钢包底吹氩系统在炼钢中的应用
钢包钢包底吹氩实验方案
钢包钢包底吹氩实验方案1吹氩精炼的影响因素氩气的精炼效果与吹氩量、吹氩压力、吹氩时间等因素有关。
1.1吹氩量搅拌气体进入熔池时,首先在喷嘴上形成气泡。
在气流动能的推动下到液相中,分散成无数的小气泡而上浮,同时在高温钢水中气体被加热而膨胀,从而产生了强烈的搅拌作用。
随着吹气量的增加,搅拌强度增大,而吹气量的增加是有一个I临界值的,如果吹气量超过某一临界值,吹入的气体从钢包底部向上部形成所谓的贯穿流,容易引起钢水发生喷溅,造成钢液表面覆盖的渣卷入钢液内部。
造成对钢液的污染。
另外当吹氩量偏低时,就限制了氩气的精炼作用,从而使氨气的脱氧、去气和保护钢水的作用都得不到充分发挥。
吹入气量是与吹气压力、吹气喷嘴结构等因素有关,可由试验决定。
在生产中通常根据不冲破钢包渣层裸鼹钢水为原则来确定吹气量和压力。
1.2氩气压力氩气的压力大,搅动力也大,气泡上升速度快,但压力过大时,氩气流涉及范围越来越少,氩气泡与钢液的接触面减小,而且如压力过大时,气体会迅速地冲出钢液,要冲破钢液上覆盖的渣层,使钢液受到大气的氧化,对精炼效果反而不利。
为此要求吹入的氩气压力不要太大,一般以能克服钢液的静压力,刚好能在透气砖表面上形成气泡为合适。
如钢液深,刚所需的氢气压力大,反之,所需氩气压力小。
理想状态是使氩气流遍布全钢包,增加接触面积和延长氩气流上升的流程和时间。
1.3吹氩时间目前,普遍认为吹氩时问不宣太长,否则钢液温度下降太多,且由于耐材受冲刷而使非金属夹杂物出现率增加,但吹氩时间不足,气体及非金属夹杂物不能很好地去除,吹氩效果不明显。
所以必须根据现场实际生产情况,以及要达到的精炼效果,从而确定合适的吹氩时间。
2实验原理物理模拟的理论基础是相似原理。
应用相似原理建立模型和进行实验时,必须保证两系统几何相似、物理相似。
对于钢包底吹氩系统来说,引起体系内流动的动力主要是气泡浮力而不是湍流的粘性力,因此保证模型与原型的修正弗鲁德准数相等,就能基本上保证它们的动力相似,根据这一原则,选用修正的Fr’,就可以确定模型中吹气量的范围。
钢包底吹氩强度试验效果分析

32试 验方案 .
32I 由于 钢包吹氩 强度 大小 受钢包 钢水 重量 、 .. 钢液 深度 、包 内钢 渣厚度 等 方面 的影 响 ,要达 到相 同钢液 吹氩活跃 程度 ,其 吹氩 强度是 一个
变量。对此 ,以钢包渣面亮 圈大小作为吹氩强 度大小的依据 ,在钢包渣面亮 圈≤20 m 和 0m 30~4011 0 0 1i两种条件 下进 行 试验 。 / /
3 试 验 条件
3l工艺及 设 备参 数 311钢包实 际装 入量 8 .. 2±2 左 右 。 t 312钢包平 均 内径 o90 m,深 35mm .. 20 m 30 3I3钢包底 吹氢 透气孔 偏离 钢包 中心 。 .. 3I 氩 气工作 压 力:8~1 MP . 流量 : .. 4 O a氩气 2
2 20 年第 1 2 02 期
维普资讯
重钢技术 3 . 2 机生产 A薄或 Q 3 钢种时试验 .2在 铸 2 25
32 取 钢包 钢 水氩前 、氩 后 夹杂样 。 3
《 钢包底吹氩强度试验效果分析》
隔 1mi 0 n取样 一次 。
32 在钢包 渣 面亮 圈 30~401 I . 4 0 0 1T条件 下 , 1 1 在 结 束 吹氩前 2~3 i ,调低 吹氲 强度 ,进行 a rn时 微 吹 ,使 渣面亮 罔 ≤20 m。 0r a 32 喂丝 后 微吹 l n后 再取氩 前 夹杂样 ,吹 .. 5 mi
4 试 验 结 果
性千 去际锄中夹杂物 的影响 、试验结果表明 :钢包底 吹氩强度保持 钢包渣而亮圈 30~ 0 mm 情况下 , 【 J 0 40 其畋氩效果较好 一
关 键词 钢包底 吹氲
强度
效果分析
l 前 言
底吹氩技术在安钢30t钢包上的设计及应用

1 前 言
钢包底吹氩是现代炼钢工艺过程 中必不可少的
一
素:
( 透气芯的尺寸要满足吹氩工艺所需透气量 的 1 )
大小。
个环节 , 它是通过安装在钢包底部 的透气 砖 向钢
( 为防止修包 时浇注料灌人透气砖 内和使用时 2 ) 被冷钢、 残渣覆盖 , 透气砖 的高度应 稍高于包 底包
维普资讯
第2 9卷第 5期
20 07年 1 0月
甘
肃
冶
金
V0 . 9 No 5 12 . Oc . 2 0 t ,0 7
GANS U METAI URCY
文 章 编 号 :624 6 (0 7 0 -0 5 ) 17 -4 1 2 0 )50 1 43
( 便于浇注料 的振动操作 , 3 ) 使透气砖与浇注料 接触密实 , 确保使用时安全而不会发生漏钢事故 。 根据 以上要求 , 透气砖 的外形结构尺寸进行 对
了设 计 , 图 1 见 。
2 钢 包底吹氩技术 的设计及应用
21 透气 砖 的设 计 与选择 .
2 1 1 透 气砖 的 结构设 计 . .
衬。
液中吹人氩气等惰性气体 , 使钢液在钢包 内产生环 流, 对钢水进行充分搅拌 , 使添加在钢水中的合金 、 脱氧剂 、 脱硫剂等快速熔 化、 分散 , 促使钢液成分和 温度的均匀 , 吸附钢液中的夹杂物 , 去除钢中的非金 属夹杂和有害气体 , 从而达到净化钢液 目的, 其使用 效果远远高于钢包顶吹氩。安钢第二炼钢厂过去采 用 钢包 吹氩枪 顶 吹 的 吹氩 方 式 , 着对 钢 水 质 量 的 随 要求越来越高 , 已不能满足提高钢水质量的需要 。
≤O. 2 MPa 。
考虑到该厂出钢温度高及钢包使用寿命长的特
钢包自动底吹氩装置在炼钢厂的应用及生产工艺实践

关 键词 : 精炼钢包 ; 自动吹氩装置 ; 底吹氩
中图分类号 :F 6 . T 79 9 文献标 识码 : B
Ap l a i n a d Pr c i e o he Au o a i to g n Bl wi p i to n a tc f t t m tc Bo t m Ar o o ng c
酒钢二炼钢厂是个全新的炼钢厂 ,2 顶底复 10t 吹转炉所配套 的精炼处理方式主要 以 L F炉为主 , 并且工艺设计上以炉后吹氩站与精炼炉合二为一。 钢包吹氩采用单透气砖偏 心布置方式 , 气体介质 为
氩气 , 最高供气 压力 16 M a . P 。吹氩装置采用钢包
自 动底 吹氩装置与数字吹氩 系统相结合 , 此套 系统 从设计上 自动化程度高 、 控制精度高 , 操作上简便 、
钢 包 自动 底 吹 氩装 置在 炼 钢 厂 的应 用 及 生产 工 艺 实践
阮 强, 程子建 , 王意龙
嘉峪关 750 3 10) ( 酒泉钢铁集团公司 二炼钢厂 , 甘肃
摘 要: 本文通过对本厂钢包 自 动底 吹氩装 置的恢复使用 , 了 自 比较 动底吹装置与传统 的底 吹方式 的优缺点 , 通过 生产实践及 比较 , 钢包 自动底 吹氩装 置结合 数字 吹氩 系统 是可靠 、 先进的钢包 自动 化吹氩技 术 , 具推广应 用的价 极
De c fRe n ng La l n S e l a i g Pln  ̄ e o f i d e i tem k n a t i
R AN Qag H N ii , U i ,C E G Z-a WAN iog n jn G Y — n l
( h eo dSel kn l t f IC J yga 3 10, hn ) T eScn t maigPa S O, i uun75 0 C ia e n oJ a
钢包底吹氩控制系统的优化设计

钢包底吹氩控制系统的优化设计一、引言钢包底吹氩控制系统在钢铁冶炼过程中起着至关重要的作用。
它通过控制底吹氩气的流量和压力,实现钢水中氧含量的控制,从而提高钢水质量和冶炼效率。
然而,在现有的底吹氩控制系统中,仍存在一些问题和待优化的空间。
本文将针对这些问题进行探讨,并提出一种优化设计方案,旨在改善底吹氩控制系统的性能。
二、问题分析1. 氩气流量不稳定:目前的底吹氩控制系统在控制氩气流量时存在一定的波动性,这可能导致钢水中氧含量无法稳定控制,使得钢水质量下降。
2. 压力控制不准确:底吹氩控制系统中的压力传感器精度有限,无法实现精确的压力控制,这可能影响到氩气的吹入效果。
3. 控制策略过于简单:目前的底吹氩控制系统采用的控制策略相对简单,无法充分考虑到钢水冶炼过程中的复杂动态变化,导致控制效果有限。
三、优化设计方案为了改善钢包底吹氩控制系统的性能,我们提出以下优化设计方案:1. 引入先进的气体流量控制技术:通过采用先进的气体流量控制器,可以实现对氩气流量的精确控制。
该控制器能够根据实时测量的氩气流量反馈信息,调整控制阀门的开度,以实现稳定的氩气流量输出。
2. 优化压力传感器选择:选择高精度的压力传感器,并进行准确的校准和调整,以提高底吹氩控制系统中压力的测量和控制精度。
3. 制定复杂的控制策略:结合钢水冶炼过程的动态特性,制定更为复杂的控制策略。
该策略应考虑到钢水温度、氧含量、氩气流量等多个因素的综合影响,并通过建立合适的数学模型和控制算法,实现对底吹氩控制系统的智能化控制。
四、实施方案在实施优化设计方案时,需要考虑以下几个方面:1. 系统硬件的更新:根据优化设计方案的要求,对底吹氩控制系统的硬件进行更新,包括更换控制器、传感器等设备,并确保其与现有系统的兼容性。
2. 软件算法的优化:根据新的控制策略,优化底吹氩控制系统的软件算法,确保其能够准确地根据实时数据进行控制决策,并实现智能化控制。
3. 系统测试与调试:在实施优化设计方案后,进行系统测试与调试,验证新设计的稳定性和性能。
炉外精炼-RH

炉外精炼的基本原理:(1)吹氩的基本原理:氩气是一种惰性气体,从钢包底部吹入钢液中,形成大量小气泡,其气泡对钢液中的有害气体来说,相当于一个真空室,使钢中[H][N]进入气泡,使其含量降低,并可进一步除去钢中的[O],同时,氩气气泡在钢液中上沲而引起钢液强烈搅拌,提供了气相成核和夹杂物颗粒碰撞的机会,有利于气体和夹杂物的排除,并使钢液的温度和成分均匀。
(2)真空脱气的原理:钢中气体的溶解度与金属液上该气体分压的平方根成正比,只要降低该气体的分压力,则溶解在钢液中气体的含量随着降低。
(3)LF炉脱氧和脱硫的原理:炉外精炼的任务:炉外精炼是把由炼钢炉初炼的钢水倒入钢包或专用容器内进一步精炼的一种方法,即把一步炼钢法变为二步炼钢法。
炉外精炼可以完成下列任务:(1)降低钢中的硫、氧、氢、氮和非金属夹杂物含量,改变夹杂物形态,以提高钢的纯净度,改善钢的机械性能;(2)深脱碳,在特定条件下把碳降到极低含量,满足低碳和超低碳钢的要求;(3)微调合金成分,将成分控制在很窄的范围内,并使其分布均匀,降低合金消耗,提高合金元素收得率;将钢水温度调整到浇铸所需要的范围内,减少包内钢水的温度梯度。
RH真空循环脱气法LF具有加热和搅拌功能的钢包精炼法处理过程:用钢包车将钢包送入处理位,使真空室下降或使钢包提升,以便使吸嘴浸入钢包内的钢液以下500mm。
然后启动真空泵。
由于真空室内压力下降,钢包内钢水被吸入真空室中。
由于吸嘴中的一个喷入氩气,另一个没有,钢水便开始反复循环。
这时就可采取各种处理措施,例如脱气、吹氧、化学成分及温度调整等。
处理结束时使系统破真空。
随后退出吸嘴,将钢包送至后处理位置或交接位置。
冶金效果:在短时间就可达到较低的碳(<15ppm)、氢(<1.5ppm)、氧含量(<40ppm);仅有略微的温度损失;不用采取专门的渣对策;可准确调整化学成分,Al,Si等合金收得率在90~97%。
汽车钢板以及电工钢等是RH钢生产的典型产品。
钢包底吹氩工艺开发

钢包底吹氩工艺开发摘要:钢包底吹氩工艺是一种有效的钢水处理方法,通过向钢包底部吹入氩气,使钢水中的杂质和气体充分上浮,达到净化钢水的目的。
本文主要介绍了钢包底吹氩工艺的原理、开发过程及应用效果,阐述了该工艺对提高钢水质量和连铸效率的影响。
一、钢包底吹氩工艺原理钢包底吹氩工艺的原理是在钢包底部通过特制的喷嘴向钢水中吹入氩气。
氩气在钢水中形成气泡,气泡在上升过程中会吸附钢水中的杂质,并携带杂质上浮,从而达到净化钢水的目的。
同时,氩气的搅拌作用还可以使钢水成分和温度更加均匀,提高钢水的质量。
二、钢包底吹氩工艺开发钢包底吹氩工艺的开发主要包括工艺流程设计、设备选型和控制系统优化三个环节。
首先,需要确定合适的氩气流量、压力和喷嘴结构,保证氩气能够充分搅拌钢水。
其次,需要根据钢包容量、钢水处理量和现场实际情况选择合适的设备型号和数量。
最后,需要对控制系统进行优化,确保工艺过程的稳定性和可靠性。
三、钢包底吹氩工艺应用效果钢包底吹氩工艺在多个钢铁企业得到了广泛应用,并取得了良好的应用效果。
首先,该工艺可以显著提高钢水质量,降低钢水中杂质含量,提高钢材的力学性能和耐腐蚀性能。
其次,该工艺可以显著提高连铸效率,降低铸造成本,提高钢铁企业的经济效益。
此外,该工艺还可以减少铸坯裂纹、提高铸坯质量,延长铸坯使用寿命。
四、结论钢包底吹氩工艺是一种有效的钢水处理方法,通过向钢包底部吹入氩气,可以显著提高钢水质量和连铸效率。
该工艺的开发和应用对于提高钢铁企业的产品质量和经济效益具有重要意义。
未来,还需要进一步研究和优化钢包底吹氩工艺,以推动钢铁工业的持续发展。
在铜冶金工业中,新型双侧吹熔池熔炼工艺设备的应用已经成为了一种趋势。
这种工艺设备可以提高铜金属的产量和质量,同时降低能耗和污染物排放,为铜冶金工业的可持续发展做出了巨大的贡献。
铜冶金工业是一个重要的基础工业,对于国民经济和科学技术的发展具有重要意义。
然而,传统的铜冶金工艺存在一些问题,如能耗高、污染物排放量大、产量低等。
炼钢精炼炉钢包底吹控制系统改造分析

71C omputer automation计算机自动化炼钢精炼炉钢包底吹控制系统改造分析沈江珠(酒钢集团榆中钢铁有限公司,甘肃 兰州 730104)摘 要:随着当前炼钢行业的不断发展进步,其冶炼工艺技术基于创新手段,极大的提高了冶炼产品质量和生产效率。
而钢包底吹作为冶炼工艺中的重要环节,现有炼钢精炼炉钢包底吹控制系统已经不能完全满足现代化工艺生产需求,必须要对原有控制系统进行一定的优化和改造,保障钢包底吹控制系统具有良好的实施效果,提高氩气流量控制的合理性。
因此本文从硬件配置以及PLC 编程角度出发,在原有控制系统管理基础上,对其进行优化改造,旨在更好的促进炼钢精炼炉钢包底吹控制系统满足生产工艺要求,进一步提高生产效率和效益。
关键词:炼钢精炼炉;钢包底吹;控制系统;改造中图分类号:TF769 文献标识码:A 文章编号:11-5004(2020)16-0071-2收稿日期:2020-08作者简介:沈江珠,男,生于1987年, 汉族, 甘肃临夏回族自治州人,本科,助工,研究方向:冶金工程。
钢包底吹是炼钢精炼炉在生产成品钢时,不可或缺的重要工艺手段。
其主要作用是通过搅拌和气洗钢水,以防止出现钢水氧化。
通常情况下,在开展钢包底吹工艺时,对精炼钢水质量影响最大的因素即是氩气流量的控制。
如氩气流量相对较大,则会导致穿液面发生严重的喷溅现象,从而致使钢水出现裸露氧化,致使夹杂物大量增加。
而如果吹氩气的流量较小,则会造成流量不够稳定、无法开展快速搅拌,不能完全的去除气体和夹杂物,影响炼钢过程的质量。
1 钢包底吹控制系统的原理炼钢精炼炉的钢包底吹控制系统改造的前提是了解和掌握其具体的工作原理。
一般情况下,钢包底吹控制系统是由两套氩气控制阀而组成,分别控制两组钢包底吹工艺的开展。
同时配备流量调节电磁阀,当其打开时,会产生对应的流量值。
而电磁阀的动作则是根据氩气流量工艺的实际要求而决定的,即是在HMI 设定炼钢工艺所需输出的流量值,通过计算后,能够准确得到电磁阀的动作状态,打开相应的阀而关闭其他无关阀。
钢包钢包底吹氩实验方案及对策

钢包钢包底吹氩试验案1吹氩精炼的影响因素氩气的精炼效果与吹氩量、吹氩压力、吹氩时间等因素有关。
1.1吹氩量搅拌气体进入熔池时,首先在喷嘴上形成气泡。
在气流淌能的推动下到液相中,分散成很多的小气泡而上浮,同时在高温钢水中气体被加热而膨胀,从而产生了猛烈的搅拌作用。
随着吹气量的增加,搅拌强度增大,而吹气量的增加是有一个 I 临界值的,假设吹气量超过某一临界值,吹入的气体从钢包底部向上部形成所谓的贯穿流,简洁引起钢水发生喷溅,造成钢液外表掩盖的渣卷入钢液部。
造成对钢液的污染。
另外当吹氩量偏低时,就限制了氩气的精炼作用,从而使氨气的脱氧、去气和保护钢水的作用都得不到充分发挥。
吹入气量是与吹气压力、吹气喷嘴构造等因素有关,可由试验打算。
在生产常依据不冲破钢包渣层裸鼹钢水为来确定吹气量和压力。
1.2氩气压力氩气的压力大,搅动力也大,气泡上升速度快,但压力过大时,氩气流涉及围越来越少,氩气泡与钢液的接触面减小,而且如压力过大时,气体会快速地冲出钢液,要冲破钢液上掩盖的渣层,使钢液受到大气的氧化,对精炼效果反而不利。
为此要求吹入的氩气压力不要太大,一般以能抑制钢液的静压力,刚好能在透气砖外表上形成气泡为适宜。
如钢液深,刚所需的氢气压力大,反之,所需氩气压力小。
抱负状态是使氩气流遍布全钢包,增加接触面积和延长氩气流上升的流程和时间。
1.3吹氩时间目前,普遍认为吹氩时问不宣太长,否那么钢液温度下降太多,且由于耐材受冲刷而使非金属夹杂物消灭率增加,但吹氩时间缺乏,气体及非金属夹杂物不能很好地去除,吹氩效果不明显。
所以必需依据现场实际生产状况,以及要到达的精炼效果,从而确定适宜的吹氩时间。
2试验原理物理模拟的理论根底是相像原理。
应用相像原理建立模型和进展试验时,必需保证两系统几相像、物理相像。
对于钢包底吹氩系统来说,引起体系流淌的动力主要是气泡浮力而不是湍流的粘性力,因此保证模型与原型的修正弗德准数相等,就能根本上保证它们的动力相像,依据这一,选用修正的Fr’,就可以确定模型中吹气量的围。
钢包底吹氩控制系统的优化设计

钢包底吹氩控制系统的优化设计钢包底吹氩控制系统是钢铁生产过程中的重要环节,其优化设计能够提高钢铁生产的效率和质量。
本文将从钢包底吹氩控制系统的原理、优化设计的目的和方法以及实际应用效果等方面进行探讨。
一、钢包底吹氩控制系统的原理钢包底吹氩控制系统是通过控制钢包底部喷口的氩气流量和压力来实现钢水的混合和温度控制。
钢包底吹氩控制系统的主要组成部分包括氩气供应系统、氩气流量控制系统、氩气压力控制系统和温度控制系统等。
二、优化设计的目的和方法优化设计的目的是提高钢铁生产的效率和质量。
具体方法包括以下几个方面:1.优化氩气供应系统,确保氩气的稳定供应和质量。
2.优化氩气流量控制系统,提高氩气流量的精度和稳定性。
3.优化氩气压力控制系统,确保氩气压力的稳定和可靠性。
4.优化温度控制系统,提高钢水的温度控制精度和稳定性。
三、实际应用效果钢包底吹氩控制系统的优化设计在实际应用中取得了显著的效果。
通过优化设计,钢铁生产的效率和质量得到了大幅提升。
具体表现在以下几个方面:1.钢水的温度控制精度和稳定性得到了显著提高,减少了钢铁生产中的温度偏差和浪费。
2.钢水的混合效果得到了改善,减少了钢铁生产中的不均匀性和质量问题。
3.钢铁生产的效率得到了提高,减少了生产时间和成本。
4.钢铁生产的质量得到了提高,减少了废品率和质量问题。
综上所述,钢包底吹氩控制系统的优化设计是钢铁生产中的重要环节,其优化设计能够提高钢铁生产的效率和质量。
通过优化氩气供应系统、氩气流量控制系统、氩气压力控制系统和温度控制系统等方面的设计,可以实现钢水的混合和温度控制,从而提高钢铁生产的效率和质量。
在实际应用中,钢包底吹氩控制系统的优化设计取得了显著的效果,为钢铁生产的发展做出了重要贡献。
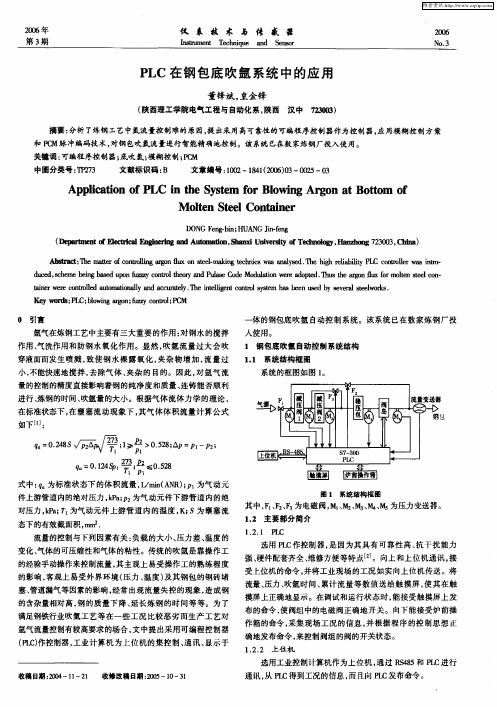
PLC在钢包底吹氩系统中的应用
A src : h t r f 0 n un b ta tT emat n n ig蝉 f xO t lm kn h i a nlsd, h ih rl bly P c o t u rw8 nr- eoc l n s - a igt nc w sa aye T e hg e a it L cni e sit u e c e s i i n e d c ,ce en ae p nf fycnrlh oya dP l eC d uo shmeb igb sdu o  ̄ i o t ter n d o ua o eMo uainw r dpe T u h IOl u o s d lt o eea o t h steR' If xfrmotns e Cn d. g l l t l O - e e
D G e gbn; AN Jnfn ON F n -i HU G i-eg
(ea a pmm  ̄0 Eetcl I e f l r a E 衄 ci
adA tmai ,h ldU iesyo T cnlg , a zog730 , hn ) n ua t a S a o v nvrt f eh ooy H n/ g 203 C ia i la
维普资讯
20 0 6矩
仪 表 技 术 与 传 感 器
I t s u mme t T c nq e ad S no n eh iu n esr
2 钢 包底 吹氩 系统 中的应 用 L
董锋斌 , 皇金锋
t nrw r o t l d atma o al da crtl. eitlgn o t l ytm a e nue ysv rls e ok . a e eec nr l uo f n l a cuaey T el e tcnr s i oe i yn h n i o s e h b e sdb e ea t l rs s ew
70t钢包底吹氩工艺优化及钢—渣界面行为研究的开题报告

70t钢包底吹氩工艺优化及钢—渣界面行为研究的开题报告本研究的主要目的是优化70t钢包底吹氩工艺,并研究钢—渣界面的行为。
本文将分为以下几个部分:一、研究背景钢包底吹氩工艺是钢铁冶金行业中常用的一种工艺,该方法用于去除钢中的氧化物和其他杂质,提高钢的质量。
70t钢包是当前钢铁冶金生产中较为常用的钢包之一,其底部吹氩的工艺参数对钢水质量有着重要的影响。
同时,钢水和渣之间的界面交互对钢水中杂质的去除也有着明显的影响。
二、研究内容本研究的主要内容包括以下两个方面:1. 优化70t钢包底吹氩工艺参数本研究将通过实验方法,探究各种底吹氩工艺参数对钢水质量的影响,例如气体流量、底吹孔数、喷嘴直径等因素。
最终,确定最佳的底吹氩工艺参数组合,以提高钢水质量。
2. 研究钢—渣界面的行为本研究将通过实验方法,研究钢水和渣之间的界面交互行为。
主要研究涉及到界面的稳定性、界面活性、界面传质等方面。
通过研究钢—渣界面的行为,深入了解钢水质量改善机理,提高钢铁冶金生产的质量和效率。
三、研究意义通过本研究,可以探讨钢铁冶金生产中常用的底吹氩工艺的优化方法,提高底吹氩工艺的效率和可靠性;同时,研究钢—渣界面的行为,可以深入了解钢水质量改善的机理,进一步提高钢铁冶金生产的质量和效率。
四、研究方法本研究将采用实验研究方法,在实验室条件下,模拟70t钢包底吹氩工艺和钢—渣界面的行为,通过比较不同工艺参数和不同温度、渣种类等因素的影响,探究底吹氩工艺优化和钢—渣界面行为的规律性。
同时,本研究将采用理论分析和计算模拟等研究方法,对实验结果进行分析和验证。
五、预期成果和进展本研究预计能够获得以下成果和进展:1. 提出优化70t钢包底吹氩工艺的方法和最佳工艺参数组合;2. 深入研究钢—渣界面的行为,探究钢水质量改善的机理;3. 对钢铁冶金生产中的底吹氩工艺优化和钢—渣交互行为有所贡献,促进钢铁冶金的可持续发展。
六、研究进度计划本研究预计的进度如下:1. 前期准备(1-2个月):收集资料、准备实验设备和实验环境、制定实验方案;2. 实验阶段(6-8个月):进行各种实验和数据采集;3. 数据分析(2-3个月):对实验结果进行统计分析和验证;4. 撰写论文(2-3个月):撰写完整的毕业论文并进行答辩。
钢包底吹氩作用
钢包底吹氩作用《钢包底吹氩作用》嘿,朋友们!想象一下,你正在一个巨大的钢铁工厂里,周围是炽热的炉火和忙碌的工人。
我呢,就是这里的一名普通工人,整天和那些钢包打交道。
咱这钢包啊,就像是个脾气有点古怪的大家伙。
要想让它乖乖听话,可少不了一些特别的手段,这其中就有钢包底吹氩这个神奇的操作。
你看啊,这钢水在钢包里就跟一群调皮的小孩子似的,有时候会闹点小脾气。
要是没有钢包底吹氩,那可就麻烦啦!这钢水里面可能会有各种各样的杂质和不均匀的地方,就好像一碗混着沙子的粥,让人头疼。
但是有了钢包底吹氩,那就不一样啦!它就像是一个神奇的魔法棒,轻轻一挥,就能让钢水变得乖乖的。
这氩气啊,从钢包底部吹进去,就像是给钢水来了一场温柔的按摩。
它能把钢水里的杂质啊、气泡啊都给赶跑,让钢水变得更加纯净、均匀。
咱就说,这就好比是在做蛋糕。
你要是不把面粉搅拌均匀,做出来的蛋糕肯定不好吃。
这钢包底吹氩就像是那个搅拌器,把钢水搅拌得妥妥当当的。
而且啊,这钢包底吹氩还能调节钢水的温度呢!有时候钢水太热了,它能帮忙降降温;有时候钢水太冷了,它又能给加加热。
嘿,你说神奇不神奇?我记得有一次,我们正在处理一批钢水,结果发现钢水的质量不太好。
大家都急得团团转,不知道该怎么办才好。
这时候,我们的老师傅就说:“快,试试钢包底吹氩!”于是,我们赶紧启动了设备,看着氩气呼呼地往钢包里吹。
嘿,你还别说,没过多久,那钢水就变得不一样了,质量明显提高了不少。
大家都松了一口气,纷纷对钢包底吹氩竖起了大拇指。
这钢包底吹氩的作用可不仅仅是这些哦!它还能让钢水的流动性更好,就像是给钢水加了润滑油一样,让它在后续的加工过程中更加顺畅。
你说,要是没有这钢包底吹氩,我们的钢铁生产该怎么办呢?它就像是我们钢铁工人的得力助手,默默地为我们的工作贡献着力量。
所以啊,朋友们,可别小看了这钢包底吹氩。
它虽然看起来不起眼,但在钢铁生产中却起着至关重要的作用。
它让我们的钢铁更加优质,让我们的工作更加顺利。
吹氩技术在钢水炉外精炼中的作用
( 1) 以钢包吹氩为核心, 加上与喂线、喷粉、化 学加热、合金成分微调等一种或多种技术相复合组 成的钢水精炼站, 多用于转炉与连铸生产。
( 2) 以真空处理装置为核心, 与上述技术中之 一种或多种技术复合组成的钢水精炼站, 也主要用 于转炉与连铸生产。
2.1 钢包吹氩精炼 钢包吹氩精炼工艺可以说是最早的钢水炉外精
炼工艺, 也是使用最普遍和成本最低且最具生命力的 一项技术。钢包吹氩精炼最初由专门的吹氩站进行, 采用瓶装氩气和专用顶枪进行钢水吹氩搅拌, 广泛应 用于转炉、电炉、平炉等初炼炉的钢水炉外精炼, 基本 能达到均匀钢水成分和温度、去除夹杂物的目的。
山西冶金 SHANXI METALLURGY
吹氩技术在钢水炉外精炼中的作用
Total 108 No.4, 2007
李道明
( 山西太钢不锈钢股份有限公司, 山西 太原 030003)
摘 要: 就吹氩技术在不同的钢水炉外精炼工艺生产中的应用进行了论述, 不同的钢水炉外精炼方法吹氩的作
用和目的也不同。
关键词: 炉外精炼 钢水 吹氩
中强度搅拌方式: 要求钢水能产生较大的运动, 钢水表面有一定的翻腾即可。此搅拌方式主要用于 吹氧脱碳的前期。
弱搅拌方式: 要求钢水有微弱的搅动即可, 此方 式主要用于精炼结束前的吹氩搅拌, 主要作用是进 一步促进夹杂物上浮, 净化钢水。 2.4 CAS( OB) 精炼的钢水吹氩
CAS 是 一 种 近 年 发 展 很 快 的 钢 包 炉 外 精 炼 方 法 。1975 年 首 先 由 日 本 新 日 铁 八 幡 厂 推 出 。 进 行 CAS 处理时, 首先用氩气喷吹, 在钢水表面形成一个 无渣区域, 然后将隔离罩插入钢水, 罩住该无渣区, 使加入的合金与炉渣隔离, 直接进入钢水中, 在隔离 罩内增设氧枪吹氧, 就是 CAS- OB 法。
转炉钢包自动吹氩模型开发与应用

涟钢科技与管理 2018年第1期·43·转炉钢包自动吹氩模型开发与应用谭大进1 冯力力2(1.涟钢210转炉厂;2.涟钢检修中心)摘 要 针对转炉工序钢包吹氩不规范和直上钢种难以精确控制钢水软吹问题,通过将出钢过程详细分解、每个分解步骤标识钢包吹氩时间与流量,在转炉钢包吹氩一级机对整个操作进行编程,成功开发钢包自动吹氩模型。
应用结果表明,钢包自动吹氩系统使转炉钢包吹氩更加规范、直上钢种软吹控制稳定和降低了工人劳动强度,解决了由于吹氩控制不当引起钢水倒包、合金未熔化和连铸塞棒上涨等问题。
关键词 钢包 自动吹氩 模型为促进转炉合金化过程合金的熔化,钢包需要吹氩,钢包吹氩的主要方式为底吹氩和顶吹氩,在国内基本都为钢包底吹氩。
涟钢210转炉厂转炉工序钢包底吹氩存在以下问题:①钢包底吹氩控制方式为人工操作,有时操作工忘记在出钢前打开氩气阀,在钢水已出一部分后才打开,在出钢温度低和钢包透气砖透气性不完全通畅的条件下,致钢包吹氩不起或较小,合金无法熔化,甚至引起在精炼工序倒包;②操作班组为了氩站温度指标,在出钢过程只在加合金时吹氩,合金搅拌时间较短,合金没有完全熔化,导致氩站成分不具代表性,没有对LF 操作起指导作用,影响LF 的处理时间;③直上钢种要求出完钢加完铝合金后必须软吹一定时间,由于软吹流量较小,钢包氩气流量为人工手动控制阀门调整,难以精确控制,软吹流量控制不稳定,影响钢水夹杂物的上浮。
为解决如上问题和降低工人劳动强度,决定自行开发转炉钢包自动吹氩模型。
1 钢包底吹氩系统设计图210转炉厂转炉区域钢包底吹总管设有1个总调节阀,每个支管单独设置1个切断阀和调节阀,另外在炉后设置有一个手动开关的旁通阀,具体见图1。
图1 210转炉厂转炉区域钢包底吹氩设计图2 钢包自动吹氩流量与时间控制策略2.1 钢包吹氩流量控制策略a. 倾动转炉到开始出钢信号位置后开始中等流量吹氩,其目的为:一是进行出钢前钢包吹扫;二是对转炉碳粉预脱氧进行有效搅拌。
优化炼钢工艺确保高效连铸的钢水质量
管理及其他M anagement and other优化炼钢工艺确保高效连铸的钢水质量安振亮摘要:优质稳定的钢水是高效连续生产顺利展开的基础,在实际生产中,由于冶炼中期温度波动幅度大,钢水流动性差等因素影响,连铸漏钢、堵流停浇等事故频繁出现,导致生产质量和效率受到影响。
因此,提高钢水质量迫在眉睫。
鉴于此,基于高效连铸钢水质量要求,在掌握炼钢工艺优化需要遵循的原则的基础上,从不同角度出发,深入探索优化炼钢工艺确保高效连铸钢水质量的对策,包括严格控制转炉精料入炉、积极应用先进技术、控制钢水成分等。
关键词:炼钢工艺;高效连铸;钢水质量钢铁工业作为国民经济的支柱产业,对国家发展意义重大。
炼钢工艺作为钢铁生产的重要环节,对钢材质量和生产效率有直接影响。
优化炼钢工艺,有助于高效连铸目标的实现。
通过合理调整转炉出钢温度、应用先进技术、严格控制钢水成分等,可以解决钢水质量不佳问题。
对此,为保证高效连铸生产能顺利推进,需要加强对炼钢工艺的优化,不断对工艺创新与完善。
1 优化炼钢工艺实现高效连铸钢水质量的要求第一,对连铸钢水的成分合格率全面提高,达到成分命中率最佳状态。
第二,加强对钢水流动性的改善,保证钢水的纯净度能整体提高,让钢水夹杂物总量减少。
第三,减少过程的系统温降,降低出钢、钢包、中包浇注温度,确保大包温度命中率能达到最佳。
第四,促进炼钢操作水平的提高,将转炉的冶炼周期缩短,促进系统生产效率、均衡性的提高。
通过对炼钢工艺优化过程的严格要求,全面提高钢水质量,可以为高效连铸生产的顺利推进打下良好基础。
同时,加强对炼钢工艺的优化,也能让炼钢经济技术指标提升,有助于生产成本的降低。
2 优化炼钢工艺过程中需要遵循的原则(1)环保性。
采取先进的技术和设备,减少废气、废水及固体废物的排放。
安装高效地过滤系统和废气处理设备,有效净化废气,在炼钢过程中减小对环境的影响。
同时合理管理和处理废水、固体废弃物,符合国家相关规定与标准。
吹氩站多功能精炼技术开发

种重 要 的经 济 的 炉外 精炼 手段 之 一 _。它 具 】 ]
有 去 除钢 水 中气 体 ,促 进夹 杂 物 上 浮 、调 整 钢 水 温 度 ,均 匀 钢 水 成 分 、调 节 钢水 节奏 等 多功
能 。 随着 新 吹 氩 站 的 改造 完 工 和新 铸 机 的投 入
运 行 ,开 发 吹 氩 站 的 多功 能 精 炼技 术 的 应 用 非 பைடு நூலகம்
维普资讯
18 5
柳
钢 科
技
20 年泛珠三角l省( 07 l 区)
炼 钢 连 铸 学 会 论 文 专 辑
吹氩 站 多功 能精 炼技 术 开发
殷 享兵 黄成红
( 武汉 钢铁 股份有 限 公司第 二炼钢 厂 )
摘 要 二 炼钢 厂 吹氩站 改造 后 ,钢 水 吹氩 精炼 更加 能 够满 足实 际 生产需 要 。经 过 1年多 的开 发 ,吹氩站具 有 以下多种 功能 :钢包 C S吹氩 、微调 钢水 中 【i 【 ] [i、 【 b、微 调钢水 温 A S] Mn、 T] N l 、 度 、喂铝线 微 调 [ l 、喂碳线 微调 【] As ] C 、出钢 前 试气 提 高钢 包底 吹氩 成 功率 ,节 约 了生产 成本缩 减
mig cmp sin f 【i 【 ], 【i 【 b n o oio so S], Mn T], N ],t m n e eaue dge ,tmm n o p s t i r mig t mp rt ere r ig e m oi r i — t n 【 l tru h fe igAl iu i ,t m n o p s i 【] tru h fe ig C ro i , i o A s ho g edn u n m w r r mi cm io C h o g e dn ab n w r ] m e i g o tn e
钢包底吹氩透气砖_刘少芹

轻烧白云石后烧结料湿容量变小, 烧结的适宜水分变小的缘故。
白云石取代轻烧白云石后石 灰石配比对烧结矿的冶金性能指 标的影响
企业论坛
炼钢装备
钢包底吹氩透气砖
Purging Plug of Argon Blowing under Ladle
供稿| 刘少芹1,刘曙光1,王韶华2 / LIU Shao-qin1, LIU Shu-guang1,WANG Shao-hua2
内容导读
文章根据狭缝式透气砖的工作原理和使用环境,从钢水出钢温度、回浇余时间、透气砖及周围 散料的材质、砖型是否合理、气源压力是否稳定、透气管路是否正常等几个方面入手,详细分析了 影响钢包底吹氩效果的各种原因,并结合现场的实际情况提出了改进措施。改进措施的实施确保了 透气砖的使用寿命,保证了钢包透气率,满足了正常生产要求。
管路上安装逆止阀,杜绝负压吸入钢水 钢包在投入使用前,在透气砖尾管上安装逆止 阀,以保证金属软管的快速接头被拔下后,管路不 会形成负压将钢液吸入狭缝通道内。 加快钢包热周转 钢 水 浇 注 完 毕 后 及 时 回 掉 浇 余, 尽 量 不 压 包, 红包周转时间越短越好,使钢包受急冷急热作用产 生热应力的影响因素降到最低。 加强维护,减少氩气管道漏气 针对出钢时钢渣烧坏底吹氩管和接头的情况, 除规范出钢操作,定期更换钢包吹氩管道以及包体 上的快速接头外,还在管道上方焊接了雨搭,雨搭 能在一定程度上保护吹氩管道不被飞溅的钢渣损坏, 并且定期吹扫吹氩管道防止吹氩管道堵塞。 安装氩气流量计 针对透气量和吹气压力不稳定的影响,在炉后 平台上安装氩气流量计,便于时刻观察吹氩流量, 发现氩气流量不能满足工艺要求时,应及时联系相 关部门处理。 减少钢包温降 对直烧式烤包器进行蓄热式改造,保证钢包的 烘烤效果 ;另一方面完善个钢包烘烤 ( 下转第 48 页 )
钢包底吹氩控制系统的完善与改进

上采用 的是单路调节阀控制, 到钢包处分成两路支 管分别控制钢包两块透气砖的方式, 由于两块 透气 砖的透气状况不同, 经常出现氩气流量分配不均的 现象 , 无法达到钢水的强、 弱搅拌要求。
技术探讨 l T E C H NI C AL E X P L OR A T I O N
C H I N A I N S T R U M E N T A T I O N中阅 恹凭 低表
2 0 1 3 年
Th e Sy s t em Re c on s t r u c t i on f or Bl o wi n g Ar go n a t Bo t t om
T E C H N I C A L E X P L O R A T I O N J 技 术探 讨
图1 中, F C1 -F C6 为 电磁 阀 ; P1 一P 4 为压 力 变
波动, 使 得一 体化 质 量 流 量 计 能 够有 一个 相 对 稳定 的进 气压 力 。 2 . 2 . 4自力 式减 压 阀F V
为此, 我 们 根 据 实 际情 况 , 利用原 有 的P LC  ̄ H
上位 机 监 控 系统 对 钢包 底 吹 氩 控 制系 统 进 行 了 改
f l u x f o r mo l t e n s t e e l c o n t a i n e r we r e c o n t r o l l e d
2 . 2 . 6压力变 送 器P l —P 4 主 要 为P L C 提 供压 力 数值 ,
图 1钢 包 底 吹 氩 系 统 结 构 框 图
120 t精炼炉钢包底吹氩系统改造

天津 冶金 集 团轧三 友 发 钢铁 有 限公 司炼 钢 一
期 工程 于 2 0 1 2年 1 2月建成 , 并 一次 热负 荷试 车成
功。 主 体设备 是 2座 1 2 0 t 转炉 、 2座 1 2 0 t L F精炼 炉 和 2台六机 六流 方 圆坯 连铸 机 。 其 主要 工 艺流程
钢水纯净度 、 均匀成分和温度。其 中钢包底吹氩气
是完 成 以上 功能 的必 要手 段 , 如果 底吹 系统 发生故 障, 将 造成精 炼 炉无法 生产 。
‘ o 2 底吹氩 系统的工作原理及设 备概述
汽包 、 流量计 、 控制 阀台、 中间管路 、 车体软管及快
速 接头 等部件 组成 。在 实 际生产 过 程 中 , 经 常会 出 现 钢 包 到精 炼位 接 通 吹氩 管 后 氩 气无 法 从 底 吹氩 机构流出 , 造成 精 炼无 法 冶炼 , 不得 不 对 钢 水进 行
折 包处 理造成 精 炼工序 中断 ,不 仅 影 响生产 节奏 ,
J / A Hu a r t — me i
( Z h a s a n y o u f a I r o n a n d S t e e l C o m p a n y L i m i t e d , T i a n j i n M e t a l l u r g y G r o u p , T i a n j i n 3 0 1 6 0 6 , C h i n a )
1 引言
杂物 的上浮 去 除 ; 上 浮 的氩气 泡能 够 吸收钢 中的气 体, 促 进 氢 和氮 的排 出, 由此 可 见底 吹氩 在 精 炼 过 程 中的重要 性 。本厂采 用全 程吹 氩精炼 技术 。 钢 包 底 吹氩 系统 设 备 主要 由钢 包本 体 底 吹 氩 系统 、 转炉 受钢 位底 吹氩 系统 和精 炼位 的底 吹氩 系
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2009年 6月
宽厚板
W IDE AND HEAVY PLATE
Vol. 15. No. 3 June 2009
钢包底吹氩系统在炼钢中的应用
李素梅 刘玉敏 李艳英
(安阳钢铁股份有限公司 )
摘 要 简述了安钢第二炼轧厂钢包吹氩系统的使用情况 ,针对吹氩不正常的原因进行分析 ,制定相应的 措施 。
关键词 钢包 底吹氩系统 分析 措施
Applica tion of Ladle Bottom Argon Blow ing System in Steelmak ing
L i Sumei, L iu Yum in and L i Yanying
(Anyang Iron and Steel Co. L td)
化学成分 / %
A l2O3 + MgO + Cr2O3
体积密度 / ( g·cm - 1 ) 1 500 ℃ ×3 h
显气孔率 / %
1 500 ℃ ×3 h
常温耐压强度 /MPa 1 500 ℃ ×3 h
常温抗折强度 /MPa 1 500 ℃ ×3 h
荷重软化温度 / ℃
0. 2 MPa, 0. 6%
涂抹透气砖专用火泥 。透气砖的主要理化指标见
表 2,透气座砖的主要理化指标见表 3。
表 2 透气砖的主要理化指标
项目
条件
化学成分 / %
A l2O3 + MgO + Cr2O3
体积密度 / ( g·cm - 3 ) 1 500 ℃ ×3 h
显气孔率 / %
1 500 ℃ ×3 h
常温耐压强度 /MPa 1 500 ℃ ×3 h
在砌筑包底前 ,先将透气砖的位置清理好 ,打 好固定栓 ,再将座砖吊装至该部位装好 ,然后砌筑 包底 ,最后在座砖周围用自流料 (捣打料 ) 打实 , 待整个钢包砌筑完毕后 ,再安装透气砖 。
安装透气砖时 ,先将座砖内孔清理光滑 ,透气 砖外部均匀涂抹透气砖专用火泥 ,再从底部将透 气砖由下至上迅速装入座砖中 。此时 ,一定要使 透气砖与座砖之间的缝隙用火泥填密实 ,使透气 砖底面与座砖底面平齐 ,并立刻拧紧钢包底部透 气砖锁紧机构 ,接好进气管 。
透气砖后 ,一定要把座砖中的残余灰浆杂物清除 干净 ,以保证新的透气砖顺利安装 。
5 透气砖的维护
每次浇铸完毕后都必须及时对吹氩装置进行 检查 ,以准备下一阶段的使用 。在倒渣完毕后 ,立 刻用氩气 (或氮气 )进行面局部变黑 , 如有上述现象 ,说明透气砖气道不堵塞 ,不必对透 气砖表面进行清扫 ,否则应立即用吹氧管清扫透 气砖表面 ,直到能观察到上述现象 ,在清扫时反吹 不能停止 ,而且 ,一定注意正面保持 3 ~5 mm ,以 免透气砖过度损坏而影响寿命 。
常温抗折强度 /MPa 1 500 ℃ ×3 h
荷重软化温度 / ℃
0. 2 MPa, 0. 6%
流量 / (L ·m in - 1 )
0. 2~1. 2 MPa
指标
≥ 94 ≥3. 05 ≤19 ≥80 ≥14 ≥1 680 30 ~ 900
表 3 透气座砖的理化指标
项目
条件
2 透气砖的主要理化指标
透气砖的平均寿命为 18~22次 ,狭缝式透气 砖依靠锥体砖与不锈钢外壳之间的缝隙透气 ,锥 体为铬刚玉质 ,座砖为镁碳质 ,锥体与座砖间均匀
·18·
表 1 吹氩工艺参数
项目 吹氩压力 /MPa 吹氩时间 /m in 吹氩量 / (m3 · m in - 1 )
数值 ≤1. 8 ≤1 500 1. 2~3. 2
流量 / (L ·m in - 1 )
0. 2~1. 2 MPa
指标
≥ 92 ≥3. 0 ≤20 ≥70 ≥12 ≥1 685 30 ~ 900
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
钢水浇完后及时倒渣 ,认真清理钢包底部透 气砖处的残钢 、残渣 。认真检查钢包底吹氩系统 , 发现问题及时处理 。通知相关部门调整氩气压 力 ,并使用事故氩枪搅拌 。认真烘烤钢包 ,做到红 包出钢 ,出钢过程中全程吹氩 。
7 结语
为了更好地保证钢包底吹氩的效果 ,减轻人 工更换透气砖的劳动强度 ,应提高原材料的质量 , 保证装配质量 ,做好对透气砖的维护工作 ,以确保 生产的顺行和稳定 。
使用过程中要有专人观察各环节 ,若发现透 气砖异常 、损毁严重 、漏气等情况 ,即使没达到规 定的使用寿命也必须立即停止使用 ,更换新砖 。
6 钢包底吹系统不透气的原因及措施
6. 1 钢包底吹氩系统不透气的主要原因 钢包准备时清理钢包底部透气砖周围的残钢
残渣不彻底 ,透气砖堵塞 。钢包底吹系统管线或 钢包车上管线漏气 。A r气压力低 , 钢水静压力 大 。钢包烘烤不好 ,出钢时包底结冷钢 。 6. 2 对应的解决措施
Abstract This paper briefly introduces the performance of the ladle argon blow ing system in No. 2 Steelmaking and Rolling Plant , analyzes the causes of argon blow ing p roblem and works out relevant measures.
李素梅 ,女 , 1994年毕业于武汉科技大学耐火材料专业 ,
高级工程师 。
收稿日期 : 2009 - 03 - 11
·19·
© 1994-2010 China Academic Journal Electronic Publishing House. All rights reserved.
1 工艺路线及工艺条件
安钢第二炼轧厂的工艺路线为 : 1 300 t混铁 炉 →150 t转炉 (3座 ) →150 t LF炉 (3座 ) - 150 t VD 炉 →宽板坯连铸机 (3台 ) 。
其设计为两点吹氩 ,一块砖在喂线导管和加 料溜管的下面 ,另一块在人工观察门的下面 ,都是 为了更好地使加入的物料能充分被钢水吸收并尽 快均匀分布到钢水中去 。底吹氩采用内装式狭缝 透气砖 ,工作条件如表 1。
第 3期
李素梅等 :钢包底吹氩系统在炼钢中的应用
3 透气砖的安装
透气砖是钢包的重要部位 ,操作工安装时必 须严格按工艺要求操作 ,以防发生恶性事故 。
透气砖安装前应提前将刚玉泥料拌好 ,加盖 保存待用 。检查透气砖 ,透气塞外壳应平整 ,高度 小于 2 mm ,焊缝光洁无砂眼 ,通气连接部位螺纹 无损坏 。预装透气砖 ,将没有涂泥的透气塞放入 座砖孔内 ,检查透气砖是否与座砖孔四周吻合 。 透气塞四周均匀涂上刚玉泥料 ,插入座砖孔内时 , 必须保持水平 ,防止透气塞插入座砖孔内时碰掉 刚玉料 。透气塞插入座砖孔内后 ,轻轻敲击透气 塞尾部操作棒 ,使透气塞与座砖四周吻合致密 ,透 气塞垫片必须贴紧透气塞 ,锁紧机构啮合部位必 须大于 1 /2。中途调换透气砖 ,必须检查座砖情 况 ,如座砖发生纵向裂纹或残砖小于 200 mm ,则 应更换 。透气砖调换时必须将座砖内残余泥料铲 清 ,透气砖安装完毕 ,露出部分用浇注料补好 ,烘 烤后方可使用 。
在透气砖的安装过程中 ,一定要保护好进气 管的保护帽 ,不要使其脱落 ,以防泥料等杂物进入 进气管而堵塞气道 。
4 透气砖的更换
透气砖经长时间或重复使用后 ,即处于半损 坏状态 ,必须定时更换 ,透气砖寿命一般 ≤30 次 或吹氩时间 ≤1 500 m in。
在更换透气砖之前 ,必须用氧枪仔细地把透 气砖工作面上的残钢及残渣清除干净 ,将损坏的 透气砖从座砖中打出 ,注意防止损坏座砖 ,在取出
Keywords Ladle, Bottom argon blow ing system , Analysis,M easures
0 前言
钢包底吹氩是钢包精炼的重要手段之一 ,其 目的在于通过底吹氩的搅拌作用 ,使钢液成分 、温 度均匀 ,通过气体的翻腾使钢中的夹杂物和气体 上浮 ,从而使钢液的纯净度提高 。由于在钢包底 部吹氩处理的比例较高 ,因此对作为重要功能性 耐火材料之一的透气砖提出了较高的要求 :一是 透气量应适宜 ,开吹不堵塞 ,二是要求使用寿命与 钢包底同步 。