大西洋焊丝对照表
大西洋焊条牌号

碳钢焊条产品描述:碳钢焊条生产许可证号:酸性碳钢焊条XK06-142 0524碱性碳钢焊条XK06-142 0525碳钢焊条使用说明碳钢焊条(其熔敷金属抗拉强度均小于等于500MPa即50kgf/mm2)适用碳钢及低强度的低合金钢焊接。
选择焊条时,通常依据钢材的化学成份、力学性能、抗裂性能要求,同时必须考虑到焊接结构的形状,工作条件,受力状况及焊接设备性能等方面因素。
必要时,要进行焊接试验后,确定工艺措施,然后确定选用焊条。
通常对要求塑性好、冲击韧性高、抗裂性能好,选用低氢型焊条。
对焊接位置有特殊要求者可选用相应的专用焊条,为提高焊接效率,选用铁粉焊条等。
说明书中提出的焊接电流,是一个参考值,工件如经预热,可比正常电流减少5~15%,采用直流时,比交流可减少10%左右,立焊及仰焊比平焊小10~15%左右。
对低氢型、铁粉型焊条,焊前焊条必须经过350℃以上的烘焙,尽可能做至随烘随用,用多少烘多少的原则,否则将会产生焊接缺陷(如气孔、夹渣、裂纹、工艺性能变坏等)。
对纤维素型焊条,应严格按说明书规定的烘焙温度进行烘焙,温度过高,将会烧去药皮中的纤维素,破坏焊条固有的工艺性能。
使用低氢型焊条时,焊工应居于上风位置,加强排风,防止焊接烟尘对身体的危害。
对低氢型焊条其烘焙次数尽可能不超过两次,防止药皮变脆、脱落。
低合金钢焊条焊条使用说产品描述:低合金钢焊条焊条使用说根据我国以往焊条分类习惯,焊条国家标准GB/T5118-1995<<低合金钢焊条>>包含以下三类:1.1. 50公斤级(除熔敷金属Mn-si系)以上的结构焊条;2. 钼和铬钼珠光体耐热钢焊条;p>3. 低温钢焊条.低合金钢焊条的选用,通常是根据钢材的化学成份.力学性能.抗裂性能等要求.同时还要从焊接结构形状.工作条件,受力情况和焊接行综合考虑.必要时,需进行焊接性能试验来确定焊条和采取必要的工艺措施.1. 低合金结构钢焊条的使用一般依钢材的强度等级来选用相应的焊条,同时还需要钢材焊接性,母材成份的过渡,焊接结构尺寸.形状.坡口和受力情况等因素,进焊接冷却速度太大,使强度增高,焊缝接头容易产生裂缝的不利情况下,往往可选用比母材强度低一些的焊条,如遇厚板多层焊或焊后等情况,则需防止焊缝强度过低的现象.对要求塑性好.冲击韧性高.低温性能好.抗裂性能强者,选用碱性或高韧性的焊条,对中碳钢的用超低氢型,高韧性的焊条或铺以预热等工艺措施.2. 钼和铬耐热钢焊条的的使用珠光体耐热钢中常用的合金元素有铬.钼.钒.铌等以适应不同的工作要求.由于钢中碳和合金元素的共同作用,使其在焊接时极易形成性能较差,应此,珠光体耐热钢一般焊前进行预热,焊后进行回火处理.在异种钢焊接时,一般选用与中间成分相适应的材料,并应根据其中焊接性差的材料,选用合适的预热温度和焊后热处理条件.在单独使用或用于厚壁管焊接时,应选用低氢耐热钢焊条.3.低温钢焊条的使用根据低温液化气体生产工艺流程的特点,低稳钢按不同的使用温度(-40℃.-70℃.-100℃. -196℃. -253℃)分级使用,并选取相应的焊不锈钢焊条使用说明产品描述:不锈钢焊条使用说明不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条,这两类焊条中凡符合国标的,均按国标GB/T983-1995规定考核。
大西洋铜及铜金焊丝使用说明
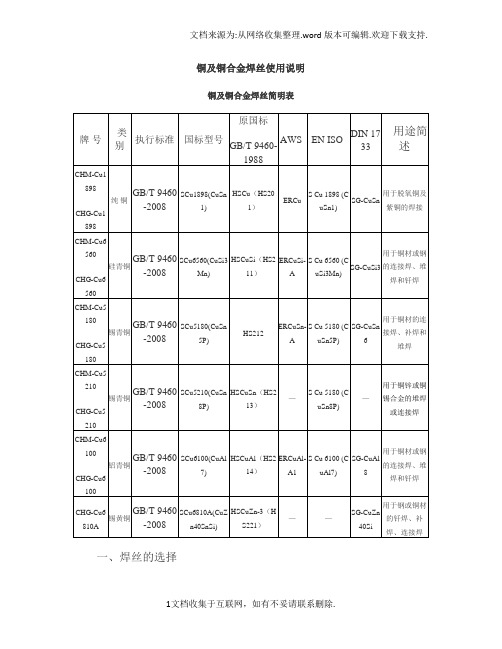
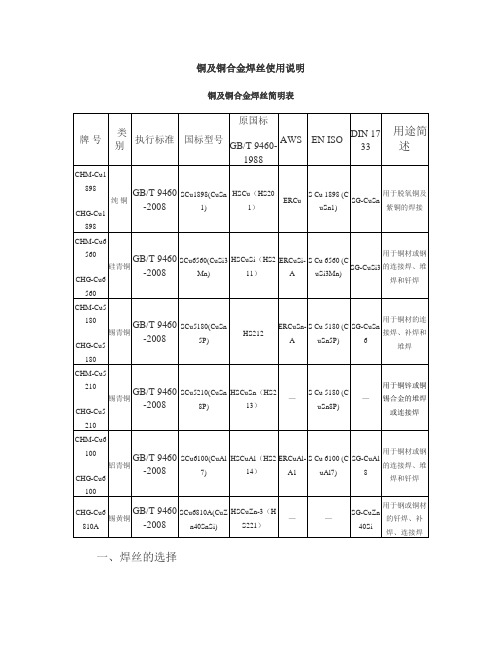
铜及铜合金焊丝使用说明铜及铜合金焊丝简明表一、焊丝的选择选用铜及铜合金焊丝时,除了满足对焊丝的一般焊接工艺性能、冶金性能要求外,最重要的是控制其中杂质的含量和提高其脱氧能力,防止焊缝出现热裂纹及气孔等缺陷。
焊接紫铜用焊丝主要加入了Si、Mn、P等脱氧元素,对导电性要求高的紫铜焊件,不宜选用含P焊丝。
在黄铜焊丝中加Si可以防止Zn的蒸发、氧化,提高熔池金属的流动性、抗裂性及耐蚀性。
加入Al可作合金剂,同时可脱氧和细化焊缝组织,提高接头塑性、耐蚀性。
焊丝中加入Fe可提高焊缝的强度、硬度和耐磨性,但塑性有所降低。
Sn加入焊丝中可提高熔池金属的流动性,改善焊丝的工艺性能。
在焊丝中加入单个或复合元素Ti、Zr、B可以起到脱氧及细化焊缝组织的效果,在气体保护焊中得到了很好的应用。
纯铜焊接时可以选择含Si、Mn、P和Sn的(SCu1898)焊丝,以避免焊缝产生热裂纹和气孔。
焊接青铜时首选同质青铜焊丝,但有时选择铝青铜焊丝焊接其它青铜(如硅青铜)也能保证接头的力学性能。
惰性气体保护焊焊接黄铜时,为了防止Zn的大量蒸发,应避免选用黄铜焊丝,改选用硅青铜焊丝,Si可抑制Zn的烧损,可获得较好的结果。
二、气体选择铜及铜合金的MIG和TIG焊用气体为纯氩气、纯氦气或氩气-氦气混合气体。
气体纯度通常要求在99.99%以上,否则容易出现气孔。
三、焊接缺陷及防止方法铜及铜合金的焊接过程中出现的主要是气孔、裂纹、未熔合、咬边和夹渣等缺陷。
1、气孔产生原因:铜焊接气孔主要是氢进入焊接熔池而形成的。
氢来源有:母材、焊丝、保护气体、送丝机构、焊工的手套和环境湿度太高等,如焊丝被污染、材料及焊丝本身的氧化膜、送丝机构上有油污或冷凝汗渍等。
预防措施:a.材料及焊丝内的含氢量≤0.4mL/100g;b.焊件表面应去除油污及氧化膜,存放时间不超过4h。
表面清理后应用干燥、洁净、不起毛的物件覆盖坡口及两侧;c.焊丝尽量使用抛光焊丝,不然处理方法同上;d.保护气体内杂质含量:H2≤0.001%、O2≤0.02%、N2≤0.01%、H2O≤0.0 2%。
大西洋铜及铜合金焊丝使用说明
