气动机械手气压传动系统
气压传动机械手设计摘要.

气压传动机械手设计摘要在当今大规模制造业中,企业为提高生产效率,保障产品质量,普遍重视生产过程的自动化程度,工业机器人作为自动化生产线上的重要成员,逐渐被企业所认同并采用。
本文简要介绍了工业机器人的概念,机械手的组成,机械手各个部件的整体尺寸设计,气动技术的特点。
本文对机械手进行总体方案设计,确定了机械手的坐标形式和自由度,确定了机械手的技术参数,气动执行元件把压缩气体的压力能转换为机械能,用来驱动工作部件。
同时,设计了机械手的夹持式手部结构,设计了机械手的手腕结构,计算出了手腕转动时所需的驱动力矩和回转气缸的驱动力矩。
设计了机械手的手臂结构。
设计出了机械手的气动系统,绘制了机械手气压系统工作原理图,大大提高了绘图效率和图纸质量。
关键词:工业机器人,机械手,气动目录第1章前言 (1)1.1工业机械手概述 (1)1.2气动机械手的设计要求 (1)1.3机械手的系统工作原理及组成 (1)第2章机械手的整体设计方案 (4)2.1机械手的座标型式与自由度 (4)2.2机械手的手部结构方案设计 (4)2.3机械手的手腕结构方案设计 (4)2.4机械手的手臂结构方案设计 (4)2.5机械手的驱动方案设计 (5)第3章手部结构设计 (6)3.1夹持式手部结构 (6)3.2设计时考虑的几个问题 (6)3.3手部夹紧气缸的设计 (6)第4章手腕结构设计 (10)4.1手腕的自由度 (10)4.2 手腕转动时所需的驱动力矩 (10)4.3回转气缸的驱动力矩计算 (12)4.4 手腕回转缸的尺寸及其校核 (13)第5章手臂伸缩,升降,回转气缸的尺寸设计与校核 (16)5.1 手臂伸缩气缸的尺寸设计与校核 (16)5.2 手臂升降气缸的尺寸设计与校核 (16)5.3 手臂回转气缸的尺寸设计与校核 (17)第6章气动系统设计 (19)6.1气压传动系统工作原理图 (19)第7章结论 (21)参考文献: (22)致谢 (23)第1章前言1.1工业机械手概述工业机器人由操作机、控制器、伺服驱动系统和检测传感装置构成,是一种仿人操作,自动控制、可重复编程、能在三维空间完成各种作业的生产设备。
气压传动中的气动机械手臂

气压传动中的气动机械手臂气动机械手臂是一种利用气压传动原理实现机械运动的装置。
它通过气压控制气动元件的动作,实现对物体的抓取、搬运、放置等操作。
气动机械手臂具有结构简单、操作灵活、成本低廉等特点,广泛应用于工业领域的生产线上。
一、气动机械手臂的工作原理气动机械手臂的工作原理基于气压传动技术。
它使用压缩空气作为动力源,通过控制气控元件的开关来达到对机械手臂的控制。
常用的气动元件有气缸、气动阀等。
气动机械手臂的工作过程如下:1. 气源供应:机械手臂需要接入压缩空气源,通常通过气压管路连接至气动阀,确保气动元件能够正常工作。
2. 气控信号传递:控制系统向气动阀发送气控信号,控制气动阀的通断,进而控制气动元件的开闭。
3. 机械动作执行:气动阀开启时,压缩空气进入气缸,使气缸的活塞产生线性运动,推动机械臂完成抓取、搬运等工作。
4. 运动控制:通过改变气压的大小和控制气控信号的时间,可以控制气动机械手臂的运动速度、力度和位置。
二、气动机械手臂的应用领域气动机械手臂具有结构简单、维护成本低、操作灵活等优点,因此在许多领域得到了广泛应用。
1. 自动化生产线:气动机械手臂可以用于工业生产线上的自动化操作,如物料的抓取、搬运和放置等工作。
2. 组装与装配:在电子产品、汽车零部件等行业中,气动机械手臂可以完成零件的组装和装配工作,提高生产效率和质量。
3. 搬运与堆垛:在仓储物流行业中,气动机械手臂可以用于货物的搬运和堆垛,大大提高了物流操作的效率。
4. 危险环境作业:由于气动机械手臂的操作不需要直接接触危险物体,因此在一些危险环境下的作业中得到了广泛应用,如核工业、化工等领域。
三、气动机械手臂的优缺点气动机械手臂作为一种传统的传动方式,具有一些显著的优点和缺点。
1. 优点:- 结构简单:气动机械手臂的结构相对简单,易于制造和维护。
- 控制灵活:通过调节气压和控制信号的方式,可以实现对机械手臂的精细控制。
- 成本低廉:与其他传动方式相比,气动机械手臂的制造成本相对较低。
液压与气动电子教案第10章气动机械手气压传动系统
2018/1/5
知识目标 掌握: 1. 分析气压传动系统原理图的方法。 2.气压传动系统原理图中回路及各元件的图 形符号。 了解: 气压传动系统设备的功用 、特点。 技能目标 1.会分析机电设备的气压传动系统。 2.能掌握阅读和分析气压传动系统的步骤和方 法。
2018/1/5
气动机械手的工作顺序“立柱下降C0→伸 臂B1→夹紧工件A0→缩臂B0→立柱顺时针转 D1→立柱上升C1→放开工作A1→立柱逆时针转 D0”。
2018/1/5
气动机械手气压传动系统
2018/1/5
传动系统的工作循环
1.按下启动阀q,主控阀C将处于C0位,活塞杆退
回,即得到C0。 2.当C缸活塞杆上的挡铁碰到C0,则控制气将主控 阀B处于B1位,使B缸活塞杆伸出,即得到B1。 3.当B缸活塞杆上的挡铁碰到b1,则控制气将主控 阀A处于A0位,使A缸活塞杆退回,即得到A0。 4.当A缸活塞杆上的挡铁碰到a0,则控制气将主控 阀B处于B0位,使B缸活塞杆退回,即得到B0。 5.当B缸活塞杆上的挡铁碰到b0,则控制气将主控 阀D处于D1位,使D缸活塞杆往右,即得到D1。
