SPC应用的十大误区
SPC应用的十大误区
SPC应用的十大误区SPC对很多制造业来讲,已经不是什么新鲜事物了!但做得好,做出效益的却不多,特别是中小企业.这里,根据实际辅导中所看到的一些问题,在这里以最常用的Xbar-R管制图为例,跟大家做一些探讨.误区之一:没能找到正确的管制点。
不知道哪些点要用管制图进行管制,花费大量的时间与人力,在不必要的点上进行管制.熟不知,SPC只应用于重点的尺寸(特性的).那么重点尺寸\性能如何确定呢?通常应用FMEA的方法,开发重要管制点.严重度为8或以上的点,都是考虑的对象.(如果客户有指明,依客户要求即可);误区之二:没有适宜的测量工具.计量值管制图,需要用测量工具取得管制特性的数值.管制图对测量系统有很高的要求.通常,我们要求GR&R不大于10%.而在进行测量系统分析之前,要事先确认测量仪器的分辨力,要求测量仪器具有能够分辨出过程变差的十分之一到五分之一的精度,方可用于制程的解析与管制,否则,管制图不能识别过程的谈判.而很多工厂勿略了这一点,导致做出来的管制图没办法有效的应用,甚至造成误导;误区之三:没有解析生产过程,直接进行管制.管制图的应用分为两个步骤:解析与管制.在进行制程管制之前,一定要进行解析.解析是目的是确定制程是的稳定的,进而是可预测的,并且看过程能力是否符合要求.从而了解到过程是否存在特殊原因、普通原因的变差是否过大等致关重要的制程信息。
制程只有在稳定,并且制程能力可以接受的情况下,方才进入管制状态。
误区之四:解析与管制脱节。
在完成制程解析后,如果我们认为制程是稳定且制程能力可接受的,那么,就进入管制状态。
制程控制时,是先将管制线画在管制图中,然后依抽样的结果在管制图上进行描点。
那么,管制时管制图的管制线是怎么来的呢?管制图中的管制线是解析得来的,也就是说,过程解析成功后,管制线要延用下去,用于管制。
很多工厂没能延用解析得来的管制线,管制图不能表明过程是稳定与受控的。
误区之五:管制图没有记录重大事项。
SPC应用常见问题
SPC应用常见问题1、SPC能给企业带来什么好处?通过预防的策略来降低企业的成本,事后检查的质量管理模式造成极大的浪费;使质量管理有据可依,有的放矢,用数据来分析问题和解决问题;使企业的质量改善活动成果有蘅量标准;如六西格玛的项目改善;增加客户对产品质量的信心,如要成为国际企业的下游厂商,是否实施SPC是其一项非常重要的考核项目;降低不良率,减少返工和浪费;提高劳动生产率;提供核心竞争力;更好地理解和实施质量体系;2、为何SPC在国内的企业当中应用较少?而在国外企业却是非常普及?由于我国大多数企业的质量管理跨越了统计质量管理阶段,在推行全面质量管理中也未能在企业中推广普及SPC在企业的实际应用,所以致使我国企业在SPC的应用方面比较落后;而日本企业和欧美等企业的质量管理历程中经历了统计质量管理阶段,所以应用非常普及,应用得也比较成熟;3、SPC在欧美、日本及在我国的发展历史是如何的?二战后经济遭受严重破坏的日本在1950年刚接触SPC便十分敏感,立刻引进并大力推广。
经过30年的努力,日本终于跃居世界质量与生产率的领先地位。
美国著名质量管理专家伯格(RogerW.Berger)教授指出,日本成功的基石之一就是SPC。
在日本强有力竞争的威胁下,从80年代起,西方工业国家纷纷开展“SPC复兴”运动,美国从1980年开始大力推行SPC,经过15年的努力,才于1995年在民用品的质量方面和日本扯平。
我国从60年代起就开始引进了SPC,当时由于生产发展的水平以及政治环境的制约,未能在企业中打下基础。
但学术界一直没有停止沿着SPC探索的脚步。
SPC虽然能对过程的异常进行告警,但对于诊断出造成异常的原因和发生的地点却无能为力。
1982年张公绪教授提出了两种质量诊断理论,解决了SPC 只能控制而不能诊断的问题,将SPC上升为SPD(统计过程诊断)受到国内外同行的赞誉。
此后张教授和他的学生继续耕耘,向诊断理论多元化、小批量化、模糊化以及接近零不合格过程的方向发展,取得了一系列国际水平的成果。
企业应用SPC的几个误区
“今朝杯・质程控制技术(SPC)在国内外各类生产厂家得到了普遍重视,本文针对SPC统计过程控制技术在企业应用时经常遇到的一些问题进行探讨,旨在推进SPC的贯彻和实施。
关键词:统计过程控制、质量管理、控制图Abstract:Asanimportanttechnologymeasureforimprovingtheproduct—qualityandensuringability,allkindsoflocalandforeignfactorieshaveattachedgreatimportancetoSPC.ForpushingthepracticeinSPC,Wewilldiscuss80n3eproblems,whichareoftenoccun柏whenweusethetechnologyofSPC.Onthisarticle,youwillfindsomenle黜.)Keyword:SPC-StafisticalPtr,ce隅Control、QualityMaI硝群删、G鲫血dch缸SPC(StatisticalProcessCon-tr01)“统计过程控制”这种方法从首次被应用到质量管理工作中到现在,已经八十多年了,在全世界范围内已经有无数的企业在应用这种方法进行过程质量控制并取得了巨大的成功。
