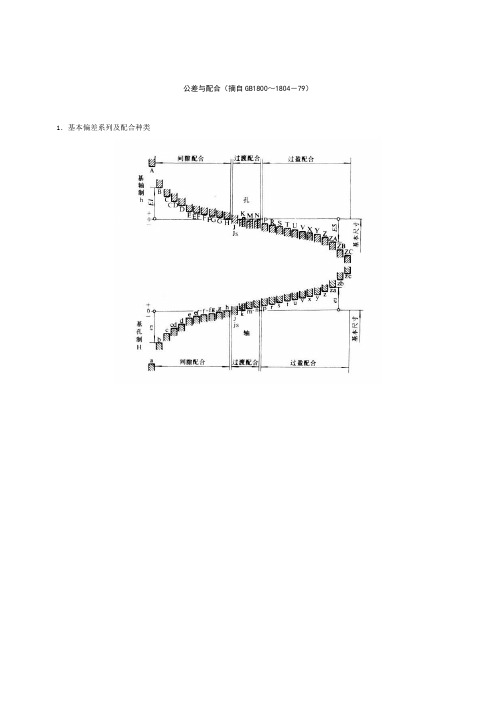
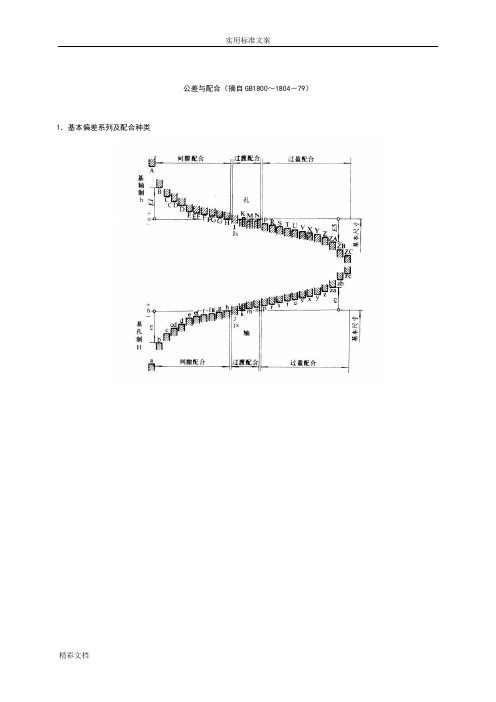
配合公差表
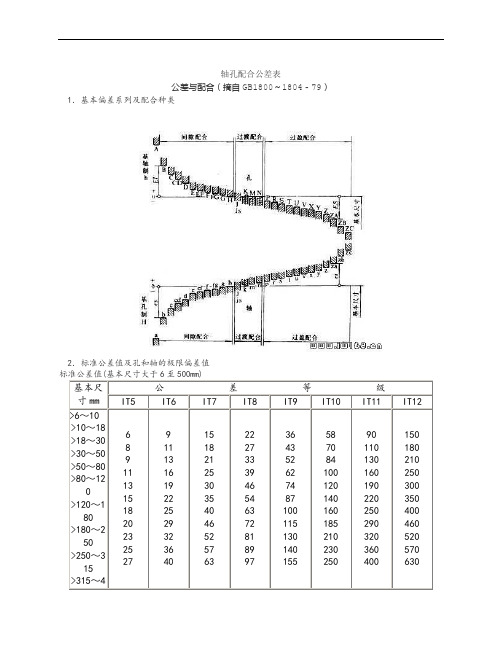
轴孔配合公差表
70
84
100
120
140
160
185
210
230
250
90
110
130
160
190
220
250
290
320
360
400
150
180
210
250
300
350
400
460
520
570
630
孔的极限差值(基本尺寸由大于10至315mm)μm
公差带
等
级
基本尺寸mm
>0~18
>18~30
>30~50
>50~80
+79
+50
+88
+56
7
+34
+16
+41
+20
+50
+25
+60
+30
+71
+36
+83
+43
+96
+50
+108
+56
▼8
+43
+16
+53
+20
+64
+25
+76
+30
+90
+36
+106
+43
+122
+50
+137
+56
9
+59
+16
+72
+20
轴孔配合公差表
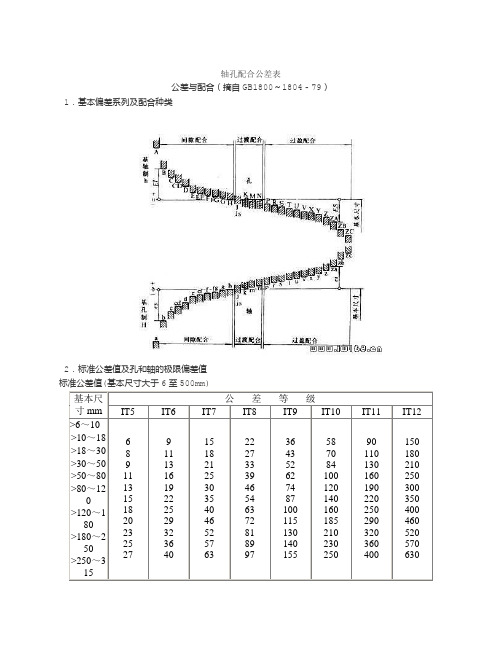
轴孔配合公差表公差与配合(摘自GB1800~1804-79) 1.基本偏差系列及配合种类2.标准公差值及孔和轴的极限偏差值基本尺寸mm公差等级IT5IT6IT7IT8IT9IT10IT11IT12>6~10>10~18 >18~30 >30~50 >50~80 >80~12>120~180>180~250>250~315>315~468911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630公差带级>10~18>18~30>30~50>50~80>80~12>120~180>180~250>250~3159+1+2+2+2+3+3+4+4M5+15+7+17+8+20+9+24+11+28+13+33+15+37+17+43+206+18+7+21+8+25+9+30+11+35+13+40+15+46+17+52+207+25+7+29+8+34+9+41+11+48+13+55+15+63+17+72+20N5+2+12+24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6+23+12+28+15+33+17+39+20+45+23+52+27+60+31+66+347+3+12+36+15+42+17+50+20+58+23+67+27+77+31+86+34p5+26+18+31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56形状和位置公差(摘自GB1182~1184-80)分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号主参数d(D)图例公差等级主参数d(D) mm应用举例>6~1>10~18>18~3>30~50>50~8>80~120>120~180>180~250>250~315>315~400>400~5005234578910安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
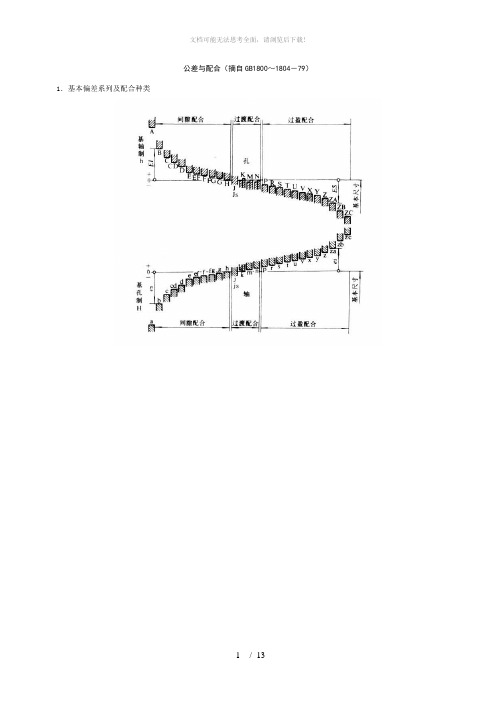
孔轴配合公差表
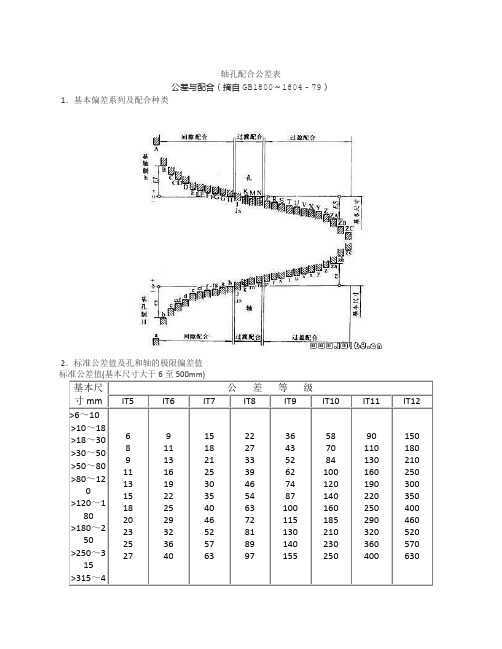
