类型和参数,操作步骤如图7-10所示。在“标准件管理” 对话框的“文件夹视图”列表区域中展开“DME_MM”节点,选 择“Ejection”选项;在“成员视图”列表区域中选择“Ejection Pin [Straight]”。在“详细信息”区域中设置“CATALOG_DIA”为
UG NX 8.0模具设计教程
第7章 模架库与标准件
第7章 模架库与标准件
7.1 入门引例
7.2 模架设计 7.3 标准件 7.4 滑块和斜顶 7.5 镶块设计 7.6 综合实例
7.1 入门引例
设计要求: 如图7-1所示的外壳零件模具已完成分型设计,现在要对该模具加 载标准模架和相应的标准件。
图7-1 外壳模具
3;设置“CATALOG_LENGTH”为160,按<Enter>键确认。
3) 加载顶杆。“标准件管理”其他参数采用默认设置,单击“应用” 按钮,弹出“点”对话框,在“点”对话框的“类型”分组中选
UG模具设计基础教程NX6版课件第五章
5.2 模架库管理
4、表达式列表 在“模板管理“对话框中,当在模架编号列表中选中某个模架编号时,表达式列表中会列出当
前编号模架的所有相关尺寸和参数。可以在表达式列表窗口中选择某表达式,该表达式会高亮显示, 表达式列表下面的编辑表达式文本框可以修改当前高亮显示的表达式的参数 。
5-12
汇报结束
谢谢大家! 请各位批评指正
5.2 模架库管理
在注塑模向导工具栏中,单击“模架”图标,弹出 “模架管理”对话框。
位图信息 模架编号 表达式列表
编辑注册文件 编辑数据库 旋转模架 布局信息
3-1 5-1
5.2 模架库管理
1、目录 在“模架管理”对话框的“目录”下拉列表中选择所需的标准模架,并且在 “类型”下拉列表中
选取相应的项目,就可以完成模架的选取设置。这时,位图区域显示该目录和类型的模架结构图片。
(型腔的长度)、Z_up(上模高度)、Z_down(下模高度)。
5.2 模架库管理
7、编辑注册文件 在 “模架管理”对话框中,单击“编辑注册文件”图标,该图标选项将弹出编辑器,并打开
Mold Wizard记录模架的电子表格,可以在该编辑器中编辑列出的模架“目录”下拉列表和“类型” 下拉列表中选中的类型,以及编辑修改实现调用的图示文件、模型文件的路径等 。
重点和难点
1、掌握模架简介。 2、掌握模架库的设置方法。 3、了解模架的添加过程 。
5.1 模架简介
模架也称为模胚,是由模板、导柱和导套等零件组成,但其型腔未加工的组合体。它主要用于型 芯和型腔的装夹、顶出和分离机构,能够提高生产效率,便于机械化操作。
根据模架尺寸和配置的要求,模架类型包括标准模架、可互换模架、通用模架、自定义模架。每 一种模架类型都有不同的特性,以适应不同的情况 。 1、标准模架 2、可互换模架 3、通用模架 4、自定义模架
ug模架教程分析

步骤: 单击“浇口”按钮,弹出“浇口设计”对话框,设置参数如左图所示,点 击“浇口点表示”,在弹出的“浇口点”对话框中选择“点子功能”,弹出点 对话框,输入点的参数为(18,29,0),单击“确定”后又弹出点对话框, 以便我们对浇口点的位置重新确认并编辑,此时单击“取消”按钮回到“浇口 设计”对话框;修改L=10后单击“应用”,在弹出的“点”对话框中单击 “确定”,在弹出的矢量对话框中选择-Y轴,再单击确定按钮完成浇口设计。
浮生销机构设计步骤如下: ①只显示产品模型: 在装配导航器中隐藏定模、动模及其他部分,仅 显示产品模型,结果如下图; ②点击“滑块和浮生销”,在组建列表中选择Dowel Liter(滑槽式 浮生销),并在“尺寸”栏里修改如下尺寸: riser_angle=12;
cut_width=0; riser_thk=13; riser_top=46; shut_angle=85; start_level=0; wide=19.7483(倒扣特 征的宽度)
