超超临界执行机构国产化方案
对超超临界机组用新型钢国产化研制的探讨
对超超临界机组用新型钢国产化研制的探讨中国发展超超临界火电机组和新型高温高强度钢的开发及国产化一直得到最广泛的关注。
目前我国已运行、在建和规划建设中的超超临界火电机组已超过200台,对其使用的耐高温、耐高压金属材料的性能以及研发生产符合使用条件、保证安全稳定运行的国产化新钢种已成为推广应用超超临界技术的关键,也是广大用户的迫切需求。
发电企业、有关科研单位、冶金和钢管生产及设备制造企业开始对这些新型钢的强化机理、组织机构、冶炼、成型加工、服役性能等方面进行研究、生产和试用,并已取得一些成果。
2008年全国电力建设新增生产能力仍然保持较快增长,基建新增发电装机容量9051万k W,其中火电6575万kW。
截至2008年底,全国发电装机容量达到79253万kWh。
其中,火电达到60132万kWh约占总容量75.87%。
火电机组建设继续朝向大机组、大容量、超超临界(USC)机组、节水环保型方向发展。
虽然我国超超临界机组的发展取得了举世瞩目的发展,但超超临界机组用高温高强度钢材国产化研制和应用性能研究工作薄弱,因此,对耐高温耐高压金属材料的性能研究,已成为推广应用超超临界技术的关键。
1、新型高温高强钢的开发是超超临界机组发展的关键技术1.1、超超临界机组是我国火电发展的必然趋势我国能源以煤炭为主,所以我国的能源发展政策是煤为主体,电为中心,保障社会经济的可持续发展。
我国电力以煤为主要燃料的格局在今后相当长的时期内不会改变。
故我国电力发展的基本方针是:提高能源效率,保护生态环境,加强电网建设,大力开发水电、优化发展煤电,积极发展核电,适度发展天燃气,鼓励新能源发电。
发展燃煤发电机组,必须要带来巨大的环境压力。
排放的烟气中含有SOX、NOX和CO2,并排出大量的灰渣和污水。
给人类带来四大环境问题。
温室效应、酸雨、臭氧层破坏和大气污染。
优化发展煤电,提高燃煤发电机组的效率和减少污染物排放的洁净煤发电技术,从目前世界火力发电技术难度和现实性看,超超临界技术并配备以常规的烟气脱硫技术较易实现,且超超临界机组在国际上已经是商业化成熟的发电技术。
超超临界机组主要零部件材料国产化情况介绍

05
CHAPTER
国产化进程中的成功案例和 经验教训
成功案例介绍
华龙一号
东方电气
作为国内自主研发的第三代核电技术,华龙 一号的成功研制和商业化运行,标志着我国 在超超临界机组主要零部件材料国产化方面 取得了重大突破。通过自主研发和科技创新, 实现了关键材料的国产化,降低了成本,提 高了机组的经济性和竞争力。
加工制造技术
超超临界机组零部件的制造精度要求 极高,需要高精度的加工设备和制造 工艺,这给制造企业带来了很大的挑 战。
市场竞争和国际贸易环境的影响
市场竞争激烈
超超临界机组主要零部件材料的国产化 市场竞争非常激烈,国内企业需要不断 提高产品质量和技术水平,以应对国际 竞争对手的挑战。
VS
国际贸易环境的不确定性
06
CHAPTER
未来展望和建议
加强技术研发和人才培养
建立产学研合作机
制
鼓励企业与高校、研究机构建立 长期合作关系,共同开展技术研 发和人才培养。
培养专业人才
加大对超超临界机组技术研发和 生产领域的人才培养力度,提高 专业人才素质。
引进先进技术
积极引进国际先进技术,加强消 化吸收再创新,提高国产化率和 技术水平。
优化产业结构和布局
调整产业结构
鼓励企业加大技术改造和升级力度,优化产 品结构,提高产品质量和技术含量。
培育优势企业
重点培育一批具有国际竞争力的超超临界机组生产 企业,推动产业集聚和升级。
促进产业链协同发展
加强产业链上下游企业间的合作与协同,形 成优势互补、共同发展的良好格局。
推动政策支持和资金投入
超超临界机组主要零部件材料 国产化情况介绍
目录
CONTENTS
超超临界发电设备用钢的国产化及其应用要点
超超临界发电设备用钢的国产化及其应用2009-05-121、前言我国电力工业的发展规模是从1949年新中国诞生后在党中央、国务院领导下和各地方、各行业的领导、专家工程技术人员和员工大力支持下,由1850 MW基础上经过近60年几代人的艰苦奋斗,发展到2008年792.53 GW规模, 增长了428倍。
目前稳居世界第二位,仅次于美国。
技术水平也已处于世界前列。
与之相应的电站用金属材料特别是高温用特种钢,超临界和超超临界用新型钢的国产化也取得了突飞猛进的进步。
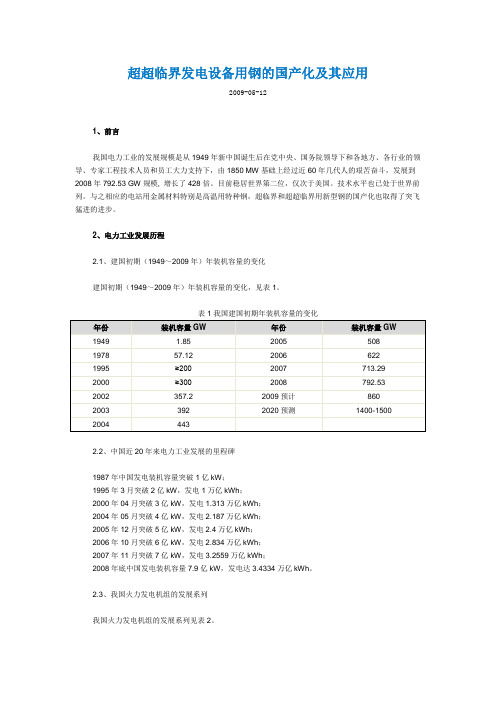
2、电力工业发展历程2.1、建国初期(1949~2009年)年装机容量的变化建国初期(1949~2009年)年装机容量的变化,见表1。
表1我国建国初期年装机容量的变化2.2、中国近20年来电力工业发展的里程碑1987年中国发电装机容量突破1亿kW;1995年3月突破2亿kW,发电1万亿kWh;2000年04月突破3亿kW,发电1.313万亿kWh;2004年05月突破4亿kW,发电2.187万亿kWh;2005年12月突破5亿kW,发电2.4万亿kWh;2006年10月突破6亿kW,发电2.834万亿kWh;2007年11月突破7亿kW,发电3.2559万亿kWh;2008年底中国发电装机容量7.9亿kW,发电达3.4334万亿kWh。
