pcb飞针测试
飞针检测
飞针检测部分是对进厂的电路板进行检测什么是飞针测试:飞针测试——就是利用4支探针对线路板进行高压绝缘和低阻值导通测试(测试线路的开路和短路)而不需要做测试治具,非常适合测试小批量样板。
目前针床测试机测试架制作费用少则上千元,多则数万元,且制作工艺复杂,须占用钻孔机,调试工序较为复杂。
而飞针测试利用四支针的移动来量度PCB的网络,灵活性大大增加,测试不同PCB板无须更换夹具,直接装P CB板运行测试程序即可。
测试极为方便。
节约了测试成本,减去了制作测试架的时间,提高了出货的效率。
“飞针”测试是测试的一些主要问题的最新解决办法。
名称的出处是基于设备的功能性,表示其灵活性。
飞针测试的出现已经改变了低产量与快速转换(quick-t urn)装配产品的测试方法。
以前需要几周时间开发的测试现在几个小时就可以了。
对于处在严重的时间到市场(t ime-to-market)压力之下的电子制造服务(EMS, Elect ronic Manuf acturing Serv ices)提供商,这种后端能力大大地补偿了时间节省的前端技术与工艺,诸如连续流动制造和刚好准时的(just-in-tim e)物流。
快速转换生产的不利之事是,PC B可以在各种环境下快速装配,取决于互连技术与板的密度。
顾客经常愿意对这种表现额外多付出一点。
可是,当PCB已经装配但不能在可接受的时间框架内测试,他们不愿意付出拖延的价格。
不可接受的测试时间框架延误最终发货有两个理由。
一个理由是缺乏灵活的硬件;第二个是在给定产品上所花的测试开发时间。
许多原设备制造商(OEM)在做传统上一样快并没有价格惩罚的电路板时,不愿意承担快速转换(f ast-turn)装配的费用。
具有快速转换服务的EMS,但是不能在OEM的时间框架内出货的,一定要寻找一个解决方案。
什么是飞针测试?飞针测试机是一个在制造环境测试PCB的系统。
不是使用在传统的在线测试机上所有的传统针床(bed-of-nails)界面,飞针测试使用四到八个独立控制的探针,移动到测试中的元件。
飞针测试原理

飞针测试原理
飞针测试是一种常用的电子元件测试方法,它通过使用一根细小的针来测试电路板上的连通性和电气特性。
飞针测试原理是基于电子元件之间的电气连接关系,通过对电路板上的各个节点进行测试,来验证电路板的正常工作状态。
在实际应用中,飞针测试广泛应用于电子产品的生产过程中,以保证产品质量和稳定性。
飞针测试的原理主要包括以下几个方面:
首先,飞针测试通过使用一组细小的金属针来与电路板上的各个节点进行接触,从而实现对电路板的测试。
这些针头通常由弹簧材料制成,具有较好的弹性和导电性能,能够确保与电路板上的各个节点良好接触。
其次,飞针测试原理基于电路板上的连通性和电气特性,通过对电路板上的各个节点进行测试,来验证电路板的正常工作状态。
在测试过程中,飞针测试仪将针头按照预定的顺序接触到电路板上的各个测试点,通过测量电阻、电压、电流等参数来判断电路板的工作状态。
另外,飞针测试原理还包括对电路板上的短路、断路等异常情
况的检测。
通过对电路板上的各个节点进行测试,可以及时发现电
路板上可能存在的短路、断路等异常情况,从而及时进行修复和调整,保证电路板的正常工作。
此外,飞针测试原理还包括对电路板上的元件参数进行测试。
通过对电路板上各个元件的参数进行测试,可以验证元件的性能和
质量,从而保证电路板的稳定性和可靠性。
总的来说,飞针测试原理是基于对电路板上各个节点的连通性、电气特性和元件参数进行测试,以验证电路板的正常工作状态和质
量稳定性。
飞针测试作为一种高效、精准的电子元件测试方法,在
电子产品的生产过程中具有重要的应用价值,能够有效保证产品质
量和稳定性。
PCB飞针测试
PCB飞针测试什么是飞针测试?飞针测试是一个检查PCB电性功能的方法(开短路测试)之一。
飞测试机是一个在制造环境测试PCB的系统。
不是使用在传统的在线测试机上所有的传统针床(bed-of-nails)界面,飞针测试使用四到八个独立控制的探针,移动到测试中的元件。
在测单元(UUT,unitundertest)通过皮带或者其它UUT传送系统输送到测试机内。
然后固定,测试机的探针接触测试焊盘(testpad)和通路孔(via)从而测试在测单元(UUT)的单个元件。
测试探针通过多路传输(multiplexing)系统连接到驱动器(信号发生器、电源供应等)和传感器(数字万用表、频率计数器等)来测试UUT上的元件。
当一个元件正在测试的时候,UUT 上的其它元件通过探针器在电气上屏蔽以防止读数干扰。
飞针测试程式的制作的步骤:方法一第一:导入图层文件,检查,排列,对位等,再把两个外层线路改名字为fronrear.内层改名字为ily02,ily03,ily04neg(若为负片),rear,rearmneg。
第二:增加三层,分别把两个阻焊层和钻孔层复制到增加的三层,并且改名字为fronmneg,rearmneg,mehole.有盲埋孔的可以命名为met01-02.,met02-05,met05-06等。
第三:把复制过去的fronmneg,rearmneg两层改变D码为8mil的round。
我们把fronmneg叫前层测试点,把rearmneg叫背面测试点。
第四:删除NPTH孔,对照线路找出via孔,定义不测孔。