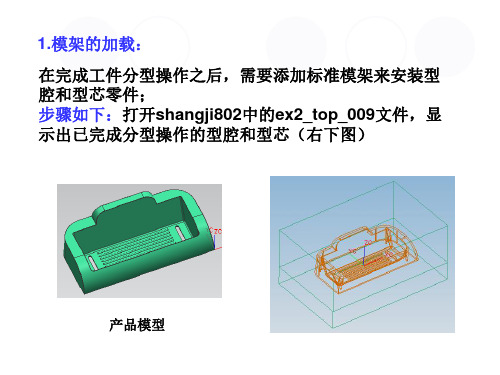
1.模架的加载: 在完成工件分型操作之后,需要添加标准模架来安装型 腔和型芯零件; 步骤如下:打开shangji802中的ex2_top_009文件,显 示出已完成分型操作的型腔和型芯(右下图)
产品模型
从“开始”按钮里调出“注塑模向导”工具条, 点击“模 架”按钮, 弹出下图的“模架管理”对话框, 开始添加 标准模架。
顶杆加载完成后,需要对顶杆进行修剪,方法如下:
首先将“静态线框”调整为“带边着色”,然后隐藏动模、定模 以及型腔型芯,结果如左下图;
点击“修剪模具组件”,选择5根顶杆,重复点击“确定”即可, 此时系统默认将型芯面以上的顶杆部分修剪掉,结果如右下图。
加载滑块:
产品中有侧孔特征,需要做滑块抽芯机构帮助脱模,加载的模型中做 滑块抽芯机构的滑块头已从型腔部件中分割出来。 滑块抽芯机构设计步骤如下: ①调出滑块头: 在装配导航器中隐藏定模部分;单击“格式”中的“ 图层设置”将图层2设置为显示层和工作层,将图层7隐藏,结果如 下图; ②点击“滑块和浮生销”,此时程序自动激活一个模腔作为工作部件 ,选择 Single Cam-pin Slide(单斜导柱滑块),并在“尺寸”栏 里修改如下尺寸: cam_pin_angle=12; cam_pin_start=25;
使用UG进行塑料模具设计

3.4使用UG进行塑料模具设计一、建立塑料制件模型1.双击UG图标,打开UG软件;2.新建文件,选择模型模块,更改文件名称为sujian,并选择相应目录文件夹,点击确定按钮;3.点击草图命令,弹出创建草图命令栏,默认选定的平面,单击确定按钮,进入草绘环境;4.单击圆命令,以坐标系中心为原点,绘制直径为35的圆;5.绘制草图后,选择完成草图命令;6.在工具栏中点击拉伸命令,之后弹出拉伸命令工具栏,选择草绘的圆,设置拉伸高度为18,拔模角度为5,点击确定;7.移动坐标系位置;点击WCS命令,在弹出命令栏中将ZC改为1.5,其余默认,点击确定;此时坐标系原点向上移动1.5mm;8.选则平移后的XC-YC作为草绘平面,绘制直径为32的圆,点击完成草图;9.点击拉伸按钮,原则上步草绘曲线作为拉伸曲线,在限制中将结束改为直至选定对象,选择实体上表面作为终止面,将布尔运算改为求差,拔模角度为5;10.单击倒圆角命令,选择零件底面外圆,倒角大小为3,单击应用;选择零件底面内圆,倒角大小为1.5,单击确定;完成零件体建立;二、创建模块型芯和型腔1.点击开始—所有应用模块—注塑模向导,进入模具设计;此时弹出注塑模工具条;2.点击项目初始化项目,进行初始设计,将材料改为ABS,其余默认,点击确定;3.由于注塑时候型腔保持不变,型芯运动,因此需要改变分型方向;点击WCS动态,将Z轴改为向下,点击鼠标中键确定;4.建立模具工作坐标;点击模具CSYS,弹出对话框,选择选定面的中心命令,选择口的圆环表面,单击确定,此时模具坐标就移到分模面了;5.点击工件按钮,将开始设为15,结束设为25,单击确定;6.点击分型工具按钮,弹出分型管理器,对工件进行分型,建立模具型芯和型腔;7.选择编辑分型线按钮,创建分型线;弹出分型线对话框,选择自动搜索分型线,点击确定;弹出对话框,点击选择体,选择零件,点击确定;完成分型线的建立;8.建立分型面;点击创建/编辑分型面按钮,弹出创建分型面对话框,点击创建分型面,在弹出的分型面对话框中选择扩大的曲面,在弹出的对话框中拖动滚动条,增大分型面大小;创建结果如图所示;9.建立型腔和型芯区域;点击抽取区域和分型线按钮,弹出抽取区域对话框,选择Cavityregion,在设置中选择创建区域,点击搜索区域,弹出搜索区域对话框,选择型腔区域任意一个面,点击确定,完成型腔区域创建;同理,完成模具型芯区域的创建;10.创建模具型腔和型芯;点击创建型腔和型芯按钮,弹出定义型腔和型芯对话框,选择AllRegions,单击确定,如果方向相反则点击法线方向;完成模具型腔和型芯的创建;11.