塑料检验卡片
FC塑料件和总成检验工艺卡
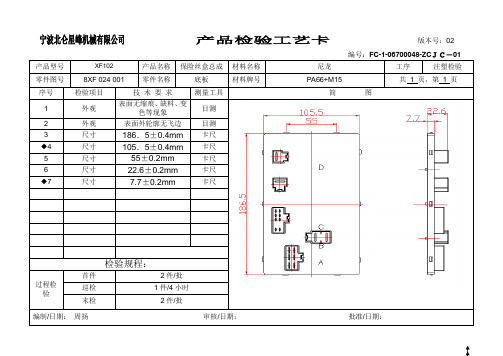
产品型号
XF102
产品名称
保险丝盒总成
材料名称
尼龙
工序
注塑检验
零件图号
8XF 315 000
零件名称
盖
材料牌号
PA66+M15
序号
检验项目
技术要求
测量工具
简图
1
外观
表面无缩痕、缺料、变色等现象
目测
2
外观
表面外轮廓无飞边
目测
3
尺寸
109±0.4mm
卡尺
4
尺寸
产品型号
XF102
产品名称
保险丝盒总成
材料名称
尼龙
工序
注塑检验
零件图号
8XF 300.001
零件名称
外壳
材料牌号
PA66+M15
序号
检验项目
技术要求
测量工具
简图
1
外观
表面无缩痕、缺料、变色等现象
目测
2
外观
表面外轮廓无飞边
目测
◆3
尺寸
190±0.4mm
卡尺
◆4
尺寸
110±0.4mm
卡尺
5
尺寸
55±0.2mm
零件名称
安装支架(3)
材料牌号
PA66+M15
共1页,第1页
序号
检验项目
技术要求
测量工具
简图
1
外观
表面无缩痕、缺料、变色等现象
目测
2
外观
表面外轮廓无毛刺
目测
3
尺寸
62.5±0.2mm
卡尺
(完整版)塑料加工工艺过程卡片及成型工序模板

(完整版)塑料加工工艺过程卡片及成型工序模板塑料加工工艺过程卡片及成型工序模板(完整版)介绍本文档旨在提供塑料加工工艺过程卡片及成型工序模板的完整版本。
该工艺过程卡片和工序模板可以帮助加工厂有效管理和记录塑料加工过程,确保生产的一致性和质量。
工艺过程卡片1. 产品信息- 产品名称:- 产品编号:- 产品材料:- 产品尺寸:- 产品数量:2. 加工参数- 原料温度:- 注塑温度:- 注塑压力:- 热流道温度:- 冷却时间:- 射嘴直径:3. 操作指导- 开机前检查:- 塑料料筒更换:- 打开模具:- 调整注塑压力和温度:- 开始注塑:- 注塑完成后处理:4. 检验要点- 外观检查:- 尺寸检查:- 强度测试:- 颜色测试:- 检验记录:5. 注意事项- 安全操作:- 避免过度注塑:- 控制热流道温度:- 定期保养模具:- 处理异常情况:成型工序模板1. 工序编号:2. 工序名称:3. 工序描述:- 完成上一工序后,将产品移至本工序工作台。
- 按要求进行必要的准备工作,如调整设备设置和更换工装。
- 按照操作指导执行本工序的加工工艺。
- 在完成工序后,将产品移至下一工序工作台。
4. 操作要点:- 加工参数要求:- 操作时间要求:- 检验要求:- 注意事项:5. 相关记录:- 准备工作记录:- 加工过程记录:- 检验记录:以上为塑料加工工艺过程卡片及成型工序模板的完整版。
使用这些工具可以帮助加工厂更好地管理和记录整个塑料加工过程,提高生产效率和产品质量。
为确保准确性和一致性,每次操作前请仔细阅读操作指导并进行相关的检查和记录。
塑料的性能及黄卡识别-燃烧等级
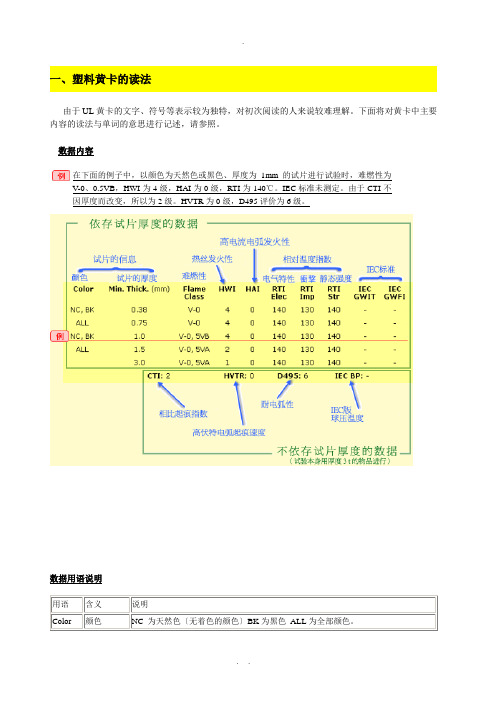
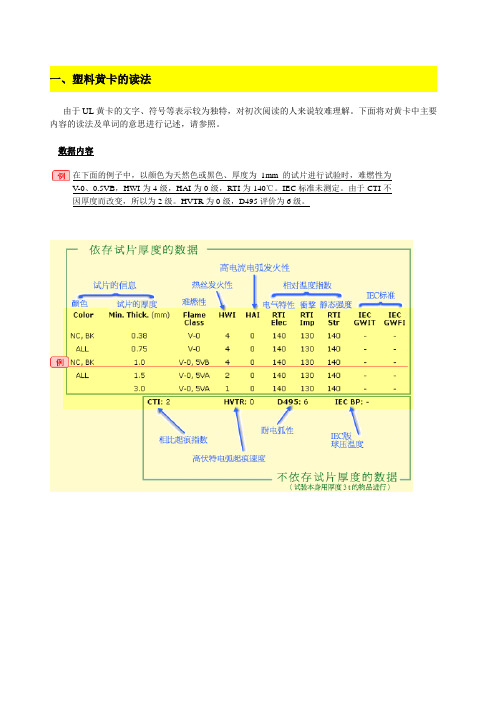
一、塑料黄卡的读法由于UL黄卡的文字、符号等表示较为独特,对初次阅读的人来说较难理解。
下面将对黄卡中主要内容的读法与单词的意思进行记述,请参照。
数据内容在下面的例子中,以颜色为天然色或黑色、厚度为1mm的试片进行试验时,难燃性为V-0、0.5VB,HWI为4级,HAI为0级,RTI为140℃。
IEC标准未测定。
由于CTI不因厚度而改变,所以为2级。
HVTR为0级,D495评价为6级。
数据用语说明用语含义说明Color颜色NC 为天然色〔无着色的颜色〕BK为黑色ALL为全部颜色。
其它的注册编号等二、Descriptions of UL Card Information, UL卡材质特性说明假设以某公司产品目录A1页次CNN3030材质为说明对象QMFZ2 SEPTEMBER 24,1990Component-PlasticsWINTECH POL YMER E213445Mti Dsg Col MinThkmmUL94FlameclassRTIHWIHAIHVTRD495CTIElec mechlmp StrPolybutyleneTerphthalate (PET),Glass reinforced, designated “FR-PET〞furnished as pellets.CNN3030BK0.56V-275757540063 ALL0.7V-0150140140300631.6V-0150150150200633V-015015015010063说明:1. COL (COLOR颜色):若为ALL即表示所有颜色都合乎测试的规格。
2. Min Thk mm 测试:表示测试材质的厚度(单位MM)。