二、 气动机械手工作原理
图10-1所示是用于某专用设备上的气动机 械手结构示意图,ቤተ መጻሕፍቲ ባይዱ缸为夹紧缸,其活塞杆退 回时夹紧工件,活塞杆伸出时松开工件。B缸 为长臂伸缩缸,可实现伸出和缩回动作。C缸 为立柱升降缸。D缸为立柱回转缸。
2018/1/5
气动机械手结构示意图
2018/1/5
气动机械手的回路原理
2018/1/5
气液动力滑台的回路原理图
2018/1/5
第一节 气动机械手气压传动系统
机械手气动系统分析

液压与气动系统的使用与维护机械手气动系统分析机械工程学院谢洪君授课导航 气动机械手自动上下料介绍 气动机械手自动上下料动作 机械手气动原理分析气动机械手自动上下料介绍在自动化生产线上,能自动完成将工件向加工或装配机械供给并上下料的装置,称为自动上下料装置。
自动上下料装置就是为实现将工件自动选入准确的位置,夹紧以及取下工件所必须的许多功能机构的总和,如图自动化生产线实训设备。
气动机械手自动上下料动作气动机械手气动机械手上下料气动机械手自动上料动作①气动机械手夹紧工件②立柱上升③立柱旋转④立柱下降⑤气动机械手松开工件………………那么,这些动作是怎么通过气动系统来实现呢?56气动原理分析气动机械手气压传动系统原理图气动机械手自动上下料装置所用控制阀主要有手动阀k 、机动阀a 0、双气控换向阀a 等。
气动机械手控制阀的应用机动阀有两种:双向起作用的 单向起作用的二位三通机动阀它利用执行机构或者其他机构的机械运动,借助阀上的凸轮、滚轮、杠杆或撞块等机构来操作阀杆,驱动阀换向。
液压与气动系统的使用与维护气动机械手控制阀的应用a)无气控信号 b)有气控信号 c)图形符号二位三通单气控换向阀在信号消失后立即复位。
二位三通单气控换向阀气动机械手控制阀的应用二位五通双气控阀——有记忆控制功能。
信号消失后阀芯不复位,只有在与原信号反方向的新的气控信号到达后,阀门才获得新的开关位置。
a)X口有气控信号 b)Y口有气控信号 c)图形符号气动机械手控制阀的应用单气控换向阀对单作用气缸的换向回路二位五通双气控换向阀对双作用气缸的换向回路a b气动原理分析气动机械手气压传动系统动画气动机械手气动原理分析(1)按下启动阀k,控制气体经启动阀使主控阀c处于左位,C缸活塞杆退回,实现动作C0(立柱下降)。
(2)当C缸活塞杆退回,其上的挡铁压下c0时,控制气体使B缸的主控阀b处于左位,B缸活塞杆伸出,实现动作B1(伸臂动作)。
(3)当B缸活塞杆伸出,其上的挡铁压下b1时,控制气体使A缸的主控阀 a 处于左位,A缸活塞杆退回,实现动作A0(夹紧工件)。
气压传动中的气动机械手臂设计与控制

气压传动中的气动机械手臂设计与控制在工业自动化领域,机械手臂是一种重要的装置,用于高精度、高效率地完成各种物体的搬运和操作任务。
而气压传动技术则是一种常用的动力传动方式,其具有结构简单、响应速度快、功耗低的优点。
本文将探讨在气压传动技术中,气动机械手臂的设计与控制方法。
一、气动机械手臂概述气动机械手臂是利用气体压力驱动进行运动的机械手臂。
它由气缸、轴、连杆等部件组成,通过气体压力的作用,使得机械手臂能够完成各种简单到复杂的运动任务。
相比于电动机械手臂,气动机械手臂具有结构简单、成本低、响应速度快等优势,因此在某些场合下得到广泛应用。
二、气动机械手臂的设计1. 动力系统设计气动机械手臂的动力系统主要由压缩空气供应系统、气缸和气动阀等组成。
在设计动力系统时,需要根据具体的工作任务和负载要求来确定所需的压力和流量,并选择合适的气缸和气动阀。
2. 结构设计气动机械手臂的结构设计是保证其稳定性和运动灵活性的关键。
需要根据工作空间的特点和操作需求来确定机械手臂的结构形式和尺寸,并利用计算机辅助设计软件进行模拟和优化设计。
3. 控制系统设计气动机械手臂的控制系统主要由传感器、控制器和执行机构等组成。
传感器用于检测机械手臂的位置和姿态信息,控制器根据传感器反馈信息对机械手臂进行实时控制,执行机构则负责执行控制指令。
在设计控制系统时,需要考虑传感器的准确性和稳定性,控制器的计算和响应能力,以及执行机构的可靠性和灵活性。
三、气动机械手臂的控制方法1. 基于位置控制的方法基于位置控制的方法是通过控制气缸的行程来实现机械手臂的运动。
其中,PID控制器是常用的控制算法之一,可以根据传感器反馈的位置信息进行反馈控制,使得机械手臂能够准确地到达目标位置。
2. 基于力控制的方法基于力控制的方法是通过控制气缸的压力来实现机械手臂的运动。
其中,力传感器是必要的装置,用于检测机械手臂施加在物体上的力,并将其反馈给控制器。
控制器可以根据力传感器的反馈信息,调节气缸的压力,从而实现对物体的准确控制和操作。
气动助力机械手工作原理

气动助力机械手工作原理
气动助力机械手是一种使用空气压缩机或气压驱动气动元件来实现动作的机械手。
其工作原理主要包括以下几个方面:
1. 压缩空气供给:通过空气压缩机将大气中的空气压缩到一定压力后,通过管路输送至气动助力机械手中。
2. 气动元件控制动作:气动助力机械手中使用了气动元件,如气缸、气动马达等,通过调节气源供给和排气,通过控制气缸的进出气,实现机械手的动作。
3. 机械结构传动:机械手的机械结构通过传动装置与气动元件连接,将气动元件的运动转化为机械手的运动,实现机械手的抓取、举升、转动等动作。