然而,一些企业在对SPC的认识及应用方面还存在着一些误区,从而使得SPC在企业中没有能够发挥它应用的作用。
笔者在应用SPC过程中了解到,主要存在以下几方面对SPC的误解:其一,SPC就是收集生产过程中的产品质量特性的数据,然后制作控制图;其二,企业应用SPC就是在客户审核时,提供一些控制图或SPC报表;其三,只有在制造型企业才能应用SPc的方法进行过程质量控制。
为了让企业管理者正确地认识和应用SPC,从源头上对过程参数进行管理,掌握和理解SPC的精髓,以使SPC能在企业质量管理中发挥更多的作用,帮助企业提高产品质量、降低成本和提升竞争力,我们不妨逐个剖析这些误解的局限性或错误理解,St,而得出科学的结论。
SPC系统应用技术问题答疑(Q&A)

4、SPC 的创新点有哪些?实用性举例
安世亚太首次将彩虹图(预控图)技术应用于卷烟行业,降低了系统的应用 的复杂性,帮助一线操作工直观地掌握参数均值中心的波动情况,及时作好 调整均值中心向技术规格中心对齐的准备。彩虹图技术的应用始于长沙卷烟 厂,目前已在武汉卷烟厂、郴州卷烟厂、郑州卷烟厂、南昌卷烟厂、零陵卷 烟厂及厦门卷烟厂成功使用。 安世亚太首次建立烟草行业的质量经验知识库系统,并与员工处理过程异常 时提供稳定。目前,长沙烟厂和武汉烟厂基本实现了对每一个过程异 常过程进行处理的目标,同时积累了大量的质量经验知识,对现场的排故纠 偏指导作用明显。 安世亚太首次建立了基于过程指标和参数 CPk 的、 面向工序—工段--生产线 —车间多层次的工艺质量考评标准,企业可以按批、按轮班或其它时段快速 对车间各级人员进行工艺质量考评,促进管理提升。目前,长沙烟厂实现了 以单参数考评的工艺质量考评模式,武汉烟厂实现了以单参数 CPk 为基准、 嵌套形成工序、工段、生产线及车间的四级考评模式,对管理层实现精确、 客观考核提供了重要的支撑。
2、长沙卷烟厂信息化和企业管理等多方面都是行业内领先的,选择 你们的初衷是什么?达到效果了吗?
2004 年长沙卷烟厂决定与安世亚太展开卷烟过程控制信息化项目的合作时, 主要从技术实力、公司信誉和项目经验这些方面加以评测的: 安世亚太是国内最大的 CAE(计算机仿真)销售和服务商,也是由兵器 集团下属的可靠性中心发展而来的,公司的技术背景和实力较强; 公司拥有李良巧等专家资源,又与张公绪教授及其弟子孙静教授等进行 密切的合作,对理论研究和技术应用具有得天独厚的资源优势,能为客 户带来国际最前沿的管理思想,并提供专家咨询服务; 安世亚太在与长沙卷烟厂合作之前,已与伊利集团、塔里木油田、743 厂、844 厂等单位密切合作,成功实施了 SPC 系统,具备了丰富的项目 经验。 安世亚太决定与长沙烟厂展开在烟草行业内进行 SPC 理论和技术的应用 推广研究,探索长沙烟厂的技术创新和管理创新。 长沙卷烟厂 SPC 项目从 2006 年开始启动探索、研究和建设工作,到 2008 年验收,经过两年时间基本过到项目目标,项目得到长沙烟厂管理层、工艺层和 操作层的一致认可,也在行业内树立了典范。
实施SPC过程中应注意的几个问题

实施SPC过程中应注意的几个问题1.来自不同总体的数据混杂在一起,将导致两种异常状况:(1)异常状况增多,如由于更换材料,导致掌握图的异常点比换料前增多。
(2)掌握限过宽,也不是正常现象,用这样的掌握限掌握,减弱了掌握图对异常检出的敏感性。
如用两台设备加工的特性,掌握限是由其中一台设备上收集的数据计算得到的;而两台设备用相同的掌握限掌握,导致了另一台设备掌握图上全部点子集中在中心线10区域内,因而出现掌握限过宽的现象。
针对上述异常状况,可采取以下措施:将同一特性用不同设备加工或用不同批次的材料加工时,每台设备或每批材料分别计算掌握限。
用不同的掌握图进行掌握,以保证设备与图、材料与图一一对应。
2.单项公差的掌握特性,如平行度、垂直度、圆度、跳动、中心距一转变动量、分别力等。
对于这些特性值,只规定了单侧标准,不能确定它的范围,也不能确定它的中心。
此时,质量特性分布的中心与标准界限的距离,就打算了工序能力的大小。
单侧标准只给出上限标准时,在用均值—极差掌握图掌握一段时间后,这些工序经常出现绝大多数点子,甚至全部点子分布在中心线以下的现象。
各单位技术人员及质量管理人员认为这是好的趋势,不予以关注。
这种想法是错误的,它虽然是一种好的趋势,但并不是正常现象。
出现这种状况时,应首先检查检测系统是否有误,在确定检测系统无误的状况下,分析出现这种状况的其它原因,使这种好的趋势能有所发展,然后重新计算掌握限。
假如不进行改进,仍维持现状,掌握图将失去掌握的意义。
3.用极差图掌握一段时间后,有些工序的掌握图上会出现大部分点子分布在中心线以下的状况,这说明质量特性的分散程度变小了。
遇到这种状况时,一些技术人员往往认为过程的散差减小了,是好的现象,不予以关注。
这也是不正确的。
此时应立刻找出产生这种趋势的原因,让这种好的趋势能有所发展,然后重新计算掌握限。
4.不连续抽样,易造成样本内部差异大,样本间差异小,据此确定的掌握限较宽,减弱了掌握图对异常检出的敏感性。
使用SPC控制图时务必注意的八大常见错误,否则可能适得其反
使用SPC控制图时务必注意的八大常见错误,否则可能适得其反SPC(统计过程控制)的前世今生以及它的重要作用,之前的文章已经详细说明了,错过的小伙伴们可以再去“历史消息”里翻翻。