2.3、我国火力发电机组的发展系列我国火力发电机组的发展系列见表2。
表2:我国火力发电机组的发展系列2.4、我国火电机组的发展实例及参数变化1955年生产出第一台6000 kW中压火电机组,蒸汽压力3.82MPa,温度450℃;1960年生产出第一台50 MW高压火电机组,蒸汽压力9.80MPa,温度538℃;1966年开始生产100~200MW超高压机组,蒸汽压力13.73MPa,温度538℃;1987年投产第一台300 MW亚临界机组,蒸汽压力18.28 MPa,温度538℃;2004年投产第一台超临界机组(沁北),蒸汽压力24.20 MPa,温度566℃;2006年第一台百万千瓦超超临界机组投产(玉环),压力26.25MPa,温度600℃。
超(超)临界机组P91 P92材料研制及国产化
超(超)临界机组P91/ P92材料研制及国产化1、前言国民经济的快速发展及人民生活水平的不断提高离不开电力工业的发展。
发展大容量高参数机组,特别是超(超)临界机组将是我国火力发电“提高发电效率,节约一次能源,改善环境,降低发电成本”的必然趋势。
电力技术的发展在很大程度上取决于新型耐热材料技术的发展。
解决超(超)临界发电设备关键材料的唯一方法是立足国内,走国产化的道路。
2、电力工业发展及对大口径无缝钢管的要求2.1电力工业发展现状我国电力工业的发展历程概括为以下几点:1)截止2008年底装机7.93亿kW,其中火电6.01亿kW,占75.79%,水电1.72亿k W,占21.69%,核电902万kW,占1.14%,风电894万kW,占1.13%。
2)2008年发电量34334亿kWh,其中火电为27793亿kWh,占80.95%,水电为5633亿kWh,占16.41%,核电为684亿kWh,占1.99%,风电为128亿kWh,占0.37%。
3)全国发电装机容量和全年发电量均居世界第二位,说明中国是名副其实的电力生产大国。
4)我国年人均用电量为2590kWh,相当于美国1/7,日本1/4,韩国1/3。
年人均生活用电量仅为260kWh,相当于美国1/20,日本1/10,因此发展仍然是电力工业首要的和长期的战略任务。
5)电力工业发展潜力巨大,预计全国发电装机容量到2010年为9.5亿kW,到2015年为1 2亿kW,到2020年为15亿kW以上。
因此电力工业前途光明,任重道远。
2.2优化发展煤电1)主要是提高燃煤发电机组的效率和减少污染物的排放(SOx,,NOx ,CO2)。
2)解决四大环境问题(温室效应,酸雨,臭氧层破坏,大气污染)。
2.3 煤电发展方向1)提高火电机组效率,减少污染的洗净煤发电技术最有效的途径是提高蒸汽参数,即提高蒸汽的压力和温度,大力发展超临界(SC)和超超临界(USC)火电机组。
超超临界机组关键部件国产化获重大突破
( )提高设备状态分析水平。提高二次设备 5
状态 分析 水平 是状 态监 测 与状 态检 修相 衔接 的关
键一 环 , 主要 包 括 3个 方 面 :一 是 加快 设 备 在 线
推 行设 备状 态检 修模 式作 为我 国电力 系统顺
监 测数 据 管 理 , 正 发 挥 在 线 监 测 装 置 的 作 用 。 真
陈玉林 等 : 电总厂二次设备状态检修探讨 龚
20 0 8年增 刊( ) 2
( )抓 好 在线 监测 技 术 的 引 进 和 开 发 应 用 , 4 确 定最 佳检 修 时机 。在线 监 测是 推行 二 次设 备状 态 检修 的关 键技 术 支 撑 , 于它 能 在 运 行 状 态 下 由 连 续进行 测试 , 因而 能及 时 、 效地 发 现设 备 的早 有 期 缺陷 , 并据 此确 定最 佳检 修 时机 。
面 走 出 自己 的特 色 , 服 务 于整 个 大 渡 河 流域 水 并
人才 是企 业 生存 和发 展 的根本 。 随着现 代科 技在 发 电厂 的广 泛 应 用 , 算 机 监 控 系 统 正 在代 计
电建设 , 鉴于 广大 电力 同行 。 借
参考文献 :
1 黄雅 罗, j 黄树红. 发电设 备状态检修 [ . M] 北京. 中国电力出
版社 . 0 6 20
替人完成大部分设备的运行监视工作 , 但这些技 术还是 需 要人 去掌 握 和应用 的。状 态检 修与 纯计
划检修 对人 员 素 质要 求 的最 大 不 同点 在 于 : 计 纯 划 检修 只要 求技 术人 员熟 练 掌握 一个 专业 面 的知
作者简介 :
识 即可 , 而状态检修则要求各单位 、 各技术部门和
1000MW超超临界机组DCS系统国产化三步走

1000MW超超临界机组DCS系统国产化三步走工控摘要:国电智深公司在实现1000MW超超临界机组DCS系统国产化这一重大目标上采取了三步走战略,即泰州北仑工程服务、龙山庄河奠定基础、谏壁项目实现国产化。
一、消化、创新、推进三步走战略国电智深公司在实现1000MW超超临界机组DCS系统国产化这一重大目标上采取了三步走战略,即泰州北仑工程服务、龙山庄河奠定基础、谏壁项目实现国产化。