4. 控制系统控制:气动助力机械手需要通过控制系统来控制机械手的运动,可以通过手动操作、自动控制或PLC控制等方式实现。
总结来说,气动助力机械手的工作原理就是通过压缩空气供给和气动元件控制动作,实现机械手的运动,完成抓取、举升、转动等工作。
气动机械手控制系统设计分析

气动机械手控制系统设计分析气动机械手是一种用气压作为动力源的机械手臂,主要应用于工业自动化制造中的装配、夹取等工作。
气动机械手控制系统是机械手操作的重要组成部分,本文将从气动机械手控制系统设计分析的角度,对气动机械手控制系统相关问题进行分析。
一、气动机械手控制原理气动机械手的控制原理是通过空气压力驱动气缸活塞,改变气缸活塞的位置从而实现机械手臂的运动。
气动机械手控制系统一般由执行机构、感应元件、控制器、传感器等组成,其中最重要的部分就是控制器。
在气动机械手控制系统中,控制器是独立的微型计算机,其主要功能是根据操作者的设定来计算控制信号并形成控制指令,同时控制器还负责接收传感器的信号,控制气缸的开闭以及控制气压的大小等。
控制器一般使用PLC(可编程逻辑控制器)或PC(个人计算机)等。
二、气动机械手控制系统设计1、控制器选型气动机械手控制系统设计的一个重要因素是选择控制器类型。
可编程逻辑控制器(PLC)是主要的控制器类型之一,它是一种基于电子技术的智能控制器,具有可编程性和可扩展性特点。
PLC的应用是非常广泛的,它可以用于机器人、制造业、自动化系统等领域。
另外,个人计算机(PC)也可以作为气动机械手控制器。
相比PLC,PC的可编程性更强,其控制功能也更加灵活。
不过,PC在可靠性和实时性方面相对较弱,其控制系统需要通过编写控制软件或使用现有的控制程序来实现。
因此,在实际应用中需要根据具体的控制要求和性能要求来选择控制器类型。
2、传感器选型在气动机械手控制系统中,传感器是非常重要的部分,它能够实现机械手运动的持续监测和位置检测。
传感器的选型应该根据需求进行,有以下几种常用传感器:(1)接触式传感器:可以感知物体的接触情况,通常用于检测机械手夹持物体的情况。
(2)光电传感器:可以感知物体的存在和位置,通常用于检测工件的位置和方向。
(3)压力传感器:可以感知气压变化,通常用于检测气缸的工作状态。
(4)编码器:可以检测机械手的位置和方向,通常用于机械手的导航。
气动机械手plc设计

系统扩展性考虑
模块化设计
将系统划分为多个模块,便于未来功能扩展和升级。
预留接口
在设计时预留外部接口,以便未来与其他设备或系统进行集成。
可扩展的存储和计算能力
考虑未来数据处理需求的增长,设计可扩展的存储和计算架构。
06 案例分析
案例一
总结词:成功应用
详细描述
PLC采用可编程的存储器,用于存储程序、数据和参数等信 息,并通过输入/输出接口与外部设备进行通信。它能够按照 程序逻辑执行控制任务,具有高度的可靠性和灵活性,广泛 应用于工业自动化领域。
PLC的工作原理
总结词
PLC的工作原理包括输入采样、程序执行和输出刷新三个阶段。在输入采样阶段,PLC读取输入信号的状态并将 其存储在输入映像寄存器中;在程序执行阶段,PLC按照用户程序的顺序执行指令,并更新内部寄存器的值;在 输出刷新阶段,PLC将输出映像寄存器的状态输出到输出模块,驱动外部负载。
优化程序
根据调试结果,对程序进行优化,提高机械手的控制 性能和稳定性。
04
气动机械手PLC控制系统的 实现
系统硬件配置
控制器
气动元件
选择一款高性能的PLC控制 器,如西门子S7-300或欧 姆龙CP1H系列,以满足气
动机械手的控制需求。
01
02
根据气动机械手的动作要求 ,选择适当的气动元件,如 气缸、电磁阀、气源处理元
控制系统
控制系统是气动机械手的核心部分,通过PLC(可编程逻辑控 制器)对机械手的运动进行控制,实现各种动作的精确控制和 协调。
传感器
传感器用于检测机械手的运动状态和位置,将信号反馈给控 制系统,以便实现精确控制。
气动机械手工作原理
气动机械手工作原理气动机械手是一种利用空气压力和气动元件控制机械臂运动的机械手。
其工作原理基于气压原理和气动元件的运动控制,以实现机械臂的精确定位、快速运动与准确抓取等动作。
下面将详细介绍气动机械手的工作原理。
1. 空气压力原理气动机械手工作的基础是空气压力原理。
气动系统的主要作用是将压缩空气转换为机械运动,从而控制机械手的运动和抓取。
系统中的核心组成部分是气源、气压调节器、气动执行器、控制阀以及管路。
气源通常是空气压缩机,其主要功能是将空气压缩成压缩空气。
经过气压调节器的调整后,气压可以达到所需要的阀门和气动元件的工作压力,同时保证系统的稳定运行。
2. 气动元件的运动控制气动元件是气动机械手控制中最重要的部分。
在气动机械手中,常用的气动元件有气缸、气动旋转接头、气动夹具和快速接头等。
这些元件是利用压缩空气引起的机械运动来实现机械手的运动和抓取。
其中,气缸是最常见的一种气动元件。
其工作原理是通过高压气体进入气缸形成气压差,以推动或拉动活塞完成机械手的各种动作。
气缸的数量和布局可以根据机械手的功能和工作要求进行设计和布置,常见的构型有单作用气缸、双作用气缸以及多级气缸等。
3. 机械手的动作控制机械手的动作控制是利用控制阀对气动元件的控制来实现的。
控制阀负责调节压缩空气的流向和压力以及气量的大小,从而控制气动元件的操作。
在气动机械手中,一般采用电磁阀作为控制元件。
机械手的动作控制主要由气源、气压调节器、电磁阀和气管组成。
当气源供应压缩空气到气压调节器时,在气压调节器中设置所需的气压值,然后通过电磁阀控制空气进入气缸来实现机械手的运动和抓取动作。
4. 机械手的工作流程气动机械手的工作流程一般包括四个步骤:选材、设计、制造和调试。
在选材阶段,需要根据机械手的需求选择合适的气动元件,包括气缸、气动旋转接头、气动夹具和快速接头等。
在设计阶段,需要根据机械手所要完成的功能来设计机械手的工作布局,包括机械结构、原理图和控制系统等。
课题气动机械手的气压传动控制系统设计

课题气动机械手的气压传动控制系统设计学生姓名徐毅学号12专业机电一体化班级3124系(院)机电工程与技术系指导教师邓和平职称高级工程师二○一五年五月二十四日学生毕业设计真实性承诺本人郑重声明:所提交的毕业设计是本人在指导教师的指导下,独立进行研究工作所取得的成果,内容真实可靠,不存在抄袭、造假等学术不端行为。
除文中已经注明引用的内容外,本设计不含其他个人或集体已经发表或撰写过的研究成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。
如被发现设计中存在抄袭、造假等学术不端行为,本人愿承担相应的法律责任和一切后果。
学生(签名):日期:指导教师关于学生毕业设计真实性审核的声明本人郑重声明:已经对学生毕业设计所涉及的内容进行严格审核,确定其成果均由学生在本人指导下取得,对他人论文及成果的引用已经明确注明,不存在抄袭等学术不端行为。
指导教师(签名):日期:摘要 (4)第一章、气压传动系统的工作原理 (5)第二章、气压传动的应用 (6)2.1气压传动技术的主要应用领域 (6)2.2气压传动的优点 (6)2.3气压传动的缺点 (7)第三章、气压系统的使用气压系统的使用与维护 (7)3.1气压系统使用的注意事项 (7)3.1.1气动系统的日常性维护工作 (8)3.1.2气动系统的定期的维护工作 (8)3.2气动系统维护的要点 (9)3.2.1气动元件的点检内容 (9)第四章搬运机械手的气动控制系统设计 (10)4.1搬运机械手的气动驱动系统 (10)4.1.1气动执行机构 (10)4.1.2气动阀 (14)4.1.3气源 (15)4.1.4气动三联件 (16)4.2气动控制系统设计的有关事项 (17)4.3搬运机械手电控气动回路图 (17)4.4绘制电控气动回路原理图 (18)第五章、气动元件的点检内容 (19)第六章、系统常见故障 (20)6.1气源故障 (20)6.2气动执行元件(气缸)故障 (21)6.3换向阀故障 (21)6.4气动辅助元件故障 (22)6.5机械故障 (22)总结 (23)参考文献: (24)致谢: (25)气动技术是以空气压缩机为动力源,以压缩空气为工作介质,进行能量传递或信号传递的工程技术,是实现各种生产控制、自动控制的重要手段之一。
气动系统图实例
气动系统图实例如图13—42所示,识读气液动力滑台气压传动系统图。
气液动力滑台是采用气液阻尼缸作为执行元件。
由于它的上面可安装单轴头、动力箱或工件,因而在机床上常用来作为实现进给运动的部件。
图13—42为气液动力滑台的回路原理图,读图步骤如下。
图中阀l、2、3和阀4、5、6实际上分别被组合在一起,成为两个组合阀。
完成下面两种工作循环。
(1)快进、慢进、快退、停止当图13—42中阀4处于图示状态时,就可实现上述循环的进给程序,其动作原理为:当手动阀3切换至右位时,实际上就是给予进刀信号,在气压作用下,汽缸中活塞开始向下运动,液压缸中活塞下腔的油液经行程阀6的左位和单向阀7进入液压缸活塞的上腔,实现了快进;当快进到活塞杆上的挡铁B切换行程阀6(使它处于右位)后,油液只能经节流阀5进入活塞上腔,调节节流阀的开度,即可调节气液阻尼缸运动速度,所以,这时才阡始慢进,工作进给;当慢进到挡铁c使行程阀2切换至左位时,输出气信号使手动阀3切换至左位,这时汽缸活塞开始向上运动。
液压缸活塞上腔的油液经行程阀8的左位和手动阀4的单向阀进入液压缸的下腔,实现了快退;当快退到挡铁A切换行程阀8至图示位置而使油液通道被切断时,活塞就停止运动。
所以改变挡铁A的位置,就能改变“停”的位置。
(2)快进、慢进、慢退、快退、停止把手动阀4关闭(处于左位)时,就可实现上述的双向进给程序,其动作原理为:动作循环中的快进、慢进的动作原理与上述相同;当慢进至挡铁C切换行程阀2至左位时,输出气信号使手动阀3切换至左位,汽缸活塞开始向上运动,这时液压缸活塞上腔的油液经行程阀8的左位和节流阀5进入液压缸活塞下腔,即实现了慢退(反向进给);当慢退到挡铁B离开行程阀6的顶杆而使其复位(处于左位)后,液压缸活塞上腔的油液就经行程阀8的左位、再经行程阀6的左位而进入液压缸活塞下腔,开始快退;快退到挡铁A切换行程阀8至图示位置时,油液通路被切断,活塞就停止运动。
毕业设计真空吸盘式气动机械手气压系统原理图
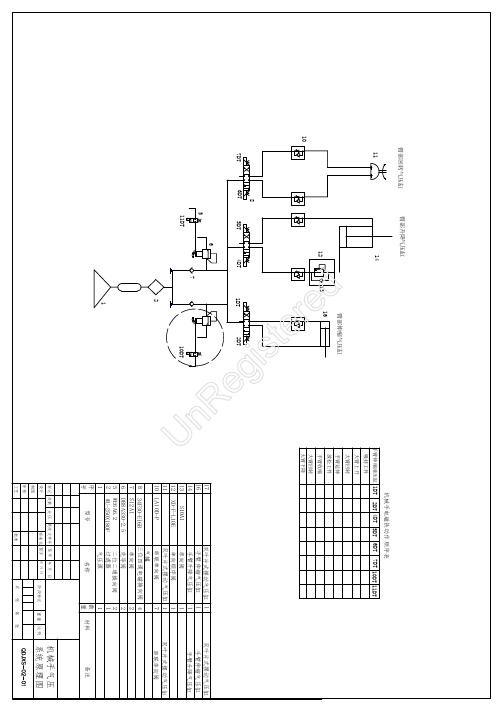
手臂升降气压缸 1
单向阀
1
单向顺序阀
1
双叶片式摆动气压缸 1
串联单向阀
7
气罐 三位四通电磁换向阀 4
单向阀
2
先导阀
2
二位二通换向阀 2
过滤器
1
气压源
1
名称
数 量
材料