铜及铜合金焊丝使用说明铜及铜合金焊丝简明表一、焊丝的选择选用铜及铜合金焊丝时,除了满足对焊丝的一般焊接工艺性能、冶金性能要求外,最重要的是控制其中杂质的含量和提高其脱氧能力,防止焊缝出现热裂纹及气孔等缺陷。
焊接紫铜用焊丝主要加入了Si、Mn、P等脱氧元素,对导电性要求高的紫铜焊件,不宜选用含P焊丝。
在黄铜焊丝中加Si可以防止Zn的蒸发、氧化,提高熔池金属的流动性、抗裂性及耐蚀性。
加入Al可作合金剂,同时可脱氧和细化焊缝组织,提高接头塑性、耐蚀性。
焊丝中加入Fe可提高焊缝的强度、硬度和耐磨性,但塑性有所降低。
Sn加入焊丝中可提高熔池金属的流动性,改善焊丝的工艺性能。
在焊丝中加入单个或复合元素Ti、Zr、B可以起到脱氧及细化焊缝组织的效果,在气体保护焊中得到了很好的应用。
纯铜焊接时可以选择含Si、Mn、P和Sn的(SCu1898)焊丝,以避免焊缝产生热裂纹和气孔。
焊接青铜时首选同质青铜焊丝,但有时选择铝青铜焊丝焊接其它青铜(如硅青铜)也能保证接头的力学性能。
惰性气体保护焊焊接黄铜时,为了防止Zn的大量蒸发,应避免选用黄铜焊丝,改选用硅青铜焊丝,Si可抑制Zn的烧损,可获得较好的结果。
二、气体选择铜及铜合金的MIG和TIG焊用气体为纯氩气、纯氦气或氩气-氦气混合气体。
气体纯度通常要求在99.99%以上,否则容易出现气孔。
三、焊接缺陷及防止方法铜及铜合金的焊接过程中出现的主要是气孔、裂纹、未熔合、咬边和夹渣等缺陷。
1、气孔产生原因:铜焊接气孔主要是氢进入焊接熔池而形成的。
氢来源有:母材、焊丝、保护气体、送丝机构、焊工的手套和环境湿度太高等,如焊丝被污染、材料及焊丝本身的氧化膜、送丝机构上有油污或冷凝汗渍等。
预防措施:a.材料及焊丝内的含氢量≤0.4mL/100g;b.焊件表面应去除油污及氧化膜,存放时间不超过4h。
表面清理后应用干燥、洁净、不起毛的物件覆盖坡口及两侧;c.焊丝尽量使用抛光焊丝,不然处理方法同上;d.保护气体内杂质含量:H2≤0.001%、O2≤0.02%、N2≤0.01%、H2O≤0.0 2%。
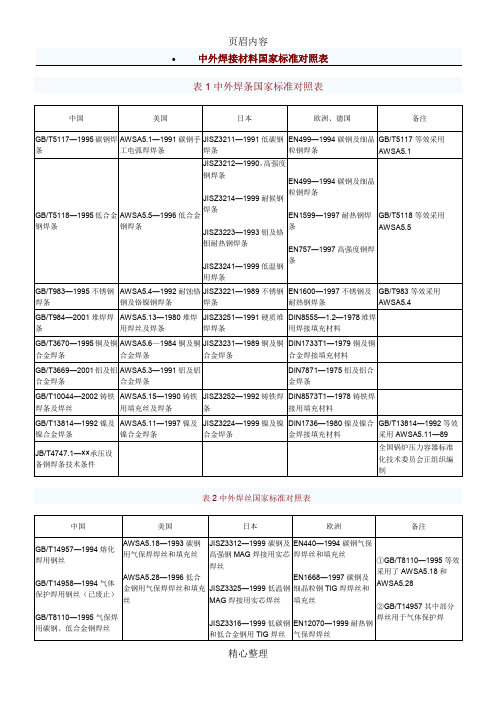
中外焊接材料国家标准对照表
JISZ3321—1999焊接用不锈钢焊丝和填充丝
EN12072—1999不锈钢和耐热钢气保焊焊丝和填充丝
GB/T15620—1995镍及镍合金焊丝
AWSA5.14—1997镍及镍合金焊丝
JISZ3334—1999镍及镍合金焊丝和焊棒
DIN1736—1985镍及镍合焊丝
DIN8555—1.2—1978堆焊用焊接填充材料
GB/T3670—1995铜及铜合金焊条
AWSA5.6—1984铜及铜合金焊条
JISZ3231—1989铜及铜合金焊条
DIN1733T1—1979铜及铜合金焊接填充材料
GB/T3669—2001铝及铝合金焊条
AWSA5.3—1991铝及铝合金焊条
DIN7871—1975铝及铝合金焊条
GB/T13814—1992等效采用AWSA5.11—89
JB/T4747.1—××承压设备钢焊条技术条件
全国锅炉压力容器标准化技术委员会正组织编制
表2中外焊丝国家标准对照表
中国
美国
日本
欧洲
备注
GB/T14957—1994熔化焊用钢丝
GB/T14958—1994气体保护焊用钢丝(已废止)
GB/T8110—1995气保焊用碳钢、低合金钢焊丝
AWSA5.23—1990低合金钢用埋弧焊焊丝和焊剂
JISZ3352—1988碳钢和低合金钢埋弧焊焊剂
EN760—埋弧焊用焊剂
GB/T12470—2003中除焊丝外,其它基本与AWSA5.23相同
GB/T17854—1999埋弧焊用不锈钢焊丝和焊剂
JISZ3324—1999不锈钢埋弧焊用实芯焊丝和焊剂
GB/T983—1995不锈钢焊条
大西洋焊材型号对照表
E5515-G
E8015-G
E6015-G E6016-D1 E6015-D1 E6015-G
E7015-D2 E7015-G E7515-G E7517-G E7518-G E8015-G E8515-G E8515-G E8515-G E8518-G
E5015-A1 E5018-A1 E5503-B1 E5518-B1
CHS307 CHS312 CHS402 CHS407 CHS412 CHS437 CHS502 CHS507 CHS29.9 CHS29.9Co CHS2209
A062
A102 A107 A122 A132 A137
A202 A207 A212 A222 A232 A237 A302 A307 A312 A402 A407 A412
E317MoCuL-16 E309MoL-16
E317L-16 E309MoL-16
DT2415
EcCrMo2B10+
JIS(日本) DT2516
D410
D430 D308L
DIN(德国) EkbCrMo520+ EkbCrMo920+
E13B20+ E13B20+
E17B20+ E199ncR23
E5515-B2 E5515-B2 E5515-B2-V E5515-B2-VW E5515-B2-VNb
E9015-G E9016-G E9015-G E9015-G
E10015-G E10015-G E10015-G E11015-G E11018-G E12015-G E12015-G E12015-G E12015-G E12018-G E7015-A1 E7018-A1
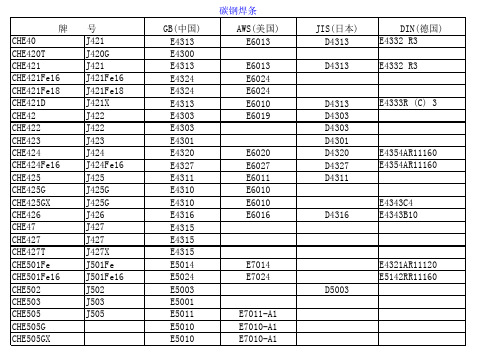
焊条牌号对照表
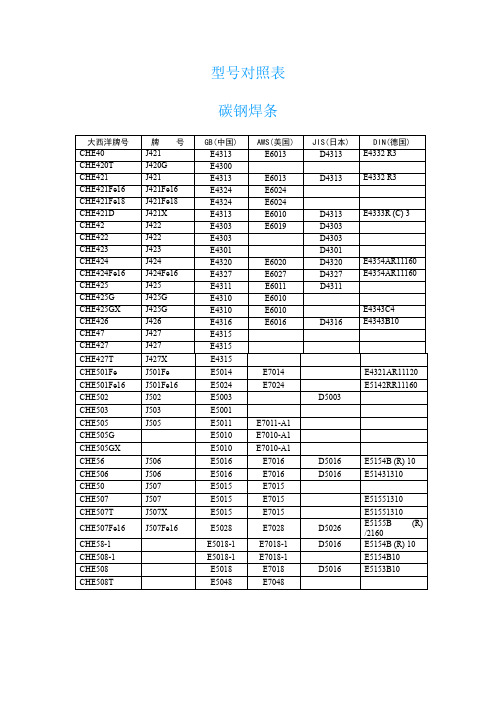