今天要讲的是如何三步导入SPC控制。
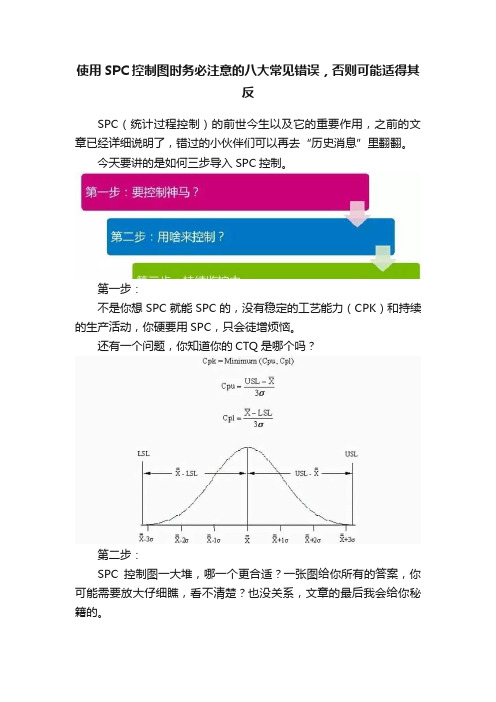
第一步:不是你想SPC就能SPC的,没有稳定的工艺能力(CPK)和持续的生产活动,你硬要用SPC,只会徒增烦恼。
还有一个问题,你知道你的CTQ是哪个吗?第二步:SPC控制图一大堆,哪一个更合适?一张图给你所有的答案,你可能需要放大仔细瞧,看不清楚?也没关系,文章的最后我会给你秘籍的。
第三步:守着控制图围观就好了......这张图背后有一堆规则在监控,有点不正常的话就会马上告诉你了。
老师说,读书要先把书读薄,然后又把书读厚。
SPC也是如此,上述三步会让你对SPC的整体框架有一个把握,但是如果真的要具备在生产现场应用的能力,你就需要继续深入去学习了,下图才是比较完整的流程。
哦,之前我说的那本“秘籍”是它:《SPC手册》,号称五大质量管理工具之一。
你要是在公众号主页留言并留下联系邮箱,我可能会把它发给你的......我们将继续SPC这个话题,做略深入一点的拓展,对SPC导入后使用过程中常见的理解性错误进行梳理。
错误一:超控制限是因为控制限太严的原故解读:SPC控制务必要准确理解清楚规格限与控制限这两个概念。
规格限:源自客户,也就是客户的要求。
控制限:是通过观察得到的数据计算出来的,不是人为主观设定。
错误二:控制图超控制限,但不超规格限就可以接受解读:控制限的衡量对象是样本子组均值,规格限的衡量对象是个体单值。
因此不能使用规格限对观察到的子组均值数据进行判定。
以X bar R图为例,我们用X bar R图对计量型过程参数做控制时,控制的统计量是X bar和R,即子组的均值和极差,而不是每个个体的单值X。
规格限是针对每个个体的单值的,而不是针对子组的均值的。
这其实也是SPC控制图最主要的一个劣势:它无法告诉我们控制的结果是否符合规格。
SPC应用的十大误区
SPC应用的十大误区SPC对很多制造业来讲,已经不是什么新鲜事物了!但做得好,做出效益的却不多,特别是中小企业.这里,根据实际辅导中所看到的一些问题,在这里以最常用的Xbar-R管制图为例,跟大家做一些探讨.误区之一:没能找到正确的管制点。
不知道哪些点要用管制图进行管制,花费大量的时间与人力,在不必要的点上进行管制.熟不知,SPC只应用于重点的尺寸(特性的).那么重点尺寸\性能如何确定呢?通常应用FMEA的方法,开发重要管制点.严重度为8或以上的点,都是考虑的对象.(如果客户有指明,依客户要求即可);误区之二:没有适宜的测量工具.计量值管制图,需要用测量工具取得管制特性的数值.管制图对测量系统有很高的要求.通常,我们要求GR&R不大于10%.而在进行测量系统分析之前,要事先确认测量仪器的分辨力,要求测量仪器具有能够分辨出过程变差的十分之一到五分之一的精度,方可用于制程的解析与管制,否则,管制图不能识别过程的谈判.而很多工厂勿略了这一点,导致做出来的管制图没办法有效的应用,甚至造成误导;误区之三:没有解析生产过程,直接进行管制.管制图的应用分为两个步骤:解析与管制.在进行制程管制之前,一定要进行解析.解析是目的是确定制程是的稳定的,进而是可预测的,并且看过程能力是否符合要求.从而了解到过程是否存在特殊原因、普通原因的变差是否过大等致关重要的制程信息。
制程只有在稳定,并且制程能力可以接受的情况下,方才进入管制状态。
误区之四:解析与管制脱节。
在完成制程解析后,如果我们认为制程是稳定且制程能力可接受的,那么,就进入管制状态。
制程控制时,是先将管制线画在管制图中,然后依抽样的结果在管制图上进行描点。
那么,管制时管制图的管制线是怎么来的呢?管制图中的管制线是解析得来的,也就是说,过程解析成功后,管制线要延用下去,用于管制。
很多工厂没能延用解析得来的管制线,管制图不能表明过程是稳定与受控的。
误区之五:管制图没有记录重大事项。
SPC常见问题
SPC统计过程控制注意事项1.现行SPC与目前最新版SPC手册(2nd,2005年7月)之间的关系?目前按SPC最新版本进行统计过程控制。
2.SPC主要是为满足TS技术规范哪个条款的要求?8.2.3.1制造过程的监视和测量以及7.5.1.3作业准备验证.3.SPC与其他工具(包括APQP、PPAP、FMEA及CP、MSA)之间的关系?详见教材。
4.现有顾客提供的产品图纸、技术要求,如何确定哪些特性需要做SPC分析?详见教材。
5.什么是特殊特性?特殊特性由谁确定?特殊特性分关键特性和重要特性。
关键特性是指影响安全和法规方面的特性;重要特性是指影响装配、功能、性能方面的特性。
特殊特性由小组结合顾客规定、法规要求、小组经验确定。
6.特殊特性在哪些文件中体现?需要注意哪些方面?主要体现特殊特性的文件有:过程流程图(特殊特性清单及矩阵图)、FMEA、控制计划和作业指导书。
注意:特殊特性的符号一致(可以采用顾客要求的符号或经说明后使用等效符号);数目不能减少;规格不能变宽。
7.是否所有特殊特性均须进行统计过程控制?针对所有特殊特性均需进行初始过程能力分析(特殊情形除外)。
原则上需要考虑针对所有的特殊特性进行统计过程控制,同时也考虑过程能力(如有些相关联的特性可以不用每个都分析,如过程能力远远超出要求或过程变差超过规格限且人、机、料、法、环无论如何优化也无法达到所要求的能力的情形不进行分析;但应考虑相应的遏制措施如100%全检)。