查看结果;点击窗口,选择sujian_prod_003.prt查看模具型腔和型芯;12.建立一模多腔;1点击型腔布局,弹出型腔布局窗口,单击编辑布局中的变换按钮,弹出变换对话框,选择旋转类型,同时选择工件边缘点作为旋转点,角度为180度,单击确定,如图所示;2依照上述方法,再分别进行两次变换,角度分别为90、180;然后选择编辑布局中的自动对准中心;3点击编辑部局中的编辑插入腔按钮,弹出刀槽对话框,选择R=10,单击确定,完成刀槽建立;4建立模具圆角;选中刚刚建立的刀槽框,右键单击选择隐藏命令,隐藏刚刚建立的刀槽;任意选中一个动模,右键单击,选择设为工作部件;点击开始,将UG改为建模状态,单击倒圆角命令,选择倒角位置,大小设为10mm,单击确定,完成型腔圆角建立;同理进行型芯圆角建立;最后,点击编辑中的全部显示,完成注塑模具型腔、型芯的建立;三、调入模架以及后处理1.点击模架按钮,弹出模架管理对话框,在布局信息中给出模具长、宽、上模板高度和下模板高度;选择2525模架,将型腔固定板高度AP改为46,CP改为106,单击确定调入模架,完成装配;2.修剪模板腔体;单击腔体按钮,弹出腔体对话框,选择型腔固定板,单击工具选项中的查找相交,系统自动查找型腔固定板中的嵌入件,单击应用;同理,选择型芯固定板创建腔体;其效果如图所示;型腔固定板型芯固定板3.添加定位圈;经过测量,定模板座的凹槽圆半径为45,深5;单击标准件图标,弹出标准件管理对话框,加载法兰盘;将DIAMETER设为120,BOTTOM_C_BORE_DIA设为38,单击确定;4.测量距离——测浇口套的总长;点击分析—测量距离,弹出测量距离窗口,类型改为投影距离,选择方向为Z方向,然后选择顶面为开始对象,选择分型面为结束对象,显示结果为72mm,即浇口套总长为72mm;5.添加浇口套;单击标准件图标,选择第三个SprueBushing,单击尺寸,修改尺寸,单击确定,完成浇口套的加载;其中,CATALOG_DIA为浇口套外径设为16,HEAD_HEIGHT为头部深度设为16,O为浇口小头直径设为3.5,RADIUS_DEEP为球头深度设为5,CATALOG_LENGTH为深度,用测量值减去头部深度,即72-16=56mm,HEAD_DIA为头部直径设为38,其余默认;隐藏上面部分零件后,效果如图;6.模具修剪;修剪定模固定板以及定模座;点击编辑—全部显示,显示所有部件;单击腔体命令,选择定模座和定模固定板作为目标体,选择浇口套和定位圈作为工具体,单击确定;7.创建流道;单击流道命令,弹出流道设计窗口,将可用图样改为圆形腔,A=38,B=90,单击确定,完成流道引导线串定义;选中刚刚创建的引导线,点击重定位,弹出重定位对话框;选择旋转,角度改为45度,点击确定,最后点击确定;在复制方法中选择移动,点击确定;开始创建流道通道;在创建流道通道中,横截面设为半圆命令,R=5,流道位置改为型腔,冷料位置选择两端,单击确定,完成流道创建;8.创建浇口;单击浇口图标,弹出浇口设计窗口;位置改为型腔,按照默认的浇口尺寸,单击应用,弹出点窗口,此时选择浇口起始位置,选择冷料穴下方,点击确定;弹出矢量对话框,选择与XC轴成一定角度,角度设为45,点击确定;9.修剪流道、浇口套和浇口道;选择腔体命令,选择型腔为目标体,选择浇口套、浇口和流道作为工具体,单击确定;选择浇口道作为目标体,流道作为工具体,单击确定;结果如图;10.创建推杆;点击标准件按钮,弹出标准件管理对话框,在分类中选择Injection,直径取3,长度设为125,单击确定,弹出点对话框,选择推杆位置,单击确定,完成创建;11.推杆后处理;点击顶杆后处理按钮,弹出顶杆后处理对话框,按默认设置,选择顶杆作为目标体,点击修剪组件,单击确定按钮;12.