双叶片式摆动气压缸 手臂伸缩气压缸 手臂升降气压缸
双叶片式摆动气压缸 串联单向阀
备注
标记 处数 分区 更改文件号 Байду номын сангаас字 年 月 日
设计
标准化 签字 年 月 日
制图
审核
工艺
批准
阶段标记 共张
重量 比例 第张
机械手气压 系统原理图
+
+
++
++
+
+
+
+
+
++
+
++
+
+
7DT 10DT 11DT + +
+ +
17
16
14
13
S10A1
12 XD-F-L10E
11
10 LA10D-P
8 34F30-E16B
7 S12A1
6 DB8A330-2.5
5 WE6A6.2 2 WU-250X180F
1
序 号
型号
双叶片式摆动气压缸 1
手臂伸缩气压缸 1
臂部回转气压缸 11
臂部升降气压缸 14
臂部伸缩气压缸
12
13
16
气动机械手气压传动系统
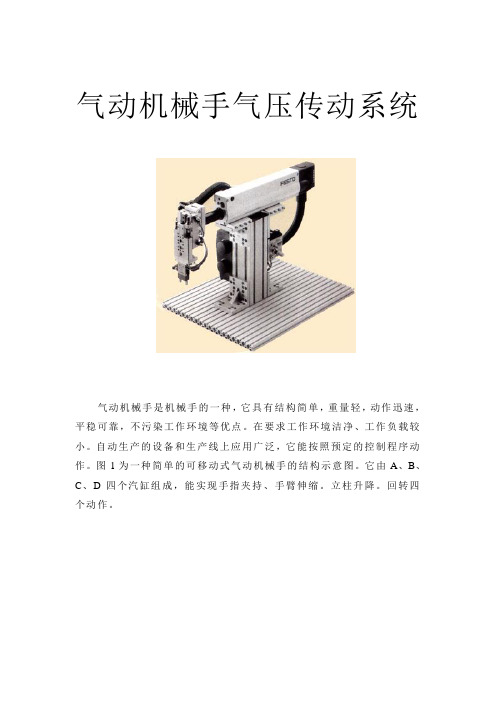
气动机械手气压传动系统气动机械手是机械手的一种,它具有结构简单,重量轻,动作迅速,平稳可靠,不污染工作环境等优点。
在要求工作环境洁净、工作负载较小。
自动生产的设备和生产线上应用广泛,它能按照预定的控制程序动作。
图1为一种简单的可移动式气动机械手的结构示意图。
它由A、B、C、D四个汽缸组成,能实现手指夹持、手臂伸缩。
立柱升降。
回转四个动作。
图1 气动机械手的结构示意图图2为一种通用机械手气动系统工作原理图(手指部分分为真空吸头,既无A 气缸部分),要求工作循环为:立柱上升→伸臂→立柱顺时针转→真空吸头取工作→立柱逆时针转→缩臂→立柱下降。
b1b2B66YA5YA5C4YA3YA7D341YA2YA图2 为一种通用机械手气动系统工作原理图三个气缸均有三位四通双电控换向阀1、2、7和单向节流阀3、4、5、6组成换向、调速回路。
各气缸的行程位置均有电气行程开关进行控制。
表1为该机械手在工作循环中各电磁铁的动作顺序表。
表1 电磁铁的动作顺序表 垂直缸上升 水平缸伸出回转缸转位 回转缸复位 水平缸退出 垂直缸下降 1YA + - 2 YA + - 3 YA + 4 YA5 YA + -6 YA + - + -下面结合表1来分析它的工作循环:按下它的启动按钮,4YA通电,阀7处于上位,压缩空气进入垂直气缸C下腔,活塞杆上升。
当缸C活塞上的挡块碰到电气行程开关a1时,4YA断电,5YA通电,阀2处于左位,水平气缸B活塞杆伸出,带动真空吸头进入工作点并吸取工作。
当缸B活塞上的挡块电气开关b1时,5YA断电,1YA通电,阀1处于左位,回转缸D顺时针方向回转,使真空吸头进入下料点下料。
当回转缸D活塞杆上的挡块压下电气行程开关c1时,1YA断电,2YA通电,阀1处于右位,回转缸b复位。
回转缸复位时,其上挡块碰到电气行程开关c0时,6YA通电,2YA断电,阀2处于右位,水平缸B活塞杆退回。
水平缸退回时,挡块碰到b0,6YA断电,3YA通电,阀7处于下位,垂直缸活塞杆下降,到原位时,碰上电气行程开关a0,3YA断电,至此完成一个工作循环,如再给启动信号。
机械手气动回路设计

机械手气动系统的设计气压传动是依靠空气或其他气体作为介质,将压缩气体的压力能转化为机械能的一种传动方式。
近20年来,随着PLC技术与气动技术的结合,使得整个气压传动系统在多种自动化生产线上得到了广泛的应用。
气压传动以空气作为介质,取用方便没有污染,用完可以直接排入大气;由于空气黏度很小,所以气压传动可以实现中、远距离输送;气压传动的环境适应性好,无论在易燃、易爆,多尘埃、振动等环境中气压传动均能安全可靠的工作。
但是,气压传动噪声较大,必须在排气端加装消声器来降低噪声。
气压传动系统主要由气体发生装置、执行元件、控制元件以及辅助元件四部分构成。
气体发生装置将原动机提供的机械能转变成气体的压力能,一般使用空气压缩机。
执行元件是以压缩空气为介质产生机械运动,将气体的压力能转变为机械能以驱动工作部件,包括气缸和气动马达。
控制元件用来调节和控制压缩空气的压力、流量和流向,使执行机构按要求的程序和性能工作。
控制元件种类比较多,基本包括压力、流量和方向三大类的各种阀。
辅助元件是使压缩空气净化、润滑、消声以及用于元件间连接等所需要的一些装置,如分水过滤器、油雾器、消声器等。
由于气压传动技术具有控制动作迅速、反应快等优点,为了保证产品的一致性,减轻工人体力劳动,提高生产效率降低成本,气压传动技术广泛应用在生产自动化领域,尤其在生产线的连接中使用更加广泛。
这项技术应用在注塑机械手上,可以明显降低机械手的重量,降低机械手总体的能耗,使得机械手产品变的更具有竞争力[16,17]。
1 气动系统总体方案描述本课题设计的机械手所拾取的工件为注塑件,不具磁性起模面一般是规则的表面,最大重量为5kg,在拾取时不能划伤工件,一次只能拾取一件。
由于废料在工件顶出以后仍与工件相连,需要有效的夹断废料,同时废料的夹持必须可靠以防止落入注塑机中。
最后工件的翻转还要求工作平稳快速。
基于以上的要求选用气动设备来完成拾取的工作。
在端拾器上安装真空吸盘,采用真空吸盘抓取和放置工件,能够有效地保护工件表面不被划伤,工件只受到自身重力作用,端拾器上的真空吸盘不给工件施加其他方向的力,工件在输送过程中不会产生变形。
机械手的驱动系统常用的四种形式

机械手的驱动系统常用的四种形式