8.针对哪些工序进行SPC管控?依特殊特性清单及矩阵图分析结果对特殊特性有重大影响的工序进行SPC管控。
9.计量型和计数型数据的区别?计数型数据:显示的数据为离散的(如目视外观、塞规测孔径)。
计量型数据:显示的数据为连续的(如尺寸、硬度、重量、力)。
10.计量型和计数型SPC分别有哪些?如何进行选择?计数型SPC:P图、NP图、U图、C图。
计量型SPC:Xbar-R、Xbar-S、中位数-R(精度太差,已不使用)、X-MR。
SPC运用中应该注意的几个问题

5、计算出来的 CPK 值不合理。CPK 值一般遵循下面的原则:CPK0.67,则 必须采取紧急措施,改善品质;0.67CPK1.0,立即检讨改善;1.0CPK1.33, 有缺点发生,需要改善;1.33CPK1.67,需要进行维持;CPK1.67,需要考虑 降低成本。通常来说,察看 CPK 值会有偏高的情况,而实际是难以达到的。
在我们的企业当中,很多都是不重视统计过程控制的,或者只是把统计过 程控制当做一个口号或者一个用来通过各种认证用的手段,并没有真正的用 到现实生产当中,也没有起到真正的作用.于是就产生了一个问题,如果仔 细的审核所有的统计过程,会发现存在很多的问题.
1、在作 XBar-R 图时,数据搜集不准确。数据的搜集来自于现场,往往 我们根据控制计划或者其他文件的要求,到现场察看数据采集情况,会发现 现场的数据采集没有按照要求来进行。有些企业会采用连续测量,100%测量 的方式,同时也不做任何的纪录,只要检验人员发现没有问题,也不需要进 行任何变动,一旦发现,则进行调整设备参数或采取别的措施。而采用该方
法是与 SPC 相违背的。有些公司采用了 100%检验不说,根据大体情况,再进
行编制控制图,专门用来应付审核或者提交客户用,这样的 SPC 是没有作用
的,同时还浪费更多的人力物力。所以,希望我们运用统计技术的企业,能
够真正的将统计技术运用起来,而不仅仅是流露与形式。
2、做控制图时部分或者全部的曲线类似。这也是数据经过编辑的一种可
能。在 SPC 教材当中明显指出几种应该注意的曲线形状(包括点的运动趋势),
企业SPC技术应用误区浅析
企业SPC技术应用误区浅析企业SPC技术应用误区浅析:统计过程控制(Statistical Process Control)简称SPC,是一种借助数理统计方法进行过程控制的工具。
它把制造过程中的相关质量数据进行统计、分析,及时发现生产过程中产品质量的正常与异常波动,对生产过程的异常提出预警,提醒采取消除异常的有效措施,恢复过程的稳定性,从而来提高产品质量的。
对SPC技术认识上的误区:我国将统计技术手段应用于生产中的质量管理时间较短,整体水平与国际先进企业相比存在着明显差距,对SPC技术的研究更晚,这使得我国很多企业迄今为止对科学的SPC 思想仍然没有能够全面地理解,主要误区表现为以下几点。
误区一、SPC是花架子,推行只是为了应付客户近年来国内各种认证泛滥,有的企业各种体系证书多到要设立专门的部门和一批人来应付认证。
很多管理人员已经对推行系统化的管理产生了抵触,当提到统计过程控制系统(SPC),就把它和ISO相提并论,认为也是一个花瓶而已,不能帮企业解决实际的问题,最多是做些图表用来应付客户和认证。
其实ISO 原本也并非是花瓶,问题是在于系统的执行过程。
国外的人比较讲游戏规则,按文件的规定进行相关的操作是一件理所当然的事情,规范的体系性的工作标准会对其日常工作起到很大的帮助。
SPC 也是一样,它强调全过程监控、全系统参与,并且强调用科学方法(主要是统计技术)来保证全过程的预防。
假如在SPC推行中管理上不科学,执行中不严格的话,再好的技术也将最终成为摆设,甚至是工作的累赘。
误区二、产品全检的话就不需要SPC有的企业认为:我们生产的产品已经进行了全检,再进行SPC就是多余的。
这种认识也具有一定代表性。
其实SPC技术最大的特点也是它与与传统的SQC(统计质量控制)的最大不同之处,就在于由Q (Quality)至P(Process)的这两个字转换。
在传统的SQC中强调的是产品的最终品质,也就是着重于买卖双方对产品可共同评鉴的一种既成事实。
SPC的局限

SPC的局限尽管处于80年代早期严重的萧条的痛苦挣扎之中,三大汽车制造商依旧为提高收益率和市场份额拼命挣扎。
日本的汽车制造商在生产力和质量方面已经取得了巨大的进步,他们是如何做到的呢?他们的汽车真的那么好吗?如果他们的质量更好,又是如何做到这么高水准的呢?最开始,反思集中在日本人的工作道德水准和态度以及集中在被普遍使用的共同决策和工人的积极参与上。
然而,让西方商业领袖迷惑的是日本公司对统计过程控制(SPC)的利用。
据称,SPC帮助减少废品和返工的同时,还能够改进产出产品的可靠性和质量。
此消息迅速流传开来,并使统计工具的使用在西方世界的公司中风靡一时。
自从SPC被冠以持续改进和全面质量管理体系的主要贡献因素以来,已经过去了十多年。
从那时以来,很多其他的工具、技术和思想体系被引入用来大幅减少制造成本和提高生产力。
这些工具或技术包括组织发展和团队参与技术、质量功能展开(QFD)、约束理论、kaizen、工程再造、精益制造(lean)以及零库存管理(JIT)系统,等等。
在80年代和90年代,由于很多这些技术被证明是如此的成功,从而导致了SPC的吸引力大打折扣。
尽管仍然被许多公司用来改进效率和运营成本,但是SPC在质量改进运动中渐渐地失宠了。
这一点在同时使用SPC和JIT的公司运营中体现得尤其明显。
出于对降低批次大小和小批量生产的兴趣,JIT的思想体系似乎与SPC有些冲突。
今天,由于客户变得越来越苛刻,对SPC的关注度越发地降低。
对于产品,客户不仅想要更多的功能和选项,而且客户还要更多的产品定制化。
同时,越来越多的选项和定制化也导致了长长的产品型号、制造复杂性、呈几何增长的临界尺寸(critical dimension)以及需要控制的特性,而且这种趋势还在日益增长。
简言之,小规模批量生产的出现、零件复杂性的增加以及定制化的出现使得有效的使用传统SPC变得极其困难。
那些正在使用传统SPC的人们面临着三个主要局限,并随着这些工业的发展显得越发突出:1.计算统计极限需要15到25个数据点。
SPC应注意的几个问题
SPC技术应用及应注意的几个问题The Application of SPC Technology摘要:本文分析了企业实施SPC管理的重要作用,阐述了SPC的实施程序,根据实施经验重点总结了5PC应用过程中应注意的几个问题。
关键词:动态连续过程控制Abstract:This paper analyzes the important action to a corporation, explicates the actualizing process.According the actualizing experience,author has summed several noticing questions during the application of SPC.Key words: movement continue process control一、实施SPC管理的重要作用工序是组成生产过程的基本环节,对工序质量起主要影响作用的有操作者、机器、材料、工艺方法和环境等因素,因此,也可以认为工序是这五个要素在特定条件下的组合。
只有对每一道工序的加工过程进行控制,才能形成自始至终的过程控制闭环,保证生产过程的可控态。
有了稳定的工序状态,才会有稳定的生产质量。
实践证明,SPC是控制生产过程的有效手段和工具。
SPC作为一种过程控制方法,它运用数理统计概率论的原理,可及时发现生产过程中的异常情况,从而及时采取措施进行改进,把质量隐患消灭在萌芽状态,真正达到防患于未然。
SPC作为一种先进的质量管理方法,在国际国内许多企业中被广泛采用。
摩托罗拉公司、GE公司、联信公司运用6西格玛控制质量,已经取得了巨大的经济效益。
不论在企业还是在其它行业,引入6西格玛管理的条件之一,就是已经成功地推行了SPC和SPD,并且产品质量目前至少已经达到3西格玛水平66807 DPMO(defects per million opportunities 百万次机会不合格数)。
SPCP合作管理方面的主要风险点
防范措施:
(1)推动SPOA和NMSC系统互通,实现业务接入、审核、合同签署、加载、测试、上线及违规处理全流程 贯通,确保系统数据一致性; (2)通过增值业务数据管理系统实现业务数据的统一获取、集中管理、实现业务排名的数据自动获取、处理 和发布;改进SPOA平台违规管理等功能,实现全网全业务线上违规申报、取证、审核、反馈及判定结果的信 息发布,提升违规问题处理的及时性和准确性; (3)对NMSC和SPOA等关键系统,实施人员轮岗制,每日更新关键平台的账号及权限管理,实时监控后台 日志,强化人员管理避免随意操作及数据外泄; (4)建立运营数据跟踪机制,加强数据管理、监控及分析能力,落实常态化的数据异动预警及排查工作,防 范或及时发现风险。
(四)结算分成比例确定有失公平的风险
要防范分成比例确定的不公平、在审批中收取相关CP、SP的好处、以及在给CP、SP的分成中提 取回扣、返点的风险。
Page
3
பைடு நூலகம்
SP/CP合作管理方面的主要风险点 (五)违约处罚不规范和未严格执行的风险
(1)处罚实施后,缺少对处罚结果的后续确认环节,可能存在因平台问题或操作人员失误导致处罚实 施不完全或未实施、未形成闭环管理的风险; (2)存在相关客户投诉未得到及时调查和处罚,拖延时间过长的风险; (3)存在处罚不经过集体决策的随意性风险; (4)处罚存在SP一次违规多次判罚、处罚不够严谨的风险; (5)处罚过于延后,存在结算停不下来、或已经结算了仍要求停止前面某个月的结算的风险。 (6)省分公司上报的违规证据信息不全或不符合上报要求,无法给出准确的初步判定,需要进一步与 省分公司沟通,从而影响了总体处理速度; (7)部分排名数据如业务信息费等,由各省ISMP平台管理,尚无有效途径获取。 (8)目前因全网声讯未纳入法律人员参与意见,可能导致潜在的法律风险把控不足
实施SPC常见的十大错误
實施SPC常見的十大錯誤錯誤一•沒能找到正確的管制點✓不知道哪些點要用管制圖進行管制,花費大量的時間與人力,在不必要的點上進行管制。
熟不知;SPC只應用於重點的尺寸(特性的)。
✓那麼重點尺寸\性能如何確定呢?通常應用FMEA,將重要管制點或嚴重度是8,列入考慮的對象(如果客戶有指明,依客戶要求即可)。