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm)0.0xxxx μm孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~3157+25+7+29+8+34+9+41+11+48+13+55+15+63+17+72+20N5+20+12+24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6+23+12+28+15+33+17+39+20+45+23+52+27+60+31+66+347+30+12+36+15+42+17+50+20+58+23+67+27+77+31+86+34p5+26+18+31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm 主参数d(D)图例公差等级主参数d(D) mm应用举例>6~10>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315>315~400>400~5005 1.52 2.5 2.534578910安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
孔轴配合公差表
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm)0.0xxxx μm孔的极限差值(基本尺寸由大于10至315mm) μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级〉10~18 >18~30 >30~50 〉50~80 >80~120 >120~180 >180~250 〉250~3157+25+7 +29+8+34+9+41+11+48+13+55+15+63+17+72+20N5+20+12 +24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6+23+12 +28+15+33+17+39+20+45+23+52+27+60+31+66+347+30+12 +36+15+42+17+50+20+58+23+67+27+77+31+86+34p5+26+18 +31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18 +35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18 +43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用.形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm 主参数d(D)图例公差等级主参数d(D) mm应用举例〉6~1>10~18〉18~30〉30~5〉50~80〉80~12〉120~180>180~250>250~315〉315~400>400~5005 1。
5 2 2。
5 2。
5 3 4 5 7 8 9 10安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
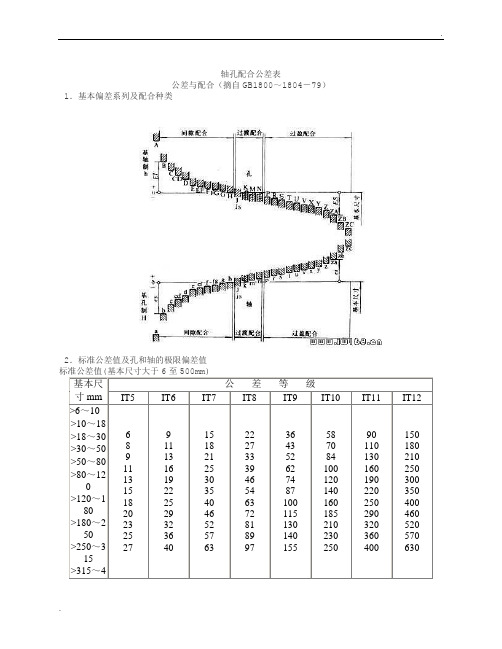
轴孔配合公差表
轴孔配合公差表公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类2.标准公差值及孔和轴的极限偏差值基本尺寸mm公差等级IT5IT6IT7IT8IT9IT10IT11IT12>6~10>10~18 >18~30 >30~50 >50~80 >80~12>120~180>180~250>250~315>315~468911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm主参数d(D)图例公差等级主参数d(D) mm应用举例>6~1>10~18>18~3>30~50>50~8>80~120>120~180>180~250>250~315>315~400>400~5005234578910安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