3. UL Flame Class:表示防火等级,即材质经过以上测试条件,所得的数据予以分类并定义等级。
4. RTI (RELATIVE TEMPERATUREINDEX) 相对温度测试*蓝色字体为莱茵工程师的解释。
塑料件印刷检验规范

塑料件印刷检验规范1. 引言塑料件印刷是一种常见的表面处理方式,它可以使塑料件具有更加美观、耐用的特性。
为了确保印刷质量和产品的一致性,制定了塑料件印刷检验规范。
本文档旨在详细介绍塑料件印刷的检验要求和操作规范,以便相关人员能够正确执行印刷检验工作,确保产品质量。
2. 检验设备和工具在进行塑料件印刷检验之前,需要准备以下设备和工具:•表面温湿度计:用于测量塑料件表面的温度和湿度,确保印刷环境符合要求;•电子显微镜:用于检查印刷质量,尤其是细微的缺陷;•光源箱:提供均匀的光照条件,以便更好地观察和评估印刷效果;•显微镜:用于检查印刷图案的细节和清晰度;•色差计:用于测量印刷颜色与标准颜色之间的差异;•视觉缺陷评估板:包含常见的印刷缺陷图案,用于评估印刷质量。
3. 检验要求3.1 印刷图案检查在进行印刷图案检查时,需要注意以下要求:•检查印刷图案的清晰度和边缘锐利度;•检查是否有缺墨、溢墨和漏墨等问题;•检查印刷图案的位置和对称性;•检查印刷图案的方向和角度是否正确;•检查印刷图案是否与设定的设计图案一致。
3.2 色彩检查在进行色彩检查时,需要注意以下要求:•检测印刷色彩的均匀性,避免出现色差;•检查印刷颜色与标准颜色之间的差异,确保符合要求;•检查印刷色彩的饱和度和亮度是否一致;•检查印刷色彩的渐变效果是否平滑。
3.3 表面质量检查在进行表面质量检查时,需要注意以下要求:•检查印刷表面是否平整,是否存在明显的凹凸或划痕;•检查印刷表面是否有明显的气泡、皱褶或折痕;•检查印刷表面是否有其他异物或污渍;•检查印刷表面的光泽度和触感,确保符合要求。
4. 检验流程4.1 环境准备•温湿度控制:将检验环境的温度和湿度调节到符合要求的范围内;•光照条件:确保检验区域的光照均匀且符合要求。
4.2 样品准备•选择符合要求的样品进行检验;•清洁:确保样品表面没有灰尘、油污等杂质。
4.3 检验操作1.使用表面温湿度计测量样品表面的温度和湿度;2.使用电子显微镜检查印刷图案的清晰度和细节;3.在光源箱中对样品进行观察,评估印刷效果;4.使用显微镜检查印刷图案的细节和清晰度;5.使用色差计测量印刷颜色与标准颜色之间的差异;6.使用视觉缺陷评估板评估印刷质量。
注塑产品检验卡
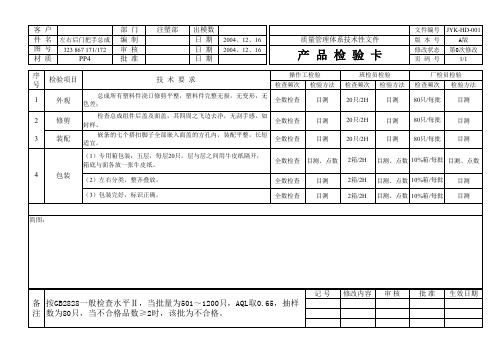
左右后门把手总成 323 867 171/172
PP4
部门 编制 审核 批准
注塑部
出模数 日期 12、16
质量管理体系技术性文件
产品检验卡
文件编号 版本号 修改状态 页码号
JYK-HD-001 A版
第0次修改
1/1
序 号
检验项目
技术要求
批 准 生效日期
操作工检验
班检员检验
厂检员检验
检查频次 检验方法 检查频次 检验方法 检查频次 检验方法
1
外观
总成所有塑料件浇口修剪平整,塑料件完整无损,无变形,无 色差;
全数检查
目测
20只/2H
目测 80只/每批
目测
2
修剪
检查总成组件后盖及面盖,其四周之飞边去净,无刮手感。如 封样。
全数检查
目测
20只/2H
目测 80只/每批
全数检查 目测
2箱/2H 目测、点数 10%箱/每批 目测
(3)包装完好,标识正确。
全数检查 目测
2箱/2H 目测、点数 10%箱/每批 目测
简图:
备 按GB2828一般检查水平Ⅱ,当批量为501~1200只,AQL取0.65,抽样 注 数为80只,当不合格品数≥2时,该批为不合格。
记 号 修改内容 审 核
目测
3
装配
嵌条的七个搭扣脚子全部嵌入面盖的方孔内,装配平整,长短 适宜。
全数检查
目测
20只/2H
目测 80只/每批
目测
(1)专用箱包装:五层,每层20只,层与层之间用牛皮纸隔开, 箱底与面各放一张牛皮纸。
全数检查 目测、点数 2箱/2H 目测、点数 10%箱/每批 目测、点数
注塑产品检验基准卡SIP

修 版 记 录 编制:
1、客户特殊要求,按客户要求进行管控。 2、正常巡检时2H/一次,特殊产品或者客户要求加严为1H/一次。 外观A区:产品正面位置的外观;B区:产品侧面位置的外观;C区:为产品背面位置外观;D区 到产品内的位置外观 修订内容 修订者 修订日 版次
审核:
批准:
**有限公司 准卡(SIP) 首检、 Nhomakorabea品、出货 A0(图纸A1)
日常管理
1、首检 和巡检: 检查记录 表; 2、出 货:产品 出厂检测 报告
管控。 者客户要求加严为1H/一次。 :产品侧面位置的外观;C区:为产品背面位置外观;D区:为装 修订日期
*******有限公司 检验基准卡(SIP) 客户名称 产品名称 产品件号 图示: 模具编号 模穴数 材料及颜色 文件编号 适用范围 图纸版本 首检、制品、出货 A0(图纸A1)
项次