机械手的驱动系统是驱动执行机构运动的传动装置。
常用的有液压传动、气压传动、电力传动和机械传动等四种形式。
1、液压传动是以油液的压力来驱动执行机构运动。
其主要特点是:抓重可达几百公斤以上、传动平稳、结构紧凑、动作灵敏。
但对密封装置要求严格,不然有的泄漏对机械手的工作性能有很大的影响,且不宜在高温、低温下工作。
2、气压传动是以压缩空气的压力来驱动执行机构运动。
其主要特点是介质来源极方便、气动动作迅速、结构简单、成本低。
但是,由于空气具有可压缩的特性,工作速度的稳定性差,而且气源压力较低,适用于高速、轻载、高温和粉尘大的环境中进行工作。
3、机械传动即由机械传动机构(如凸轮、连杆、齿轮和齿条、间歇机构等)驱动。
其动力是由工作机械传递的。
它的主要特点是运动准确可靠、动作频率高,但结构较大,动作程序不可变。
它常被用于为工作主机的上、下料。
4、电力传动即由特殊结构的感应电动机、直线电机或功率步进电机直接驱动执行机构运动,因为不需要中间的转换机构,故机械结构简单。
其中直线电机机械手的运动速度快和行程长,维护和使用方便。
此类机械手目前还不多,但有发展前途。
气动机械手的设计及其控制
1 绪论1.1机械手概述工业机器人由操作机 (机械本体)、控制器、伺服驱动系统和检测传感装置构成,是一种仿人操作,自动控制、可重复编程、能在三维空间完成各种作业的机电一体化自动化生产设备。
特别适合于多品种、变批量的柔性生产。
它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。
机器人技术是综合了计算机、控制论、机构学、信息和传感技术、人工智能、仿生学等多学科而形成的高新技术,是当代研究十分活跃,应用日益广泛的领域。
机器人应用情况,是一个国家工业自动化水平的重要标志。
机器人并不是在简单意义上代替人工的劳动,而是综合了人的特长和机器特长的一种拟人的电子机械装置,既有人对环境状态的快速反应和分析判断能力,又有机器可长时间持续工作、精确度高、抗恶劣环境的能力,从某种意义上说它也是机器的进化过程产物,它是工业以及非产业界的重要生产和服务性设各,也是先进制造技术领域不可缺少的自动化设备.机械手是模仿着人手的部分动作,按给定程序、轨迹和要求实现自动抓取、搬运或操作的自动机械装置。
在工业生产中应用的机械手被称为“工业机械手”。
生产中应用机械手可以提高生产的自动化水平和劳动生产率:可以减轻劳动强度、保证产品质量、实现安全生产;尤其在高温、高压、低温、低压、粉尘、易爆、有毒气体和放射性等恶劣的环境中,它代替人进行正常的工作,意义更为重大。
因此,在机械加工、冲压、铸、锻、焊接、热处理、电镀、喷漆、装配以及轻工业、交通运输业等方面得到越来越广泛的引用。
1 / 60机械手的结构形式开始比较简单,专用性较强,仅为某台机床的上下料装置,是附属于该机床的专用机械手。
随着工业技术的发展,制成了能够独立的按程序控制实现重复操作,适用范围比较广的“程序控制通用机械手”,简称通用机械手。
由于通用机械手能很快的改变工作程序,适应性较强,所以它在不断变换生产品种的中小批量生产中获得广泛的引用。
1.2机械手的组成和分类1.2.1机械手的组成机械手主要由执行机构、驱动系统、控制系统以及位置检测装置等所组成。
气动机械手的工作原理
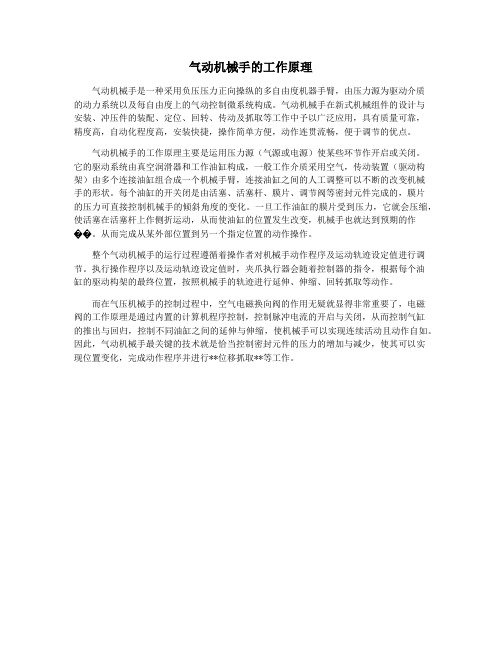
气动机械手的工作原理气动机械手是一种采用负压压力正向操纵的多自由度机器手臂,由压力源为驱动介质的动力系统以及每自由度上的气动控制微系统构成。
气动机械手在新式机械组件的设计与安装、冲压件的装配、定位、回转、传动及抓取等工作中予以广泛应用,具有质量可靠,精度高,自动化程度高,安装快捷,操作简单方便,动作连贯流畅,便于调节的优点。
气动机械手的工作原理主要是运用压力源(气源或电源)使某些环节作开启或关闭。
它的驱动系统由真空润滑器和工作油缸构成,一般工作介质采用空气,传动装置(驱动构架)由多个连接油缸组合成一个机械手臂,连接油缸之间的人工调整可以不断的改变机械手的形状。
每个油缸的开关闭是由活塞、活塞杆、膜片、调节阀等密封元件完成的,膜片的压力可直接控制机械手的倾斜角度的变化。
一旦工作油缸的膜片受到压力,它就会压缩,使活塞在活塞杆上作侧折运动,从而使油缸的位置发生改变,机械手也就达到预期的作��。
从而完成从某外部位置到另一个指定位置的动作操作。
整个气动机械手的运行过程遵循着操作者对机械手动作程序及运动轨迹设定值进行调节。
执行操作程序以及运动轨迹设定值时,夹爪执行器会随着控制器的指令,根据每个油缸的驱动构架的最终位置,按照机械手的轨迹进行延伸、伸缩、回转抓取等动作。
而在气压机械手的控制过程中,空气电磁换向阀的作用无疑就显得非常重要了,电磁阀的工作原理是通过内置的计算机程序控制,控制脉冲电流的开启与关闭,从而控制气缸的推出与回归,控制不同油缸之间的延伸与伸缩,使机械手可以实现连续活动且动作自如。
因此,气动机械手最关键的技术就是恰当控制密封元件的压力的增加与减少,使其可以实现位置变化,完成动作程序并进行**位移抓取**等工作。
冲压机床自动上下料机械手气压传动系统设计

冲压机床自动上下料机械手气压传动系统设计姓名:学号:指导教师:学院:机电工程学院专业:过程装备与控制工程完成日期:2016年5月20日摘要目前,在国内很多工厂的生产线上多工位冲床装卸工件仍由人工完成,劳动强度大、生产效率低。