For failure modes with severities of 8 or below the team should consider causes having the highest occurrence or detection rankings. It is the team’s responsibility to look atthe information, decide upon an approach, and determine how to best prioritize theirrisk reduction efforts which best serve their organization and customers.•沒有適宜的測量工具✓計量值管制圖:需要用測量工具取得管制特性的數值。
✓管制圖對測量系統有很高的要求,通常;要求GR&R不大於10%,而在進行測量系統分析之前,要事先確認測量儀器的分辨力,要求測量儀器具有能夠分辨出過程變差的十分之一到五分之一的精度,方可用於製程的解析與管制,否則;管制圖不能識別過程的談判。
導致做出來的管制圖沒辦法有效的應用,甚至造成誤導。
GRR=<10%→量具系統可接受10%<GRR<30% →可接受.可不接受,,決定于該量具系統之重要性,修理所需之費用等因素GRR>=30%→量具系統不能接受,須予以改進•沒有解析生產過程,直接進行管制✓管制圖應用分為兩個步驟:解析與管制。
✓在進行製程管制之前,一定要進行解析,解析目的是確定製程是的穩定的,進而是可預測的,並且看過程能力是否符合要求。
SPC在质量管理中的误区分析

• 49•SPC在质量管理中的误区分析北京京东方显示技术有限公司 王 健 徐习亮 孙腾琳 王 丹 黄 雷 鲍子胜 王 超随着新时期高质量经济转型浪潮的到来,各企业为了提升产品核心竞争力,更加注重产品质量的提升,很多企业都引入了SPC质量管理方法作为提升过程质量的重要手段。
本文通过对京东方显示技术公司在SPC实际管理上遇到的一些问题的分析,并结合SPC方法论,对一些在SPC管理上经常走入的误区进行了详细的说明。
意在通过对误区的纠正,给与其他企业一些管理经验,避免错误的再发生。
1 引言在全球化经济浪潮中,企业之间的竞争愈发激烈。
各企业为抢占市场,提升产品质量成为了各企业至关重要的方法途径(谭锴,乔世妮.基于SPC的铝加工质量控制系统设计与实现[J].信息技术与信息化,2018(10):36-39)。
而产品质量主要是生产质量所决定的。
生产质量是过程的输出,那么,想要保证稳定的输出,就需要保证过程输入和过程特性的稳定(闵思海.浅谈SPC在质量管理中的应用[J].企业技术开发,2014,33(36):40-41)。
在实际生产的过程中,影响过程稳定性及产品特性的因素主要分为两大类:第一种是偶然因素,又称随机因素,这种影响因素一般为生产设备的正常波动导致的,我们一般不要求改善;另一种因素是异常因素,又称系统因素,这种因素一般是制程中出现了较大的异常,需要通过有效的监控手段找出并消除,提升制程稳定性(刘艳秋.统计过程控制(SPC)在质量管理中的应用研究[J].机电产品开发与创新,2008,21(1):69-71)。
那么为了消除这种异常因素,首先需要选择科学的监控方法对异常因素进行监控并识别。
目前全世界范围内制造企业采用较多的方法,就是统计过程控制管理方法。
统计过程控制,又称SPC(Statistical Process Control),是一种基于数理统计的方法,通过对过程的监控,进一步分析结果来解决实际的问题。
SPC控制图参考资料
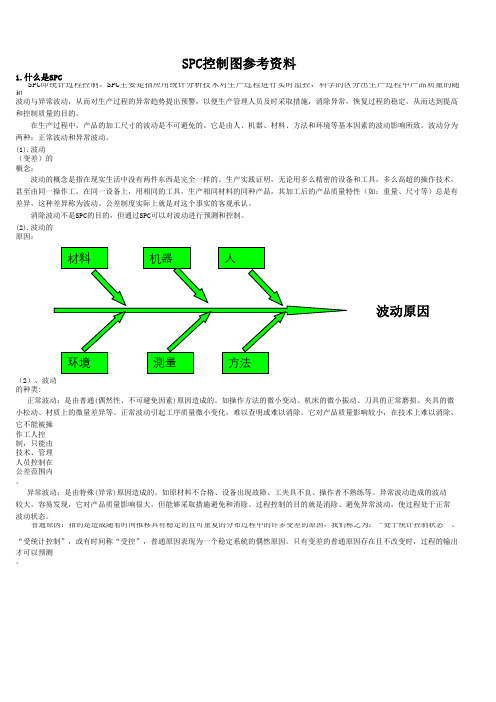
• 减少对常规检验的依赖性,定时的观察以及系统的测量方法替代了大量的检测和验证工作;有了以上的预防和控制,我们的企业当然是可以:• 降低成本• 降低不良率,减少返工和浪费• 提高劳动生产率• 提供核心竞争力• 赢得广泛客户• 更好地理解和实施质量体系4.质量管理中常用的统计分析方法控制图:用来对过程状态进行监控,并可度量、诊断和改进过程状态。
上控制界限(UCL)中心线(CL)下控制界限(LCL)控制图的含义:是用来区分由异常原因引起的波动.还是由随机的偶然原因引起波动的一种图形。
控制图的目的:直观的了解生产过程是否异常;通过改善,使生产过程的质量波动在受控范围内使过程达到更高的质量、更低的单件成本、更高的效率;有利于过程在质量上和成本上能持续地,可预测地保持下去;为讨论过程的性能提供共同的语言控制图和一般的统计图不同,因其不仅能将数值以曲线表示出來,以观察其变异的趋势,而且能显示变异属于正常或异常波动,并反映过程是否正常和稳定。
利用控制限區隔是否為非機遇性控制图的分类:计量值控制图类:平均值与全距控制图.平均值与标准差控制图.中位值与全距控制图.个别值与移动全距控制图计数值控制图:不合格品率控制图(样本大小不一定).不良数控制图(样本大小不一定).缺点数控制图(样本大小一定)单位缺点控制图直方图:是以一组无间隔的直条图表现频数分布特征的统计图,能够直观地显示出数据的分布情况。
直方图功能:分析数据的规则性,尤其是中心值和分布状况排列图:又叫帕累托图、柏拉图,它是将各个项目产生的影响从最主要到最次要的顺序进行排列的一种工具。
可用其区分影响产品质量 的主要、次要、一般问题,找出影响产品质量的主要因素,识别进行质量改进的机会。
功能:识别少数关键因素,优先采取解决措施用途:常用于不合格品数或缺陷数的分类分析散布图: 以点的分布反映变量之间相关情况,是用来发现和显示两组数据之间相关关系的类型和程度,或确认其预期关系的一种示图 工具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SPC应用的十大误区SPC对很多制造业来讲,已经不是什么新鲜事物了!但做得好,做出效益的却不多,特别是中小企业.这里,根据实际辅导中所看到的一些问题,在这里以最常用的Xbar-R管制图为例,跟大家做一些探讨.误区之一:没能找到正确的管制点。
不知道哪些点要用管制图进行管制,花费大量的时间与人力,在不必要的点上进行管制.熟不知,SPC只应用于重点的尺寸(特性的).那么重点尺寸\性能如何确定呢?通常应用FMEA的方法,开发重要管制点.严重度为8或以上的点,都是考虑的对象.(如果客户有指明,依客户要求即可);误区之二:没有适宜的测量工具.计量值管制图,需要用测量工具取得管制特性的数值.管制图对测量系统有很高的要求.通常,我们要求GR&R不大于10%.而在进行测量系统分析之前,要事先确认测量仪器的分辨力,要求测量仪器具有能够分辨出过程变差的十分之一到五分之一的精度,方可用于制程的解析与管制,否则,管制图不能识别过程的谈判.而很多工厂勿略了这一点,导致做出来的管制图没办法有效的应用,甚至造成误导;误区之三:没有解析生产过程,直接进行管制.管制图的应用分为两个步骤:解析与管制.在进行制程管制之前,一定要进行解析.解析是目的是确定制程是的稳定的,进而是可预测的,并且看过程能力是否符合要求.从而了解到过程是否存在特殊原因、普通原因的变差是否过大等致关重要的制程信息。
制程只有在稳定,并且制程能力可以接受的情况下,方才进入管制状态。
误区之四:解析与管制脱节。
在完成制程解析后,如果我们认为制程是稳定且制程能力可接受的,那么,就进入管制状态。
制程控制时,是先将管制线画在管制图中,然后依抽样的结果在管制图上进行描点。
那么,管制时管制图的管制线是怎么来的呢?管制图中的管制线是解析得来的,也就是说,过程解析成功后,管制线要延用下去,用于管制。
很多工厂没能延用解析得来的管制线,管制图不能表明过程是稳定与受控的。
误区之五:管制图没有记录重大事项。
要知道,管制图所反应的是“过程”的变化。
生产的过程输入的要项为5M1E(人、机、料、法、环、量),5M1E的任何变化都可能对生产出来的产品造成影响。
换句话说,如果产品的变差过大,那是由5M1E其中的一项或多项变动所引起的。
如果这些变动会引起产品平均值或产品变差较大的变化,那么,这些变化就会在XBAR图或R图上反映出来,我们也就可以从管制图上了解制程的变动。
发现有变异就是改善的契机,而改善的第一步就是分析原因,那么,5M1E中的哪些方面发生了变化呢?我们可以查找管制图中记录的重大事项,就可以明了。
所以,在使用控制图的时候,5M1E的任何变化,我们都要记录在管制图中相应的时段上。
误区之六、不能正确理解XBAR图与R图的含义。
当我们把XBAR-R管制图画出来之后,我们到底从图上得哪些有用的资讯呢?这要从XBAR 及R图所代表的意义来进行探讨。
首先,这两个图到底先看哪个图?为什么?R反应的是每个子组组内的变差,它反映了在收集数据的这个时间段,制程所发生的变差,所以他代表了组内固有的变差;XBAR图反映的是每个子组的平均值的变化趋势,所以其反映的是组间的变差。
组内变差可以接受时,有明分组是合理的;组间变差没有特殊原因时,表明我们在一段时间内,对过程的管理是有效的、可接受的。
所以,我们一般先看R图的趋势,再看XBAR图。
误区之七、管制线与规格线混为一谈当产品设计出来之后,规格线就已经定下来了;当产品生产出来后,管制图的管制线也定出来了。
规格线是由产品设计者决定的,而管制线是由过程的设计者决定的,管制线是由过程的变差决定的。
管制图上点的变动只能用来判断过程是否稳定受控,与产品规格没有任何的联系,它只决定于生产过程的变差。
当西格玛小时,管制线就变得比较窄,反之就变得比较宽,但如果没有特殊原因存在,管制图中的点跑出管制界线的机会只有千分之三。
而有些公司在画管制图时,往往画蛇添足,在管制图上再加上上下规格线,并以此来判产品是否合格,这是很没有道理,也是完全没有必要的。
误区之八、不能正确理解管制图上点变动所代表的意思我们常常以七点连线来判定制程的异常,也常用超过三分之二的点在C区等法则来判断制程是否出现异常。
如果是作业员,只在了解判定准则就好了;但作为品管工程师,如果不理解其中的原委,就没有办法对这些情况作出应变处理。
那么这么判定的理由是什么呢?其实,这些判定法则都是从概率原理作出推论的。
比如,我们知道,如果一个产品特性值呈正态分布,那么,点落在C区的概率约为4.5%,现在有三分之二的点出现在4.5%的概率区域里,那就与正态分布的原理不一致了,不一致也就是我们所说的异常。
误区之九、没有将管制图用于改善大部分公司的管制图都是应客户的要求而建立,所以,最多也只是用于侦测与预防过程特殊原因变异的发生,很少有用于过程改善的。
其实,当管制图的点显示有特殊原因出现时,正是过程改善的契机。
如果这个时候我们从异常点切入,能回溯到造成异常发生的5M1E的变化,问题的症结也就找到了。
用就管制图进行改善时,往往与分组法、层别法相结全使用,会取得很好的效果。
误区之十、管制图是品管的事情SPC 成功的必要条件,是全员培训。