型号对照表碳钢焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国) CHE40J421E4313E6013D4313E4332R3 CHE420T J420G E4300CHE421J421E4313E6013D4313E4332R3 CHE421Fe16J421Fe16E4324E6024CHE421Fe18J421Fe18E4324E6024CHE421D J421X E4313E6010D4313E4333R(C)3 CHE42J422E4303E6019D4303CHE422J422E4303D4303CHE423J423E4301D4301CHE424J424E4320E6020D4320E4354AR11160 CHE424Fe16J424Fe16E4327E6027D4327E4354AR11160 CHE425J425E4311E6011D4311CHE425G J425G E4310E6010CHE425GX J425G E4310E6010E4343C4CHE426J426E4316E6016D4316E4343B10 CHE47J427E4315CHE427J427E4315CHE427T J427X E4315CHE501Fe J501Fe E5014E7014E4321AR11120 CHE501Fe16J501Fe16E5024E7024E5142RR11160 CHE502J502E5003D5003CHE503J503E5001CHE505J505E5011E7011-A1CHE505G E5010E7010-A1CHE505GX E5010E7010-A1CHE56J506E5016E7016D5016E5154B(R)10 CHE506J506E5016E7016D5016E51431310 CHE50J507E5015E7015CHE507J507E5015E7015E51551310 CHE507T J507X E5015E7015E51551310CHE507Fe16J507Fe16E5028E7028D5026E5155B(R) /2160CHE58-1E5018-1E7018-1D5016E5154B(R)10 CHE508-1E5018-1E7018-1E5154B10 CHE508E5018E7018D5016E5153B10 CHE508T E5048E7048低合金钢焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国) CHE502WCu J502Wcu TBE5003-GCHE505Mo E5010-A1E7010-A1CHE506NiLH E5016-G E7016-GCHE506WCu J506Wcu TBE5016-GCHE507NiLH E5015-G E7015-GCHE507RH E5015-GCHE507CuP J507CuP E5015-G E7015-GCHE507MnMo E5015-G E7015-GCHE507CrNi J507CrNi E5015-G E7015-GCHE507GXCHE508Ni E5018-G E7018-GCHE555GX E5510-G E8010-P1CHE557J557E5515-G E8015-G D5316EY5066NiMoBH5 CHE557MoV J557MoV E5515-G E8015-G D5316EY5066NiMoBH5 CHE557GXCHE558GXCHE62CFLH E6015-G E9015-G D5816E55548XXH5 CHE606J606E6016-D1E9016-G D5816E55548XXH5 CHE607J607E6015-D1E9015-G D5816DY5554BXXH5 CHE607Ni J607Ni E6015-G E9015-G D5816EY5554BXXH5 CHE607GXCHE707J707E7015-D2E10015-G D7016EY624BXXH5 CHE707MnMo E7015-G E10015-G D7016EY624BXXH5 CHE707Ni J707Ni E7515-G E10015-G D7016EY624BXXH5 CHE757J757E7517-G E11015-G D7016EY6924BXXH15 CHE758E7518-G E11018-GCHE80C E8015-G E12015-GCHE857J857E8515-G E12015-G EY7953BXXH15CHE857Cr J857Cr E8515-G E12015-G EY7953BXXH15 CHE857CrNi J857CrNi E8515-G E12015-G EY7953BXXH15 CHE858E8518-G E12018-GCHH107R107E5015-A1E7015-A1DT1216EMoB10+CHH108E5018-A1E7018-A1CHH202R202E5503-B1CHH207R207E5518-B1E8015-B1CHH307R307E5515-B2E8015-B2DT2315ECrMolB10+ CHH308E5515-B2E8018-B2CHH317R317E5515-B2-V E8016-B2DT2315CHH327R327E5515-B2-VWCHH337R337E5515-B2-VNbCHH347R347E5515-B3-VWBCHH347ACHH407R407E6015-B3E9015-B3DT2415EcCrMo2B10+ CHH417R417E5515-B3-VNbHL107W107E5015-C2L E7015-C2LHL707W707E5515-Cl