在工业生产流水线中,利用气动机械手可以准确、快速地进行物品搬运,劳动强度大大减轻,生产的自动化程度得到提高。
而气动技术与PLC技术相结合,则可以更为方便的实现机电一体化控制。
本文设计一台冲床专用的PLC控制的气动上下料机械手。
本文简要介绍了工业机械手的概念,组成及国内外的发展状况。
在分析总体方案的基础上,确定了机械手的技术参数。
重点阐述气动系统和PLC系统的设计。
设计出了机械手的气动系统,对气缸、空气压缩机、储气罐进行了计算和选型,对方向控制阀、单向节流阀和气动三联件进行了选型,绘制了机械手气压系统原理图,绘制了PLC系统输入输出分配表、输入输出接线图和梯形图。
【关键词】机械手;气动;可编程控制器AbstractAt prese nt, product ion line punch loadi ng and uni oadi ng of the workpiece in many domestic factories is still done m anually, it is labor-intensive and low production efficie ncy. In in dustrial producti on lin es, the use of pn eumatic mani pulator can accurately, quickly tran sport goods,so labor inten sity is greatly reduced and the degree of automati on of the product ion is improved. The comb in ati on of pn eumatic tech no logy with PLC tech no logy makes mechatr onic con trol more convenient. This paper desig ns a pun ch-specific pn eumatic uni oad ing and uni oadi ng robot con trolled by PLC tech no logy. This paper briefly in troduces the con cept of the in dustrial robot, compositi on and state of development at home and abroad. On the basis of the analysis of overall program to determ ine the tech ni cal parameters of the man ipulator, focuses on the desig n of the pn eumatic system and PLC syste m.It desig ns the robot's pn eumatic system, the cyli nder calculati on and select ion, directi onal con trol valves, on e-way throttle valve and pn eumatic FRL select ion, draws the schematic of the pressure system of the robot, draws the in put and output allocati on table and the in put and output wiri ng diagram of the PLC system.【Keywords】Man ipulator ;Pump ;Air pressure drive目录第1章绪论 (1)1.1 工业机械手定义.................................................. 1..1.2国内外研究概况.................................................... 仁1.3选题背景.........................................................2..1.4设计目的......................................................... 2..第2章机械手的总体设计方案 (3)2.1机械手的组成......................................................3..2.2驱动系统.......................................................... 4..2.2.1驱动系统种类 ................................................... 4.2.2.2驱动系统的选择 ................................................. 4.2.2.3气压驱动系统组成 .............................................. 