第五:把fron,mehole作为参考层,fronmneg层改为on,进行检查看看测试点是否都在前层线路的开窗处。
大于100mil的孔中的测试点要移动到焊环上测试。
太密的BGA处的测试点要进行错位。
可以适当的删除一些多余的中间测试点。
背面层操作一样。
第六:把整理好的测试点fronmneg拷贝到fron层,把rearmneg拷贝到rear 层。
飞针测试原理

飞针测试原理
飞针测试是一种常见的电子元件测试方法,它通过利用飞针接触被测电路,来检测电路的连接性和工作状态。
飞针测试原理主要基于电气接触和信号传输的基本原理,下面将详细介绍飞针测试的原理和工作过程。
首先,飞针测试原理基于电气接触原理。
在飞针测试中,测试仪通过控制飞针的运动,使其与被测电路的测试点实现电气接触。
当飞针与测试点接触时,通过电流的传输来检测电路的连接性和工作状态。
这种电气接触原理保证了飞针测试的准确性和可靠性。
其次,飞针测试原理基于信号传输原理。
在飞针测试中,飞针通过与被测电路的测试点接触,实现了信号的传输。
测试仪可以通过飞针与测试点的接触情况,来检测信号的传输是否正常,从而判断电路的工作状态。
这种信号传输原理保证了飞针测试的高效性和实时性。
飞针测试的工作过程可以简单描述为,首先,测试仪控制飞针的运动,使其与被测电路的测试点实现电气接触;然后,测试仪通过飞针与测试点的接触情况,来检测电路的连接性和工作状态;最
后,测试仪根据检测结果,判断电路的工作状态是否正常,并输出测试报告。
总之,飞针测试原理基于电气接触和信号传输的基本原理,通过控制飞针的运动,实现与被测电路的测试点的电气接触,从而检测电路的连接性和工作状态。
飞针测试具有准确性、可靠性、高效性和实时性的特点,是一种常见的电子元件测试方法,被广泛应用于电子制造和电路维修领域。
飞针四线判定标准
飞针四线判定标准
飞针测试(Flying Probe Test)是一种电子测试方法,用于检测印刷电路板(PCB)上的开路、短路等缺陷。
飞针测试机通过多根探针(即“飞针”)与PCB上的测试点接触,进行电性能测试。
其中,“四线判定标准”是飞针测试中的一种重要判定依据。
在飞针测试中,“四线”指的是两对独立的测试线路,每对线路包括一根电压线(或称为激励线)和一根电流线(或称为感应线)。
这种四线配置可以消除测试引线和接触电阻对测试结果的影响,从而提高测试精度和可靠性。
具体的四线判定标准可能因不同的测试设备和测试需求而有所差异,但通常包括以下几个方面:
1. 开路判定:当测试点之间的电阻值超过设定的上限值时,判定为开路。
这通常意味着电路板上存在断裂或未连接的导线。
2. 短路判定:当测试点之间的电阻值低于设定的下限值时,判定为短路。
这通常意味着电路板上存在不应相连的导线或元器件。
3. 绝缘判定:检测测试点与其他相邻点之间的绝缘性能,以确保电路板上不同电路之间的隔离性能良好。
4. 元器件判定:通过测试元器件的引脚电阻、电容、电感等参数,判断元器件是否正常工作。
需要注意的是,飞针测试是一种功能性测试方法,主要用于检测电路板的基本电性能。
对于更复杂的电路板和系统级产品,可能需要结合其他测试方法(如边界扫描测试、自动光学检查等)来确保产品的质量和可靠性。
飞针测试原理(1)
飞针测试原理飞针测试的开路测试原理和针床的测试原理是相同的,通过两根探针同时接触网络的端点进行通电,所获得的电阻与设定的开路电阻比较,从而判断开路与否。
但短路测试原理与针床的测试原理是不同的。
由于测试探针有限(通常为4∽32根探针),同时接触板面的点数非常小(相应4∽32点),若采用电阻测量法,测量所有网络间的电阻值,那么对具有N个网络的PCB而言,就要进行N²/2次测试,加上探针移动速度有限,一般为10点/秒到50点/秒,不同的测试方法有:充/放电时间(Charge/discharge rise time)法、电感测量(Field measurement)法、电容测量(Capacitance measurement)法、相位差(Phase difference)和相邻网(Adjacency)法、自适应测试(Adaptive measuring)法等等。
1.1充/放电时间法每个网络的充/放电时间(也称网络值,net value)是一定的。
如果有网络值相等,它们之间有可能短路,仅需在网络值相等的网络测量短路即可。
它的测试步骤是,首件板:全开路测试→全短路测试→网络值学习;第二块以后板:全开路测试→网络值测试,在怀疑有短路的地方再用电阻法测试。
这种测试方法的优点是测试结果准确,可靠性高;缺点是首件板测试时间长,返测次数多,测试效率不高。
最有代表性的是MANIA公司的SPEEDY机。
1.2电感测量法电感测量法的原理是以一个或几个大的网络(一般为地网)作为天线,在其上施加信号,其他的网络会感应到一定的电感。
测试机对每个网络进行电感测量,比较各网络电感值,若网络电感值相同,有可能短路,再进行短路测试。
这种测试方法只适用于有地电层的板的测试,若对双面板(无地网)测试可靠性不高;在有多个大规模网络时,由于有一个以上的探针用于施加信号,而提供测试的探针减少,测试效率底,优点是测试可靠性较高,返测次数低。
飞针测试原理

飞针测试机原理三句离不开本行,今天给大家介绍下各种测试机的测试原理,我们公司代理的是日本的MICROCRAFT公司生产的EMMA飞针测试机,就是正常检测一块PCB板的开,短路情况.飞针测试的开路测试原理和针床的测试原理是相同的,通过两根探针同时接触网络的端点进行通电,所获得的电阻与设定的开路电阻比较,从而判断开路与否。
但短路测试原理与针床的测试原理是不同的。
由于测试探针有限(通常为4∽32根探针),同时接触板面的点数非常小(相应4∽32点),若采用电阻测量法,测量所有网络间的电阻值,那么对具有N个网络的PCB而言,就要进行N2/2次测试,加上探针移动速度有限,一般为10点/秒到50点/秒,不同的测试方法有:充/放电时间(Charge/discharge rise time)法、电感测量(Field measurement)法、电容测量(Capacitance measurement)法、相位差(Phase difference)和相邻网(Adjacency)法、自适应测试(Adaptive measuring)法等等。
1.1充/放电时间法每个网络的充/放电时间(也称网络值,net value)是一定的。
如果有网络值相等,它们之间有可能短路,仅需在网络值相等的网络测量短路即可。
它的测试步骤是,首件板:全开路测试→全短路测试→网络值学习;第二块以后板:全开路测试→网络值测试,在怀疑有短路的地方再用电阻法测试。
这种测试方法的优点是测试结果准确,可靠性高;缺点是首件板测试时间长,返测次数多,测试效率不高。
最有代表性的是MANIA公司的SPEEDY机。
1.2电感测量法电感测量法的原理是以一个或几个大的网络(一般为地网)作为天线,在其上施加信号,其他的网络会感应到一定的电感。
测试机对每个网络进行电感测量,比较各网络电感值,若网络电感值相同,有可能短路,再进行短路测试。
这种测试方法只适用于有地电层的板的测试,若对双面板(无地网)测试可靠性不高;在有多个大规模网络时,由于有一个以上的探针用于施加信号,而提供测试的探针减少,测试效率底,优点是测试可靠性较高,返测次数低。
飞针测试原理

飞针测试原理飞针测试是一种常见的电子产品测试方法,通过在电路板上使用飞针测试仪来测试电路板上的连接和电路功能。
飞针测试原理是利用飞针测试仪上的一组针状探测器,通过与电路板上的测试点接触,来检测电路板上的连通性和功能性。
在本文中,我们将详细介绍飞针测试的原理及其应用。
飞针测试原理的核心是通过飞针测试仪上的探测器与电路板上的测试点接触,来检测电路板上的连通性和功能性。
飞针测试仪上的探测器通常由一组针状探头组成,这些探头可以与电路板上的测试点进行精确的接触。
在测试过程中,飞针测试仪会根据预先设定的测试程序,对电路板上的各个测试点进行测试,以确定其连通性和功能性。
飞针测试原理的关键在于探测器的设计和测试程序的编写。
探测器的设计需要考虑到电路板上测试点的分布和间距,以确保可以精确地与测试点接触。
同时,测试程序的编写需要根据电路板的设计和功能要求,确定测试点的测试顺序和测试方法,以确保可以全面、准确地测试电路板上的各个功能。
飞针测试原理在电子产品制造中具有重要的应用价值。
首先,飞针测试可以对电路板上的连通性进行全面、高效的检测,可以在产品制造过程中及时发现电路板上的连接问题,提高产品的制造质量。
其次,飞针测试可以对电路板上的功能进行全面、准确的测试,可以在产品制造过程中及时发现电路板上的功能问题,提高产品的可靠性。
因此,飞针测试在电子产品制造中具有不可替代的作用。
除了在电子产品制造中的应用,飞针测试原理还可以在电路板设计和研发过程中发挥重要作用。
通过飞针测试,可以及时发现电路板设计中的连接和功能问题,为设计改进提供重要参考。
同时,飞针测试还可以在电路板研发过程中进行快速验证,加速产品研发进程。
综上所述,飞针测试原理是一种通过飞针测试仪对电路板上的连接和功能进行检测的方法。
飞针测试原理的核心在于探测器的设计和测试程序的编写,其应用价值主要体现在电子产品制造和电路板设计研发过程中。
飞针测试原理的应用可以提高产品的制造质量和可靠性,加速产品的研发进程,具有重要的意义和价值。
飞针测试仪(加拿大ACCULOGIC)

一、分针测试飞针测试是一个在制造环境测试PCB的测试方式,是在线测试(ICT—ln-Circuit Test)的一种。
在线测试(ICT),是通过对在线元器件的电性能及电气连接进行测试来检查生产制造缺陷及元器件不良的一种标准测试手段。
它主要检查在线的单个元器件以及各电路网络的开、短路情况,是生产中第一道测试工序,能及时反应生产制造状况,利于工艺改进和提升。
飞针测试仪是目前电路板生产中工艺性测试的最新解决办法,是对针床在线测试仪的一种改进,在现代柔性制造中采用探针取代针床。
通过高速移动的测试探针,最小测试间隙可达0.2mm。
现在已经能够有效地进行模拟在线测试。
与针床式在线测试仪相比,飞针测试在测试精度、最小测试间隙等方面均有较大幅度提高,并且无需制作专门的针床夹具,测试程序可直接由线路板的CAD软件得到。
飞针测试的出现已经改变了低产量与快速转换(quick-turn)装配产品的测试方法。
以前需要几周时间开发的测试现在几个小时就可以了,大大缩短产品设计周期和投入市场的时间。
二、分针测试的特点》速转换,适用于多品种、小批量的产品生产测试及原型(prototype)制造;》补针床ICT测试的不足,可测试微细间距元器件(fine-pitch);》需制作夹具,无夹具成本;》于编程,自动生成测试程序,测试程序的开发时间短;》动化测试,操作简单,测试快捷;》集成非向量测试、边界扫描测试、自动光学检测等测试技术;》程错误快速反馈;》好的诊断能力,故障定位准,维修方便,可大幅提高生产效率和减少维修成本。
三、ACCULOGIC分针测试仪ACCULOGIC INC.,位于加拿大安大略省马卡姆市,专业提供电子产品生产过程测试解决方案。
ACCULOGIC为用户提供设计有效性、原型制造完备性、生产过程产能最大化及最终产品无缺陷的专业化服务。
同时,ACCULOGIC通过了ISO 9001:2000质量认证,产品质量稳定可靠。
此外,ACCULOGIC是唯一一家使用自己的边界扫描工具的飞针测试设备提供商,所生产Sprint 4510系列飞针测试仪具有国际技术领先水平,其独特的平面线性电机(磁悬浮)移动探针结构技术代表了国际飞针测试仪发展的趋势。
飞针测试原理

飞针测试原理飞针测试是一种常见的电子元器件测试方法,通过测试飞针接触点与被测设备之间的电气连接状态,来验证电路板的功能性。
飞针测试原理主要基于接触式测试技术,通过飞针与被测设备之间的接触来检测电路板上的连接状态和电气性能。
在本文中,我们将详细介绍飞针测试的原理和应用。
飞针测试的原理可以简单概括为以下几点,首先,飞针测试需要一组特制的测试针(即飞针),这些测试针通常由弹簧材料制成,具有一定的弹性和导电性能;其次,被测设备上的电路板需要设计相应的测试点,以便飞针能够准确地接触到需要测试的位置;最后,通过控制飞针的运动轨迹和接触压力,可以实现对被测设备的电气连接状态进行快速、准确的测试。
飞针测试的原理在实际应用中具有广泛的适用性。
首先,由于飞针测试可以实现对电路板上大量测试点的快速测试,因此在大批量生产的电子产品中得到了广泛应用。
其次,飞针测试还可以用于对高密度电路板的测试,通过精确控制飞针的位置和接触压力,可以实现对高密度电路板的准确测试。
此外,飞针测试还可以用于对不同类型的电子元器件进行测试,包括贴片元件、插件元件和表面组装元件等。
在实际应用中,飞针测试的原理需要结合相应的测试设备和测试程序来进行。
首先,测试设备需要具备精确的运动控制和位置定位功能,以确保飞针能够准确地接触到被测设备的测试点;其次,测试程序需要根据被测设备的具体要求进行定制,包括测试点的位置、测试顺序和测试参数等。
通过结合测试设备和测试程序,可以实现对被测设备的高效、准确测试。
总之,飞针测试原理是一种基于接触式测试技术的电子元器件测试方法,通过控制飞针的运动轨迹和接触压力,可以实现对被测设备的电气连接状态进行快速、准确的测试。
在实际应用中,飞针测试的原理具有广泛的适用性,可以用于大批量生产的电子产品、高密度电路板和不同类型的电子元器件的测试。
通过结合测试设备和测试程序,可以实现对被测设备的高效、准确测试。
飞针测试仪

飞针测试仪简介飞针测试仪是一种用于电子产品测试的仪器设备,可以对印刷电路板(PCB)进行高速信号测试,用以检测电路板上的电路是否正常。
在PCB的设计和生产过程中,采用飞针测试仪可以节省测试时间和减少测试成本,提高产品质量和测试产能。
工作原理飞针测试仪使用的是简单测试方法,也就是针脚测试技术。
其主要原理是将安装在测试设备上的针脚和PCB上的焊盘相连接,由设备控制针脚识别焊盘并发送测试信号,进行信号测试,并将测试结果反馈给测试软件进行处理。
飞针测试仪的工作流程可以分为三个主要步骤:1.制作测试模板。
根据PCB的设计图纸,制作模板以确定需要测试的信号点,并安装针脚。
2.连接PCB板和测试模板。
通过连接接口,使测试模板上的针脚与PCB板上的电路连接。
3.开始测试。
测试仪按照预定的工作程序对PCB进行信号测试,并记录测试结果进行分析。
优势和适用场景由于飞针测试仪的测试流程相对简单,测试时间短、测试速度快、成本低,同时能够快速检测出PCB电路中存在的问题,因而其在电子产品中的使用比较普遍。
其中,飞针测试仪的优点和适用场景主要包括:1.适用于多品种、小批量、快速交货。
由于飞针测试仪的测试流程相对简单,仪器使用简便,易于操作,因而可以适用于多品种、小批量、快速交货的情况下进行电路板的测试。
2.提高测试效率,降低测试成本。
飞针测试仪可以进行高速、大容量的测试,测试时间短,成本低,能够快速检测出PCB电路中存在的问题,能够提高测试效率,降低测试成本。
3.可靠性高。
由于飞针测试仪的测试精度较高,其检测出来的结果比较准确,测试数据的稳定可靠性高。
总结飞针测试仪是一种重要的电子测试仪器设备,在电子产品的设计和生产中发挥着重要作用。
飞针测试仪具有测试流程简单、测试速度快、成本低等优点,适用于多品种、小批量、快速交货的情况下进行电路板的测试,能够提高测试效率及降低测试成本。
PCB打样中的飞针测试的原理与可靠性

PCB打样中的飞针测试的原理与可靠性飞针测试原理飞针测试的开路测试原理和针床的测试原理是相同的,通过两根探针同时接触网络的端点进行通电,所获得的电阻与设定的开路电阻比较,从而判断开路与否。
但短路测试原理与针床的测试原理是不同的。
由于测试探针有限(通常为4∽32根探针),同时接触板面的点数非常小(相应飞针测试的开路测试原理和针床的测试原理是相同的,通过两根探针同时接触网络的端点进行通电,所获得的电阻与设定的开路电阻比较,从而判断开路与否。
但短路测试原理与针床的测试原理是不同的。