1
2 3 4 5 6
检查规格 检验方法/频度 1.胶口不能凸起,不能凹入产品表面0.1mm; 2、产品表面不能有露纤、缩水、毛刺。拉伤、拉白、流痕、混色、异 物等不良现象(B、C、D区肉眼不易发现可以接受)。 3、产品颜色与样板一致,与互配产品配套无色差; 1、首 A区:不允许 目测/对 件:正常 4、 B区:0.05mm≤W≤0.1mm,l≤5.0mm允许一处; 比样板 检验 3-5 刮伤 C区:0.05mm≤W≤0.1mm,l≤5.0mm允许两处,两处距离大于 外观 /擦 (目视距 模; 100mm;0.05mm≤W≤0.1mm,l≤10.0mm允许一处; 离30-40 2、制程 伤 D区:不影响正常使用;(l:刮伤长度;W:刮伤宽度) 公分 检:正常 2 检验3-5 5、 A区:小于或等于0.08mm 仅允许一点; 2 模/2小 污点 B区:小于或等于0.20mm 允许两点,两点距离大于130mm; 时; 3 /杂 C区:小于或等于0.20mm2允许两点,两点距离大于80mm; 、出货 质 D区:不影响正常使用; 检:正常 游标卡尺 检验,抽 尺寸量测 产品尺寸按照上图图示测量并记录报表; 结构 无缺胶、线圈骨架无裂纹或开裂现象 检比例为 5%. 日期章 产品标识的年、月必须与实际生产的年、月相符 目视 1、包装箱(袋)标签名称、件号、材料、数量要与实物相符 2 包装检验 、包装箱(袋)不可破损、裂开。 电子称 克重 备注
检验卡片1
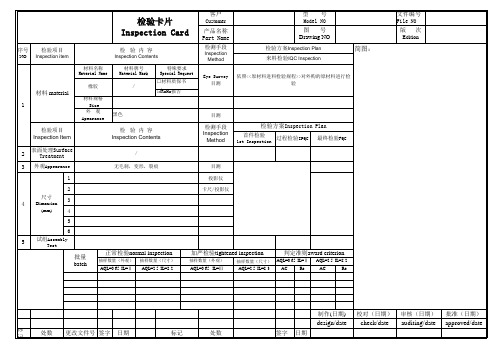
型 号 Model NO 图号 Drawing NO
检验方案Inspection Plan
来料检验IQC Inspection
简图:
Eye Survey 依照<<原材料进料检验规程>>对外购的原材料进行检
目测
验
目测
检测手段 Inspection
Method
检验方案Inspection Plan
检验卡片 Inspection Card
序号 检验项目 NO Inspection item
检 验内容 Inspection Contents
材料名称 Material Name
材料牌号 Material Mark
特殊要求 Special Request
材料 material 1
橡胶
材料规格 Size
标记
处数
签字 日期
制作(日期) design/date
校对(日期) 审核(日期) check/date auditing/date
批准(日期) approved/date
加严检验tightened inspection
抽样数量(外观)
抽样数量(尺寸)
AQL=0.65 IL=Ⅲ
AQL=2.5 IL=S-3
判定准则award criterion
AQL=0.65 IL=Ⅱ AQL=2.5 IL=S-2
ห้องสมุดไป่ตู้
AC
Re
AC
Re
文件编号 File NO
版次 Edition
标 记
处数 更改文件号 签字 日期
首件检验 1st Inspection
过程检验IPQC
最终检验FQC
外协检验卡片

冷插金属套¢12.5*¢9.3*¢17 mm
节气门密封垫宽6.5*厚3.5mm*内径62mm
缸盖法兰密封垫宽6.5*厚3.5mm
卷尺0-3000mm
包装箱730*580*190 mm
泡沫袋1500*500 mm
3
材质
目测
热插螺母HPB60/2铜
查看供应商自检报告
文件编号
版本号
A
生效日期
页次
5/13
名称
弹簧圈
规格牌号
/
序号
检验项目
检验方法
技术要求
抽样方案
1
外观
目测
色泽均匀,无飞边毛刺
10件/批
2
高度
游标卡尺0-150mm
4.0±0.02
10件/批
3
厚度
游标卡尺0-150mm
1.0±0.05
10件/批
4
外径
游标卡尺0-150mm
大号11.8±0.05
10件/批
文件编号:
第三层次文件
外购外协检验卡片
编制:
审核:
批准:
分发号:02
文件编号
版本号
A
外购外协检验卡片
生效日期
页次
1/13
1目的:
为了为生产提供合格的原材料、外协件,为顾客提供合格的产品,规范本公司生产所需原材料的检验,特编制本检验卡片。
2职责:
质量部负责所有进厂原材料的检验
3程序:
3.1采购人员将采购的原材料、外协件填写报检单,交质检员检验;
文件编号
版本号
A
生效日期
页次
4/13
外协检验卡片
小号8.8±0.05
5
内径
游标卡尺0-150mm
大号
10件/批
中号
小号
6
材质
目测
65Mn
查看供应商自检报告
7
盐雾
目测
≥200H
查看供应商自检报告
说明:1、对本公司部具备检测手段的可采用验证供应商自检报告的方法进行。
2、零件接收的准则为零缺陷。
文件编号
版本号
A
生效日期