推杆型腔修剪;单击型腔按钮,选择推杆固定板和动模固定板作为目标体,选择推杆作为工具体,单击确定;13.创建冷却水道;单击冷却水道按钮,弹出冷却组件设计对话框,将PIPE_THEARD改为M8,单击确定,弹出选择一个面对话框,选择定模板的侧面,单击确定,弹出点对话框,任选一点,弹出位置对话框,选择面中心,将D1设为60,D2设为10,单击确定后,点击取消,完成水道创建;选择刚刚创建的水道,进行参数编辑;点击尺寸,对水道尺寸进行修改;14.添加水堵;选择冷却水道按钮,将尺寸设为M10,单击确定,完成水堵的添加;15.定模固定板型腔修剪;单击型腔按钮,选择定模固定板作为目标体,选择冷却水道和水堵作为工具体,单击确定,结果如图;16.删除模架中多余的部件;选择模架中多余的零件,右键单击删除;同时,将模架中多余的孔右键点击删除;17.创建复位杆;单击标准件按钮,选择returnpin复位杆,直径改为6,长度设为102,单击确定;弹出点对话框,选择XC为105,YC为60,单击确定,同理,创建另外4根复位杆;18.复位杆型腔修剪;选择推杆固定板和动模固定板作为目标体,选择复位杆作为工具体,单击确定;19.采用分析中的测量工具测量从分型面到动模底板的距离为102mm;20.创建拉料杆;单击标准件按钮,进行参数设置,选择中心作为基点,单击确定,完成拉料杆的创建,将长度改为95;21.拉料杆型腔修剪;选择动模和动模固定板作为目标体,选择拉料杆作为工具体,单击确定,完成修剪;22.创建推板导套;单击标准件按钮,选择推板导套,设置尺寸,选择位置,单击确定;之后进行型腔修剪,方法同前;23.创建推板导柱;选择标准件,选择导柱,直径与导套内径相同为16,调整长度到合适的位置,单击确定;其创建位置选择导套中心;创建两个导套后进行动模底板型腔修剪;24.删除动模底板上多余的零件以及零件孔;25.创建动模底板上的注塑机顶杆孔;右键单击动模底板,将其设为工作部件,选择建模模块的孔功能,创建一个通孔,直径为15mm;26.最终结果显示;。
UG模具设计基础教程(NX-6版)-课件-第三章
第22页,共28页。
3.11自动孔修补
在 “注塑模工具”工具条中单击“自动孔修 补”图标,弹出“自动孔修补”对话框 。
第23页,共28页。
3.12替换实体
• 1.替换实体可用另一个面替代一组面,也就是面 集,并有能力让相邻的倒圆更新。可用此功能改 变某个面的几何构造,如要使某个面变得简单, 或用一个复杂曲面替换某个面。
2.4按面拆分:如果选择“按面拆分”复选框,,这时只允许把实体的面作 为工具体,同时由选定面生成扩大面,用以创建或分割目标体。如果扩 大面不够大,因而不能创建目标体时,扩大面的功能将自动激活。通过 拖动U和V方向上的滑块,可以定义扩大面的大小。
2.5由实体、片体、基准平面分割:该选项表示选择实体、片体或基准平面作为 分割面来分割目标体。
第三章 UG模具设计分型工具
第1页,共28页。
本章导读
根据参照模型结构上的差异,通常需要在模型 上创建多个开口区域,如孔、槽等,这些开口区域 将会直接影响后续分型操作的顺利进行,因此,在 进行分型操作之前,需要对模型上的孔、槽等进行 修补工作。本章对模型进行修补的模具工具主要包 括:创建方块、分割实体、实体补片、曲面补片、 边缘补片等内容。运用这些模具工具,读者可以很 方便地将模型上开放的孔和槽覆盖起来,为分型面 的创建奠定基础。一般将修补的部分添加到型芯或 者滑块中去,使用相应的运动机构,在注塑前合上, 产品顶出前移开 。
闭环路边线或者曲线作为选择。
3.5退出环:表示已经选择了足够的边线或曲线,让系统根据 所选择好的图元进行轮廓分割修补 。
第16页,共28页。
3.7现有曲面
UG注塑模具全套教程
所示选择塑料产品对话框。选中对话框中列出的某一产 品,然后单击确定按钮,或双击某一产品名便可激活该 产品。
Step3:对该•图激9活-2产选品择件塑进料行产模品对具话坐框标系设定、收