具体地说,通过承担泰州和北仑电厂1000MW超超临界机组DCS系统工程技术服务,深入研究超超临界机组的控制对象特性和控制技术,了解掌握超超临界机组对DCS系统性能指标、功能和规模上的要求;与此同时,采用自主化DCS系统实现龙山600MW亚临界直接空冷机组和庄河600MW超临界机组的控制,从而在系统平台上为超超临界机组DCS系统的国产化打下坚实基础;最终在谏壁1000MW超超临界机组上,实现超超临界火电机组DCS系统的国产化。
目前泰州电厂1号机组已投运商业运行,2号机组即将完成168小时试运,北仑项目已开始现场调试;采用国电智深自主化DCS系统的龙山600MW直接空冷亚临界机组已于2007年1月投运,成为首批成功在600MW机组上使用的国产DCS系统;采用国电智深自主化DCS系统的国家发改委“十一五”国家技术进步示范工程——庄河600MW超临界机组已于2007年8月成功投运,实现了国产DCS在600MW超临界机组上的历史性突破;谏壁1000MW超超临界机组DCS系统项目合作协议已签订,并列为国家863项目《火电行业重大工程自动化成套控制系统》的示范工程。
可以说,国电智深在实现1000MW超超临界机组DCS系统国产化战略目标的征程上已成功跨越前两步,正开始迈入最关键的第三步。
(一)百万超超临界机组工程服务1、泰州1000MW超超临界机组DCS系统工程服务国电泰州电厂2×1000MW超超临界机组锅炉采用哈尔滨锅炉厂引进日本三菱公司技术的变压运行、带中间混合集箱垂直管圈水冷壁直流炉,八角双火焰切圆燃烧方式,汽轮机和发电机由哈尔滨汽轮机厂和发电机厂与日本东芝公司联合设计制造。
超临界350MW电厂四大管道国产化应用分析
超临界350MW电厂四大管道国产化应用分析李海杰;李传永;米连军【摘要】At present, the four major pipelines of supercritical unit adopt imported product, which brings a series of problems, such as high cost, long purchasing cycle, lack of supervision and control of the pipe manufacturing quality, causing increase of power plant construction costs, long construction period, quality defects before site installation inspection, etc. Through analysis of the chemical composition and performance index of the four major pipelines manufactured by domestic steel mills and survey of the condition of domestically manufactured four major pipelines, this paper provides advice for the localization of four major pipelines for a 350MW power plant unit.%目前超临界机组四大管道采用进口产品带来的一系列问题,如价格昂贵,采购周期长,管道制造过程质量无法监督控制,造成电厂基建费用增加,建设周期长,现场安装前检验发现诸多质量缺陷等。
通过对国内钢厂所生产的四大管道化学成分、性能指标分析及调研已应用国产化四大管道情况,为某350MW电厂机组四大管道国产化提出建议。
国产1000MW超超临界机组技术综述
国产1000MW超超临界机组技术综述一、本文概述随着全球能源需求的日益增长和环境保护压力的加大,高效、清洁的发电技术已成为电力行业的重要发展方向。
国产1000MW超超临界机组作为当前国际上最先进的发电技术之一,其在我国电力工业中的应用和发展具有重要意义。
本文旨在对国产1000MW超超临界机组技术进行全面的综述,以期为我国电力工业的可持续发展提供技术支持和参考。
本文将首先介绍超超临界技术的基本原理和发展历程,阐述国产1000MW超超临界机组的技术特点和优势。
接着,文章将重点分析国产1000MW超超临界机组的关键技术,包括锅炉技术、汽轮机技术、发电机技术以及自动化控制系统等。
本文还将对国产1000MW超超临界机组在节能减排、提高能源利用效率以及降低运行成本等方面的实际效果进行评估,探讨其在电力工业中的应用前景。
本文将总结国产1000MW超超临界机组技术的发展趋势和挑战,提出相应的对策和建议,以期为我国电力工业的可持续发展提供有益的启示和借鉴。
通过本文的综述,读者可以全面了解国产1000MW超超临界机组技术的现状和发展方向,为相关研究和应用提供参考和指导。
二、超超临界机组技术概述随着全球能源需求的不断增长和对高效、清洁发电技术的迫切需求,超超临界机组技术在我国电力行业中得到了广泛的应用。
超超临界机组是指蒸汽压力超过临界压力,且蒸汽温度也相应提高的火力发电机组。