E8015-C1HL907E7015-G不锈钢焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国) CHH507R507E5MoV-15E502-15DT2516EkbCrMo520+ CHH707R707E9Mo-15E505-15EkbCrMo920+ CHH807R807E11MoVNi-15CHK202G202E410-16E410-16D410E13B20+ CHK207G207E410-15E410-15E13B20+ CHK232E410NiMo-16E410NiMo-16CHK307G307E430-15E430-15D430E17B20+ CHS002A002E308L-16E308L-16D308L E199ncR23 CHS002A E308L-15E308L-15CHS012Si A012SiCHS022A022E316L-16E316L-16D316L E19123ncR26 CHS022N E316L-16E316L-16D316L E19123ncR26牌号GB(中国)AWS(美国)JIS(日本)DIN(德国) CHS022Si A022SiCHS032A032E317MoCuL-16E317L-16CHS042A042E309MoL-16E309MoL-16CHS052A052CHS052CuCHS062A062E309L-16E309L-16CHS062A E309L-15E309L-15CHS102A102E308-16E308-16D308-16E199R26 CHS107A107E308-15E308-15E199B26 CHS122A122CHS132A132E347-16E347-16D347-16E199NbR26 CHS137A137E347-15E347-15D347-15E199NbB26 CHS157MnCHS202A202E316-16E316-16D316E19123R26CHS207A207E316-15E316-15E19123B20+ CHS212A212E318-16E318-16E19123NbR26 CHS222A222E317MoCu-16E316Cu-16CHS232A232E318V-16CHS237A237E318V-15CHS302A302E309-16E309-16D309-16E2312R26 CHS307A307E309-15E309-15D309-15E2212B20+ CHS312A312E309Mo-16E309Mo-16D309Mo-16E2312R26 CHS402A402E310-16E310-16D310-16E2520R26 CHS407A407E310-15E310-15D310-15E2520B26 CHS412A412E310Mo-16E310Mo-16D310Mo-16CHS437E310H-15 B.S:25.20H CHS502A502E16-25MoN-16E16-8-2-16D16-8-2CHS507A507E16-25MoN-15E16-8-2-15D16-8-2CHS29.9E312-16E312-16D312CHS29.9CoCHS2209E2209-16E2209-16堆焊焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本) CHR107D107EDPMn2-15CHR112D112EDPCrMo-A1-03CHR127D127DEPMn3-15CHR132D132EDPCrMo-A2-03CHR172D172EDPCrMo-A3-03CHR207D207EDPCrMnSi-15CHR212D212EDPCrMo-A4-03CHR227CHR237D237EDPCrMoV-A1-15CHR256D256EDMn-A-16EFeMn-A DF-MnA CHR266D266EDMn-B-16EFeMn-B DF-MnA CHR276D276EDCrMn-B-16DE-ME DF-ME CHR307D307EDD-D-15CHR322D322EDRCrMoWV-A1-03CHR326NiCHR327D327EDRCrMoWV-A1-15CHR337D337EDRCrW-15CHR397D397EDRCrMnMo-15CHR502D502EDCr-A1-03DF-4A CHR507D507EDCr-A1-15DF-4A CHR507Mo D507Mo EDCr-A2-15CHR507MoNb D507MoNbCHR512D512EDCr-B-03DF-4A CHR517D517EDCr-B-15DF-4A CHR547Mo D547Mo EDCrNi-B-15CHR547MoACHR557D557EDCrNi-C-15CHR577D577EDCrMn-C-15DF-ME CHR608D608EDZ-A1-08CHR618D618CHR648EDZCr-B-08CHR646D646EDZCr-B-16CHR678D678EDZ-B1-08CHR698D698EDZ-B2-08CHR707D707EDW-A-15铸铁焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本) CHC100Z100CHC ZCHC208Z208EZCCHC308Z308EZNi-1ENi-CI DECNiCHC408Z408EZNiFe-1ENiFe-CI DFCNiFe CHC508Z508EZNiCu-1ENiCu-B DFCNiCu镍及镍合金焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本) CHN102Ni102ENi-1ENi-1DNi-1 