缩率设定、模坯设计以及分模等详细操作。
PPT文档演模板
UG注塑模具全•套图教程9-1 装配导航器
分型面是由一组分型线向模坯四周按一定方式扫描、延伸和扩展而 形成的一组连续封闭的曲面。UG NX4模具向导模块(Mold Wizard)提 供自动生成分型面功能。
n 10、创建模具型腔和型芯
分模实体模型破孔修补和分型面创建后,即可用UG NX模具向导模 块(Mold Wizard)提供的建立模具型腔和型芯功能将毛坯分割成型腔和 型芯。
模和定模接触面上,模具坐标系的ZC轴正方向指向塑料熔体注入模具主流
道的方向上,应锁定ZC轴作为模具的开模方向。模具坐标系与产品模型的
相对位置决定产品模型在模具中放置的位置,是模具设计成败的关键。
n 操作步骤:
单击【模具坐标系】图标 ,弹出如图9-4所示的【模具CSYS】对 话框。通过该对话框设置产品模型在模具中的放置位置。
④需要删除已装载产品时,也可以单击多件模设计图标 ,进入 如图9-2所示对话框选中要删除的产品后单击【删除】按钮 ,即可进行 产品删除。
PPT文档演模板
UG注塑模具全套教程
3、 设置模具坐标系
n
设置模具坐标系是模具设计中相当重要的一步,模具坐标系的原点须
设置于模具动模和定模的接触面上,模具坐标系的XC-YC平面须定义在动
•初始化: •●项目路径 •●项目名称 •●命名规则 •●单位 •●材料
•定义: •●模具坐标 •●成型镶件 •●模腔布局
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
对应FUTABA的S系列 的 系列 对应 的A/B/C/D/E/F型号 型号 导柱固定方式
推件板固定方式
模架规格: 模架规格: 如:2330 模架宽230mm 模架宽 模架长300mm 模架长
模架类型及部件尺寸 编辑按钮及模架旋转 按钮
模架所有部件及相 关尺寸信息
参数详细说 明见下页
模架布局信息: 模架布局信息:显示 型腔型芯工件的的尺 寸信息, 寸信息,模架的规格 主要取决于该信息
标准件显示区
标准件尺寸区
加载定位环: 加载定位环:
在“标准件管理”对话框的目录里,选择厂商DME_MM,在部件列表框中 标准件管理”对话框的目录里,选择厂商 , 选择带螺纹的定位环Locating Ring(With Screws),选择“两者皆是”,其 选择带螺纹的定位环 ,选择“两者皆是” 它参数默认,如左下图,点击确定后结果如右下图。 它参数默认,如左下图,点击确定后结果如右下图。 定位环
隐藏后的结果
步骤:单击“浇口”按钮,弹出“浇口设计”对话框,设置参数如左图所示, 步骤:单击“浇口”按钮,弹出“浇口设计”对话框,设置参数如左图所示, 点击“浇口点表示” 在弹出的“浇口点”对话框中选择“点子功能” 点击“浇口点表示”,在弹出的“浇口点”对话框中选择“点子功能”,弹出 点对话框,输入点的参数为( , , ),单击“确定”后又弹出点对话框, ),单击 点对话框,输入点的参数为(18,29,0),单击“确定”后又弹出点对话框, 以便我们对浇口点的位置重新确认并编辑,此时单击“取消”按钮回到“ 以便我们对浇口点的位置重新确认并编辑,此时单击“取消”按钮回到“浇口 设计”对话框;修改L=10后单击“应用”,在弹出的“点”对话框中单击“确 后单击“ 对话框中单击“ 设计”对话框;修改 后单击 应用” 在弹出的“ 在弹出的矢量对话框中选择-Y轴 再单击确定按钮完成浇口设计。 定”,在弹出的矢量对话框中选择 轴,再单击确定按钮完成浇口设计。
浇口结果
3.2 顶出系统: 顶出系统:
常见的顶出机构有顶杆顶出机构和滑块抽芯机构等, 常见的顶出机构有顶杆顶出机构和滑块抽芯机构等,当产品结构简 单时一般用顶杆顶出;产品含有侧孔、侧向凸凹或倒扣时, 单时一般用顶杆顶出;产品含有侧孔、侧向凸凹或倒扣时,除了顶 杆顶出外,还要使用滑块抽芯机构来实现脱模。 杆顶出外,还要使用滑块抽芯机构来实现脱模。我们还以下面这个 产品模型来演示顶出机构的加载: 产品模型来演示顶出机构的加载:
1.模架的加载: 模架的加载: 模架的加载 在完成工件分型操作之后, 在完成工件分型操作之后,需要添加标准模架来安装型 腔和型芯零件; 腔和型芯零件; 步骤如下:打开shangji802中的 中的ex2_top_009文件,显 文件, 步骤如下:打开 中的 文件 示出已完成分型操作的型腔和型芯(右下图) 示出已完成分型操作的型腔和型芯(右下图)
3. 模具三大系统设计: 模具三大系统设计: 模架和主要的标准件加载完毕之后,还需要添加浇注系统、 模架和主要的标准件加载完毕之后,还需要添加浇注系统、 冷却系统和顶出系统等,才能满足注塑模的基本结构要求。 冷却系统和顶出系统等,才能满足注塑模的基本结构要求。
(1)浇注系统:引导熔体进入模腔的流到通道系统,主要由主流 )浇注系统:引导熔体进入模腔的流到通道系统, 分流道和浇口组成。 到、分流道和浇口组成。 (2)冷却系统:冷却系统使模腔中的成型件快速降温并冷凝,目 )冷却系统:冷却系统使模腔中的成型件快速降温并冷凝, 的在于缩短成型时间,提高效率; 的在于缩短成型时间,提高效率; (3)顶出系统:开模后,产品一般包裹在模具的一边,必须将其 )顶出系统:开模后,产品一般包裹在模具的一边, 从模具上取下,该动作由顶出系统完成。常用的顶出机构包括顶杆、 从模具上取下,该动作由顶出系统完成。常用的顶出机构包括顶杆、 滑块机构和斜顶机构。 滑块机构和斜顶机构。
产品模型
(1)模架部件隐藏操作: )模架部件隐藏操作:
隐藏目的:仅显示动模座部分和型芯部件。 隐藏目的:仅显示动模座部分和型芯部件。 隐藏方法:在装配导航器中取消 隐藏方法:在装配导航器中取消ty_misc_005(定位环和浇口套标准件) (定位环和浇口套标准件) 节点文件复选框的勾选,即隐藏 节点文件复选框的勾选,即隐藏ty_misc_005; ; 隐藏ty_molebase_mm_038下的 隐藏 下的ty_fixhalf_022(定模部分); (定模部分); 下的 隐藏ty_layout_017下两个相同分型部件 下两个相同分型部件ty_prou_003中ty_cavity_002 隐藏 下两个相同分型部件 中 (型腔部件)。 型腔部件)。
倒扣
侧孔
加载顶杆: 加载顶杆:
在“注塑模向导”工具条中单击“标准件”按钮,选择左图所示的顶 注塑模向导”工具条中单击“标准件”按钮, 杆:
点击“确定” 点击“确定”,然后调整模型显示方 式为“静态线框” 式为“静态线框”,在图中合适位置 放置顶杆。 放置顶杆。 为了演示方便,这里只加载了5根顶杆, 为了演示方便,这里只加载了 根顶杆, 根顶杆 如下图中的红色方框所示: 如下图中的红色方框所示:
隐藏后结果: 隐藏后结果:
(2)定义引导线串: )定义引导线串:
步骤: 步骤:在“注塑模向导”工具条上单击“流道”按钮,弹出“流道设计” 注塑模向导”工具条上单击“流道”按钮,弹出“流道设计” 对话框, 定义方法”中选择“曲线通过点” 对话框,在“定义方法”中选择“曲线通过点”,在引导线串形状里选 文本框中输入2,然后单击“ 择“S型”作为引导线串形状,在“A”文本框中输入 ,然后单击“点子 型 作为引导线串形状, 文本框中输入 功能” 输入第一个参考点的坐标为( , , ) 功能”,输入第一个参考点的坐标为(18,29,0)和(-18,-29,0), , , ), 取消更改方向对话框后,创建出引导线轨迹。 取消更改方向对话框后,创建出引导线轨迹。
2.模具标准件加载方法: 模具标准件加载方法: 模具标准件加载方法
点击“标准件” 点击“标准件”按钮
标准件厂商目录 标准件类别: 标准件类别: 浇注系统、 浇注系统、 顶出系统等等 标准件列表区
,弹出下图对话框: 弹出下图对话框:
TURE显示标准件实体, 显示标准件实体, 显示标准件实体 不显示放置标准件用的 腔体; 腔体;FALSE只显示标 只显示标 准件建腔后的腔体 腔体; 准件建腔后的腔体; 两者皆是” “两者皆是”都显示
3.1 浇注系统设计: 浇注系统设计:
1.分流道设计: 分流道设计: 分流道设计 打开shangji803文件中的 文件中的ty_top_009文件,该模具为一模两腔布局, 文件, 打开 文件中的 文件 该模具为一模两腔布局, 且一个产品仅有一个侧浇口,因此,分流道将采用 型来进行平衡设计 型来进行平衡设计。 且一个产品仅有一个侧浇口,因此,分流道将采用S型来进行平衡设计。 分流道的设计由4个设计步骤来完成:模架部件隐藏、定义引导线串、 分流道的设计由 个设计步骤来完成:模架部件隐藏、定义引导线串、 个设计步骤来完成 在分型面上投影和生成流道通道。 在分型面上投影和生成流道通道。
加载浇口套: 加载浇口套:
在“标准件管理”对话框的目录里,选择厂商DME_MM,在部件列表框中选 标准件管理”对话框的目录里,选择厂商 , 择浇口套Sprue BuБайду номын сангаасhing,选择“两者皆是”,选择 择浇口套 ,选择“两者皆是” 选择CATALOG_LENGTH 浇口套直身长度) (浇口套直身长度)为46,其它参数默认,如左下图,点击确定后结果如右下 ,其它参数默认,如左下图, 图。 浇口套
模架部件可选标准 尺寸区
参数变量表达式与中文说明
变量表达式 index mold_w mold_l Fix_open Move_open EJB_open PS_d EJA_h EJB_h 中文说明 模架尺寸 模板宽度 模板长度 定模与定模板的厚度 差值 动模与动模板的厚度 差值 推件板与下模座板的 间隙高度(挡钉高) 间隙高度(挡钉高) 定模、 定模、动模螺钉直径 推件固定板厚度 推件板厚度 变量表达式 中文说明 TCP_h BCP_h CP_h S_h AP_h BP_h U_h EF_w R_h 上模座板厚度 下模座板厚度 支撑块高度 推板厚度 A板厚度 板厚度 B板厚度 板厚度 支撑板厚度 推件板厚度 卸料板厚度
调整显示方式为“静态线框” 选择定向视图为俯视图, 调整显示方式为“静态线框”,选择定向视图为俯视图,结果 如坐下图所示; 如坐下图所示; 从模架的俯视图中可见, 从模架的俯视图中可见,型腔和型芯部件在模架中的布局方向 不正确,需要调整模架方向:点击“模架” 模架管理” 不正确,需要调整模架方向:点击“模架”,在“模架管理” 对话框中点击“旋转模架” 对话框中点击“旋转模架”按钮 ,系统自动完成模架方位 的调整,结果如右下图所示: 的调整,结果如右下图所示:
1 2
3 4
5
6
(3)在分型面上投影: )在分型面上投影:
在“流道设计”对话框中单击“在分型 流道设计”对话框中单击“ 面上投影” 单击“选择步骤” 面上投影”,单击“选择步骤”中的 “曲线”,并选择在第(2)步中创建 曲线” 并选择在第( ) 的引导线串; 的引导线串; 单击“分型面” 单击“分型面”,选择下图中的面作为 分型面,单击确定。 分型面,单击确定。
产品模型
从“开始”按钮里调出“注塑模向导”工具条,点击“模 开始”按钮里调出“注塑模向导”工具条,点击“ 按钮,弹出下图的“模架管理”对话框, 架”按钮,弹出下图的“模架管理”对话框,开始添加标 准模架。 准模架。
美国DME公司 公司 美国 德国HASCO公司 德国 公司 日本FUTABA公司 日本 公司 香港LKM公司 香港 公司 自定义模架: 自定义模架: UNIVERSAL
分型面
(4)创建流道通道: )创建流道通道:
在“流道设计”对话框中单击“创建流 流道设计”对话框中单击“ 道通道” 修改 值为 值为6,其余默认, 道通道”,修改A值为 ,其余默认,单 击确定,结果如下: 击确定,结果如下: