冲压件检验工艺卡-模板
冲压工厂焊接备件产品质量检验卡
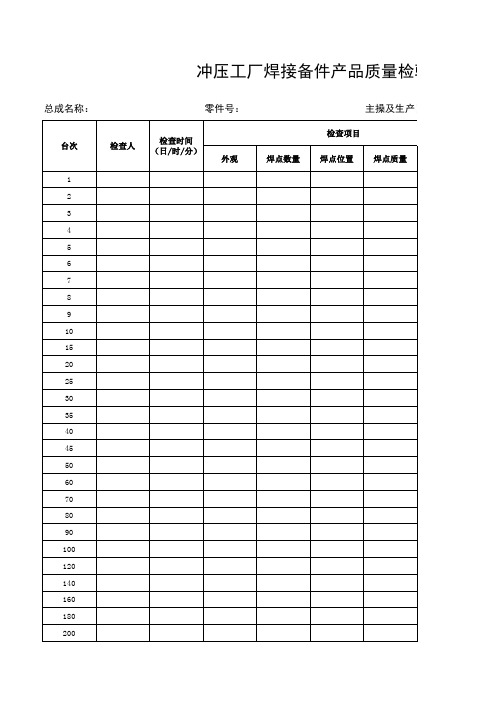
总成名称:
零件号:
ห้องสมุดไป่ตู้台次
1 2 3 4 5 6 7 8 9 10 15 20 25 30 35 40 45 50 60 70 80 90 100 120 140 160 180 200
检查人
检查时间 (日/时/分)
外观
主操及生产日期:
检查项目 焊点数量 焊点位置 焊点质量
检查员首检 检查员中检 检查员末检
主操抽检
督导抽检
备注说明:
1、检查合格(“√”);检查不合格(“×”);未检查(“/”)。 2、操作工根据当日生产量对照台次检查,10台及以下须全检。 3、检查员每批次至少检查3件,生产3件以下不计。 4、主操和督导每批次至少抽查2件,生产2件以下不计。
质量检验卡
主操及生产日期:
尺寸 (错孔、错边)
不合格原因简要描述
一次合格率: 班长: 日期:
冲压件首件检验记录(表格模板、格式)
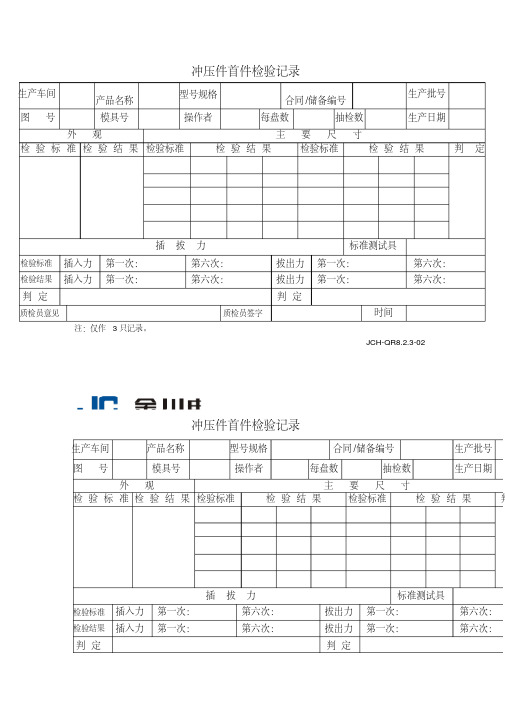
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。
冲压首样确认卡范例
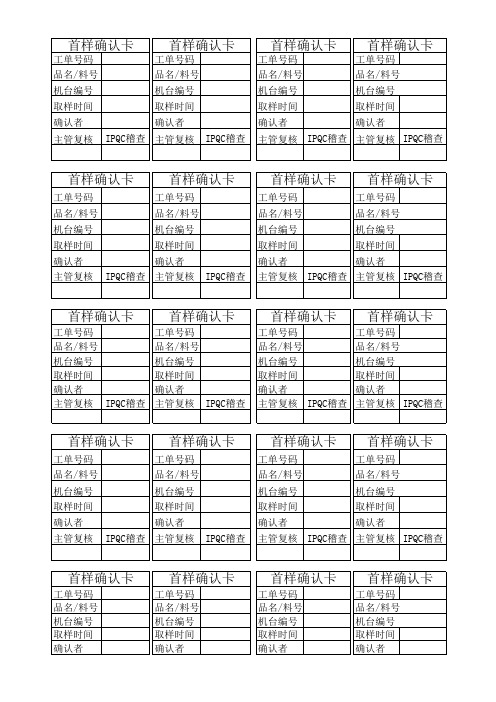
首样确认卡
工单号码 品名/料号 机台编号 取样时间 确认者
首样确认卡
工单号码 品名/料号 机台编号 取样时间 确认者
首样确认卡
工单号码 品名/料号 机台编号 取样时间 确认者