634456********* 745678101214161820千斤顶或压力油缸的活塞,水泵及减速器的轴颈,液压传动系统的分配机构86891113151820232527 9911131619222529323640起重机、卷扬机用滑动轴承等101518212530354046525763主参数L图例公差等级主参数L、d(D) mm应用举例≤10>10~16>16~25>25~4>40~63>63~100>100~160>160~250>250~400>400~630556810121520253040垂直度用于发动机的轴和离合器的凸缘,装D、E级轴承和装C、D级轴承之箱体的凸肩68101215202530405060平行度用于中等精度钻模的工作面,7~10级精度齿轮传动壳体孔的中心线7121520253040506080100垂直度用于装F、G级轴承之壳体孔的轴线,按h6与g6连接的锥形轴减速机的机体孔中心线820253040506080100120150平行度用于重型机械轴承盖的端面、手动传动装置中的传动轴主参数d(D)、B、L图例公差等级主参数d(D)、B、Lmm应用举例>3~6>6~10>10~18>18~30>30~50>50~12>120~250>250~5005345681012156和7级精度齿轮轴的配合面,较高精度的快速轴,较高精度机床的轴套6568101215202578101215202530408和9级精度齿轮轴的配合面,普通精度高速轴(100r/min以下),长度在1m以下的主传动轴,起重运输机的鼓轮配合孔和导轮的滚动面M1215202530405060表面粗糙度粗糙度代号光洁度代号表面形状、特征加工方法应用范围ⅠⅡ除净毛刺铸、锻、冲压、热轧、冷轧用于保持原供应状况的表面微见刀痕粗车,刨,立铣,平铣,钻毛坯粗加工后的表面可见加工痕迹车,镗,刨,钻,平铣,立铣,锉,粗铰,磨,铣齿比较精确的粗加工表面,如车端面、倒角微见加工痕迹车,镗,刨,铣,刮1~2点/cm2,拉,磨,锉滚压,铣齿不重要零件的非结合面,如轴、盖的端面,倒角,齿轮及皮带轮的侧面、平键及键槽的上下面,轴或孔的退刀槽看不见加工痕迹车,镗,刨,铣,铰,拉,磨,滚压,铣齿,刮1~2点/cm2IT12级公差的零件的结合面,如盖板、套筒等与其它零件联接但不形成配合的表面,齿轮的非工作面,键与键槽的工作面,轴与毡圈的摩擦面可辨加工痕迹的方向车,镗,拉,磨,立铣,铰,滚压,刮3~10点/cm2IT8~IT12级公差的零件的结合面,如皮带轮的工作面,普通精度齿轮的齿面,与低精度滚动轴承相配合的箱体孔微辨加工痕迹的方向铰,磨,镗,拉,滚压,刮3~10点/cm2IT6~IT8厅级公差的零件的结合面;与齿轮、蜗轮、套筒等的配合面;与高精度滚动轴承相配合的轴颈;7级精度大小齿轮的工作面;滑动轴承轴瓦的工作面;7~8 级精度蜗杆的齿面不可辨加工痕迹的方向布轮磨,磨,研磨,超级加工IT5、IT6级公差的零件的结合面,与C级精度滚动轴承配合的轴颈;3、4、5级精度齿轮的工作面暗光泽面超级加工仪器导轨表面;要求密封的液压传动的工作面;塞的外表面;活汽缸的内表面洁度(旧国标)为▽5,R a的最大允许值取。
孔轴配合公差表
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm)0.0xxxx μm孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~3157+25+7+29+8+34+9+41+11+48+13+55+15+63+17+72+20N5+20+12+24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6+23+12+28+15+33+17+39+20+45+23+52+27+60+31+66+347+30+12+36+15+42+17+50+20+58+23+67+27+77+31+86+34p5+26+18+31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+567+36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm 主参数d(D)图例公差等级主参数d(D) mm应用举例>6~10>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315>315~400>400~5005 1.52 2.5 2.534578910安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
优先配合公差表

过 渡 配 合
K7 Gc 0 -10 +3 -9 +5 -10 +6 -12 +6 -15 N7 Ga -4 -14 -4 -16 -4 -19 -5 -23 -7 -28
过盈配合
P7 -6 -16 -8 -20 -9 -24 -11 -29 -14 -35 S7 Jd -14 -24 -15 -27 -17 -32 -21 -39 -27 -48
+350 +210
+151 +62
+75 +18
+57 0
+89 0
+140 0
+360 0
+17 -40
-16 -73
-41 -98
-230 -385
-68 -131
-20 -60
0 -40
0 -63
0 -155
0 -400
+45 +5
+80 +40
+108 +68
+385 +230
+165 +68
+140 +80
+64 +25
+34 +9
+25 0
+39 0
+62 0
+160 0
+7 -18
-8 -33
-17 -42
-34 -59 -42 -72 -48 -78 -58 -93 -66 -101 -77 -117 -85 -125 -93 -133 -105 -151 -113 -159 -123 -169 -138 -190 -150 -202 -169 -226 -187 -244 -209 -272 -229 -292
公差与配合公差等级对照表
over 6 to 30 ± 0,1 ± 0,2 ± 0,5 ±1
孔 3
2
1.8
1
0
0
-1
-2
-3
基本尺寸范围极限偏差[mm]
over 30 to 120
over 120 to 400
± 0,15
± 0,2
± 0,3
± 0,5
± 0,8
± 1,2
± 1,5
-15 -44
5.0
表面加工公差的关系
公差等级
重叠
珩磨
超级研磨 圆柱/偏心研磨
钻石切
平面磨
扩孔
铰孔
钻孔
锯
铣
刨,成形
挤压 冷轧, Drawing
钻
铸造
锻造
沙模 热轧,气割
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16
C CD D
E EF
F FG
[mm]
IT6 IT7 16 25
G H JS
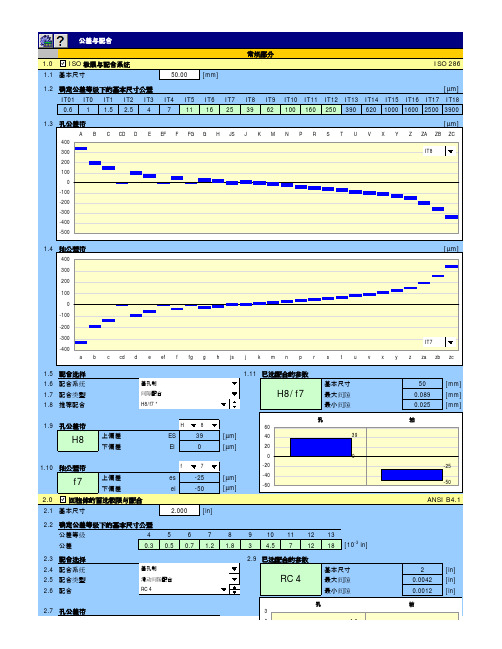
常规部分
IT8 IT9 39 62
J KM
ISO 286
IT10 100
IT11 160
IT12 250
IT13 390
IT14 620
IT15 1000
[µm] IT16 IT17 IT18 1600 2500 3900
[µm]
15 | H7/g6
40
------------------------------------------------------------------------------------
轴孔配合公差表