与传统的亚临界和超临界机组相比,超超临界机组具有更高的热效率和更低的煤耗,是实现火力发电高效化、清洁化的重要途径。
超超临界机组技术的核心在于提高蒸汽参数,即提高蒸汽的压力和温度,使其接近或超过水的临界压力(1MPa)和临界温度(374℃)。
在这样的高参数下,机组的热效率可以大幅提升,煤耗和污染物排放也会相应降低。
同时,超超临界机组还采用了先进的材料技术和制造工艺,以适应高温高压的工作环境,保证机组的安全稳定运行。
在超超临界机组中,关键技术包括高温材料的研发和应用、锅炉和汽轮机的优化设计、先进的控制系统和自动化技术等。
超超临界机组四大管道国产化现状和质量概述
Electric Power Construction Vol. 33,No. 4,Apr. ,2012 51
总的来说,国产管的化学成分、室温力学性能、金 相组织等基本符合相关标准要求,但部分国产管的高 温蠕变持久 性 能 还 存 在 一 些 问 题,比 如 某 厂 生 产 的 P91 钢 管 600 ℃ 下 10 万 h 的 持 久 强 度 外 推 值 为 89. 4 MPa,低于规范的推荐值( 93 MPa) 。国产管还 存在金相组织异常、晶粒不均匀、室温力学性能不稳 定、管材表面缺陷等问题。
50 Electric Power Construction Vol. 33,No. 4,Apr. ,2012
1 四大管道国内生产情况
1. 1 P91 钢管 P91 钢是用 V、Nb 元素进行微合金化并控制 N 元素
含量的铁素体钢,具有较高的高温强度、优良的抗氧化 性能和良好的工艺性能,在大型超临界火电机组上得到 广泛应用,并有 20 多年的运行经验,是比较成熟的耐热 钢种。为满足国内建设超超临界机组的需要,国家在 “八五”期间就开始推进 P91 钢的国产化工作,攀钢集团 成都无缝钢管厂( 以下简称攀成钢) 、上海宝钢钢管公司 均生产过 P91 钢管。目前,国内能够生产 P91 钢管的企 业主要有 6 家,分别是北方重工集团有限公司、武汉重 工铸锻有限责任公司、攀成钢、扬州诚德钢管有限公司、 衡阳华菱钢管有限公司和四川三洲特种钢管有限公司。 各家采购钢坯来源和生产工艺如表 1 所示。
国产化600 MW超临界机组旁路系统的配置和容量选择
收稿日期$ ! " " # " $ % $ ! 基金项目$ 科技攻关" 计划项目! " " " # % & " ’ " % !国家重大技术装备研制! 作者简介$ # 男# 毕业于华北电力学院电厂热能动力专业# 现任国电热工研究院高级工程师# 运行技术中心副主任$ 多年从事大 % ( ’ # " !李续军!
"! 我 国 现 有 超 临 界 机 组 旁 路 系 统 的 & % & " # 设置及运行情况%
技术经济综述
压力为! 温度为/ 另 # ( # ( .) 2 3 " 1 () 2 3 . /4 ! " "4) 8 外# 配备有自用旁路# & " ")* 超临界机组自用旁路的 ( # 压力为! ( # 温度为 蒸汽流量为’ " " 7 8 .) 2 3 . 1 ") 2 3 ( / . /4 . " "4$自用旁路主要用于向辅助蒸汽母管供 汽和机组起动期间预热再热冷段管线$ 在锅炉点火后# 起动旁路投入运行# 用于预热主蒸 汽管道系统# 提高主蒸汽参数# 加快起动速度# 缩短起 动时间) 在汽轮机冲转及升速期间# 维持主蒸汽参数) 当发电机并入电网并带初始负荷后# 关闭起动旁路$ 一级旁路系统通常在机组起动% 停机过程中使用$ % %)* 超临界ቤተ መጻሕፍቲ ባይዱ组旁路系统 " 1 " !石洞口二厂’ 石洞口二厂! 低压旁路 0 ’ " ")* 超临界机组高% 的容量分别为 % 采用再热器进出口安全 " " 5和’ / 5# 阀的三用阀旁路系统$由于高压旁路系统兼备过热器 过热器就不再另设安全阀$ 机组起动 安全阀的功能# 速度快# 由锅炉点火至带满负荷# 冷态起动需/8 热态 # 起动需# # 很少有极热态起动的情况$在机组起动 1 /8 过程中# 旁路系统都能正常投入# 投用率较高$ 石洞口二厂的 ! 台超临界机组可靠性很高# 据统 等效可用系数最高为 ( 等效强迫停机率最 计# ’ 1 / # 5# 并具有较好的调峰能力# 达到 / 低为" 1 % ! 5# ’ 5$ 由 于机组事故停机很少# 旁路的安全功能使用次数也不 多$ 停炉) "利用余热使机组带厂用电运行$ 当锅炉熄火 ! 时# 利用锅炉余热使机组带厂用电的运行方式在国外 已有很多实例# 而在意大利已成为常规运行方式$ 该 运行方式仅在我国个别机组上进行过运行试验$ ! "机组甩负荷带厂用电运行是最恶劣的一种运 # 一般要求旁路系统有足够的容量$文献 + 介 , 行工况# ! 绍# 超临界机组在从满负荷跌至厂用电或为零# 一般要 求锅炉负荷从% 约需’ 为 $在此期间# " " 5减至/ " 5# " 6 避免过热器和再热器的管子过热# 也为避免过热器安全 阀动作! 超临界锅炉安全阀动作后再复位就可能产生泄 # 漏" # 设计要求高压旁路容量至少为$ 并加上 / 5< ) : ? 低压旁路容量采用 / ! " 5< ) : ? 的释放阀容量) " 5 < ) : ? 加上% " " 5< ) : ? 的再热器释放阀容量$ 欧洲的许多国家电网以水电和核电作为基本负 荷# 而大型火电厂参与调峰运行# 其旁路系统的高压旁 取消锅炉过热器的安 路容量普遍采用 % " " 5< ): ?# 全阀和所有释放阀) 而低压旁路容量为 ! ’ / 5 #& " 5" 并加上 % < ): ?# " " 5< ): ? 的再热器释放阀容量$ 因为低压旁路容量如取 % 则凝汽器冷却 " " 5< ): ?# 面积要增加较多# 因此# 当机组甩负荷带厂用电时排放 掉一些中压蒸汽# 低压旁路容量不必取% " " 5< ): ?$ 高压旁路阀开启时间长短# 影响机组甩负荷带厂 用电的性能# 超临界机组高压旁路阀开启时间见表 % $ $ 低压旁路阀开启时间约为/ 6 表!给出了#种高压旁路的容量和阀门开启时间 的计算结果# 其中只有第 # 种高压旁路才能满足机组 甩负荷带厂用电的需要$
700等级先进超超临界发电技术研发现状及国产化建议

700℃等级先进超超临界发电技术研发现状及国产化建议纪世东,周荣灿,王生鹏,姚惠珍西安热工研究院有限公司,陕西西安 710032 700℃超超临界发电技术是指主蒸汽温度和再热蒸汽温度达到或超过700℃的先进超超临界燃煤发电技术。
按照当今世界上主要发达国家的700℃计划,相对应的主蒸汽压力约为35~38.5MPa。
从技术上,提高火电机组主、再热蒸汽参数是提高其热效率的最有效途径,也是火电技术核心的研究和发展方向。
700℃等级先进超超临界发电技术的核心优势在于高效、低污染,但其主要技术瓶颈在于耐高温高压金属材料的研制、加工制造工艺的研发以及如何使造价降到商业应用可接受的范围内。
欧盟、美国和日本等发达国家基于其自身的技术、经济状况以及能源结构和环保要求,已相继启动了700℃等级先进超超临界机组发展计划,确定了较详细的目标和发展步骤,组织了实力雄厚的科研和制造企业开展研究,并已取得了一些重要成果。
我国是以煤炭为主要能源的国家,煤炭储量占化石能源的96%,煤炭消费占一次能源的70%左右。
在电力生产上,近10年来火电装机容量占全国总装机容量的73%以上,火力发电量(其中主要为煤电)占全国总发电量的80%以上,电煤消费占全国煤炭消费总量的47%以上。
因此,发展700℃等级先进超超临界机组,提高发电效率,实现火电技术重大升级,对我国节能减排和可持续发展具有重大意义。
应高度重视,加快组织开展700℃先进超超临界技术的研发、示范及装备的国产化。
1 700℃等级先进超超临界技术的优势从理论上讲,超超临界机组蒸汽参数越高,热效率也越高。
热力循环分析表明,在超超临界机组参数范围内,主蒸汽压力提高1MPa,机组热耗率可降低0.20%~0.32%;主蒸汽温度每提高10℃,机组热耗率可降低0.25%~0.30%;再热蒸汽温度每提高10℃,机组热耗率可降低0.15%~0.20%。
700℃先进超超临界机组的设计发电效率可达到50%左右。
超超临界机组材料国产化研究的意义

另一方 面人们 对 全球 环境 问题 日益 关 注 , 要 求 电
厂降低 S O X 、 N O x 、 C O : 的排放, 尤其是 2 0 1 3 年以
来 的持 续雾霾 为全 国的环境 问题 敲 响了警钟 。 由
此, 为 了满足严 格 的环保 要求 , 发展清 洁煤发 电技 术越来 越成为 了解决这 些 问题 的关键 。就现在 以 及 未来一 段时 间 内 , 在 众 多 的洁 净煤 发 电技 术 中 超超临界 发 电技 术 的继 承 性 和可 行性 最 高 , 同时 具 有较高 的效率 和最低 的建设成 本 。
应用能 源技术
d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 9— 3 2 3 0 . 2 0 1 3 . 0 1 1 . 0 0 8
2 0 1 3年 第 1 1 期( 总第 1 9 1 期)
超超 临 界机 组材 料 国产 化研 究 的意 义
田 野
TI AN Ye
( C h i n a P o w e r C o mp l e t e E q u i p me n t C O. , L T D.B e i j i n g 1 0 0 0 8 0 , C h i n a )
Abs t r a c t : Mo r e a n d mo r e u l t r a—s u p e r c r i t i c a l p o we r p l a n t s,ma t e r i a l s t e c h n o l o g y p l a y s a n i mp o r t a n t r o l e,t hi s p a p e r d e s c ib r e s t h e a n a l y s i s i n t r o d u c e s u l t r a—s u p e r c r i t i c a l t h e r ma l p o we r p l a n t ma t e ia r l s, a p p l i c a t i o n s t a t u s ,a s we l l a s u l t r a— s u p e r c r i t i c a l he t m a r l p o we r t e c h n o l o y g d e v e l o p me n t i n f o r e i g n c o u n t ie r s p r e s e n t e d t o t h e v i e ws a n d s u g g e s t i o n s f o r f u t u r e d e v e l o p me n t . Ke y wo r ds: Ul ra— t — s u p e r c r i t i c a l ;Ma t e r i a l
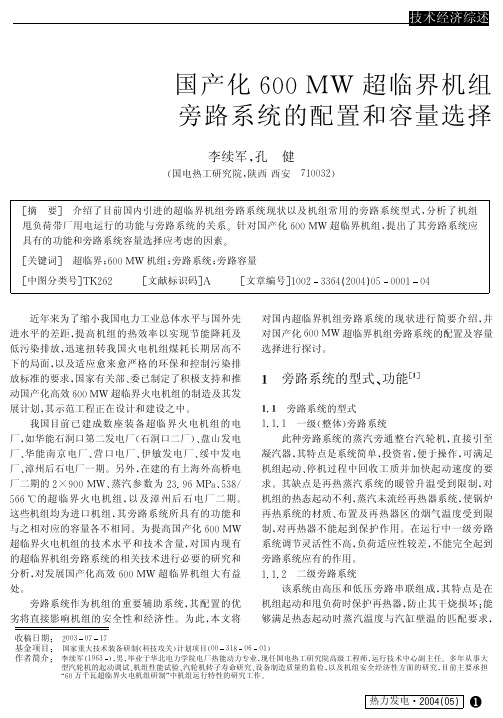
1000MW超超临界机组主要零部件材料国产化情况介绍

主要零部件材料国产化工作
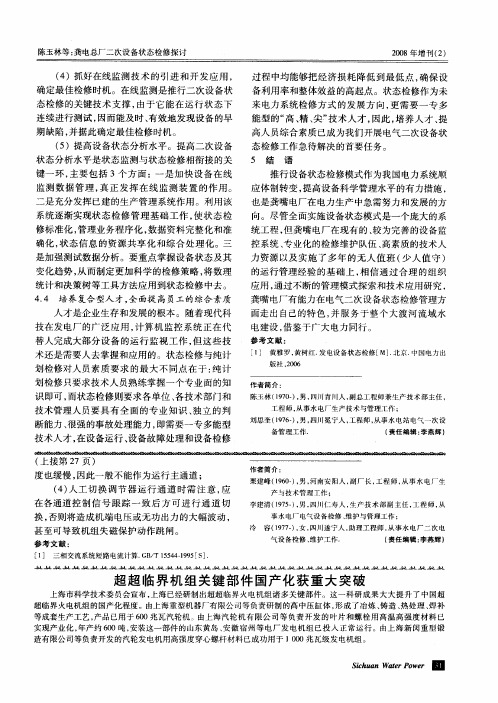
我厂引进消化吸收西门子技术,严格贯彻西门子的各项技术要求,在材料 国产化、工艺试验及工艺评定方面重点开展工作,实现了新产品重要零部 件材料的国产化制造。 我厂超超临界1000MW汽轮机组主要零部件材料国产化: ¾ 汽轮机转子锻件 ¾ 汽轮机大型铸件 ¾ 高温螺栓材料 -Alloy 783合金 ¾ 高温叶片材料 -X12CrMoWVNbN10-1-1、NiCr20TiAl合金
ψ (%) ≥40 52.4 51.3 49.5 56.0 52.4 51.3 55.6 57.5 57.1 53.2 52.7 56.6 56.0 54.3 61.5
Akv (J) ≥35 35 35 39 35 37 39 39 49 45 51 47 44 35 35 39 35 37 39 39 62 50 50 59 68 66 70 72 61 70 64 33 43 51 38 44 39 42 43 37 46 56 76 78 77 76
σb (MPa) ≤1000
δ5 (%) ≥13
ψ (%) ≥40
AKv (J) ≥30
汽轮机转子锻件
供方 进口 进口 进口 进口 国产 国产 卡号 A19 B32 B41 B80 B128 B195 C 0.13 0.13 0.12 0.13 0.13 0.11
高/中压转子X12CrMoWVNbN10-1-1
汽轮机大型铸件
供方 国产 国产 国产 国产 国产 国产 国产 进口 进口 进口 铸件号 E2-40 E2-39 E2-59 E2-38 E2-91 E2-04 H2-71 S2-58 S2-09 S2-99 C 0.14 0.12 0.14 0.12 0.12 0.12 0.14 0.12 0.12 0.12 Si 0.33 0.30 0.33 0.30 0.31 0.31 0.31 0.41 0.42 0.41
1000MW超超临界机组DCS系统国产化三步走
1000MW超超临界机组DCS系统国产化三步走1000MW超超临界机组DCS系统国产化三步走工控摘要:国电智深公司在实现1000MW超超临界机组DCS系统国产化这一重大目标上采取了三步走战略,即泰州北仑工程服务、龙山庄河奠定基础、谏壁项目实现国产化。
一、消化、创新、推进三步走战略国电智深公司在实现1000MW超超临界机组DCS系统国产化这一重大目标上采取了三步走战略,即泰州北仑工程服务、龙山庄河奠定基础、谏壁项目实现国产化。
具体地说,通过承担泰州和北仑电厂1000MW超超临界机组DCS系统工程技术服务,深入研究超超临界机组的控制对象特性和控制技术,了解掌握超超临界机组对DCS系统性能指标、功能和规模上的要求;与此同时,采用自主化DCS系统实现龙山600MW亚临界直接空冷机组和庄河600MW超临界机组的控制,从而在系统平台上为超超临界机组DCS系统的国产化打下坚实基础;最终在谏壁1000MW超超临界机组上,实现超超临界火电机组DCS系统的国产化。
目前泰州电厂1号机组已投运商业运行,2号机组即将完成168小时试运,北仑项目已开始现场调试;采用国电智深自主化DCS系统的龙山600MW直接空冷亚临界机组已于2007年1月投运,成为首批成功在600MW机组上使用的国产DCS系统;采用国电智深自主化DCS 系统的国家发改委“十一五”国家技术进步示范工程——庄河600MW超临界机组已于2007年8月成功投运,实现了国产DCS在600MW超临界机组上的历史性突破;谏壁1000MW超超临界机组DCS系统项目合作协议已签订,并列为国家863项目《火电行业重大工程自动化成套控制系统》的示范工程。
可以说,国电智深在实现1000MW超超临界机组DCS系统国产化战略目标的征程上已成功跨越前两步,正开始迈入最关键的第三步。
(一)百万超超临界机组工程服务1、泰州1000MW超超临界机组DCS系统工程服务国电泰州电厂2×1000MW超超临界机组锅炉采用哈尔滨锅炉厂引进日本三菱公司技术的变压运行、带中间混合集箱垂直管圈水冷壁直流炉,八角双火焰切圆燃烧方式,汽轮机和发电机由哈尔滨汽轮机厂和发电机厂与日本东芝公司联合设计制造。
超(超)临界火电阀门国产化实施方案(定稿)