页次
6/13
2
尺寸
游标卡尺0-150mm
GB2828/S
3
外观
目测
色泽均匀,无飞边毛刺
GB2828/S
文件编号
版本号
A
生效日期
页次
10/13
名称
泡沫毛毡
规格牌号
/
序号
检验项目
检验方法
技术要求
抽样方案
1
外观
目测
产品无破损,标识正确
GB2828/S-2
2
尺寸
游标卡尺0-150mm
卷尺0-3000mm
BX30(30*30*20,15*15)
检验项目
检验方法
技术要求
抽样方案
1
外观
目测
产品无破损,标识正确
GB2828/S-2
2
尺寸
游标卡尺0-150mm
E50 50*30*5
GB2828/S-2
T63毛毡65*40*1
123#泡沫123*50*5
174#泡沫174*150*5
206毛毡20*20*1
B53泡沫35*25*25
N23毛毡40*15*1
卡片检验标准 201312
dilone苏州工业园区迪隆科技发展有限公司各类卡片的检验规范各类卡片的检验规范包括:普卡、磁卡、带触点的集成电路卡、无触点的集成电路卡等的检验规范。
1、目的:为了便于本公司检验人员检验,特制定检验标准作业规范。
2、引用标准1)GB/T14443-1:2000识别卡无触点集成电路卡接近式卡第一部分物理特性2)GB/T15120.1-1994 识别卡记录技术第1部分:凸印(idt ISO 7811-1:1985)3)GB/T15120.2-1994 识别卡记录技术第2部分:磁条(idt ISO 7811-2:1985)4)GB/T15120.3-1994 识别卡记录技术第3部分:ID-1 型卡上凸印字符的位置(idt ISO 7811-3:1985)5)GB/T15120.4-1994 识别卡记录技术第4部分:只读磁道的第1磁道和第2磁道的位置(idt ISO 7811-4:1985)6)GB/T15120.5-1994 识别卡记录技术第5部分:读写磁道的第3磁道的位置(idtISO 7811-5:1985)7)GB/T 16649.1-2006 识别卡带触点的集成电路卡第1部分:物理特性8)GB/T 16649.2-2006 识别卡带触点的集成电路卡第2部分:触点的尺寸和位置9)GB/T 16649.3-2006 识别卡带触点的集成电路卡第3部分:电信号和传输协议10)GB/T 17554.3-2006 识别卡测试方法第1部分:一般特性测试3、条件:(a) 灯光光度600 LM(明),检卡的角度160∠(度)(b) 距离眼睛30cm工具:白手套、手指套、游标卡尺、千分尺、数卡机(JC-1100B)、酒精。
4、方法i.目测,必要时用标准参照物比照目测ii.相应读卡机读卡iii.标准尺寸检验。
每批(1000片)抽2-4张卡片作宽度、高度(用游标卡尺)及厚度(千分卡尺)的测量。
标准为:宽度:85.47mm--85.72mm(标准)高度:53.92mm--54.03mm(标准)卡片四角圆角半径:3.18mm厚度:(1)根据客户要求(2)普通卡:0.76mm±0.03mm;0.4mm±0.02mm;0.3mm±0.02mm(3)磁卡:0.76mm±0.08mm;(4)带触点的集成电路卡:0.82mm±0.02mm;(5)无触点的集成电路卡:0.92mm±0.04mm;注意:进行标准尺寸检查时,只要发现≥1张不规格,则判该批为不合格。
产品检验卡片
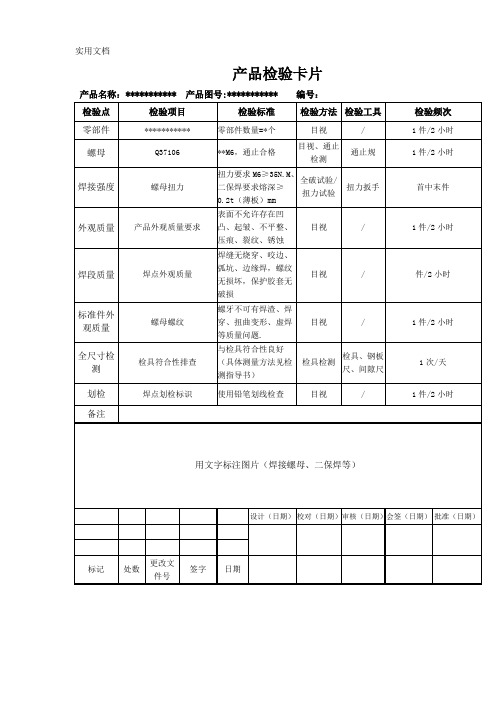
产品名称:*********** 产品图号:*********** 编号:
检验点
检验项目
检验标准
检验方法
检验工具
检验频次
零部件
***********
零部件数量=*个
目视
/
1件/2小时
螺母
Q37106
**M6,通止合格
目视、通止检测
通止规
1件/2小时
焊接强度
螺母扭力
扭力要求M6≥35N.M、二保焊要求熔深≥0.2t(薄板)mm
全尺寸检测
检具符合性排查
与检具符合性良好(具体测量方法见检测指导书)
检具检测
检具、钢板尺、间隙尺
1次/天
划检
焊点划检标识
使用铅笔划线检查
目视
/
1件/2小时
备注
用文字标注图片(焊接螺母、二保焊等)
设计(日期)
校对(日期)
审核(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
全破试验/扭力试验
扭力扳手
首中末件
外观质量
产品外观质量要求
表面不允许存在凹凸、起皱、不平整、压痕、裂纹、锈蚀
目视
/
1件/2小时
焊段质量
焊点外观质量ቤተ መጻሕፍቲ ባይዱ
焊缝无烧穿、咬边、弧坑、边缘焊,螺纹无损坏,保护胶套无破损
目视
/
件/2小时
标准件外观质量
螺母螺纹
螺牙不可有焊渣、焊穿、扭曲变形、虚焊等质量问题.
目视
/
1件/2小时
塑料袋检验报告

塑料袋检验报告1. 引言本文档为塑料袋的检验报告,旨在对所检验的塑料袋进行详细的描述和分析。
塑料袋广泛应用于各种领域,如食品包装、商品运输和垃圾分类等。
为了确保塑料袋的质量和安全性,检验工作至关重要。
本报告将涵盖塑料袋的外观、物理性能和化学性能等方面的检验结果。
2. 检验对象检验对象为10个常见的商用塑料袋样品,包括各种尺寸和材料的塑料袋。
这些袋子通常用于商品包装和日常使用。
3. 外观检验在外观检验中,我们对每个塑料袋样品进行了视觉检查。
以下是我们对每个样品的外观描述:•样品1:表面平整,无明显划痕和凹陷。
•样品2:有部分表面凹陷,但并不影响使用。
•样品3:无明显外观缺陷。
•样品4:存在少量划痕,但并不影响整体外观。
•样品5:外观平整,无明显瑕疵。
•样品6:存在少量瑕疵,但不影响使用。
•样品7:外观完好,无任何缺陷。
•样品8:存在少量表面划痕,但不影响使用。
•样品9:无明显外观缺陷。
•样品10:存在轻微凹陷和划痕,但不影响使用。
4. 物理性能检验4.1 强度测试我们使用万能拉力测试机对每个样品的抗拉强度进行了测试。
以下是测试结果的平均值和标准差:样品抗拉强度(N)标准差样品 1 2500 150样品 2 2600 180样品 3 2700 200样品 4 2450 170样品 5 2550 160样品 6 2500 180样品 7 2600 190样品 8 2550 170样品 9 2650 200样品 10 2500 1604.2 厚度测试我们使用塑料薄膜测厚仪对每个样品的厚度进行了测试。
以下是测试结果的平均值和标准差:样品厚度(mm)标准差样品 1 0.025 0.002样品 2 0.030 0.003样品 3 0.028 0.002样品 4 0.027 0.002样品 5 0.031 0.003样品 6 0.029 0.002样品 7 0.032 0.003样品 8 0.026 0.002样品 9 0.029 0.003样品 10 0.030 0.0025. 化学性能检验5.1 可溶性物质测试我们使用溶解测试方法对每个塑料袋样品中的可溶性物质进行了检测。
产品检验卡模板 2

JYS/JL-29进货检验记录卡抽样数量:江苏苏源杰瑞电表有限公司产品名称 变压器供方供货数量规格 进货日期 简图 技术要求外观:没有破损,字迹清晰,外观整洁,引脚不生锈技术参数:变压器空载电流不大于4mA ,空载电压与额定电压相差±0.5V 以内,绝缘强度大于100M Ω材质:高温85℃4小时不产生形变 检测项目 外观;空载电流,空载电压,高温实验 检测工具 目测,万用表,绝缘电阻表,高低温试验箱 检测方案 见《抽样标准》 检验方法 目测外观是否满足技术要求将变压器放入高低温实验箱,85℃4小时不产生形变 高温后经2小时冷却,然后进行检测空载电流:次级无负载串接电流表,次级接电压,读数即为空载电流 空载电压:初级 验证结论 合格 检验员 不合格 日期外观 空载电流(mA ) 空载电压(V ) 绝缘强度(M Ω) 1 234 5 6 7 8910 1112 1314 15 16 17 181920 21 22 232425 262728 29 303132 3334 35363738 3940抽样数量:江苏苏源杰瑞电表有限公司产品名称 电解电容 供方供货数量规格 进货日期 简图 技术要求 外观:没有破损,字迹清晰,外观整洁,引脚不生锈技术参数:正反面无通断现象(有充放电现象),漏电电阻大于500K Ω,容值符合标定值 材质:高温85℃4小时不产生形变 检测项目 外观检查,通断测量,漏电电阻测量,容值测量,高温实验 检测工具 目测,万用表,容量表,高低温试验箱 检测方案 见《抽样标准》检验方法 目测外观是否符技术要求将电解电容放置高低温实验箱中,高温实验65℃ 4小时不产生形变漏电电阻检测,先将电容两根引脚短接放电,将万用表置于电阻档,表笔接电解电容两根引脚,表笔接通显示一个小阻值然后上升,稳定后即为电容的漏电电阻, 容值检测,用容量表两根表笔直接测量电容容量,读数即为容值。
验证结论 合格 检验员不合格 日期外观 漏电电阻 容值 外观 漏电电阻 容值1 412 423 434 445 456 467 478 489 49 10 5011 51 12 5213 53 14 54 15 55 16 56 17 57 18 58 19 59 20 60 21 61 22 62 23 6324 6425 65 26 66 27 67 28 68 29 69 30 70 31 7132 7233 73 34 7435 75 36 7637 77 38 7839 794080抽样数量:江苏苏源杰瑞电表有限公司产品名称 二极管 供方供货数量规格 进货日期 简图 技术要求外观:没有破损,字迹清晰,外观整洁,引脚不生锈技术参数:正向电阻不大于800Ω,反向电阻趋于无穷大材质:高温65℃4小时不产生形变检测项目 外观检查,正向电阻测量,反向电阻测量,高温实验 检测工具 目测,万用表,高低温试验箱 检测方案 见《抽样标准》 检验方法 目测外观是否符合技术要求 将二极管放入高低温试验箱,高温65℃4小时不产生形变 高温后冷却2小时后再进行检测将万用表置二极管测量档位 红表笔接二极管正极,黑表笔接二极管负极,测量二极管正向电阻红表笔接二极管负极,黑表笔接二极管正极,测量二极管反向电阻 验证结论 合格 检验员不合格 日期外观 正向电阻 反向电阻外观 正向电阻 反向电阻 1 41 2 423 434 445 456 467 478 48 9 4910 50 11 5112 5213 53 14 54 15 55 16 56 17 57 18 5819 5920 60 21 61 22 62 23 6324 6425 65 26 66 27 67 28 6829 6930 70 31 71 32 7233 7334 74 35 7536 7637 77 38 7839 7940 80抽样数量:江苏苏源杰瑞电表有限公司产品名称 发光二极管 供方供货数量规格 进货日期 简图 技术要求外观:没有破损,字迹清晰,外观整洁,引脚不生锈技术参数:加5V 直流,发光二极管串联1K 电阻时,发光二极管亮度正常,且亮度均匀,高低温实验亮度正常不变化 材质:高温65℃4小时不产生形变检测项目 外观检查,亮度检查,高低温实验 检测工具 目测,稳压电源,高低温试验箱 检测方案 见《抽样标准》 检验方法 目测外观是否满足技术要求 将发光二极管放入高低温试验箱高温65℃4小时不产生形变 亮度检查将直流5V 稳压电源接发光二极管中间串接1K 电阻,接通电源,放入高低温箱冷热交替,观察二极管亮度是否正常,是否均匀 验证结论 合格 检验员不合格 日期外观 高低温亮度状态 外观高低温亮度状态1 234 5 6 7 8910 1112 1314 15 16 17 181920 21 22 232425 2627282930 31 323334 35 36 37383940抽样数量:江苏苏源杰瑞电表有限公司产品名称 计度器 供方供货数量规格 进货日期 简图 技术要求检测项目 检测工具 检测方案 见《抽样标准》检验方法 验证结论 合格 检验员 不合格 日期1234 5 6 7 8 9 10 11 12 13 14 15 16 17 181920 21 22 232425 26 27 282930 31 32 33 34 35 363738 3940抽样数量:江苏苏源杰瑞电表有限公司产品名称 背光 供方供货数量规格 进货日期 简图 技术要求外观:没有破损,外观整洁,引脚不生锈技术参数:加5V 直流,背光串联1K 电阻时,背光亮度正常,且亮度均匀,高低温实验亮度正常不变化检测项目 外观检查,亮度检查,高低温实验 检测工具 目测,稳压电源,高低温试验箱 检测方案 见《抽样标准》检验方法 目测外观是否满足技术要求将背光通电放入高低温试验箱高温65℃4小时不产生形变亮度检查将直流5V 稳压电源接背光两个引脚.串接1K 电阻,接通电源,放入高低温箱冷热交替,观察背光亮度是否正常,是否均匀验证结论 合格 检验员 不合格 日期外观 高低温亮度是否正常 外观 高低温亮度是否正常1412 423 434 445 456 467 478 489 49 10 50 11 5112 5213 53 14 54 15 55 16 56 17 57 18 5819 5920 60 21 61 22 62 23 6324 6425 65 26 66 27 67 28 68 29 69 30 70 31 7132 7233 73 34 74 35 75 36 7637 7738 78 39 7940 80JYS/JL-29进货检验记录卡抽样数量:江苏苏源杰瑞电表有限公司 JYS/JL-29产品名称 普通按键 供方供货数量规格 进货日期 简图 技术要求外观:没有破损,外观整洁,引脚不生锈技术参数: 耐压 AC250V(50Hz)/min绝缘电阻100MΩ min.100V DC接触电阻小于100mΩ max. 工作温度-30°C to+85°C寿命 100000次 检测项目 外观检查,耐压测试,绝缘电阻测试,接触电阻测试,高低温实验,寿命检测 检测工具 目测,绝缘电阻表,万用表,按键实验台,高低温实验箱 检测方案 见《抽样标准》检验方法 目测外观是否满足技术要求 接入耐压仪加电压,测试通断是否正常,用绝缘电阻表测按键引脚与外部封装的绝缘电阻,然后测量按键接触时电阻阻值,放入高低温试验箱,在工作温度范围之内测量按键通断是否正常,将按键接入按键实验台测试工作寿命验证结论 合格 检验员 不合格 日期外观 耐压 绝缘电阻 接触电阻 高低温实验 寿命(次) 1234 5 6 789 10 111213 1415 1617 181920 21 22 232425 26 27 282930 313233 34 35 363738 3940江苏苏源杰瑞电表有限公司 JYS/JL-29产品名称 开盖按键 供方供货数量规格 进货日期 简图 技术要求外观:没有破损,外观整洁,引脚不生锈技术参数:耐压 AC250V(50Hz)/min绝缘电阻100MΩ min.100V D C接触电阻小于100mΩ max. 工作温度-30°C to+85°C寿命 100000次 检测项目 外观检查,常开常闭检查,耐压测试,绝缘电阻测试,接触电阻测试,高低温实验,寿命检测检测工具 目测,绝缘电阻表,万用表,按键实验台,高低温实验箱 检测方案 见《抽样标准》检验方法 目测外观是否满足技术要求 接入耐压仪加电压,测试通断常开常闭是否正常,用绝缘电阻表测按键引脚与外部封装的绝缘电阻,然后测量按键接触时电阻阻值,放入高低温试验箱,在工作温度范围之内测量按键通断是否正常,将按键接入按键实验台测试工作寿命验证结论 合格 检验员 不合格 日期外观 耐压 绝缘电阻 接触电阻 高低温实验 长闭长开检查 寿命1234 5 6 789 10 111213 1415 1617 181920 21 22 232425 26 27 282930 313233 34 35 363738 3940江苏苏源杰瑞电表有限公司 JYS/JL-29产品名称 发射管.接收管 供方供货数量规格 进货日期 简图 技术要求外观:没有破损,外观整洁,引脚不生锈技术参数:电压:1.27-1.4v 、电流:20ma发射功率:12-15mw 距离约 8-10米左右。
塑胶件外观通用检验标准.
名称: 塑胶件外观检验标准图号:DK006.002德卡科技有限公司检验标准名称:塑胶件外观检验标准图号:DK006.002拟制:审核:标准化:IQC会签:批准:一、目的:1.1为规范塑料外观检验标准,确保经IQC检验之部品符合产品质量要求。
二、职责2.1本标准必须经由培训合格之检验人员执行2.2检验中如有疑问及争执,须由MQE主管协调处理。
2.3若出现本标准中未涉及的项目,应立即通知MQE工程师修改或解释本标准。
三、参考文件3.1 GSM FQA外观检验标准3.2 DBTEL电池板外观检验标准3.3客户要求的相关文件四、缺陷定义4.1 点(含杂质):具有点的形状,测量时以其最大直径为其尺寸4.2 毛边:在塑料零件的边缘或结合线处线性凸起(通常为成型不良所致)4.3 银丝:在成型中形成的气体使塑料零件表面退色(通常为白色)。
这些气体大多为树脂内的湿气,某些树脂易吸收湿气,因此制造前应加入一道干燥工序4.4气泡:塑料内部的隔离区使其表面产生圆形的突起4.5变形:制造中内应力差异或冷却不良引起的塑料零件变形4.6顶白:成品被顶出模具所造成之泛白及变形﹐通常发生在顶出稍的另一端(母模面)4.7缺料:由于模具的损坏或其它原因﹐造成成品有射不饱和缺料情形.4.8断印:印刷中由于杂质或其它原因造成印刷字体中的白点等情况。
4.9漏印:印刷内容缺划或缺角或字体断印缺陷大于0.3mm,也被认为有漏印。
4.10色差:指实际部品颜色与承认样品颜色或色号比对超出允收值。
4.11同色点: 指颜色与部品颜色相接近的点;反之为异色点。
4.12流水纹:由于成形的原因﹐在浇口处留下的热溶塑料流动的条纹4.13熔接痕:由于两条或更多的熔融的塑料流汇聚,而形成在零件表面的线性痕迹4.14装配缝隙:除了设计时规定的缝隙外,由两部组件装配造成的缝隙4.15细碎划伤:无深度的表面擦伤或痕迹(通常为手工操作时造成)4.16硬划伤:硬物或锐器造成零件表面的深度线性伤痕(通常为手工操作时造成)4.17凹痕缩水:零件表面出现凹陷的痕迹或尺寸小于设计尺寸(通常为成型不良所致)4.18颜色分离:塑料生产中,流动区出现的条状或点状色痕(通常由于加入再生材料引起)4.19不可见:指瑕疵直径<0.03mm为不可见,LENS透明区除外(依每部品材料所订定之检测距离)4.20碰伤:产品表面或边缘遭硬物撞击而产生的痕迹4.21油斑:附着在对象表面的油性液体4.22漏喷:应喷漆之产品表面部份因异常原因而导致油漆没有喷到露出底材之现象4.23修边不良:产品边缘处因人工修边而产生缺口等不规则形状4.24毛屑:分布在喷漆件表面的线型杂质。
塑料的性能及黄卡识别-燃烧等级
一、塑料黄卡的读法由于UL黄卡的文字、符号等表示较为独特,对初次阅读的人来说较难理解。
下面将对黄卡中主要内容的读法及单词的意思进行记述,请参照。
数据内容在下面的例子中,以颜色为天然色或黑色、厚度为1mm的试片进行试验时,难燃性为V-0、0.5VB,HWI为4级,HAI为0级,RTI为140℃。
IEC标准未测定。
由于CTI不因厚度而改变,所以为2级。
HVTR为0级,D495评价为6级。
数据用语说明温度同。