每一个人员,都要了解变差、普通原因、特殊原因的观念,与变关有差的人员,都要能看懂管制图,技术人员一定要了解过度调整的概念……等。
如果缺乏必要的培训,管制图最终只会被认为是品管人员的事,而其实我们知道,过程的变差及产品的平均值并不由品管决定,变差与平均值更多的是由生产过程设计人员及调机的技术人员所决定的。
如果不了解变差这些观念,大部分人员都会认为:产品只要合符规格就行了!显然,这并不是SPC的意图。
所以,只有品管在关注管制图是远远不够的,我们需要全员对管制图的关注。
Spc统计- 塑胶玩具生产的统计过程控制作者:佚名文章来源:ISOYES收集点击数:4125 更新时间:2006-9-17 20:15:57 目前,全球玩具业形成这样一个格局:美国是第一玩具消费国,香港是第一玩具供应商,中国是最大玩具生产“王国”,广东是生产王国基地,深圳是基地中心。
深圳玩具行业主要是香港玩具制造商将部分简单生产工艺移至深圳加工,随后逐步做大。
由于近几年国际市场需求旺盛,深圳玩具生产形势持续看好。
世界著名的玩具品牌如美泰、沃尔玛、迪斯尼、孩之宝、麦当劳等都在深圳及珠江三角洲地区加工。
塑胶玩具由于色彩鲜艳、成本低廉,尤其是现在加入了电子部件使得其功能更多样化而吸引儿童。
因此,塑胶玩具的需求量在不断增加。
然而,相对毛绒玩具来说,一旦有质量问题,塑胶玩具更容易造成危害事故,对企业造成无可挽回的损失。
随着生产技术的不断提高,塑胶玩具生产过程中自动化程度越来越高。
运用统计过程控制能帮助企业以低成本生产出高品质的产品,满足市场和客户的需要,提升企业竞争力。
统计过程控制的目的1、为产品的品质提供保证应用统计方法通过对生产过程中的各阶段进行监控,达到保证与改进质量的目的。
2、缩短质量问题的反馈时间“可靠的产品来自可靠的过程”,稳定状态是生产过程控制的目标。
当生产过程发生异常时,运用统计方法可以及时地发出预警信号,由于对整个过程进行了实时控制,预防了不合格的产生,也缩短了质量问题的反馈时间。
3、降低成本运用统计过程进行控制下的生产是最经济的。
产品成本包括生产成本和质量成本,相对来说生产成本较为固定,当到达最低限时,只有通过有效地控制质量成本达到降低产品成本的目的。
4、易于操作,可靠性强在各个关键控制点和各道工序,经过基础培训的操作员可以根据直观的图表评估生产过程的稳定性。
统计过程控制的实施1、质量策划质量策划的过程有繁有简,对于塑胶玩具类产品可以是由以下几个步骤完成:确定产品要求—确定关键过程/变量—确定关键过程控制方法—确定测量指标—人员培训质量策划的输入是客户要求和产品安全标准,输出是生产流程图、作业指导书(包括生产指引和检测指引)、合格的操作和检测人员。
在质量策划过程中最重要的工作是确定关键过程/变量和确定相应的控制方法,关键过程是对产品的品质具有决定性的影响。
而控制方法又决定了对过程控制的有效性。
通常,对下列场合考虑确定有关键过程/变量:(a)产品的主要质量特性(b)对产品的质量有重大影响的关键工序(c)屡屡发生质量问题的场合在塑胶玩具中,注塑过程会被定义为关键过程,注塑过程中的温度、压力和周期定义为关键变量并进行监控。
2、实时的生产评估在生产过程中,通过以下的步骤完成:(a)过程数据收集由指定的操作人员按照作业指导书的要求,在规定的时间记录各个控制点的工作参数,并在相应表格或图表中做出标示。
(b)实时的统计过程监控主要应用控制图对过程进行监控。
保证各关键变量满足各项质量规定,并可根据工序输出的结果有效地评估过程能力。
(C)产品确认通过对产品的各方面质量性能的检测,进一步对过程能力的加以确认。
3、过程改进一般在两种情况下,应对过程进行及时改进:(a)在现场中,控制图上超出控制界限显示异常的情况增多(b)在产品确认中,发现有不合格品的出现在这个阶段由品质管理人员召集相关生产部门组成问题解决小组,查找异常发生的根源,并制定及时的纠正措施和后续的预预措施。
改进措施应做到“查出异因,采取措施,保证销除,不再出现,纳入标准”。
统计过程控制为企业带来的效益通过利用统计过程控制,为企业降低成本、提高质量,创造竞争优势:(1)改进工序能力,通过实时的控制,尽量减少各工序的变异,从而生产出质量稳定的产品。
(2)降低成本,通过优化工序的设计,使得工序能力满足生产要求,而不只是一味地要求工序能力过高。
(3)减少事后发生的损失,当一旦发现过程出现不受控状态,可以隔离相应的产品、减少坏品损失。
Spc统计- SPC控制理论运用于进货检验作者:佚名文章来源:ISOYES收集点击数:6867 更新时间:2006-9-17 20:15:57 随着时代的发展,很多企业都实施了日供货,以减少库存,从而降低库存成本。
这样的供货体系给进货检验带来了很大的压力,不论是采用GB2828抽样管理办法,还是采用百分比抽样(虽然不太合理,但很多公司仍然在采用),样本量大的检验,必然造成进货检验员人力资源的短缺。
如果不增加人员来完成规定的抽样,检验员会人为降低样本量,或匆匆忙忙检查,以完成本次检验(检验不完,要停工,要追究责任)。
长期以来,进货检验不但压力大,还给企业带来了质量隐患,存在着很大的风险。
为了缓解这一矛盾,我想到了SPC控制理论,SPC能控制生产过程,为什么就不能控制进货检验过程呢?设想一下,每一位进货检验员每天检查不同种类配件,按规定的抽样方法,抽取样本,检验样本,记录检测数据,与标准对比,判定样本中多少个不合格,再根据合格判定数判定本批是否合格。