主管复核 IPQC稽查 主管复核 IPQC稽查 主管复核 IPQC稽查 主管复核 IPQC稽查
工单号码
工单号码
品名/料号ຫໍສະໝຸດ 品名/料号机台编号
机台编号
取样时间
取样时间
确认者
确认者
主管复核 IPQC稽查 主管复核 IPQC稽查
首样确认卡 首样确认卡
工单号码
工单号码
品名/料号
品名/料号
机台编号
机台编号
取样时间
取样时间
确认者
确认者
主管复核 IPQC稽查 主管复核 IPQC稽查
首样确认卡
首样确认卡
工单号码 品名/料号
首样确认卡
工单号码
工单号码
品名/料号
品名/料号
机台编号
机台编号
取样时间
取样时间
确认者
确认者
主管复核 IPQC稽查 主管复核 IPQC稽查
首样确认卡 首样确认卡
工单号码
工单号码
品名/料号
品名/料号
机台编号
机台编号
取样时间
取样时间
确认者
确认者
主管复核 IPQC稽查 主管复核 IPQC稽查
首样确认卡
首样确认卡
工单号码 品名/料号
机台编号
机台编号
取样时间
取样时间
确认者
确认者
主管复核 IPQC稽查 主管复核 IPQC稽查
首样确认卡 首样确认卡
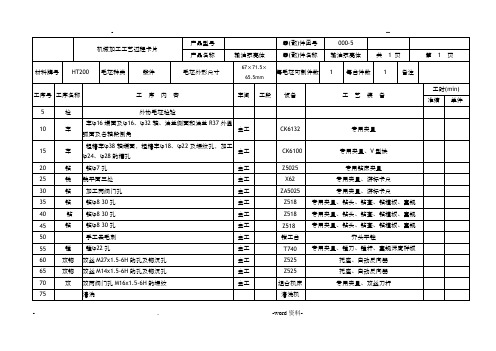
冲压工艺卡片
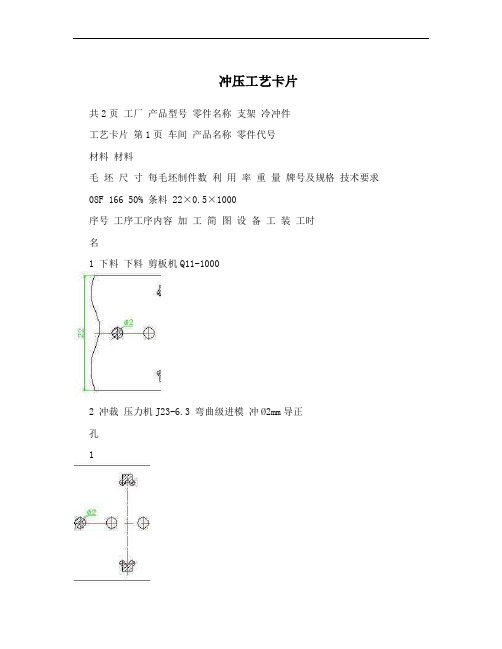
冲压工艺卡片
共2页工厂产品型号零件名称支架冷冲件
工艺卡片第1页车间产品名称零件代号
材料材料
毛坯尺寸每毛坯制件数利用率重量牌号及规格技术要求08F 166 50% 条料22×0.5×1000
序号工序工序内容加工简图设备工装工时
名
1 下料下料剪板机Q11-1000
2 冲裁压力机J23-6.
3 弯曲级进模冲Ø2mm导正
孔
1
3 冲裁冲异型孔压力机J23-6.3 弯曲级进模
4 切边冲出弯曲件压力机J23-6.3 弯曲级进模外形
5 弯曲校正弯曲压力机J23-6.3 弯曲级进模2
6 切断落料压力机J23-6.3 弯曲级进模
7 尺寸根据零件图检
检验验冲压件尺寸
3。
工艺卡、工序卡、检验卡
- . -word资料-- . -word资料-机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称输油泵壳体零(部)件名称输油泵壳体共 4 页第 1 页车间工序号工序名称材料牌号35 钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数精密锻件 1 1设备名称型号同时加工件数钻床Z518 1夹具编号夹具名称切削液000-1 专用夹具工位器具编号工位器具名称工序工时准终单件2.088 2.093工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时(min)机动辅助1 钻φ8孔Z518 1100 26.1 0.3 4 1 0.101 1.8723- . -word资料-机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称输油泵壳体零(部)件名称输油泵壳体共 4 页第 2 页车间工序号工序名称材料牌号35 钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数精密锻件 1 1设备名称型号同时加工件数钻床Z518 1夹具编号夹具名称切削液000-2 专用夹具工位器具编号工位器具名称工序工时准终单件2.088 2.093工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时(min)机动辅助1 钻φ8孔Z518 1100 26.1 0.3 4 1 0.101 1.87- . -word资料-23机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称输油泵壳体零(部)件名称输油泵壳体共 4 页第 3 页车间工序号工序名称材料牌号35 钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数精密锻件 1 1设备名称型号同时加工件数钻床Z518 1夹具编号夹具名称切削液000-3 专用夹具工位器具编号工位器具名称工序工时准终单件- . -word资料-2.088 2.093工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时(min)机动辅助1 钻φ8孔Z518 1100 26.1 0.3 4 1 0.101 1.87 23机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称输油泵壳体零(部)件名称输油泵壳体共 3 页第 1 页车间工序号工序名称材料牌号35 钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数精密锻件 1 1设备名称型号同时加工件数钻床Z518 1夹具编号夹具名称切削液000-1 专用夹具- . -word资料-检验工序卡- . -word资料-- . -word资料-。
JN.LY W-GY-04-JL01 冲压制造部工艺纪律检查表

一项次不合格扣2分。
2.操作者应掌握本岗位工艺参数、工艺要求
一项次不合格扣1分。
3. 按生产工艺要求程序进行操作。未按生产工艺要求程序进行操作
一项次不合格扣2分。
4. 未严格按照工艺规定的检验频次进行检验并记录的
一次扣2分。
5. 钣件按要求定位准确,
一次1分。
一处不合格扣1分。
8.当日冲压件有无首验、巡检、末检检验,并按照工艺规定的检验频次进行检验且记录做出检验数据报告。首末件是否按规定检查存放
一项不合格扣2分。
9.装架作业协同检验有无执行
发现一次扣2分。
10.有无卡废料、检知异常现象发生。协同检验有无执行(特别是装架作业)
发现一处扣2分。
四、操作者必须按工艺标准进行操作
路径(部门级):各制造部→各制造部(归档保存) 记录保存期限:3年
一处不合格扣2分。
六、安全
1.自动线门关闭后生产线内是否有人,人员进入模腔时有无放置安全栓,天车吊物下是否有人。
发现一处扣5分。
2.操作工需穿戴劳保用品上岗。
发现一处扣5分。
3.自动线及模修设备区安全防护装置(如围栏等)损坏后未做出安全警示标志,未及时上报维修。
不上报维修扣2分,不做安全警示标志扣5分
一项次不合格扣2分。
五、设施设备保养及物料存放
1. 要求检具、模具定期保养,检具型面清洁、无破损,模具油漆无脱落,金属裸露部分无生锈。按工艺规程和计划对模具进行定期维护保养清洗,维护实施情况符合工艺要求,记录完全。
发现一处扣2分
2.模具安装前未按规定对模具上、下模板及工作台面进行清理或者清理不干净;压件前及压件过程中未按规程对模具进行检查清理和润滑;压件后模具清理不彻底。
冲压生产工艺卡

冲压生产工艺卡冲压是一种利用模具对金属材料进行成形的工艺。
冲压生产工艺卡是对冲压件生产过程中所需的工艺参数、工装、模具等内容进行记录和管理的参考卡片。
下面,我将介绍冲压生产工艺卡的主要内容。
一、零件信息在冲压生产工艺卡上需要包含零件的基本信息,包括零件名称、图号、材料、规格、数量以及特殊要求等内容。
二、生产工艺流程冲压生产工艺卡需要详细描述零件的生产工艺过程,包括冲压顺序、冲压工序、模具使用顺序等。
工艺流程应根据实际生产情况进行调整,并进行不断更新和改善。
三、工艺参数冲压生产工艺卡需要记录和管理每个冲压工序的工艺参数,包括冲压压力、冲压速度、冲次、模具调整等内容。
这些参数对于保证冲压件质量、提高生产效率至关重要。
四、模具信息冲压生产工艺卡需要包含模具的基本信息,包括模具名称、型号、材料、加工精度等内容。
同时,还需要记录模具的使用次数、报废情况以及维护保养记录。
五、质量要求冲压生产工艺卡需要详细描述零件的质量要求,包括尺寸容差、表面质量、力学性能等内容。
质量要求是冲压生产中的关键指标,应严格执行并进行质量控制。
六、工装要求冲压生产工艺卡需要包含工装的基本信息,包括工装名称、构造、材料等内容。
同时,还需要记录工装的使用次数、报废情况以及维护保养记录。
七、安全措施冲压生产过程中存在一定的安全风险,因此冲压生产工艺卡需要包含相应的安全措施,包括操作规程、防护设施、应急措施等内容。
工艺卡上应标明生产过程中的安全警示和注意事项。
八、工艺示意图为了更直观地描述冲压生产过程,冲压生产工艺卡可以包含工艺示意图。
工艺示意图可以通过CAD软件绘制,清晰明了地展示出每个冲压工序的过程,有助于操作人员更好地理解和执行。
以上就是冲压生产工艺卡的主要内容,通过精心编制和管理冲压生产工艺卡,可以有效提高冲压生产过程的质量和效率,减少不良品率,降低生产成本,提高企业竞争力。
检验工艺卡片

检验工艺卡片《检验工艺卡片》1. 工艺的历史:追溯根源1.1 工艺的起源其实啊,很多工艺都有着非常有趣的起源故事,就像我们今天要说的这种工艺,它诞生于人们对某种产品质量的追求。
很久以前,当人们开始制作手工制品的时候,比如说简单的陶器。
那时候,大家只是凭借着经验和肉眼来判断陶器有没有裂缝或者制作得是否规整。
但是随着生产规模的慢慢扩大,光靠这种简单的方法就不行啦。
就好像你要从一大筐苹果里找出坏苹果,如果一个一个拿起来看,很慢而且可能还会有遗漏。
于是,为了能够更准确、更高效地判断产品是否合格,这种工艺就逐渐开始发展起来了。
1.2 早期的发展历程在早期,这个工艺还很简陋。
还是拿陶器来说,可能工匠们会制作一个简单的模具,然后把陶器放在上面比对,看看形状是否符合要求。
这就像是我们小时候用剪纸模型去剪一样的剪纸,照着模型的样子来剪,这样剪出来的剪纸形状就比较统一。
随着时间的推移,人们对产品的要求越来越高,这个工艺也变得越来越复杂。
从单纯的形状检验,到开始关注陶器的质地、颜色等更多方面的质量因素。
这就好比我们挑选水果,一开始只看有没有烂的,后来还要看新鲜不新鲜,甜不甜之类的。
而且,不同地区的人们根据自己的需求和当地的文化特色,对这个工艺进行了各种改进,逐渐形成了现在我们看到的这种工艺的雏形。
2. 制作过程:层层把关2.1 第一步:准备工作说白了就是要先把检验的场地和工具都准备好。
这就像我们做饭之前要把厨房收拾干净,把锅碗瓢盆都准备齐全一样。
对于这个工艺来说,场地要足够宽敞明亮,这样才能看得清楚产品的各个细节。
工具方面呢,可能会有各种各样的测量仪器,比如说尺子,这就像是我们量身高用的尺子一样,用来测量产品的尺寸是否符合标准。
还有一些特殊的工具,用来检测产品的内部结构或者其他特殊性能的。
就像医生给病人看病,除了用听诊器听心跳,还会用X光机来看身体内部的情况一样。
2.2 第二步:初步检查这一步就像是我们挑选东西时的第一眼印象。
工艺卡、工序卡、检验卡
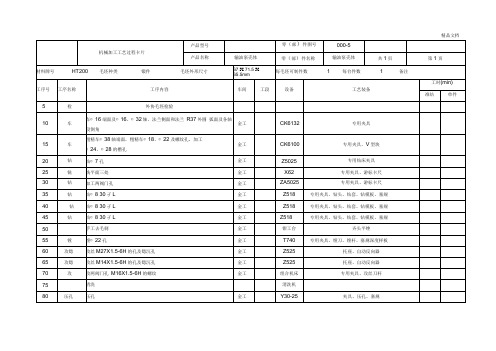
机械加工工序卡片产品型号产品名称工步号工步内容工艺装1 钻© 8 孑L Z518 2机械加工工序卡片零(部)件图号输油泵壳体零(部)件名称毛坯种类精密锻件设备名称钻床夹具编号000-1输油泵壳体主轴转速r/min1100工序号35毛坯外形尺寸工位器具编号切削速度m/min型号Z518进给量mm/r26.1 0.3工序名称钻每毛坯可制件数夹具名称专用夹具工位器具名称切削深度mm材料牌号HT200每台件数1同时加工件数切削液工序工时准终单件2.088 2.093进给次数工步工时(min)机动辅助1 0.101 1.873机械加工工序卡片产品型号机械加工工序卡片产品名称输油泵壳体零(部)件图号零(部)件名称输油泵壳体工步号工步内容工序号35毛坯种类精密锻件设备名称毛坯外形尺寸工序名称钻每毛坯可制件数材料牌号HT200每台件数型号钻床Z518夹具编号000-2工位器具编号夹具名称专用夹具工位器具名称1同时加工件数切削液工序工时准终单件2.088 2.093 工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时(min)机动辅助Z518110026.10.3410.101 1.8723机械加工工序卡片产品型号机械加工工序卡片产品名称输油泵壳体零(部)件图号零(部)件名称输油泵壳体共4 页第3 页车间工序号工序名称材料牌号35钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数精密锻件11设备名称型号同时加工件数钻床Z5181夹具编号夹具名称切削液000-3专用夹具工位器具编号工位器具名称工序工时准终单件输油泵壳体零(部)件图号零(部)件名称输油泵壳体共3 页第1 页车间工序号工序名称材料牌号35钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数精密锻件11设备名称型号同时加工件数钻床Z5181夹具编号夹具名称切削液000-1专用夹具2.088 2.093工步号工步内容工艺装备主轴转速r/min 切削速度m/min进给量mm/r切削深度mm进给次数工步工时(min)机动辅助1钻© 8孔Z518110026.10.3410.101 1.87 23产品型号机械加工工序卡片产品名称。
(完整)冲压工艺卡(模板)
(完整)冲压工艺卡(模板)
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望((完整)冲压工艺卡(模板))的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为(完整)冲压工艺卡(模板)的全部内容。
复印机底盒冲压工艺卡。
冲压工艺流程卡
冲压工艺流程卡
《冲压工艺流程卡》
冲压工艺流程卡是在冲压工艺生产中经常使用的一种重要文件。
它记录了产品的冲压加工工艺流程、工艺参数以及质量要求,以便生产操作人员按照流程卡进行生产操作。
冲压工艺流程卡通常包括以下内容:
1. 产品信息:包括产品名称、图号、规格、材质等。
2. 加工工艺:记录产品的冲压工艺流程,包括冲孔、切边、折弯等工序的顺序和方法。
3. 工艺参数:包括冲压机的设定参数,如冲压速度、冲床模具、模具调整等。
4. 质量要求:记录产品的质量标准,如尺寸偏差、表面质量、材料要求等。
冲压工艺流程卡的编制需要生产技术人员和工艺工程师共同完成,确保工艺流程和参数的准确性和合理性。
流程卡在生产过程中起到了指导、监控和保证产品质量的作用,对提高产品的加工质量和生产效率具有重要意义。
冲压工艺流程卡在实际生产中扮演着重要的角色,它不仅是生产操作的基础文件,也是生产管理和质量控制的重要依据。
因此,冲压工艺流程卡的编制和使用应得到重视,以确保产品加工的准确性和一致性。
冲压工艺卡细化检查表

落冲
521.3
24
成型
10MPa
25 第一横梁下板
成型
10MPa
26
修边冲孔 499.4
27 第四横梁上板
落料冲孔 604.7
28
成型
10MPa
29
侧冲
550
30 第四横梁下板
落料冲孔 597.6
31
成型
12MPa
32 纵梁中断内板
修边冲孔 597.4
33
成型、翻孔 558.9
34 纵梁中断外板
落冲
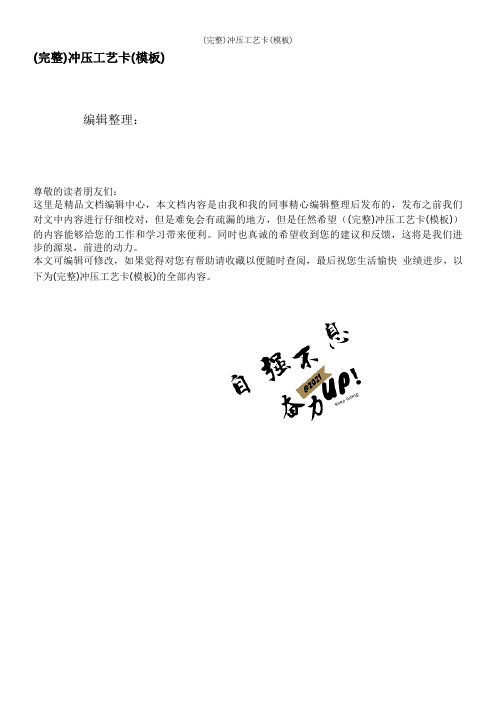
K2车架冲压工艺卡细化检查表
序号 制件名称
工序
闭合高度 主缸压力 液压垫压力 液压垫上升距离
1 纵梁前段左内板 落冲
696.6
2
成型
55%
3 纵梁前段右内板 落冲
696.6
4
70%
5 纵梁前段左外板 落冲
701
6
成型
85%
7
侧翻侧冲孔 848.4
8 纵梁前段右内板 落冲
701
9
成型
85%
10
侧翻侧冲孔 844.5
11 第四横梁左支架上板落料冲孔 430
12
一次成型 400
13
二次成型
10MPa
14
侧冲孔侧整 660
15 第四横梁右支架上板落料冲孔 430
16
一次成型 400
17
二次成型
10MPa
18
侧冲孔侧整 660
19 第四横梁支架下板 落冲
485.5
20
拉延
12MPa
21
冲孔
373
22
翻遍切断 675
工艺路线单工艺卡片检验卡片
工艺路线单-工艺卡片-检验卡片————————————————————————————————作者: ————————————————————————————————日期:ﻩ工艺路线单产品名称零件名称零件号共页连接座连接座第页材料HT200硬度HBS187~220 毛坯类型铸件每件毛坯可制零件数序号工序名称设备备注序号设备备注0 备坯5 热处理HBS187~22010车CA614015 车CA614020车CA614025 车CA614030钻Z5125A35 钻Z5125A40 钳45 磨磨床50 磨磨床55 终检学生李能武辅导老师王晓霞更改标记处数更改依据签名日期工序卡片产品名称零件名称零件号工序号工序名称共页杠杆0备坯第页铸件设备名称设备型号冷却液名称工件材料HT200 HBS187~220序号工步内容夹具刀具量具学生李能武辅导老师王晓霞更改标记处数更改依据签名日期工 序 卡 片产品名称零件名称 零件号 工序号 工序名称共 页 杠杆第 页 设备名称设备型号冷却液名称工件材料铸件序号 工 步 内 容夹具 刀具 量具学生 李能武 辅导老师 王晓霞更改标记 处 数更改依据签 名日 期工 序 卡 片产品名称零件名称 零件号 工序号 工序名称共 页 杠杆第 页 设备名称设备型号冷却液名称工件材料铸件序号 工 步 内 容夹具 刀具 量具学生 李能武 辅导老师 王晓霞更改标记处 数更改依据签 名日 期检验卡片产品名称零件名称零件号工序号共页第页材料硬度检验设备名称及型号序号检验内容测量工具学生李能武辅导老师王晓霞更改标记处数更改依据签名日期。
冲压工序卡-模板
模具编号
工序简图
检测工具
模具闭合高度(mm)
安全措施
顶杆规格
1、双手按钮,机床单发。
滑块压力(MPa)
气垫压力(MPa)
顶杆安装图
安装垫块规格
无
工位器具编号
辅助工具/辅料
备注
编制/日期
ห้องสมุดไป่ตู้标准化/日期
会签/日期
批准/日期
更改标记
处数
文件号
签字
日期
校对/日期
审核/日期
公司名称
冲压工序卡
标记
零件代号
编号:
零件名称
共页
第页
工序内容
操作注意事项
工序号
工序名称
1.定位准确;
2.制件100%自检:孔数、毛刺等有问题件隔离存放;
3.生产过程中,需经常清理模具工作表面的油泥、料渣等;
4.制件在生产和码放过程中不要磕碰、划伤。
设备型号
检验:首末件检验,巡检,形位尺寸由模具保证
检验标准:按冲压件检验通则。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压件检验工艺卡
工序号
共页
零件名称
工序名称
第页
检验项目
检验内容
检验时机
检验方法ห้องสมุดไป่ตู้
检验手段
检验频次
管理手段
尺寸测量
至少30分钟巡检一次,每次至少检一件
记录表
外观质量
无裂,无减薄,无皱,无变形,无拉毛
接收准则
废品率
工序附图
【冲压件检验通则】
备注
1.出现的不合格品按《不合格品管理办法》执行,并填写《不合格品评审单》
2.检验员遇到不能判定的问题时,启动质量响应系统。
编制(日期)
校对(日期)
审核(日期)
会签(日期)
批准(日期)
更改标记
处数
更改文件号
签字
日期