超(超)临界火电阀门国产化实施方案(定稿)超(超)临界火电阀门国产化实施方案二O一O年九月超(超)临界火电阀门国产化实施方案我国是一个以煤炭为主要一次能源的国家,常规火电占电力装机的70%以上。
随着机组的大型化,600MW、1000MW超超临界火电机组已逐渐成为常规火电的主力机组。
大型火电机组设备国产化取得了重要进展,锅炉、汽轮机和发电机三大主机已完全能够自主设计制造,但电站辅机一直是薄弱环节,特别是阀门,既是火电机组中价值量较大的设备,又代表了阀门制造业的设计制造水平。
据统计,一台1000MW超超临界火电机组中约有500余台高端阀门,其中90%依赖进口。
因此,尽快推进超超临界阀门国产化迫在眉睫,对实现自主发展能源事业,提升装备制造业竞争能力都具有重要意义。
根据中央领导的要求和国宝主任的批示精神,借鉴核电泵阀设备国产化的经验,政府部门组织协调,业主单位、规划设计院、主机厂积极配合、装备制造业联合攻关,共同推进常规火电阀门国产化,并顺势推进四大主管道、锅炉给水泵等其它关键辅机设备的国产化是完全有条件的。
一、超(超)临界火电阀门国产化现状(一)阀门行业现状我国阀门制造业近几年取得了长足进步。
通过自主开发和消化吸收引进技术,依托国家重点工程落实首台首套,同时积极进行技术改造,使我国阀门行业的研发能力、设计制造水平和产品质量都有了较大的提高。
特别是核电阀门国产化工作成效显著,取得重大进展,研制出一大批拥有自主知识产权的新产品,打破了国外的技术封锁和市场垄断。
天然气长输管道阀门过去也长期依赖进口,在国家能源局的领导和协调下,中国机械工业联合会和中石油集团公司组织阀门企业开发成功40〞和48〞Class600及Class900全焊接球阀,其中3家企业研制的30台样机经过严格的试验,已经通过了出厂鉴定和验收,所有技术性能指标均满足西气东输二线主干线的要求。
(二)在超(超)临界火电机组中已经有部分业绩多年来,阀门行业为火电站机组提供了大量阀门。
超(超)临界火电机组关键阀门国产化联合研发协议
超(超)临界火电机组关键阀门国产化联合研发协议目录1.总则2.使用条件3.技术要求4.设计制造标准5.试验、检验和监造6.设计与接口规则7.清洁、表面处理和油漆标识1.总则1.1 本技术规范适用于1000MW超超临界发电机组二级过热器出口管道的电动疏水阀,它提出了该阀门的功能设计、结构、性能、安装和试验等方面的技术要求。
1.2 本技术规范中提出了最定限度的技术要求,并未对一切技术要求作出详细规定,也未充分引述有关标准和规范的条文,研制单位应保证提供符合本规范和相关国际、国内标准的优质产品及相应服务。
对国家有关安全、环保等强制性标准必须满足其要求。
1.3 本技术规范所列标准,有不一致时,按较高标准执行。
研制单位在设备设计和制造中所涉及的各项规程、规范和标准必须遵循现行最新标准版本。
2.使用条件二级过热器出口疏水阀技术参数如下:二级过热器出口疏水阀(50/60HAH20AA401)(50/60HAH20AA402): 设计压力(design pressure): 30Mpa设计温度(design temperature):590℃最大开启/关闭压差(Max.opening/closing pressure difference):210bar 开启/关闭时间(opening/close time):口径(inside diameter): 2.5”阀门形式(type of valve):截止阀(globe valve)接管规格和材料(connecting dimension): 63.5×12.5/T91执行机构(type of actuator):电动(electric actuator)每台锅炉数量(quantity per boiler): 2台连接形式:对接焊接(butt welding)3.技术要求3.1设备的性能要求3.1.1本技术规范在的阀门应符合ANSI B16.34、ANSI B16.104、ANSIB31.1、MSS-SP-61、ASME、DIN等标准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超(超)临界火电机组关键阀门执行机构
国产化方案
一、现状
执行机构是阀门最主要的控制装置,目前国内在运行的超(超)临界火电机组中执行机构以进口为主。
单台百万千瓦超(超)临界火电机组需要配套电动执行机构600多台、气动执行机构200多台,其中进口执行机构价值量约占75%左右,尤其调节型执行机构的国产化率不足10%。
进口厂家主要有英国ROTORK、德国SIPOS、德国AUMA、美国FISHER、意大利STI、德国SAMSON 等,它们长期垄断国内市场,不仅增加了项目建设费用和后期维护成本,也制约了国内阀门和执行机构制造业的良性发展。
在火电机组关键阀门国产化已经取得突破的形势下,亟需推进阀门执行机构的国产化。
近年来,国内执行机构制造业在技术研发、加工制造和试验检测等方面的能力显著提升,质量管控水平明显提高,骨干企业的产品已达到或接近国外先进水平,部分产品已逐步应用于超(超)临界火电机组和大型石化装置。
