先进制造系统复习题
先进制造技术复习题
先进制造技术复习题(2013)1、简述制造、制造系统、制造业、制造技术等概念,比较广义制造与狭义制造的区别。
制造是人类所有经济活动的基石,人类历史发展和文明进步的动力。
制造系统是制造业的基本组成实体制造业是将制造资源(物料、能源、设备、工具、资金、信息、人力等)利用制造技术,通过制造过程,转化为供人们使用或利用的工业品或生活消费品的行业。
广义的制造: 生产过程中从原材料→成品直接起作用的那部分工作内容,包括毛坯制造、零件加工、产品装配、检验、包装等具体操作(物质流)。
狭义的制造=生产2、论述制造业在国民经济中的地位与作用。
制造业是产业革命的主力军制造业是国民经济的支柱产业制造业是国民经济各部门的装备部3、先进制造技术的形成和发展特点是什么?在世界经济一体化的进程中,制造技术不断汲取、渗透和融合计算机、信息、自动化、材料、生物及现代管理等方面的成果,使传统意义上的制造技术有了质的飞跃,形成了现代先进制造技术的新体系。
先进制造技术的发展特点是精密化、柔性化、网络化、虚拟化、智能化、清洁化、集成化、全球化。
4、先进制造技术的定义、先进制造系统的内涵、体系结构和特点。
先进制造技术在是制造业不断吸收信息技术和现代管理技术的成果,将其综合应用于产品设计、加工、检测、管理、销售、使用、服务乃至回收的制造全过程,以实现优质、高效、低耗、清洁、灵活生产,提高对动态多变市场的适应能力和竞争力的制造技术的总称。
先进制造技术主要涉及新型产业及市场需求带动,系统工程及管理科学,信息技术,新能源技术,新材料技术AMT 是一项综合性技术,AMT是一项动态技术,它的特点有:1)集合多学科成果形成一个完整的制造体系2)先进制造技术的动态发展过程3)信息技术对先进制造技术的发展作用4)向超精微细领域扩展5、分析制造业所面临的机遇、挑战和发展趋势。
[改革开放30年来我国制造业的进步1)引进国外先进技术2500多项,占全国的1/3以上。
先进制造技术复习题

先进制造技术复习题一、单项选择题1.先进制造技术的英文名称缩写是什么(C )A. CIMSB. ISOC. AMTD. MRP2.从系统工程学角度出发,现代设计技术可以看做是由三个维度组成的三维系统,以下哪个部分不包含在这三个维度中(C)A.时间维B.逻辑维C.组织维D.方法维3.人们往往将制造业称之为工业经济年代一个国家经济增长的(B)。
A.助推剂B.发动机C.催化剂D.润滑剂4.下列哪个英文缩写是并行工程和精益生产(D)A. CIMS 和 CAPPB. CAD 和 CAMC.MRP 和 ERPD. CE 和 LP5.以下哪种方式不属于表面改性处理(C)A.淬火B.化学镀C.时效D.热喷涂6.下列哪种制造方法可用于制备陶瓷刀具(B)A.精密铸造B.粉末冶金C.激光切割D.高分子注射7.采用(C)铸造便于铸出生产长度大于直径的套类和管类零件。
A.砂型铸造B.立式离心铸造C.卧式离心铸造D.金属型铸造8.下面哪种铸造方法可以做到不起模而完成铸造过程(C)A.压力铸造B.高紧实砂型铸造C.消失模铸造D.压力铸造9.从材料成型学角度进行分类,下列哪种方法不包括在其中(D)A.受迫成型B.去除成形C.堆积成形D.改性成形.10.下列哪个不是金刚刀具有的特征(B)A.极高的硬度B.极高的韧性C.优异的热化学性能D.极好的耐磨性11.超精密级加工技术是指加工精度达到(D)级的加工方法(例如加工精密制导炸弹的核心部件陀螺仪)A.厘米B.毫米C.微米D.纳米12.超塑性材料因在一定条件下能体现出超强的伸长率而得名,下面哪种伸长率是超塑性材料能达到的(D)A. 20%B. 60%C. 80D.150%13.工业机器人的执行机构中,哪部分用于抓取工件或工具(A)A.手部B.腕部C.臂部D.机身14.精益生产模式是现代大型外企和国企普遍采用的生产模式,这种生产方式的雏形最早出现于(C),并最终由美国总结并提升A.中国B.美国C.日本D.英国15.柔性制造系统的概念最早由哪个国家提出(D)A.中国B.美国C.日本D.英国16、工序集中有利于保证各加工表面的(B)A、尺寸精度;B、形状精度;C、相互位置精度;D、表面粗糙度;17、划分工序的主要依据是(B)A、生产批量的大小;B、零件在加工过程中工作地是否变动;C、生产计划的安排;D、零件结构的复杂程度;二.多选题1.下列哪部分内容属于先进制造技术的范畴(ABC )A.现代设计技术B.先进制造工艺技术C.现代生产管理技术及生产制造模式D.现代营销技术2.下列哪些内容属于柔性制造系统的内容(ABC)A.加工系统B.工件运储系统C.刀具运储系统D.机器人系统 3.下列哪些部分共同组成工业机器人(ABCD)A.执行机构B.控制系统C.驱动系统D.位置检测装置4.下列哪些加工过程可以用激光来加工完成(ABD)A.打孔B.切割C.铸造D.焊接5.超精密加工的机床设备应对哪些部分提出很高的要求(ABCD) A.床身 B.主轴部件 C.导轨 D.进给装置6.下列哪些属于超精密切削加工刀具应具有的特征(ABCD)A.极高的硬度B.刃口能磨的极其锋锐C.刃口无缺陷D.化学亲和性小7.从驱动方式分,工业机器人可以分为(ABD)A.气压传动机器人B.电气传动机器人C.力传动机器人D.液压传动机器人8.以下哪种方法属于精确铸造成型技术(ABC)A.自硬砂精确砂型铸造B.高紧实砂型铸造C.消失模铸造D.三箱分型铸造9.下列哪些要素不是5S管理中的要素(BC) A.整理 B.素养 C.灵感 D.整顿10.先进生产制造模式包括(ABCD)A.并行工程B.精益生产C.敏捷制造D.计算机集成制造三、判断题 1、电火花线切割加工使用的电极丝材料有钼丝、鸨丝、鸨钼合金丝、黄铜丝、铜鸨丝等。
Ybdtfp先进制造技术复习题
生命是永恒不断的创造,因为在它内部蕴含着过剩的精力,它不断流溢,越出时间和空间的界限,它不停地追求,以形形色色的自我表现的形式表现出来。
--泰戈尔一、名词解释广义制造;狭义制造;先进制造技术(AMT);制造系统;工业机器人;柔性制造技术;柔性制造系统(FMS);绿色产品(GP);高速加工技术;制造业;计算机集成制造(CIM);计算机集成制造系统(CIMS);敏捷制造(AE);并行工程(CE);广义制造自动化;特种加工技术;微型机电系统(MEMS);模型重构;超精密切削加工;反求工程(RE);精益生产(LP);物料需求计划(MRP);制造资源计划(MRPⅡ)。
二、填空题1. 非接触式测量主要是基于_____、_______磁学等原理,来获得样件表面点的坐标。
2. 超精密切削加工主要指_______超精密车削,主要用于加工__________。
3.先进制造技术(AMT)分类为_____技术、_____技术、_____技术、_____技术、_____技术。
4. 工业机器人按结构形式分为______坐标机器人、_____坐标机器人、____坐标机器人、____坐标机器人。
5. 反求工程设计的三个阶段是_____、_______、_______。
6. 工业机器人一般由______、______、______以及______等部分组成。
7. 制造自动化的发展历程分为_____、_______、_______三个阶段。
8. 设计根据其活动中创造性大小,可分为_________,__________,_________三类。
9..柔性制造系统主要由以下4个部分组成:______系统、______系统、______系统和______系统。
10高速切削主要使用的刀具材料有_____、_______、_______和______。
11. 根据产品信息的来源不同,可将反求工程分为:_____、_______、_______。
先进制造技术练习题

选择一、单项选择题1、FMS中的加工工作站是指()A. 工业机器人B. CNC机床C. 有轨运输小车D. 无轨自动导向小车标准答案是:B。
2、采纳FMS的要紧效益是降低加工成本、减少生产面积、减少在制品和()A. 减少机床台数B. 提高加工精度C. 减少非加工时刻D. 提高生产率标准答案是:C。
3、最适合大型零件族加工的FMS的布置形式是()A. 环形布置B. 梯形布置C. 开放式布置D. 以机器人为中心的单元布置标准答案是:C。
4、决定FMS的设备数量、物料传输、装卸与中间存储的类型的要紧因素是()A. 产量B. 加工流淌/过程顺序的变动性C. 加工件的几何与物理特征D. 对人力资源的需求标准答案是:A。
5、NC铣床的Z轴定义为()A. 平行于主轴的坐标轴B. 垂直于主轴的坐标轴C. 平行于右手定则中的中指的坐标轴D. 用户指定的坐标轴标准答案是:A。
6、阻碍FMS布置方案的要紧因素是()A. 加工/处理工作站B. 物料传输与存储系统C. 计算机操纵系统D. 信息系统标准答案是:B。
7、某FMS的加工对象为中小型圆形零件,其装卸工作适合于采纳()A. 托盘夹具B. 拖车C. 自动引导小车D. 工业机器人标准答案是:D。
8、FMS中所有的工作站具有一个共同的特征是()A. 柔性B. 可靠性C. 软硬件与FMS兼容性D. 开放性标准答案是:C。
9、对制造过程、工艺方法、设备的选择以及生产率有决定性阻碍的因素是()A. 零件的几何形状B. 零件的加工精度C. 零件的表面粗糙度D. 零件的生产批量标准答案是:D。
10、下列属于机械加工工艺系统四要素之一的是()A. 机床B. 涂漆装置C. 去毛刺D. 操纵装置标准答案是:A。
11、制造自动化的历史和进展可分为几个时期()A. 四个B. 五个C. 六个D. 七个标准答案是:B。
12、FMC的构成方式不包括()A. 加工中心与回转式托盘交换系统组合式B. 数控机床与工业机器人组合式C. 加工中心与往复式托盘交换系统组合式D. 数控机床与加工中心组合式标准答案是:D。
先进制造技术复习题参考答案
先进制造技术复习题 1.制造业的分类制造业按行业分类:机械制造、食品加工、化工制造、工厂产品制造等的传统切削加工;Δm=0的铸造、锻造及模具成形加工m>0从制造方法分:Δ的快速成型技术;Δm<0 2.制造业在一个国家国民经济中的重要性(1)人们的物质消费水平的提高,有赖于制造技术和制造业的发展)制造业是实现经济增长的保证(2 )发展制造业,提高制造技术是影响发展对外贸易的关键因素(3 )制造业是加强农业基础地位的物质保障,是支持服务业更快发展的重要条件(4 )制造业是加快信息产业发展的物质基础(5 6)制造业是加快农业劳动力转移和就业的重要途径( 7)制造业是加快发展科学技术和教育事业的重要物质支撑( 8)制造业是实现军事现代化和保障国家基本安全的基本条件( 3.如何重新认识机械制造业首先我们要认识到制造技术是国民经济发展的支柱,发达的工业国家已制造科学与信息科学、材料科学、生物科学一起列为了当今时代四大科学支柱之一。
要重新认识机械制造业,尚包含着另一种意义。
它已经不是传统意义上的机械制造业.即所谓的机械加工。
它是集机械电子、光学、信息科学、材料科学,生物科学、激光学、管理学等最新成就为一体的一个新兴技术与新兴工业的综台体。
现代机械制造技术是当今高科技的综合利用现代机械制造技术不仅是在它的信息处理与控制方面运用了微电子技术、计算机技术、激光加工技术,在加工机理、切削过程乃至所用的刀具也无不渗透着当代的高新技术,再不是原来意义上的“机械加工”。
.先进制造技术的定义、内涵及发展趋势4先进制造技术是传统制造业不断地吸收机械、信息、材料及现代管理技术等方面最新的成果,并将其综合应用于产品开发与设计、制造、检测、管理及售后服务的制造全过程,实现优质、高效、低耗、清洁、敏捷制造,并取得理想技术经济效果的前沿制造技术的总称。
从本质上可以说,先进制造技术是传统制造技术、信息技术、自动化技术和现代管理技术等的有机融合。
先进制造技术复习题

先进制造技术复习题一、单项选择题1. 先进制造技术的英文名称缩写是什么( C )A. CIMSB. ISOC. AMTD. MRP2. 从系统工程学角度出发,现代设计技术可以看做是由三个维度组成的三维系统,以下哪个部分不包含在这三个维度中( C )A. 时间维B. 逻辑维C. 组织维D. 方法维3. 人们往往将制造业称之为工业经济年代一个国家经济增长的(B)。
A. 助推剂B. 发动机C.催化剂D. 润滑剂4. 下列哪个英文缩写是并行工程和精益生产( D )A. CIMS和CAPPB. CAD和CAMC.MRP和ERPD. CE和LP5. 以下哪种方式不属于表面改性处理( C )A.淬火B. 化学镀C. 时效D. 热喷涂6. 下列哪种制造方法可用于制备陶瓷刀具( B )A. 精密铸造B. 粉末冶金C. 激光切割D. 高分子注射7. 采用( C )铸造便于铸出生产长度大于直径的套类和管类零件。
A. 砂型铸造B. 立式离心铸造C. 卧式离心铸造D. 金属型铸造8. 下面哪种铸造方法可以做到不起模而完成铸造过程( C )A. 压力铸造B. 高紧实砂型铸造C. 消失模铸造D. 压力铸造9. 从材料成型学角度进行分类,下列哪种方法不包括在其中( D )A. 受迫成型B. 去除成形C. 堆积成形D. 改性成形 .10.下列哪个不是金刚刀具有的特征( B )A. 极高的硬度B. 极高的韧性C. 优异的热化学性能D. 极好的耐磨性11. 超精密级加工技术是指加工精度达到( D )级的加工方法(例如加工精密制导炸弹的核心部件陀螺仪)A. 厘米B. 毫米C. 微米D. 纳米12. 超塑性材料因在一定条件下能体现出超强的伸长率而得名,下面哪种伸长率是超塑性材料能达到的( D )A. 20%B. 60%C. 80D.150%13. 工业机器人的执行机构中,哪部分用于抓取工件或工具( A )A. 手部B. 腕部C. 臂部D. 机身14. 精益生产模式是现代大型外企和国企普遍采用的生产模式,这种生产方式的雏形最早出现于( C ),并最终由美国总结并提升A. 中国B. 美国C. 日本D. 英国15. 柔性制造系统的概念最早由哪个国家提出( D )A. 中国B. 美国C. 日本D. 英国16、工序集中有利于保证各加工表面的(B)A、尺寸精度;B、形状精度;C、相互位置精度;D、表面粗糙度;17、划分工序的主要依据是(B)A、生产批量的大小;B、零件在加工过程中工作地是否变动;C、生产计划的安排;D、零件结构的复杂程度;二.多选题1. 下列哪部分内容属于先进制造技术的范畴( ABC )A. 现代设计技术B. 先进制造工艺技术C. 现代生产管理技术及生产制造模式D. 现代营销技术2. 下列哪些内容属于柔性制造系统的内容( ABC )A. 加工系统B. 工件运储系统C. 刀具运储系统D. 机器人系统3. 下列哪些部分共同组成工业机器人( ABCD )A. 执行机构B. 控制系统C. 驱动系统D. 位置检测装置4. 下列哪些加工过程可以用激光来加工完成( ABD )A. 打孔B. 切割C. 铸造D.焊接5. 超精密加工的机床设备应对哪些部分提出很高的要求( ABCD )A. 床身B. 主轴部件C. 导轨D. 进给装置6. 下列哪些属于超精密切削加工刀具应具有的特征( ABCD )A. 极高的硬度B. 刃口能磨的极其锋锐C. 刃口无缺陷D. 化学亲和性小7. 从驱动方式分,工业机器人可以分为( ABD )A. 气压传动机器人B. 电气传动机器人C. 力传动机器人D. 液压传动机器人8. 以下哪种方法属于精确铸造成型技术( ABC )A. 自硬砂精确砂型铸造B. 高紧实砂型铸造C. 消失模铸造D. 三箱分型铸造9. 下列哪些要素不是5S管理中的要素( BC )A. 整理B. 素养C. 灵感D. 整顿10. 先进生产制造模式包括( ABCD )A. 并行工程B. 精益生产C. 敏捷制造D. 计算机集成制造三、判断题1、电火花线切割加工使用的电极丝材料有钼丝、钨丝、钨钼合金丝、黄铜丝、铜钨丝等。
先进制造技术复习题 (1)(2021整理)

先进制造技术复习题一、填空题1.先进制造技术包含、和三个技术群。
2.制造系统是由制造过程及其所涉及、和组成的一个有机整体。
3.系统的可靠性预测要根据系统的组成形式分别按,和可靠度进行计算。
4.根据产品的信息来源,反求工程可分为,和。
5.先进制造工艺技术的特点除了保证优质、高效、低耗外,还应包括和。
6.微细加工中的三束加工是指,,。
7.超精密机床的关键部件包括:,,,其中机床的床身多采用制造。
8. 绿色制造技术是指在保证产品的功能、质量、本钱的前提下,综合考虑和的现代制造模式。
,零,零,零。
最终目标是。
10.扫描隧道显微镜的两种工作模式为,。
11.超高速机床主轴的结构常采用交流伺服电动机内置式集成结构,这种主轴通常被称为。
,,,。
,和。
“——〞机制下,实现对市场需求作出反响的一种生产制造新模式。
是以、、为支持,在产品设计或制造系统的物理实现之前,就能使人体会或感受到未来产品的性能或者制造系统的状态,从而可以作出前瞻性的决策与优化实施方案。
,,,。
,,,,。
18.优化设计的两个前提条件,。
,两种。
21.精密与超精密加工有色金属时,常用的刀具材料为。
,和。
23.超精密机床导轨的主要形式有:,和24.制造业的生产方式沿着“→→ → → → 〞的方向开展。
比拟,先进制造技术具有的特征是:,,,和。
26.从时间维的角度划分,产品设计的四个阶段分别为:,,,。
27.优化设计的三要素是:,,。
28.反求工程的主要影响因素包括:,,。
29.可靠性设计的三个常用指标为别是:〔1〕〔2〕,〔3〕。
30.产品失效的三个阶段为别是:〔1〕,〔2〕,〔3〕。
31.绿色设计的主要内容包括:,,,产品的可回收性设计,,和。
32.超硬磨料砂轮通常采用的结合剂形式包括:,,。
33.高速主轴采用的轴承有:滚动轴承,,,。
和来实现。
35.LIGA技术的工艺过程分为:(1);(2) ;(3)。
36.微细加工工艺方法主要有:,光刻加工,体刻蚀加工技术,面刻蚀加工技术,LIGA技术,和。
先进制造技术复习题(参考相关)
先进制造技术复习题一、填空题1.可靠性设计的常用评价指标主要包括,和等。
2.PDM的体系结构共有4层组成,第一层是、第二层是、第三层是第四层是。
3.高能束加工通常包括,,。
4.超精密加工机床设备应该具有,,和高自动化的要求。
5.绿色产品是指以和为核心而设计生产的,可以拆卸和分解的产品,其零部件经过翻新处理后可以重新利用。
6.MRPⅡ可分为、和三大子系统。
7.并行工程的特征有,,,。
8.高速机床主轴的轴承可以采用,,,等形式。
9.精益生产的大厦体系结构中,其目标支柱是,和。
10.FMS中机床设备的布置形式有、和全面质量管理中的PDCA分别代表、,。
11.优化设计的两个前提条件,。
12.常用的看板有,两种。
13.快速原型制造技术的熔丝沉积成形法通常采用的原材料是。
14.精密与超精密加工有色金属时,常用的刀具材料为。
15.FMS的机床配置形式通常有,和。
16.超精密机床导轨的主要形式有:,和17.制造业的生产方式沿着“→→ → → → ”的方向发展。
18.与传统制造技术比较,先进制造技术具有的特征是:,,,和。
19.从时间维的角度划分,产品设计的四个阶段分别为:,,,。
20.优化设计的三要素是:,,。
21.可靠性设计的三个常用指标为别是:(1)(2),(3)。
22.产品失效的三个阶段为别是:(1),(2),(3)。
23.绿色设计的主要内容包括:,,,产品的可回收性设计,,和。
24.超硬磨料砂轮通常采用的结合剂形式包括:,,。
25.高速主轴采用的轴承有:滚动轴承,,,。
26.MRP和MRPII分别是指和,而ERP是指,其核心思想是。
27.价值工程分析对象选择的基本方法1)2) 3) 。
28.工业机器人的按系统功能分:1)2)3)4)29.工业机器人的性能特征:、、、、。
29.PDM四层体系结构分别为:第一层、第二层、第三层、第四层。
30.CIMS的三要素分别为、、。
二、判断题1.并行工程是一种工作模式,也是具体的工作方法。
先进制造期末复习题

1.先进制造技术的基本概念:先进制造技术是制造业不断吸收信息技术和现代管理技术的结果,并将其综合应用于产品设计、加工、检测、管理、营销、使用、服务乃至收回的制造全过程,以实现优质、高效、低耗、清洁、灵活的生产,提高对动态多变的市场的适应能力和竞争能力的制造技术的总称。
2.先进制造技术的特点1)大制造,全过程,多学科的特点2)学科交叉性和创新性3)可维持发展的理念4)应用的广泛性5)集成性和系统性6)发展的动态性3.先进制造技术的构成:基础技术即优质、高效、低耗、无污染基础制造技术新型单元制造技术先进集成制造技术3.先进制造技术的体系结构与分类:三个技术群(主题技术群,支撑技术群,管理技术群)4.可靠性设计:可靠性指产品在规定条件下和规定时间内完成规定功能的能力。
内涵(性能,结构,使用,寿命等可靠)5.可靠性的指标:1)可靠度2)失效率(故障率)3)失效模式4)平均寿命(平均失效时间)5)有效寿命6)维修度7)有效度8)重要度1)可靠度R(t):产品在规定条件下和规定的时间内完成规定功能的概率2)失效率λ(t):产品在规定条件下工作到某时刻尚未失效的产品,在该时刻后单位时间内发生失效的概率。
3)平均寿命:两种情况,第一可修复产品,是指两次故障间工作时间平均值(MTBF)。
第二不可修复产品,是指从开始使用到发生故障前的工作时间平均值(MTTF)4)有效度。
5.可靠性分配方法:按系统复杂程度分配、按系统要求分配、模糊可靠性分配等。
6.故障分布函数有哪几种形式:正态分布、平均分布、指数分布、布尔分布等。
6不同失效模式的失效率概率分布:指数分布,正态分布,韦布尔分布。
7.系统的可靠性的分配方法:⒈等分配法:等分配法是对系统中的全部单元配以相等的可靠度的方法。
2,按相对失效率分配:使每一个单元的允许失效率正比于预计是效率8.绿色设计的原则:资源最佳利用,原则能量消耗最少原则,“零污染”原则“零损害”原则技术先进原则,生态经济效益最佳原则9.绿色产品的定义:可以拆卸、分解的产品;原材料使用合理化,并能处理回收的产品;从生产、使用、回收过程对生态环境无害或危害小产品;可翻新和重新利用的产品;综合定义:在产品全生命周期内,节约资源和能源,对生态环境无危害或少危害,对生产者及使用者具有良好保护性的产品。
先进制造技术复习题--总
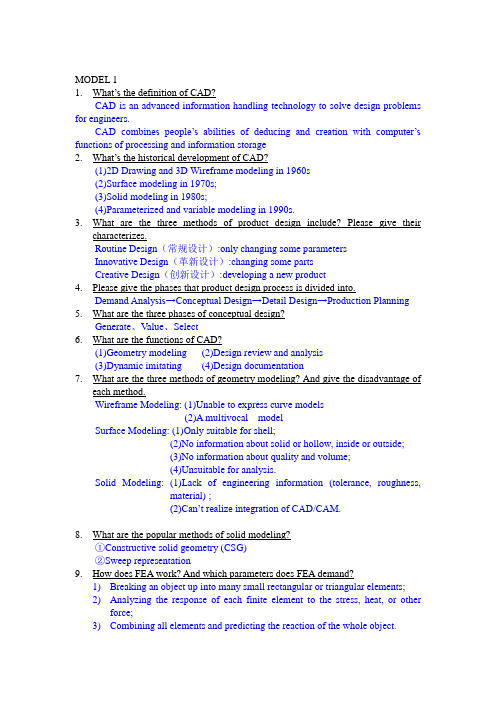
MODEL 11.What’s the definition of CAD?CAD is an advanced information handling technology to solve design problems for engineers.CAD combines people’s abilities of deducing and creation with computer’s functions of processing and information storage2.W hat’s the historical development of CAD?(1)2D Drawing and 3D Wireframe modeling in 1960s(2)Surface modeling in 1970s;(3)Solid modeling in 1980s;(4)Parameterized and variable modeling in 1990s.3.What are the three methods of product design include? Please give theircharacterizes.Routine Design(常规设计):only changing some parametersInnovative Design(革新设计):changing some partsCreative Design(创新设计):developing a new product4.Please give the phases that product design process is divided into.Demand Analysis→Conceptual Design→Detail Design→Production Planning 5.What are the three phases of conceptual design?Generate、Value、Select6.What are the functions of CAD?(1)Geometry modeling (2)Design review and analysis(3)Dynamic imitating (4)Design documentation7.What are the three methods of geometry modeling? And give the disadvantage ofeach method.Wireframe Modeling: (1)Unable to express curve models(2)A multivocal modelSurface Modeling: (1)Only suitable for shell;(2)No information about solid or hollow, inside or outside;(3)No information about quality and volume;(4)Unsuitable for analysis.Solid Modeling: (1)Lack of engineering information (tolerance, roughness,material) ;(2)Can’t realize integration of CAD/CAM.8.What are the popular methods of solid modeling?①Constructive solid geometry (CSG)②Sweep representation9.How does FEA work? And which parameters does FEA demand?1)Breaking an object up into many small rectangular or triangular elements;2)Analyzing the response of each finite element to the stress, heat, or otherforce;3)Combining all elements and predicting the reaction of the whole object.MODEL 2Basic concepts:1、the concepts , components and characteristics of NC,NC,CNC,MCU,DPU,CLU and MC①Numerical ControlA system in which actions are controlled by the direct insertion of numerical data at some point. The system must automatically interpret at least some portion of this data.②Direct Numerical Control (DNC)DNC refers to a manufacturing system that uses a central computer to control several machines simultaneously.Schematic of direct numerical controlOne key advantage of DNC, is the ability to produce and print reports that provide valuable information to system managers.③computer numerical controlA numerical control system wherein a dedicated, stored program computer is used to perform some or all of the basic numerical control functions in accordance with control programs stored in the read-write memory of the computer.”A CNC system consists of three componentsThe control componentThe input componentThe output componentAdvent of Computer Numerical ControlWith CNC, each machine tool has a PLC or a microcomputer that serves the same purpose. CNC is sometimes referred to as softwired NC.Advantage of CNC:allow the database created during the design and drafting of a part to be used in formulating the NC program to make the part.A library of NC programs can now be created and easily stored for reuse.Master copies can be made of a specific NC programs so that it can be revised to create a new NC program.④Machine-control unit (MCU)Reads the part program and controls the machine tool operation.⑤The data processing unit (DPU)a DPU consists of a data input device include:–Paper-tape reader–Data-reading–Decoding circuitsto determine the required axis movements⑥The control loop unit (CLU)A CLU consists of an interpolator, position-control loops for all axes of motion,velocity-control loops, deceleration and backlash take-up circuits, and auxiliary function control devices.⑦MC: defined as multifunction CNC machines with automatic tool-changing capabilities and rotating tool magazine2、the concepts , components and characteristics of FMS and its flexibilityFMS Definition:A flexible manufacturing system (FMS) is an individual machine or group of machines served by an automated materials handling system that is computer controlled and has a tool handling capability.A FMS has four major components :•Process equipment :–Machine tools , assembly stations, inspection station and robots, •Control System (Computer controlled system)–Storage and distribution of parts programs–Workflow control and monitoring–Production control–System/tool control/monitoring•Automated material handling–robots, conveyors,RGV, AGV and AS/RS•Human operators (critical roles)Manufacturing System Features:①Transfer LineMachines dedicated to handle one or two product typesMaximum utilization and high production ratesDirect labor involvement is minimalLow unit cost of production②CNC MachinesHigh level of flexibility.Any job can be processed within the range of CNC machinery Low utilization and low production rateUnit cost is much higher③FMSTrue mid-volume mid-variety manufacturing systems•Consists:–Series of flexible machineries–Automated material handling systems–Automated tool changer–Coordinate measuring machines–Part washers•All the equipments are controlled by a centralcontrollerPermits both sequential and random routing of a wide variety ofpartsTo settle tradeoffs between production rats and flexibility.Most manufacturing situations require medium productionrates to produce medium volumes with enough flexibility to quicklyreconfigure for change of product.3、the layout of FMS and its features.•Progressive(渐进的) Layout:–Best for producing a variety of parts•Closed Loop Layout:–Parts can skip stations for flexibility–Used for large part sizes–Best for long process times•Ladder Layout:–Parts can be sent to any machine in any sequence–Parts not limited to particular part families•Open Field Layout:–Most complex FMS layout–Includes several support stations4. the components, classification and application of industrial robotsComponents:•The manipulator is the equivalent of the machine tool in CNC. It consists of a series of segments, jointed or sliding relative to one another, that performs the work such as grasping and/or moving objects.•The manipulator is composed of the main frame (the arm of the robot), and the wrist.•The tools, called the end-effectors, are attached to the wrist. The end-effectors perform a prescribed(规定的)task ordinarily done by the human worker.Classification:Structurally, the robot can be classified according to the coordinate system of the main frame. The types of coordinate systems are:–Cartesian笛卡尔coordinate manipulator, which consists of three linear axes,–Cylindrical coordinate manipulator, which consists of two linear axes and one rotary axis,–Spherical coordinate manipulator which consists of one linear and two rotary axes,–Articulated (关节)or jointed robots which consists of three rotary axes, and–Gantry robot–SCARA robot.Applications :Loading and unloadingSpray paintingWeldingMaterial handlingInspectionMachine Assembly5、the concepts and characteristics of CIMS, MAP, TOP, IGES,STEP,GT,CAPP,MRP,MRPII①Computer Integrated Manufacturing (CIM): A computerized integration of all aspects of design, material selection, planning, manufacturing, production, quality assurance, management and marketing.②Manufacturing Automation Protocol (MAP)MAP is a communications standard developed to promote compatibility among different automated manufacturing systems.③Technical and Office Protocol (TOP)TOP is a standard that was developed to promote integration among business and office components.④Initial Graphics Exchange Specification (IGES)IGES is developed to promote communication between CADD systems manufactured by different vendors and is limited to the product and process definition component of the CIM Wheel.⑤Standard for the Exchange of Product Data (STEP)⑥Group Technology (GT)The relationship between similar parts and parts families⑦Use of the computer in process planning is called computer-aided process planning, or CAPP⑧MRP (material requirements planning)–involves using the bill of material, production schedule, and inventory record, detailed schedule of the raw materials and components needed for a job⑨MRP II (Manufacturing resources planning)–not only determine the material requirements ,but also encompass financial tracking and accounting.Key concepts relating to MRP II include:1. independent and dependent demand;2. Lead times;3. Common-use itemsComprehension1、the advantages and disadvantages of the NC,CNC,DNC,FMS,industrial robots, CIMS and so on.2、the relationship between the NC,DNC,CNC, FMS and CIMS3、The features and comparasion of the FMS,TRANSFER LINE,general purpose machines, FMC and so on.4、The relationship between the FM,FMC,FML,FMM,AGV,AS/RS,RGV, Conveyors,5、the relationship between the MRP and MRPII。
四川学历提升[先进制造技术]
![四川学历提升[先进制造技术]](https://img.taocdn.com/s3/m/697ff09abb4cf7ec4afed0ae.png)
(元亨教育)先进制造技术复习题填空题1.制造过程产品从设计、、、、报废、回收等的全过程,也称为产品。
2.制造业将制造资源利用,通过,转化为供人们利用或利用的或的行业。
3.制造生产的运行过程,包括市场分析、、工艺规划、、、产品销售、、报废、回收、再利用等。
4.恩格斯指出:“直立和创造了人类,而是从开始的。
动物所做到的最多是收集,而人则从事。
5.现代制造技术的四个基本特征是、、和。
6.上个世纪70年代,美国不重视,把称为““,结果导致美国80年代的经济衰退。
7.第三次产业革命的标志:、、、集成电路、等。
8.二十一世纪人类的科学与技术包括,生命科学、、生物技术、。
9.人大常委会副委员长宋健指出:“是实现现代工业的、。
是实现工业化的和,是国家实力的脊梁,是支持共和国大厦的基石。
没有强大的国家永远成不了经济强国。
“10.制造业市场竞争的新特点:到到更新的更短。
11.典型FMS的三个子系统是:、、。
12根据滑台的驱动方式不同,分为液压滑台和。
13.FMS中央管理计算机肩负的任务:、、。
14.1HY25表示通用部件系列代号为HY的液压滑台,其主参数为。
15.CAE含义是,CIMS含义是,FMC含义是、 FMS 含义是。
16.微细加工中的三束加工是指激光束加工、、。
17.零件分类编码的结构形式为“行”与“列”,每一列称为、每一行称为。
18.CAD/CAM系统的基本功能有 , , , 。
19.机器人的运动与NC机床一样,有逐点式和。
20.计算机辅助制造工艺,和计算机辅助分析的英文缩写分别为 ,21.AMT是_____________和现代___________结合而产生的一个完整的技术群22.并行工程是对________及_______________进行并行、一体化设计的一种系统化的工作模式。
23.模块具有两个基本特征:一是模块具有_________________;二是模块具有________________。
《先进制造技术》习题集
《先进制造技术》习题集教材:《现代制造技术》隋秀凛主编高等教育出版社第1章绪论一、填空题31.1 生产系统一般可分为三个不同的层次:、和。
(答案:决策层、经营管理层和生产技术层)1.2制造系统一般包括、、和计划调度等辅助系统。
(答案:机械加工系统、物料的储运系统、检验系统)二、选择题21.1在现代制造技术的技术构成中,处于第一层的是(A)。
A、基础制造技术B、现代制造单元技术C、环境科学D、现代制造集成技术(答案:A)1.2在现代制造技术的技术构成中,处于第三层的是( D )。
A、基础制造技术B、现代制造单元技术C、环境科学D、现代制造集成技术(答案:D)2.1柔性制造系统的简称是( B )。
A、FMCB、FMSC、CIMD、CIMS(答案:B)2.2计算机集成制造系统的简称是( D )。
A、FMCB、FMSC、CIMD、CIMS(答案:D)3、处于生产系统最高层的是( D )。
A、生产技术层B、售后服务层C、经营管理层D、决策层(答案:D)第3章精密加工和超精密加工一、填空题81.1 研磨金刚石刀具时,研磨剂一般采用和。
(答案:金刚砂、润滑油)1.2超硬磨料磨削是指采用砂轮或砂轮进行磨削。
(答案:金刚石、立方氮化硼(CBN))2.1 齿轮加工时,常用的加工方法有:包络法、和。
(答案:展成法、成形法)2.2与齿轮运动精度有关的因素有:偏心和偏心。
(答案:几何、运动)3.1剃齿加工时,当剃齿刀的螺旋角β1与工件螺旋角β2的方向相同时,则两者的轴线交角λ= 。
如果,工件为直齿轮,λ= 。
(答案:β1+β2,β1)3.2剃齿加工时,当剃齿刀的螺旋角β1与工件螺旋角β2的方向相反时,则两者的轴线交角λ= 。
如果,工件为直齿轮,λ= 。
(答案:β1-β2,β1)4.1磨齿是加工齿轮和齿轮最常用的加工方法。
(答案:精密,淬火)4.2齿轮的磨削方法有法和法两大类。
(答案:成形,展成)5、珩磨是利用珩磨工具对工件表面施加一定的压力,珩磨工具同时作和往复运动,切除工件上极小余量的一种光整加工方法。
先进制造技术期末复习
2)数控加工,包括数控(NC)和计算机数控(CNC)。数控加工设备包括数控机床、 加工中心等。其特点是柔性好、加工质量高,适应于多品种、中小批量(包括单件)产品的 生产。
精品文档
一、填空题
1. 信息时代的制造以集成制造、协同制造系统为主的企业模式,其制造特征为功能分解,作业分工。(×) 一体化作业
2. 制造自动化的概念是指机器代替人的体力劳动,以自动地完成特定的作业。(×)
还代替或辅助脑力劳动
3. 传统生产模式是以产定销,其价值链为“产供销人财物” (√)
4. 在柔性制造系统中, 根据固定在工件上的编码介质或形状,颜色等跟踪工件路径方法称为直接跟踪。 (√)
滚动轴承 第二空: 气浮轴承 第三空: 液体静压轴承 第四空: 磁浮轴承; 我的答案:得分: 8.0 分 第一空: 空气轴承 第二空: 液体动静压轴承 第三空: 磁悬浮轴承 第四空: 角接触球轴承 批语
回答基本正确
2
精密与超精密加工有色金属时,常用的刀具材料为 。(10.0 分) 正确答案: 第一空: 金刚石;
5. 以系列化、 通用化、组合化和模块化 “四化”为代表的标准化设计方法是大规模定制产品设计体系的核心。 (√)
6. 绿色制造的技术体系中,其核心为绿色工艺。(×) 绿色设计
8. 先进制造技术是集机械工程技术、电子技术、自动化技术、信息技术等多种技术为一体,用于制造产品的 技术,设备和系统的总称。狭义地说,指各种计算机辅助制造设备和计算机集成制造系统。(√)
16. 绿色制造的技术体系中,其关键过程为绿色设计(×) 绿色工艺
先进制造技术复习题
一、填空题1. 电火花加工工艺及设备的类型较多,其中应用最广、数量最多的是电火花成型机床和电火花线切割机床。
2. 先进制造技术对人的素质和技能的要求应该是既懂制造技术、又懂信息技术和管理技术的复合型人才。
3. 先进制造技术可分为三个技术群,这三个技术群是主技术群、支承技术群、制造技术环境。
4. 一般加工指精度在10 μm左右的加工,精细加工指精度在10—0.1 μm左右的加工,超精细加工指精度在0.1—0.01 μm左右的加工。
5. 一个机器人系统,一般由执行机构、控制系统、驱动装置及位置检测机构等几个局部组成。
6. 广义的机电一体化技术就是机械工程与电子工程相结合的技术,以及应用这些技术的机械电子装置。
7. 当前,应用CAD/CAM 进展数控编程已成为数控机床加工编程的主流。
8. FMS中,物料存储设备有自动化仓库、托盘站和刀具库。
9. 三维几何建模可分为线框建模、外表建模和实体建模三种主要类型。
10. 快速成型技术和虚拟制造技术一起,被称为未来制造业的两大支柱技术。
11. FMS机床配置形式有互替式和互补式两种形式。
目前,FMS大多采用互替机床和互补机床的混合使用形式。
12. 根据加工的尺寸精度和外表粗糙度,精细和超精细加工技术可分为精细加工、超精细加工和纳米加工三个不同档次。
13. CAD系统按其工作方式和功能可分为检索型、派生型、交互型和智能型等几种类型。
14. 电解加工是特种加工中材料去除速度最快之一,约为电火花加工方法的5—10 倍。
15. 数控机床按伺服系统的特点可分为开环控制数控机床、闭环控制数控机床和半闭环控制数控机床。
16. 数控机床按加工方法分类可分为金属切削数控机床、金属成型数控机床、特种加工数控机床及其它类型机床。
17. 一般来说,电火花加工在短脉冲精加工时,常采用“正极性〞加工,而长脉冲粗加工中那么采用“负极性〞加工。
18. 随着全球市场的逐步形成,竞争愈来愈剧烈,对制造业来说,竞争的核心将是新产品和先进制造技术的竞争。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章1.制造:是一个涉及制造工业中产品设计、物料选择、生产计划、生产过程、质量保证、经营管理、市场销售、和服务的一系列相关活动和工作的总称。
2.世界制造中心的三次转移和特点分析(1)第一次转移:德国取代英国成为世界科技与制造中心。
实现了工业化。
(2)第二次转移:美国取代了德国,成为了世界科技中心和制造中心。
以信息技术为主导的高技术群。
(3)第三次转移:日本取代美国成为世界制造中心。
(4)分析:1)随着技术革命和经济全球化进程的加快,世界制造中心转移呈现加速的趋势.2)世界制造中心转移并不伴随世界科技中心的转移。
3)要保证世界制造强国的地位,首先要保证世界制造业科学技术的领先地位,否则世界制造中心的地位很难保住。
4)世界制造中心的转移使一些国家经济实现了跨越式发展。
3、.我国制造业的问题(1)制造系统的问题:1)劳动生产率及工业增加值率低。
2)我国制造业处于全球产业链的低端。
3)技术创新能力十分薄弱。
4)制造业的结构不尽合理。
(2)制造模式的问题;1)企业体制不适应。
2)经营理念的不适应。
3)生产管理手段的不适应。
4)企业组织结构的不适应。
(3)制造技术的问题:1)设计技术。
2)制造工艺与装备。
3)制造过程自动化4生命周期:原是生物学中用于研究生物系统的术语,又称寿命周期,是一个个体从出到死亡所经历的全过程。
产品市场生命周期:指一个产品从进入市场到推出市场的全过程。
产品全生命周期:指一个产品从构想到出生、从报废到再生的全过程。
又称产品自然生命周期、产品生命周期。
5、产品品种、型式和品牌生命周期的差异产品生命周期理论对分析产品品种、产品型式、产品品牌。
其适应程度有显著差异。
一般而言,产品品种具有最长的生命周期,许多产品品种的销售阶段可以长期的延续下去,其生命周期的变化与人口的增长率成正比关系。
产品型式比品种能够更准确的体现产品生命周期的典型历程,即逐次通过计划、设计、制造、销售、使用和报废六个阶段。
产品品牌相对于前两种形式而言,则显示了最短的生命周期历程。
品牌生命周期的显著特点是不规则性。
6、先进制造系统:指在时间、质量、成本、服务和环境诸方面,能够很好地满足市场需求,采用了先进制造技术和先进制造模式,协调运行,获取系统资源投入的最大增值,具有良好社会效益,达到整体最优的制造系统。
7、先进制造模式:是应用先进制造技术的生产组织和技术系统的形态与运行的方式。
它以获取生产有效性为首要目标,以制造资源快速有效集成为基本原则,以人—组织—技术相互结合为实施途径,使制造系统获得精益、敏捷、优质与高效的特征,以适应市长变化对时间、质量、成本、服务和环境的新要求。
8、先进制造技术:是根据市场需求,使原材料成为产品所运用的一系列先进技术的总称,是当代制造业赖以生存和发展的主体技术。
9、先进制造技术的基本内容的划分方法(1)、按功能分:主体技术群、支撑技术群、制造技术基础设施(2)、按性质分:基础技术、新型单元技术、系统集成技术(3)、按制造业技术系统的构成要素分:先进设计技术、制造自动化技术、先进制造工艺技术、材料技术、工业工程技术。
第三章制造模式的类型及区别:1、按制造过程可变性来分①刚性制造模式其几乎没有过程可变性②柔性制造模式其过程可变性为中等③可重构性制造模式其过程可变性为最大2、按信息流与物流运动方向来分①精益制造模式在制造过程中贯穿一种零浪费的生产理念,在企业的整个活动过程中去掉一切多余的环节,是每个岗位的工作人员都能对产品实现增智能②信息化制造模式通过制造资源计划或企业资源计划来支持,即基于企业经营目标制定生产计划,围绕物料转换组织制造资源,实现按需要按时进行生产3、按制造过程利用资源的范围来分①集成制造模式其强调的是企业的内部②敏捷制造模式其强调的是企业之间③智能制造模式其强调的是全球范围。
并行工程(CE):并行工程是对产品及相关的过程(包括制造过程和支持过程)进行并行、一体化设计的一种系统化工作模式。
并行设计与串行设计的区别:1、设计人员的团队化2、设计过程的并行性3、设计过程的系统性4、设计过程的快速“短”反馈敏捷制造(AM):企业在无法预测的持续、快速变化的竞争环境中生存、发展并扩大竞争优势的一种新的经营管理和生产组织模式。
敏捷制造(AM)的特征:1、敏捷虚拟企业组织形式2、虚拟制造技术衡量企业敏捷性的评价方法:1、基于实效的敏捷性评价方法,即从时间、成本、稳健性、适应范围等四个方面来评价企业的敏捷性2、基于企业因素的敏捷性评价方法实施适合我国实际情况的敏捷制造模式的建议:1、企业敏捷化建设,简化组织机构,重建企业文化等2、建立区域企业联盟,实现资源有源共享,以期实现提高成员企业实力和对机遇的敏捷应变能力。
可重构造系统:是一种为响应市场或客户需求的突然变化,快速调整在一个零件族内的生产能力和生产功能、在最初就设计成为可快速改变结构、由硬件与软件的构件组成的制造系统。
大量定制(MC):是一种在系统整体优化的思想指导下,集企业、顾客、供应商和环境于一体,充分利用企业已有的各种资源,根据顾客的个性化需求,以大量生产的低成本、高质量和高效率提供定制产品和服务的生产模式。
大量定制和大量生产的区别:1、重点大量生产是通过稳定和控制取得效率;大量定制是通过柔性和快速反应取得品种和定制。
2、目标大量生产以使几乎每个顾客都能承受的低成本和低价格来开发、生产、销售和运送商品和服务;大量定制以使几乎每个顾客足够找到可支付的、切实满足自己自己需要的品种和定制来开发、生产、销售和运送商品和服务。
3、特征大量生产稳定的需求,统一的大市场,低成本、稳定的质量、标准化的产品和服务,产品开发周期长,产品生命周期长;大量定制动态的需求,分散的小市场,低成本、高质量、定制的产品和服务,产品开发周期短,产品生命周期短。
精益生产(LP)的产生和发展过程:精益生产来源于日本的丰田生产方式。
20世纪初,美国人福特开创的大量生产方式揭开了现代化大生产的序幕;第二次世界大战后,日本汽车工业开始起步,但此时统治世界的生产模式仍是大量生产方式,日本无法与其它国家在此模式下进行竞争,但日本经过分析比较,根据自身的特点,在分析总结大量流水线生产方式的利弊基础上逐步创立了一种独特的多品种、小批量、高质量和低能耗的生产方式—丰田生产方式;20世纪70年代石油危机后,丰田生产方式得到迅速普及,后并称为精益生产。
精益生产的内涵:以整体优化的观点,以社会需求为依据,以发挥人的因素为根本,有效配置和合理利用企业资源,最大限度地为企业谋求利益的一种新型生产方式。
精益生产的核心思想:消除浪费、强调精简组织机构和不断改善。
精益生产的基本特点:1、准时生产2、人员自主化3、并行工程4、成组流水线5、全面质量管理计算机集成制造(CIM)的内涵:1、集成制造的思想2、集成制造系统的模型3、中国特色的集成制造。
CIM是一种新的制造模式,是信息技术与生产技术的综合应用,也是信息技术与制造过程相结合的自动化技术与科学。
其目的是提高制造系统的生产率和响应市场的能力。
即CIM是各种计算机辅助技术和企业管理信息系统等在更高水平的集成。
敏捷制造与精益生产的比较:1、指导思想精益生产强调资源有效利用,消除冗余,减少浪费;敏捷制造强调在连续和不可预测变化的环境下发展。
2、基本策略精益生产准时生产,依靠平衡生产进度计划,达到零库存;敏捷制造准时信息系统,网络制造,承认并快速响应市场变化。
3、组织结构精益生产扁平式,权力下放,多功能小组,协同工作;敏捷制造基于任务的组织与管理,多学科群体项目组。
4、工作重心精益生产注重技术与操作,实行连续改进;敏捷制造注重组织与人员,实现动态重组。
5、生产特征精益生产变批量、柔性化生产,适应产品变化,缩短生产周期;敏捷制造更大柔性,产品设计和制造系统模块化,产品客户化。
6、质量保证精益生产追求完美质量和零残缺,使客户完全满意;敏捷制造适应客户需求,整个产品生命周期客户满意。
7、生产方式精益生产按需生产,充分利用和增强大量生产优势;敏捷制造打破大量生产方式,采用大量定制生产方式。
8、雇员关系精益生产终身雇佣,工龄工资,雇主与雇员风雨同舟;敏捷制造建立基于信任的雇佣关系,实行“社会合同”。
9、运作空间精益生产企业级范围;敏捷制造涵盖整个企业范围,并扩张到企业之间。
10、企业关系精益生产强调供应管理,与供应商建立长期稳定关系,利益共享,风险共担;敏捷制造采取竞争与合作策略,组建虚拟公司,以快速响应市场需求和提高竞争力。
手工生产、大量生产、精益生产各自的比较:1、产品特征:(1)数量小,完全按照顾客需求(2)数量大,标准化品种单一(3)面向顾客,品种多,变批量2、设计方式:(1)串行模式(2)串行模式(3)并行模式3、工作方式:(1)分工粗略,多种多样(2)分工细致,简单,重复(3)责权利统一的工作组,协同工作4、操作工人:(1)懂设计制造,具有很高的操作技能(2)不许专门技能(3)多技能5、生产特征:(1)设备简单,通用,自动化低(2)大批量,设备专用,刚性自动化(3)柔性自动化,效率高,但尽量精简6、供货方式:(1)大库存缓冲(2)大库存缓冲(3)JIT方式,接近零库存7、制造成本:高较低低8、质量保证:(1)检验者事后把关,产品质量低(2)返修率大,产品质量较高(3)由生产者保证,返修率接近零9、客户关系:(1)靠质量使顾客满意(2)靠质量和成本使顾客满意(3)以顾客为上帝,使顾客完全满意10、市场特点:(1)极少量要求(2)卖方市场供不应求(3)买方市场供大于求。
第四章1.面向X的设计(DFX)概念:指面向某一应用领域的计算机辅助设计工具,它能使设计者在早期考虑设计决策对后续的影响。
目前成熟的DFX技术有(1)面向制造的设计DFM(2)面向装配的设计DFA(3)面向成本的设计DFC(4)面向质量的设计DFQ(5)面向环境的设计DFE2.面向制造的设计(DFM)的原理:把产品设计和工艺设计集成在一个共同的活动中,使设计者在产品设计阶段就尽早的考虑与产品制造有关的约束,在制造工艺和制造资源环境的约束下进行零件形状结构设计,全面评价产品设计和工艺设计,同时提供改进设计的反馈信息,在设计过程中完成可制造检测,以使产品的结构合理、制造简单、装配性好、并实现全局化。
DFM的主要原则:①简化零件的形状②尽量避免切削加工③选用比便于加工的材料④尽量设置较大公差⑤采用标准件与外购件⑥减少不必要的精度要求。
3.产品可制作性评价的内容:①从装配工艺性:装配自由度、模块化结构、定位与联接、装配标准化等②从结构性工艺:热处理、锻造、焊接性、切削性等③从加工可行性:精度与功能、粗糙度、加工方法的匹配等④从成本:材料成本、加工成本、装配成本等⑤从时间:加工时间、装配时间、工装准备时间产品可制造行的评价方法:(1)经验评价a依赖专家对几个指标定性评价b从产品功能出发提出一些设计功力指导产品设计c从制造工艺出发保证产品在特定环境条件下用某种特定的加工工艺加工出来(2)定量评价a从缩短生产成本出发综合考虑、估计产品的费用b从制造工艺出发已加工方法和难度为基础结合单位实际情况评估产品的制造性c从产品的功能价格比出发分析每个产品的功能和价值,综合市场需求去掉费用大增值少的产品(3)给予知识的评价利用成熟的数学模型和经验公式评价4.面向装配的设计(DFA)的主要内容:(1)产品装配模型的信息描述1)DFA 的信息组成①管理信息②几何信息③拓扑信息④工程语义信息⑤装配工艺信息⑥装配资源信息2)装配设计信息的方法a基于图形的表示方法b基于关系数据库的表示方法c面向对象的方法(2)产品可装配性分析的四项基本内容1)确定产品可装配行类别2)确定产品可装配性的分析方法①基于实验的方法②基于统计的方法③基于建模的方法3)分析影响产品的可装配性的各种因素。