由于测试探针有限(通常为4∽32根探针),同时接触板面的点数非常小(相应4∽32点),若采用电阻测量法,测量所有网络间的电阻值,那么对具有N个网络的PCB而言,就要进行N2/2次测试,加上探针移动速度有限,一般为10点/秒到50点/秒,不同的测试方法有:充/放电时间(Charge/discharge rise time)法、电感测量(Field measurement)法、电容测量(Capacitance measurement)法、相位差(Phase difference)和相邻网(Adjacency)法、自适应测试(Adaptive measuring)法等等。
1.1充/放电时间法--每个网络的充/放电时间(也称网络值,net value)是一定的。
如果有网络值相等,它们之间有可能短路,仅需在网络值相等的网络测量短路即可。
它的测试步骤是,首件板:全开路测试→全短路测试→网络值学习;第二块以后板:全开路测试→网络值测试,在怀疑有短路的地方再用电阻法测试。
这种测试方法的优点是测试结果准确,可靠性高;缺点是首件板测试时间长,返测次数多,测试效率不高。
最有代表性的是MANIA公司的SPEEDY机。
1.2电感测量法--电感测量法的原理是以一个或几个大的网络(一般为地网)作为天线,在其上施加信号,其他的网络会感应到一定的电感。
测试机对每个网络进行电感测量,比较各网络电感值,若网络电感值相同,有可能短路,再进行短路测试。
飞针测试原理
飞针测试原理飞针测试是一种常用的电子元器件测试方法,它通过在被测元器件上施加一个特定的电压或电流信号,然后利用飞针测试仪器对这个信号进行检测和分析,从而判断元器件的性能和质量。
飞针测试在电子制造行业中起着至关重要的作用,它可以帮助生产厂家及时发现和排除元器件的缺陷,保证产品质量,提高生产效率。
飞针测试的原理主要包括以下几个方面:1. 接触测试,飞针测试仪器通过一组精密的针状探头与被测元器件进行接触,实现信号的输入和输出。
这些针状探头通常由高导电性的材料制成,能够确保与被测元器件之间的良好电气连接,从而保证测试的准确性和可靠性。
2. 信号发生与采集,飞针测试仪器会向被测元器件施加特定的电压或电流信号,然后通过探头采集元器件的响应信号。
这些响应信号可以包括电压、电流、频率等参数,通过对这些参数的分析,可以判断元器件的性能和质量。
3. 数据分析与判定,飞针测试仪器会将采集到的信号数据进行处理和分析,通过预设的测试标准和算法,判断被测元器件是否符合要求。
如果发现异常,飞针测试仪器会及时报警,提醒操作人员进行进一步的检查和处理。
飞针测试的原理比较简单,但在实际应用中需要考虑的因素很多。
首先,要保证探头与被测元器件之间的良好接触,需要精密的机械结构和精准的控制系统。
其次,要确保测试信号的稳定性和准确性,需要高品质的信号发生器和采集设备。
最后,数据分析和判定的算法也至关重要,它直接影响到测试结果的准确性和可靠性。
总的来说,飞针测试原理是基于电子元器件的电学特性和响应规律,通过精密的仪器和算法实现对元器件性能和质量的检测和判定。
随着电子制造技术的不断发展,飞针测试方法也在不断改进和完善,为电子产品的质量控制和生产效率提供了有力的保障。
飞针双面测试的优点
随着SMT技术的发展,,两面贴装的PCBA板越来越多的应用到产品中,传统的单面飞针已经难以满足测试需求,那么双面V8飞针测试机相比单面飞针测试来说有哪些优点呢。
覆盖率:由于两面帖子PCBA,通孔、网络的存在,单面飞针测试面临着测试覆盖率降低的尴尬. 测试的盲区也日渐增多。
双面测的飞针设备应用,对复杂密集产品拥有极高的测试覆盖率。
测试速度:单面飞针测量双面PCBA,需两面编程,单面测试完成后由测试工程师翻转,再测另一面,大大降低了测试效率。
双面飞针测可以对两面同时测量,并且只需要编程一次。
立式结构优化:单面水平放置的飞针测试,当被测板不加底部支撑的时候,水平夹装的被测板由于重力作用,不可避免的向下弯曲,而在电测飞针Z轴运动的作用下,进一步加剧了电路板的弯曲。
而V8的电路板是垂直夹装,重力作用不但不会使电路板的弯曲,而且还使电路板更加平直,从而电测飞针可以很容易的且非常精准的接触到被测点。
多针优势:由于立式V8具有8根针,除了测试速度的优势之外,可以在测试过程中添加更多的屏蔽点,可以满足更多组的上电需求,大大提高测试的准确性。
北京世迈腾科技有限公司,供应意大利Seica立式双面飞针测试机,需要了解更多信息,欢迎来信咨询。
飞针测试机

飞针测试机飞针测试机是一个在制造环境测试PCB的系统。
不是使用在传统的在线测试机上所有的传统针床(bed-of-nails)界面,飞针测试使用四到八个独立控制的探针,移动到测试中的元件。
在测单元(UUT, unit under test)通过皮带或者其它UUT传送系统输送到测试机内。
然后固定,测试机的探针接触测试焊盘(test pad)和通路孔(via)从而测试在测单元(UUT)的单个元件。
测试探针通过多路传输(multiplexing)系统连接到驱动器(信号发生器、电源供应等)和传感器(数字万用表、频率计数器等)来测试UUT上的元件。
当一个元件正在测试的时候,UUT上的其它元件通过探针器在电气上屏蔽以防止读数干扰。
飞针测试机PCB测试点制作的一般要求关键性元件需要在PCB上设计测试点。
用于焊接表面组装元件的焊盘不允许兼作检测点,必须另外设计专用的测试焊盘,以保证焊点检测和生产调试的正常进行。
用于测试的焊盘尽可能的安排于PCB的同一侧面上,即便于检测,又利于降低检测所花的费用。
1.工艺设计要求(1) 测试点距离PCB边缘需大于5mm;(2) 测试点不可被阻焊剂或文字油墨覆盖;(3) 测试点最好镀焊料或选用质地较软、易贯穿、不易氧化的金属,以保证可靠接地,延长探针使用寿命(4) 测试点需放置在元件周围1mm以外,避免探针和元件撞击;(5) 测试点需放置在定位孔(配合测试点用来精确定位,最佳用非金属化孔,定位孔误差应在±0.05mm内)环状周围3.2mm以外;(6) 测试点的直径不小于0.4mm,相邻测试点的间距最好在2.54mm以上,但不要小于1.27mm;(7) 测试面不能放置高度超过6.4mm的元器件,过高的元器件将引起在线测试夹具探针对测试点的接触不良;(8) 测试点中心至片式元件端边的距离C与SMD高度H有如下关系:SMD高度H≤3mm,C≥2mm;SMD高度H≥3mm,C≥4mm。
PCB测试飞针PFMEA分析范例
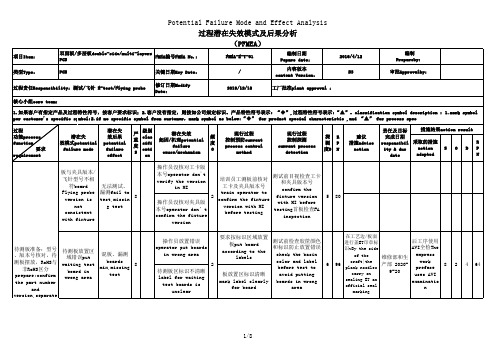
项目Item:FMEA编号FMEA No.:编制日期Pepare date:类型Type:关键日期Key Date:内容版本content Version:修订日期Modify Date:采取的措施action adopted S O D R P N 操作员没核对工卡版本号operator don't verify the versionin MI操作员没核对夹具版本号operator don’t confirm the fixture version 操作员放置错误operator put boardsin wrong area要求按标识区域放置板put boardaccording to thelabels待测板区标识不清晰label for waiting test boards isunclear板放置区标识清晰mark label clearly for board核心小组core team:措施结果action result 现行过程控制探测current processdetection824测试前目视检查工卡和夹具版本号confirm thefixture version with MI beforetesting首板检查FAinspection58064测试前检查胶筐颜色和标识防止放置错误check the basincolor and labelbefore test to avoid putting boards in wrongarea 696在工艺边/板面进行盖ET印章标识vBy the sideof thecraft|theplank noodles carry on sealing ET an official seal marking维修部和生产部 2020-9-20后工序使用AVI全检The empress work prefaceuses AVIexaminatio n 2培训员工测板前核对工卡及夹具版本号train operator to confirm the fixtureversion with MIbefore testing待测板放置区域错误putwaiting test board inwrong area混板、漏测boards mix,missing test 82潜在失效起因/机理potentialfailurecause/mechanism频度O 现行过程控制预防current process controlmethod待测板准备:型号、版本号核对,待测板摆放,RoHS与非RoHS区分prepare:confirm the part numberandversion,separate RoHS ans non-RoHS boards in specific area1.如果客户有指定产品及过程特性符号,按客户要求标识;2.客户没有指定,则按如公司规定标识。
pcb飞针测试
优化测试数据,提高飞针测试的真实性和工作效率2008-6-415:16:07 资料来源:PCB制造科技作者:摘要:移动探针测试(飞针测试)是一种有效的印制板最终检验方法。
它能根椐用户设计的网络逻辑关系来判断印制板的电连接性能是否与用户的设计一致。
它的操作可以说是完全依靠软件的应用,软件应用得合理测试就会发挥最大的优势。
一般情况下用户不是十分了解测试的实现方法,在设计过程中往往只注意他的设计是否与他预期的目标一致。
因此他们所提供的印制板加工资料有时就不太适合我们的实际操作,或者是在我们操作时达不到最佳的工作效率。
这就要求我们的技术人员对用户的资料进行优化以提高测试的真实性和工作效率。
一.概述一般而言,印制板测试主要有两中方法。
一种是针床通断测试,另一种是移动探针测试(flyingprobetestsystem)也就是我们通常所说的飞针测试。
对于针床通断测试而言,它是针对待测印制板上焊点的位置,加工若干个相应的带有弹性的直立式接触探针真阵列(也就是通常所说的针床),它是通过压力与探针相连接。
探针另一端引人测试系统,完成接电源、电和信号线、测量线的连接。
从而完成测试。
这种测试方法受印制板上焊点间距的限制很大。
众所周知,印制板的布线越来越高,导通孔孔径、焊盘越来越小。
随着BGA的I/O数不断增加,它的焊点间距不断减小。
对针床测试所用的测试针的直径要求越来越细。
探针的直径越来越细,它的价格就越昂贵。
无疑印制板的测试成本就相应的增加许多。
另外,针床测试一般都需要钻测试模板.但是针床通断测试的测试速度要比移动探针测试快的多。
移动探针测试是根据印制板的网络逻辑来关系,利用2-4-8根可以在印制板板面上任意移动的探针来进行测试。
探针在程序的指引下插入并接触到印制板上待测两端,在探针上施加电压、测量电流,从而判断印制板的通断情况。
移动探针的测试不需要针床的支持,因而省去了加工特种探针的费用以及制造针床的成本。
它的测试点是八根可以移动的探针而不是紧密排列的针床,因此它能检测布线密度很高的印制板。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
优化测试数据,提高飞针测试的真实性和工作效率2008-6-4 15:16:07 资料来源:PCB制造科技作者:摘要:移动探针测试(飞针测试)是一种有效的印制板最终检验方法。
它能根椐用户设计的网络逻辑关系来判断印制板的电连接性能是否与用户的设计一致。
它的操作可以说是完全依靠软件的应用,软件应用得合理测试就会发挥最大的优势。
一般情况下用户不是十分了解测试的实现方法,在设计过程中往往只注意他的设计是否与他预期的目标一致。
因此他们所提供的印制板加工资料有时就不太适合我们的实际操作,或者是在我们操作时达不到最佳的工作效率。
这就要求我们的技术人员对用户的资料进行优化以提高测试的真实性和工作效率。
一.概述一般而言,印制板测试主要有两中方法。
一种是针床通断测试,另一种是移动探针测试(flying probe test system)也就是我们通常所说的飞针测试。
对于针床通断测试而言,它是针对待测印制板上焊点的位置,加工若干个相应的带有弹性的直立式接触探针真阵列(也就是通常所说的针床),它是通过压力与探针相连接。
探针另一端引人测试系统,完成接电源、电和信号线、测量线的连接。
从而完成测试。
这种测试方法受印制板上焊点间距的限制很大。
众所周知,印制板的布线越来越高,导通孔孔径、焊盘越来越小。
随着BGA的I/O 数不断增加,它的焊点间距不断减小。
对针床测试所用的测试针的直径要求越来越细。
探针的直径越来越细,它的价格就越昂贵。
无疑印制板的测试成本就相应的增加许多。
另外,针床测试一般都需要钻测试模板.但是针床通断测试的测试速度要比移动探针测试快的多。
移动探针测试是根据印制板的网络逻辑来关系,利用2-4-8根可以在印制板板面上任意移动的探针来进行测试。
探针在程序的指引下插入并接触到印制板上待测两端,在探针上施加电压、测量电流,从而判断印制板的通断情况。
移动探针的测试不需要针床的支持,因而省去了加工特种探针的费用以及制造针床的成本。
它的测试点是八根可以移动的探针而不是紧密排列的针床,因此它能检测布线密度很高的印制板。
但是,移动探针测试仪是依据印制板的每个网络的每个测试点一一测试,因此它的测试速度比针床测试要慢的多。
二.飞针测试的特性和软件支持2.1测试范围和软件特性本公司的飞针测试仪是德国AGT公司的A3型号测试仪,它的最大测试面积550×430mm,最大板厚为6mm。
操作系统是WINNT4.0,所需软件主要有A3 TEST PLAYER,A3DEBUGGER,DPSwinzard,VIEW2000,IGI(Launch EXT6.58),Browser等等。
IGI是处理A3 TEST PLAYER所需数据的软件,它对GERBER数据进行处理。
定义层名,排层序,检查焊盘的属性、图形的坐标,优化孔。
最重要的一项就是提取网表,输出A3测试文件。
在做孔的优化的时候还要注意,环宽过小,很大的孔(如定位孔),应手工优化掉,防止断针。
DPS是用于输出印制板的位置坐标、拼板、测试孔数以及加扫描点的软件。
从OUTPUT文件夹中调入*.les文件,软件会有提示,根据提示Select pads tobe used for scanning进入加扫描点,顶、底层每层最多加4个。
若测试时印制板板过大、过密,应在软件中多分几个区域,多加几个扫描点,但应注意隔离线不应压在图形元件上,以防止机器出现错误指令,不能正常工作。
若DPS软件最后生成不了测试程序,可能有以下几点原因:a)IGI软件中图形不在第一象限,这样就引以测试范围超大,应将其移入正常使用区域b)天线点选择不正确,反复试验,将天线点上、下交换,即可达到目的c)选择天线时不应选择太小的网络,这样不能作为测试全板的标准A3 DEBUGGER是校正飞针测试仪的软件。
测试仪在经过一定时间的测试后8支测试头会产生误差,因此机器要定期校正,以保证测试的准确性。
BROWSER是用来纠错的,当印制板有开路或短路的时候,用它来找到确切的位置,然后在该处标记。
A3 TEST PLAYER就是测试软件,应用这个软件选择测试模式(多采用Supervisor模式),测试类型,探针压力(pressure)、移动速度(strokes)、高度。
还要确定如何选择扫描点,有人工(MANUAL)和自动(AUTOMATIC)两种。
第一次进行测试的时候要先人工定义由在DPS给出的扫描点,以后再测试的时候用自动的就可以了。
在关闭A3系统时,应先托架归于零点,以防8支测试头弹下时撞折测试。
2.2 测试参数ﻫ通常印制板的测试主要是进行断路/短路测试。
它的测试方法是利用两点电流/电压法。
测试参数主要有:探针压力、移动速度、高度等。
一般情况下,印制板的布线密度大,焊点间距近的情况下压力大一些,移动速度要慢一些;如果印制板比较厚,压力要设置小一些,高度要高一些,以防损坏探针或印制板。
通常情况下探针压力(pressure)为25g、移动速度(strokes)为60mm/s、高度为4mm。
三、飞针测试的误报处理3.1 测试过程飞针测试所需的数据主要有该文件的信号层、电源地层、机械层等数据。
由用户的原PCB文件产生基本数据:用Prote198或99SE把用户的PCB文件转换成RS274、2.3格式的基本gerber数据。
在Report菜单中用NCDILL导出钻孔数据。
在V2001中产生IGI 所需的测试数据。
调入基本GERBER,用F10快键改文件名,存出扩展GERBER。
这里就包括测试所需的信号层、电源地层、机械层、钻孔等数据。
如果有电源的文件还需在V3001中调入电源地,把文件存成THIRMAL型的文件。
之后就可以用IGI软件对文件进行处理了。
定义文件名:顶、底层为SIG;内层为PLN;(COPPER为正,CLEAR为负)内层有花焊盘的为负,其它的为正。
阻焊为SM;打孔为DRL;边框线为1O。
3.2飞针测试的误报3.2.1人为因素一般而言,用户带来的生产印制板的资料是由用户自己设计的PCB文件。
我们的CAM部门一方面要对用户的文件进行工艺性检查,使其符合我们的生产工艺;另一方面对其PCB文件进行处理产生生产上所需的数据,比如光绘用的GERBER数据,钻孔用的DRILL数据等。
飞针测试时所需的数据也是由用户PCB文件导出的数据,与CAM部门的数据重叠。
为了防止由于误操作引起的对测试结果的影响,一般情况下,操作者要直接调用用户的PCB文件对其进行处理,产生测试所需的数据。
而不能使用CAM人员处理后的数据。
如果CAM人员对用户PCB文件有所改动,则应在用户文件中加以说明。
3.2.2测试结果显示有许多开路如果测试结果显示印制板上有许多不应有的开路,经用万用表测量某几处证实确实是误报。
那么应当首先检查如下方面:a)钻孔数据与各层的焊盘是否没有对准。
尤其是环宽很小的高密度印制板更容易发生这种情况。
b)有的用户不太了解印制板的加工工艺花焊盘和隔离盘的大小做的不够,而测试所用的文件是直接调用用户的原始文件没经过CAM人员的修改。
如果是这种情况那么只需修改花焊盘或隔离盘的大小就能解决。
c)有的焊点被字符线盖住,探针无法接触到焊点处金属而造成误报。
d)有的在阻焊曝光时对位不准或阻焊盘过小引起的焊点暴露的金属太小,探针接触不到金属造成误报。
这种情况常见于布线密度很高的印制板,比如I/O数很多的BGA等。
e)由于板面翘曲严重,板面焊点又比较小,探针接触不到焊点。
这种情况多见于薄板,布线分布不均或层压结构不合理的多层板。
f)如果测试模式采用的是AUTO模式,有可能是自动扫描时没有对准基准点,或者是对准的是与设置的基准点相似的图形造成的误报。
g)电源地层的隔离线是否成一闭合区域。
h)电源地层的花焊盘是否已改成THIRMAL型。
3.2.3测试结果显示有许多短路如果测试结果显示印制板上有许多不应有的短路,经用万用表测量某几处证实确实是误报。
那么应当首先检查如下方面:a)查看边框线是否与板内图形相连;b)有的电地层隔离线太粗而遮住花盘(热隔离盘);c)带有插头的四、合理安排工艺顺序,增加测试的真实性通常飞针测试是在印制板加工完成后进行。
在测试过程中经常会出现一些误报现象,仔细分析发现大部分是由于工艺顺序不合理导致的。
因此合理安排工艺顺序有助于提高一次测试合格率和测试效率。
4.1丝印字符盖住焊点ﻫ随着布线密度的增高,焊点设计的过小。
在丝印字符时油墨盖住了焊点,测试时就出现了大量的开路报告。
对于这种情况,应将飞针测试放在线印前进行。
这样就大大提高了测试效率和一次测试合格率。
4.2 印制板尺寸过小ﻫ对于印制板尺寸过小的印制板,在测试时一方面夹具很难将其固定,另一方面定位也有一定困难。
为提高测试效率应将测试放在外形铣前进行。
4.3软板、挠性板的测试ﻫ软板、挠性板因无法固定而无法测试。
因此在测试前要加工刚性板框,将软板固定在板框上。
测试参数如探针压力、移动速度、高度等要合理设定才能使测试顺利进行。
4.4 含非金属化孔的二次钻印制板ﻫ非金属化孔一般是在外形铣前钻孔形成的。
一般情况下,非金属化孔的焊盘与孔径相同。
如果不加处理,在测试时探针就会进入孔内,很容易就折断探针或损伤印制板。
因此,对于含有非金属化孔的印制板或者将测试放在二次钻孔前进行,或者将非金属化孔处的测试点删除。
第二种方法存在弊端,如果该非金属化孔与内层隔离不好的情况下就会造成短路漏测。
五、总结ﻫ移动探针测试是一种有效的印制板最终检验方法。
它能根椐用户设计的网络逻辑关系来判断印制板的电连接性能是否与用户的设计一致。
它的操作可以说是完全依靠软件的应用,软件应用得合理测试就会发挥最大的优势。
一般情况下用户不是十分了解测试的实现方法,在设计过程中往往只注意他的设计是否与他预期的目标一致。
因此他们所提供的印制板加工资料有时就不太适合我们的实际操作,或者是在我们操作时达不到最佳的工作效率。
这就要求我们的技术人员对用户的资料进行优化以提高测试的真实性和工作效率。
印制板,原始文件是连在一起的,应将其删除。