在电动执行机构方面,常州电站辅机总厂有限公司、扬州电力设备修造厂、扬州恒春电子有限公司、特福隆集团有限公司(特福隆(上海)科技有限公司)、天津埃柯特测控技术有限公司和深圳市南方通用电气有限公司等企业生产的部分电动执行机构已用于超(超)临界火电机组。
在气动执行机构方面,国内没有知名的专业生产阀门气动执行机构的品牌企业,一般气动执行机构由阀门厂家自制。
应用结果表明,国产阀门执行机构可以满足火电机组安全、可靠运行的工况要求,已具备国产化的条件和能力。
同时,国产阀门执行机构也已在核电、冶金、水处理和石油石化等领域大量使用。
二、国产化目标
在依托工程上使用的国产阀门全部采用国产执行机构,已有应用业绩的执行机构在依托工程直接使用,国产化率可达到60%,完成大扭矩、高转速及大推力执行机构的研制并在依托工程上应用后,执行机构国产化率达到85%。
三、国产化任务
超(超)临界火电机组配套执行机构分开关型和调节型,部分已经有业绩,部分产品需要攻关研制。
1、有业绩的执行机构
1)电动执行机构
公称转矩为100-8000N.m多回转电动执行机构(开关型)、公称转矩为300-60000N.m的部分回转电动执行机构(开关型)2)气动执行机构
输出推力为6400-50000N气动执行机构(开关型)。
上述产品的技术已成熟,在部分超(超)临界、亚临界及以下火电机组已有应用业绩,应在依托工程直接使用。
2、需研发的执行机构
1)开关型电动执行机构
大扭矩、高转速执行机构还需制造企业进一步研制,样机技术指标如下:
a、多回转电动执行机构
公称转矩:10000-24000N.m;
输出转速:9-14r/min。
b、部分回转电动执行机构
公称转矩:80000-250000N.m;
启闭时间≤120S。
重点研究解决如下问题:
大功率专用电机;
大扭矩、高转速电动执行机构控制装置;
现场总线兼容性;
整机产品的可靠性。
完成样机研制,并通过鉴定后在依托工程应用。
2)调节型电动执行机构
调节型电动执行机构应具备国际最新的数字化控制功能,完成样机研制,主要技术指标如下:
扭矩:10~10000N.m
转速:10~40r/min
基本误差:≤±1%
回差:≤1%
死区:≤1%
防护等级:IP67
调节型电动执行机构重点研究解决如下问题:
调节型产品的精度、调节频率、电机控制;
智能控制;
数据传输;
故障自诊断;
多种总线控制;
现场/远程控制;
整机产品的可靠性。
按上述要求完成样机研制,并通过鉴定后在依托工程应用。
3)开关型气动执行机构
大输出推力气动执行机构还需制造企业进一步研制,完成样机制造,主要技术指标如下:
输出推力:60000-100000N
行程:100-200mm
重点研究解决如下问题:
长寿命、高强度的气缸及膜片材料;
高精度气缸缸体制造技术;
高性能密封材料;
整机产品的可靠性。
4)调节型气动执行机构
调节型气动执行机构应具备国际最新的数字化控制功能,完成样机研制,主要技术指标如下:
输出推力:6400-50000N
行程:25-200mm
基本误差:≤±1%
回差:≤1%
死区:≤1%
防护等级:IP67
重点研究解决如下问题:
调节型产品的精度、调节频率;
智能控制;
数据传输;
故障自诊断;
多种总线控制;
现场/远程控制;
整机产品的可靠性。
按上述要求完成样机研制,并通过鉴定后在依托工程应用。
5)大推力气液、电液联动执行机构
为满足超(超)临界火电机组阀门所需更大推力执行机构要求,开展气液、电液联动执行机构研究,主要技术指标如下: 输出推力:60000-200000N
行程:25-200mm
重点解决如下问题:
高性能的气液、电液增压泵;
执行机构小型化技术;
智能控制技术;
高压密封可靠性;
整机产品的可靠性。
四、工作计划
确定依托项目并正式启动超(超)临界火电机组关键设备国产化工作后,利用一年左右时间完成样机研制通过鉴定。
0-2个月:组织依托项目电厂、主机厂、设计院、阀门厂、执行机构制造企业讨论确定国产化执行机构具体参数和技术要求,确定研发工作计划和分工;
2-3个月:讨论技术规格书和试验大纲及鉴定要求,签订研发协议;
3-10个月:完成设计、方案评审和制造;
10-12个月:完成试验和检测,组织鉴定验收。
五、保障措施
(一)成立国产化工作小组
成立国家能源局牵头的超(超)临界火电机组电动执行机构国产化工作组(名单见附件)。
负责组织和推动超(超)临界火电机组电动执行机构国产化实施,组织有关专家开展研发方案、
试验大纲制定和样机鉴定,检查督导重要工作任务落实情况,协调国产化过程中的重大问题。
(二)明确各单位国产化任务
示范电厂和主机厂负责承担各电动执行机构的示范应用,需积极联合设计院等单位提出技术要求和设备参数,配合制造企业开展自主研发。
参与国产化的制造企业要按照国产化总体方案,细化本单位承担的国产化任务,明确具体工作任务和时间节点,保质保量完成国产化工作。
(三)发挥行业协会作用
超(超)临界火电机组电动执行机构国产化工作总体由国家能源局牵头组织,具体由中国通用机械工业协会负责组织有关制造企业,牵头组织和协调示范电厂、主机厂和设计院等单位。
中国通用机械工业协会及时向国产化工作小组汇报国产化重大事项及进展情况。