其它的注册编号等二、Descriptions of UL Card Information, UL卡材质特性说明假设以某公司产品目录A1页次CNN3030材质为说明对象QMFZ2 SEPTEMBER 24,1990Component-PlasticsWINTECH POL YMER E213445Mti Dsg Col MinThkmmUL94FlameclassRTIHWIHAIHVTRD495CTIElec mechlmp StrPolybutyleneTerphthalate (PET),Glass reinforced, designated “FR-PET” furnished as pellets.CNN3030BK0.56V-275757540063 ALL0.7V-0150140140300631.6V-0150150150200633V-015015015010063说明:1. COL (COLOR 颜色):若为ALL 即表示所有颜色都合乎测试的规格。
2. Min Thk mm 测试:表示测试材质的厚度(单位MM)。
3. UL Flame Class :表示防火等级,即材质经过以上测试条件,所得的数据予以分类并定义等级。
4. RTI (RELATIVE TEMPERATURE INDEX) 相对温度测试 *蓝色字体为莱茵工程师的解释。
a. 第一项为电气性质相对温度测试: (带电部件附近)即受测试材质在运作状态(即通电运作),环境测试温度为130℃,材质寿命能达到测试标准。
UL黄卡和塑料性能的说明

一、塑料黄卡的读法由于UL黄卡的文字、符号等表示较为独特,对初次阅读的人来说较难理解。
下面将对黄卡中主要内容的读法及单词的意思进行记述,请参照。
数据内容在下面的例子中,以颜色为天然色或黑色、厚度为1mm的试片进行试验时,难燃性为V-0、0.5VB,HWI为4级,HAI为0级,RTI为140℃。
IEC标准未测定。
由于CTI不因厚度而改变,所以为2级。
HVTR为0级,D495评价为6级。
数据用语说明用语含义说明Color颜色NC 为天然色(无着色的颜色)BK为黑色 ALL为全部颜色。
Min. Thick.试片最小厚度单位为mm。
在上述黄卡中,试片厚度为3mm时,难燃性为5VA。
试片厚度为1mm时,难燃性为5VB。
Flame Class 难燃性根据UL94标准判定材料的难燃性水平。
按照HB、V-2、V-1、V-0的顺序,难燃性依次增大。
一般说的难燃材料指的是V-0。
除了传统的评价方法之外,还设定了上一级的其它的注册编号等二、假设以某公司产品目录A1页次CNN3030材质为说明对象QMFZ2 SEPTEMBER 24,1990Component-PlasticsWINTECH POLYMER E213445Mti Dsg Col MinThkmmUL94FlameclassRTIHWIHAIHVTRD495CTIElec mechlmp StrPolybutyleneTerphthalate (PET),Glass reinforced, designated “FR-PET”furnished as pellets.CNN3030BK0.56V-275757540063 ALL0.7V-0150140140300631.6V-0150150150200633 V-0 150 150 150 1 0 0 6 3以下略……..说明:1. COL (COLOR 颜色):若为ALL 即表示所有颜色都合乎测试的规格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检
验
车间 检验
卡
1、
片
检验项目 外观
产品型号 空滤、电喷、油冷器用塑料 零(部)件名称 产品名称 PP,PP6,PBT,ABS等 技术要求 检验手段 零(部)件图号 检验方案 每批任抽3袋,合 取30㎏左右。 同1 共
2594—101 页 第 页
检验操作要求
无明显杂质,型号符 目测 合表1规定。
2、 2.1.
性能 小样试验 塑化良好,试样色泽 对试样目测 均匀,无明显杂质。
2.1.1. 外观
2.1.2. 电缆料
符合表1中序1~序3要 耐压试验仪 求。 兆欧表 水浴缸
2.1.2.1 试样长度: a、成品电压试验10mm b、绝缘电阻测量5mm 2.1.2.2 如对送检批电缆料的抗张强度和伸 长率质量有怀疑时可按表1中序4、序5要求 试验(一般进货验收可不进行此项试验)。
2.1.3. 插头料 (PVC/ST4)
a、2000V/min无击穿 耐压试验仪 闪络(≤2mA)。 b、绝缘电阻大于 10ቤተ መጻሕፍቲ ባይዱM(常温)。 兆欧表
每批三根
测量部位: a、极—其它各极间。 b、极—插头本体(放在金属网或 水中)。
描图
描校
底图号
装订号 设计(日期) 审核(日期) 标准化(日期) 会签(日期) 批准(日期)
标记 处数 更改文件号 处数 签字 日期 标记 处数 更改文件号 签字 日期