CHN112Ni112ENi-0--CHN307Ni307ENiCrFe-0--CHN317Ni317ENiCrFe-1ENiCrFe-1DNiCrFe-1 CHN327Ni327ENiCrFe-2ENiCrFe-2DNiCrFe-2 CHN337Ni337ENiCrFe-3ENiCrFe-3DNiCrFe-3 CHN347Ni347ENiCrFe-4ENiCrFe-4-铜及铜合金焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)CHCu107T107ECu ECuCHCu307T307ECuNi-B ECuNi气体保护焊、埋弧焊、气焊焊丝牌号焊接形式GB(中国)AWS(美国)DIN(德国)JIS(日本)CHW-40CNH 气体保护焊TB/TH08MnSiCuCrNiⅡCHW-50C 气体保护焊ER49-1CHW-50C3气体保护焊ER50-3ER70S-3YGW16CHW-50C6气体保护焊ER50-6ER70S-6SG2YGW12CHW-50C8气体保护焊ER70S-GCHW-60C 气体保护焊ER80S-GCHW-62B3气体保护焊ER62-B3ER80S-B3CHW-S1埋弧焊H08A(E)EL12S1CHW-S2埋弧焊H08MnA EM12S2CHW-S3埋弧焊H10Mn2EH14S4W41 CHW-S4埋弧焊H10MnSi EM13KCHW-S5埋弧焊H08Mn2SiACHW-S6埋弧焊ER50-6CHW-S7埋弧焊H008Mn2MoACHW-S8埋弧焊H13Cr2.25MolA EB3CHW-S9埋弧焊HO8MnMoA EA2CHW-SG埋弧焊CHW-SQ1埋弧焊CHW-SQ2埋弧焊CHW-G1气焊H08A EL128557-S1碳钢及低合金钢用焊剂大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国)CHF101CHF101GXSJ101F5A2-H10Mn2E7A0-EH14 CHF102F5A4-H10Mn2E7A4-EH14 CHF103SJ103F4A4-H108MnA E6A4-EM12 CHF105CHF105GXSJ105F5P5-H10Mn2E7P6-EH14 CHF105HR F5131-H10Mn2E7P2-EH14 CHF106Fe F5A2-H10Mn2E7A0-EH14 CHF113F7141-H08Mn2MoA F62P4-EA4-A4 CHF115F8121-H08Mn2MoA F69P2-EA4-A4 CHF201SJ201F5A4-H10Mn2E6A0-EM12 CHF250HJ250CHF301SJ301F4A2-H08A E6A0-EL12 CHF302SJ302F5A2-H08A E7A0-EL12 CHF303SJ303F5A2-H10MnSi F7A0-EM13K CHF330HJ330F4A0-H10Mn2F6AZ-EH14 CHF350HJ350F4A2-H10Mn2F6A0-EH14 CHF360HJ360CHF431HJ431F4A2-H08A F6A0-EL12 CHF501SJ501F4A0-H08A F6AZ-EL12 CHF523F4A0-H08A F6AZ-EL12 CHFGP60F4A0-H08A F6AZ-EL12 CHF603CHF603HR不锈钢、有色金属及堆焊用焊剂大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国)CHF131HJ131CHF150HJ150CHF202SJ202CHF203SJ203CHF260HJ260F308-H0Cr21Ni10 CHF304DCHF521CHF522SJ522CHF570SJ570CHF601SJ601F308-H0Cr21Ni10 *前面带CH为大西洋焊材公司的牌号。
部分焊条焊丝型号对照表

CHE707Ni
J707Ni
E7515-G
E10015-G
D7016
EY624BXXH5
CHE757
J757
E7517-G
E11015-G
D7016
EY6924BXXH15
CHE758
E7518-G
E11018-G
CHE80C
E8015-G
E12015-G
CHE857
J857
E8515-G
DE-ME
DF-ME
CHR307
D307
EDD-D-15
CHR322
D322
EDRCrMoWV-A1-03
CHR326Ni
CHR327
D327
EDRCrMoWV-A1-15
CHR337
D337
EDRCrW-15
CHR397
D397
EDRCrMnMo-15
CHR502
D502
EDCr-A1-03
DF-4A
CHCu307
T307
ECuNi-B
ECuNi
气体保护焊、埋弧焊、气焊焊丝
牌号
焊接形式
GB(中国)
AWS(美国)
DIN(德国)
JIS(日本)
CHW-40CNH
气体保护焊
TB/T H08MnSiCuCrNiⅡ
E51431310
CHE50
J507
E5015
E7015
CHE507
J507
E5015
E7015
E51551310
CHE507T
J507X
E5015
E7015
E51551310
焊材对应一览表
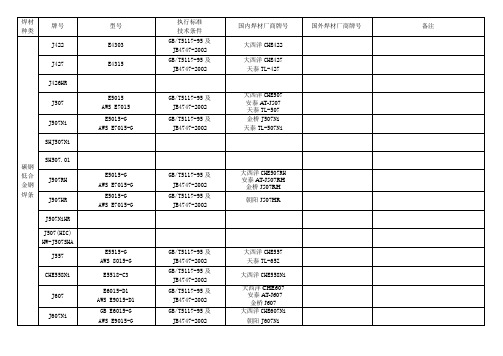
伯乐蒂森:phoenix,union,thermanit牌号前缀GB3623-83《钛及钛合金丝》
注: *表示氩弧焊丝。
焊接工艺评定材料类组别表
注: 1. 钛及钛合金的分类按JB 4745,铝及铝合金的分类按JB 4734,为了与JB 4708的钢材类别相区别,分别在分类号前面冠以T和A。
铜及铜合金在分类号前面冠以C。
2. 镍及镍合金和锆及锆合金的分类参照ASME Ⅸ进行。
3. 类别号中括号内数字为ASME的P No。
4. 铝及铝合金牌号中括号内代号为旧标准牌号。
常用钢号参考预热温度
注:.预热范围为焊缝两侧各不小于焊件厚度的倍,且不小于;
2.需要预热的焊件在整个焊接过程中应不低于预热温度。
中外焊丝国家标准对照表
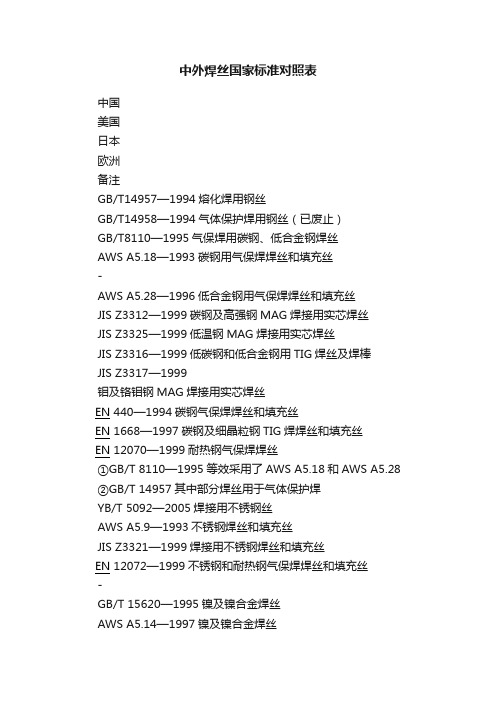
中外焊丝国家标准对照表中国美国日本欧洲备注GB/T14957—1994熔化焊用钢丝GB/T14958—1994气体保护焊用钢丝(已废止)GB/T8110—1995气保焊用碳钢、低合金钢焊丝AWS A5.18—1993碳钢用气保焊焊丝和填充丝-AWS A5.28—1996低合金钢用气保焊焊丝和填充丝JIS Z3312—1999碳钢及高强钢MAG焊接用实芯焊丝JIS Z3325—1999低温钢MAG焊接用实芯焊丝JIS Z3316—1999低碳钢和低合金钢用TIG焊丝及焊棒JIS Z3317—1999钼及铬钼钢MAG焊接用实芯焊丝EN 440—1994碳钢气保焊焊丝和填充丝EN 1668—1997碳钢及细晶粒钢TIG焊焊丝和填充丝EN 12070—1999耐热钢气保焊焊丝①GB/T 8110—1995等效采用了AWS A5.18和AWS A5.28②GB/T 14957其中部分焊丝用于气体保护焊YB/T 5092—2005焊接用不锈钢丝AWS A5.9—1993不锈钢焊丝和填充丝JIS Z3321—1999焊接用不锈钢焊丝和填充丝EN 12072—1999不锈钢和耐热钢气保焊焊丝和填充丝-GB/T 15620—1995镍及镍合金焊丝AWS A5.14—1997镍及镍合金焊丝JIS Z3334—1999镍及镍合金焊丝和焊棒DIN 1736—1985镍及镍合焊丝GB/T 15620—1995参照采用AWS A5.14GB/T 9460—1988铜及铜合金焊丝AWS A5.7—1984铜及铜合金焊丝JIS Z3341—1993铜及铜合金焊丝DIN 1733—1988铜及铜合金焊丝-GB/T 10858—1989铝及铝合金焊丝AWS A5.10—1999铝及铝合金焊丝和填充丝JIS Z3232—1990铝及铝合金焊丝和填充丝DIN 1732—1988铝及铝合金焊丝和填充丝-JB/T 4745—2002附录D压力容器用钛及钛合金焊丝AWS A5.16—1990钛和钛合金焊丝和填充丝--JB/T 4745—2002附录D等效采用AWS A5.16—1990JB/T 4747.2—××承压设备用气体保护电弧焊钢焊丝技术条件---全国锅炉压力容器标准化技术委员会正组织编制。
中外焊丝国家标准对照表

中外焊丝国家标准对照表焊丝是焊接工艺中必不可少的一种材料,它直接影响着焊接接头的质量和性能。
在国际贸易中,各个国家都有自己的焊丝国家标准,这就需要对不同国家的标准进行对照分析,以便更好地进行国际贸易和技术交流。
下面将对中外焊丝国家标准进行对照表分析,以便更好地了解各国焊丝标准的异同,为我国焊接行业的发展提供参考和借鉴。
1. 标准名称对照。
中国国家标准,GB/T 8110-2008 焊丝。
美国国家标准,AWS A5.18/A5.18M:2005 Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding。
德国国家标准,DIN 8559-1: 1990-11 Welding filler materials; welding filler materials for gas-shielded arc welding; wire electrodes, wires and rods for arc welding of non-alloy and fine-grain steels; designation, technical delivery conditions。
日本国家标准,JIS Z 3312: 1999 Covered electrodes, wires and rods for arc welding of mild steel, high strength steel and low temperature service steel。
2. 技术要求对照。
在技术要求方面,各国标准对焊丝的化学成分、机械性能、焊接性能等方面都有详细的规定。
例如,中国国家标准GB/T 8110-2008对焊丝的化学成分、拉伸强度、屈服强度、延伸率、冲击功等性能指标进行了详细的规定;美国国家标准AWS A5.18/A5.18M:2005也对焊丝的化学成分、机械性能、焊接性能等进行了详细的规定,并且在检测方法和标准值方面也有所不同;德国国家标准DIN 8559-1: 1990-11和日本国家标准JIS Z 3312: 1999也对焊丝的技术要求进行了详细的规定。
焊条焊丝型号大类与焊条焊丝牌号大类对照表

焊条焊丝型号大类与焊条焊丝牌号大类对照表 LELE was finally revised on the morning of December 16, 2020焊条型号大类与焊条牌号大类对照表名词解释:焊条型号大类与焊条牌号大类对照表焊条型号大类与焊条牌号大类对照表焊条型号焊条牌号焊条大类(按化学成分分类) 焊条大类(按用途分类)国家标准编号名称代号类别代号字母汉字GB5117-85 碳钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 二钼和铬钼耐热钢焊条R 热GB5118-85 低合金钢焊条 E 三低温钢焊条W 温GB983-85 不锈钢焊条 E 四不锈钢焊条G 铬GB983-85 不锈钢焊条 E 四不锈钢焊条 A 奥GB984-85 堆焊焊条ED 五堆焊焊条 D 堆GB10044-88 铸铁焊条EZ 六铸铁焊条Z 铸七镍及镍合金焊条Ni 镍GB3670-83 铜及铜合金焊条TCu 八铜及铜合金焊条T 铜GB3669-83 铝及铝合金焊条TAl 九铝及铝合金焊条L 铝十特殊用途焊条Ts 特常用母材与焊材选用表/ 焊条型号牌号对照表国标厂标对应埋弧焊丝对应 CO2 焊丝对应氩弧焊丝主要用途E4303 J422 H08A/H08MnA H08Mn2Si H08Mn2SiA Q235-A/10#20# E4316 J426 H08A/H08E/ H08MnA H08Mn2Si H08Mn2SiA 5-D/Q235-C/20G/20g/ 20R/20E4315 J427E5016 J506 H10MnSi H120Mn2 H08Mn2SiA H10MnSi 16Mn16MnRE5015 J507E5515-B1 R207 H13CrMoA H08CrMoA 12CrMo/12CrMoGE5515-B2 R307 15CrMo/15CrMoGE5515-B2-V R317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVG E6015-B2 R407E308-16 A102 H0Cr21Ni10 H0Cr21Ni100Cr18Ni9/00Cr19Ni10/00Cr19Ni11TiE308-15 A107E308L-16 A002 00Cr19Ni10/00Cr18Ni10TiE316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢E347-16 A132 H0Cr21Ni10Ti H0Cr21Ni10Ti0Cr18Ni10Ti 1Cr18Ni9TiE347-15 A137E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢E309-15 A307E310-16 A402 焊接高温下工作的同类型耐热不锈钢, Cr5Mo/Cr9Mo/Cr13 钢等E310-15 A407焊条目录[隐藏]焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条3 按药皮主要成分分类4 按焊条性能分类焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
大西洋焊材型号对照表
用于耐热耐蚀的0Cr19Ni9、0Cr18Ni12Mo2不锈钢焊接 同CHS232 同类型不锈钢的焊接 同类型不锈钢的焊接 同CHS302 用于耐硫酸介质腐蚀的同类型不锈钢焊接 焊接高温条件下工作的同类型不锈钢、并可焊接Cr5Mo、Cr9Mo、Cr13等 同CHS402 焊接耐热不锈钢、 用于焊接HK40耐热钢 焊接呈淬火状态下的低合金钢、中合金钢 同CHS502 同CHS502 用于异种钢焊接 用于异种钢焊接 用于石化、水工行业同类型超低碳不锈钢焊接
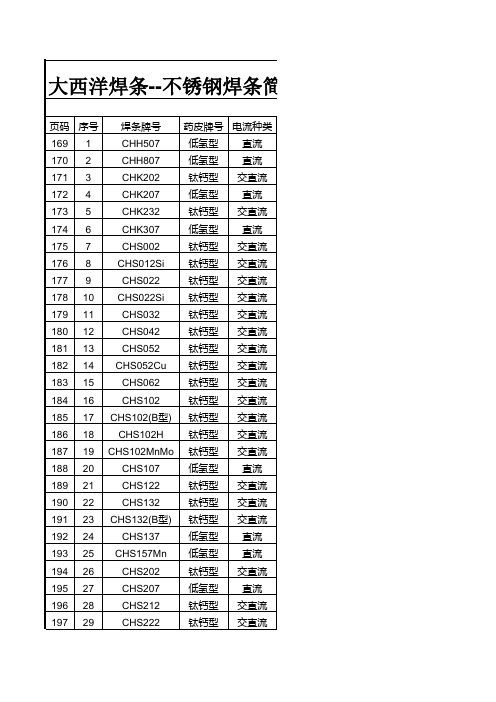
钛钙型 低氢型 钛钙型 钛钙型 低氢型 钛钙型 钛钙型 低氢型 钛钙型 低氢型 钛钙型 低氢型 低氢型 钛钙型 钛钙型 钛钙型
交直流 直流 交直流 交直流 直流 交直流 交直流 直流 交直流 直流 交直流 直流 直流 交直流 交直流 交直流
焊条简明表
主要用途 用于Cr5MoV珠光体耐热钢的焊接 用于工作温度在565℃以下的1Cr11MoV耐热钢的焊接 用于0cr13、1Cr13钢和耐磨耐蚀钢的表面堆焊 同CHK202 用于0Cr13不锈钢的焊接 焊接Cr17不锈钢 用于超低碳00Cr19Ni10或0Cr18Ni10Ti不锈钢的焊接 用于耐浓硝酸不锈钢钢00Cr17Ni15Si4Nb的焊接 用于焊接尿素及合成纤维设备 用于抗应力或点蚀设备中的的3RE60钢材的焊接 用于在稀、中浓度硫酸介质中工作的同类型超低碳不锈钢结构焊接 用于同类型超低碳不锈钢结构焊接 用于耐硫酸、醋酸、磷酸腐蚀钢的焊接 用于抗海水腐蚀用钢焊接 用于复合钢和异种钢焊接 用于工作温度低于300℃的0Cr19Ni9不锈钢结构的焊接 用于工作温度低于300℃的0Cr19Ni9不锈钢结构的焊接 用于工作温度低于300℃的0Cr19Ni9不锈钢结构的焊接 ASTM307钢及其它异种钢焊接。也可用于耐冲击腐蚀钢和过渡层焊接 同CHS102 用于焊接工作温度低于300、抗裂抗蚀性较高的0Cr19Ni9不锈钢 焊接含钛的0Cr19Ni9不锈钢的结构 焊接含钛的0Cr19Ni9不锈钢的结构 同CHS132 用于高强度钢和异种钢的焊接如H617 用于焊接在有机和无机酸介质中工作的0Cr18Ni12Mo2钢 同CHS202 用于0Cr18Ni12Mo2Ti 不锈钢的焊接 用于同类的含铜不锈钢焊接1 202 203 204 205 206 207 208 209 210 211 212 213
大西洋焊材型号对照表
J502Wcu J506Wcu J507CuP J507CrNi
J557
E5016 E5016 E5015 E5015 E5015
E7016 E7016 E7015 E7015 E7015
E5028 E5018-1 E5018-1
E5018 E5048
E7028 E7018-1 E7018-1
E7018 E7048
CHH707 CHH807
CHK202
CHK207 CHK232
CHK307 CHS002 CHS002A CHS012Si CHS022 CHS022N
牌号 CHS022Si CHS032 CHS042 CHS052
R507 R707 R807 G202 G207
G307 A002
A012Si A022
焊接形式
GB(中国)
AWS(美国)
DIN(德国)
TB/T H08MnSiCuCrNi 气体保护焊 Ⅱ
气体保护焊 ER49-1
气体保护焊 ER50-3
ER70S-3
YGW16
气体保护焊 ER50-6
ER70S-6
SG2
气体保护焊
ER70S-G
气体保护焊
ER80S-G
气体保护焊 ER62-B3
ER80S-B3
低合金钢焊条
GB(中国)
AWS(美国)
TBE5003-G
E5010-A1
E7010-A1
E5016-G
E7016-G
TBE5016-G
E5015-G
E7015-G
E5015-G
E5015-G
E7015-G
E5015-G
E7015-G
焊丝对照表

中外焊接材料国家标准对照表表1 中外焊条国家标准对照表表2 中外焊丝国家标准对照表表3 中外埋弧焊焊材国家标准对照表出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。
今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。
此臣所以报先帝而忠陛下之职分也。
至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。
若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。
臣不胜受恩感激。
今当远离,临表涕零,不知所言。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ER310
H1Cr26Ni21
0.09
1.90
0.35
26.80
21.40
-
610
41
25%Cr-20%Ni不锈钢,高温抗氧化性能优良。
CHM-316 CHG-316
ER316
H0Cr19Ni12Mo2
0.04
1.88
0.33
19.27
12.70
Mo2.பைடு நூலகம்6
570
42
18%Cr-22%Ni-2%Mo不锈钢,抗热裂纹性能优良。
大西洋CHG56焊丝CHM-309L CHG-309L ER309L H1Cr24Ni13 0.026 2.11 0.38 23.56 12.31 - 570 38 超低碳型,可用于堆焊不锈的打底。
CHM-310 CHG-310 ER310 H1Cr26Ni21 0.09 1.90 0.35 26.80 21.40 - 610 41 25%Cr-20%Ni不锈钢,高温抗氧化性能优良。
ER50-G
0.08
1.52
0.82
S0.009
S0.011
585
29
低碳钢及50㎏级高强钢的焊接
0.20
-
510
26
适于焊接Cr13不锈钢
CHG53
ER70S-3
ER50-3
0.09
1.25
0.49
S0.016
S0.013
570
29
低碳钢及50㎏级高强钢的焊接
CHG56
E70S-6
ER50-6
0.08
1.54
0.89
S0.012
S0.011
540
28
低碳钢及50㎏级高强钢的焊接
CHG52T
ER70S-G
CHG52T ER70S-G ER50-G 0.08 1.52 0.82 S0.009 S0.011 585 29 低碳钢及50㎏级高强钢的焊接
CHM-309L CHG-309L
ER309L
H1Cr24Ni13
0.026
2.11
0.38
23.56
12.31
-
570
38
超低碳型,可用于堆焊不锈的打底。
Mo3.5
596
42
适于焊接硫酸、亚硫酸及其盐腐蚀的容器。
CHM-347 CHG-347
ER347
H0Cr20Ni10Nb
0.06
1.84
0.41
19.4
9.5
Mb0.89
630
40
焊接含Nb不锈钢、抗晶间腐蚀和耐热性好。
CHM-410 CHG-410
ER410
H1Cr13
0.10
0.47
0.42
11.80
CHM-317 CHG-317 ER317 H00Cr20Ni14Mo3 0.04 1.86 0.46 19.3 14.2 Mo3.5 596 42 适于焊接硫酸、亚硫酸及其盐腐蚀的容器。
CHM-347 CHG-347 ER347 H0Cr20Ni10Nb 0.06 1.84 0.41 19.4 9.5 Mb0.89 630 40 焊接含Nb不锈钢、抗晶间腐蚀和耐热性好。
CHM-410 CHG-410 ER410 H1Cr13 0.10 0.47 0.42 11.80 0.20 - 510 26 适于焊接Cr13不锈钢
CHG53 ER70S-3 ER50-3 0.09 1.25 0.49 S0.016 S0.013 570 29 低碳钢及50㎏级高强钢的焊接
CHG56 E70S-6 ER50-6 0.08 1.54 0.89 S0.012 S0.011 540 28 低碳钢及50㎏级高强钢的焊接
CHM-316L CHG-316L
ER316L
H00Cr19Ni12Mo2
0.020
1.85
0.38
18.73
12.50
Mo2.36
550
43
超低碳型,较CHM-316、CHG-316耐腐蚀性更好。
CHM-317 CHG-317
ER317
H00Cr20Ni14Mo3
0.04
1.86
0.46
19.3
14.2
CHM-316 CHG-316 ER316 H0Cr19Ni12Mo2 0.04 1.88 0.33 19.27 12.70 Mo2.26 570 42 18%Cr-22%Ni-2%Mo不锈钢,抗热裂纹性能优良。
CHM-316L CHG-316L ER316L H00Cr19Ni12Mo2 0.020 1.85 0.38 18.73 12.50 Mo2.36 550 43 超低碳型,较CHM-316、CHG-316耐腐蚀性更好。