4.2.3控制系统.......................................................... 5..2.4运动流程.......................................................... 5..2.5机械手的主要参数................................................. 6.2.6基本回路.......................................................... 6..2.6.1方向控制回路 .................................................. 6.2.6.2速度控制回路 ................................................... 7.2.6.3压力控制回路 ................................................... 7.2.7气动原理图........................................................ 8..第3章气压驱动系统设计 (10)3.1执行机构的计算与选型............................................. 1.03.1.1手部抓紧气缸计算与选型 ....................................... 1.03.1.2手臂平移及伸缩气缸计算与选型 (12)3.1.3立柱升降气缸设计与选型 ........................................ 1.3 3.2空气压缩机的计算与选型. (14)3.2.1空气压缩机的计算 (14)3.3储气罐的计算与选型 (15)3.3.1储气罐的计算 (15)3.3.2储气罐的选型 (16)3.4气动三联件选取 (16)3.5方向控制阀和单向节流阀选型 (16)第4章PLC控制系统的设计 (17)4.1电磁阀动作顺序表.................................................. 1.7 4.2输入输出控制分析.................................................. 1.7 4.3 PLC的输入输出端子分配接线图..................................... 1.8 4.4自动操作程序 (19)4.5程序总梯形图 (21)第5章总结 (22)参考文献 (23)致谢 (24)第1章绪论1.1工业机械手定义工业机械手是工业生产的必然产物,它能模仿人体上肢的部分功能,按照预定要求输送工件或握持工具进行操作,对实现工业生产自动化,推动工业生产的进一步发展起了重要作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
气动机械手气压传动系统
气动机械手是机械手的一种,它具有结构简单,重量轻,动作迅速,平稳可靠,不污染工作环境等优点。
在要求工作环境洁净、工作负载较小。
自动生产的设备和生产线上应用广泛,它能按照预定的控制程序动作。
图1为一种简单的可移动式气动机械手的结构示意图。
它由A、B、C、D四个汽缸组成,能实现手指夹持、手臂伸缩。
立柱升降。
回转四个动作。
图1 气动机械手的结构示意图
图2为一种通用机械手气动系统工作原理图(手指部分分为真空吸头,既无A 气缸部分),要求工作循环为:立柱上升→伸臂→立柱顺时针转→真空吸头取工作→立柱逆时针转→缩臂→立柱下降。
b1b2
B
6
6YA
5YA
5
C
4YA
3YA
7D
34
1YA
2YA
图2 为一种通用机械手气动系统工作原理图
三个气缸均有三位四通双电控换向阀1、2、7和单向节流阀3、4、5、6组成换向、调速回路。
各气缸的行程位置均有电气行程开关进行控制。
表1为该机械手在工作循环中各电磁铁的动作顺序表。
表1 电磁铁的动作顺序表 垂直缸上升 水平缸伸出
回转缸转位 回转缸复
位 水平缸退出 垂直缸下降 1YA + - 2 YA + - 3 YA + 4 YA
5 YA + -
6 YA + - + -
下面结合表1来分析它的工作循环:
按下它的启动按钮,4YA通电,阀7处于上位,压缩空气进入垂直气缸C下腔,活塞杆上升。
当缸C活塞上的挡块碰到电气行程开关a1时,4YA断电,5YA通电,阀2处于左位,水平气缸B活塞杆伸出,带动真空吸头进入工作点并吸取工作。
当缸B活塞上的挡块电气开关b1时,5YA断电,1YA通电,阀1处于左位,回转缸D顺时针方向回转,使真空吸头进入下料点下料。
当回转缸D活塞杆上的挡块压下电气行程开关c1时,1YA断电,2YA通电,阀1处于右位,回转缸b复位。
回转缸复位时,其上挡块碰到电气行程开关c0时,6YA通电,2YA断电,阀2处于右位,水平缸B活塞杆退回。
水平缸退回时,挡块碰到b0,6YA断电,3YA通电,阀7处于下位,垂直缸活塞杆下降,到原位时,碰上电气行程开关a0,3YA断电,至此完成一个工作循环,如再给启动信号。
可进行同样的工作循环。
根据需要只要改变电气行程开关的位置,调节单向节流阀的开度,即可改变各气缸的运动速度和行程。