轴孔配合公差表公差与配合(摘自GB1800~1804-79) 1.基本偏差系列及配合种类2.标准公差值及孔和轴的极限偏差值基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12>6~10 >10~18>18~30 >30~50 >50~80 >80~12>120~180>180~250>250~315>315~468911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630公差带级>10~18 >18~3>30~5>50~8>80~120>120~180>180~250>250~315+77 +25+7+29+8+34+9+41+11+48+13+55+15+63+17+72+20N5 +2+12+24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6+23+12+28+15+33+17+39+20+45+23+52+27+60+31+66+347 +3+12+36+15+42+17+50+20+58+23+67+27+77+31+86+34p5 +26+18+31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6+29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+567 +36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
配合公差表
基础知识很重要,但是大家在工作中可能会逐渐遗忘,小伙伴一起来回顾一下吧!
一、公差与配合的概念
(一)零件的互换性
在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
(二)公差的有关术语
零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。
1、基本尺寸
根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先用标
准直径或标准长度。
2、实际尺寸
通过测量所得到的尺寸。
3、极限尺寸
允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)
某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:
上偏差=最大极限尺寸—基本尺寸
下偏差=最小极限尺寸—基本尺寸
上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES ,孔的下偏差代号为EI ;轴的上偏差代号为es, 轴的下偏差代号为ei.
5、尺寸公差(简称公差)
允许尺寸的变动量。
尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差
因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图1a所示的孔径:
基本尺寸=Ø30
最大极限尺寸=Ø30.010
最小极限尺寸= Ø29.990
上偏差ES=最大极限尺寸—基本尺寸
=30.010-30=+0。
010
下偏差EI=最小极限尺寸—基本尺寸
=29.990-30=-0.010
公差=最大极限尺寸—最小极限尺寸
=3。
010-29.990=0.020
=ES-EI=+0.010-(-0.010)=0.020
如果实际尺寸在Ø30.010与Ø29.990这间,即为合格。
6、零线、公关带和公差带图
如图1b所示,零线是在公差带图中用以确定偏差的一条基准线,即零偏差线。
通常零线表示基本尺寸。
在零线左端标上“0”“+”、“—”号,零线上方偏差为正;零线下方偏差为负。
公差带是由代表上、下偏差的两条直线所限定的一个区域,公差带的区域宽度和位置是构成公差带的两个要素。
为了简便地说明上述术语及其相互关系,在实用中一般以公差带图表示。
公差带图是以放大图形式画出方框的,
注出零线,方框宽度表示公差公差值大小,方框的左右长度可根据需要任意确定。
为区别轴和孔的公差带,一般用斜线表示孔的公差带;用加点表示轴的公差。