MAKINO牧野说明书
Makino TL功能
一 概述
在加工过程中,刀具的磨损、破损将直接影响加工产品的表 面质量和精度。刀具寿命管理功能是用来计算每把刀具的使用寿 命,保证刀具在使用寿命内加工出来的产品具有较高的表面质量 和精度。 刀具寿命管理功能(Tool Life Monitor Function)是用来计 算每把刀具使用寿命的,刀具使用寿命用以下刀具寿命当量之一 来计算:刀具切削时间、切削长度、加工工件个数。 当刀具使用寿命超过预先设定值时,机床出现报警,在对应 刀具资料库中将存储“TL”刀具寿命报警信息,但该刀具仍可继续 使用,直至换用其他程序、其他刀具加工。
5、刀具状态存储区内TL报警的解除 将光标移动到Alarm或Warning栏下,Rest Alarm按钮由 灰色不可操作状态变为黑色可操作状态,按下Rest Alarm按钮,即可解除TL报警。
黑色可操作状态 灰色不可操作状态
6、切削长度、加工工件个数计算刀具寿命的方法基本同刀具切削时 间计算刀具寿命方法。 7、注意事项: 刀具寿命以刀具切削时间和刀具长度为计量当量时:作为规定, 在主轴旋转时开始计算刀具寿命。此外,在以下情况不计算刀具 寿命; A、当主轴执行以下命令而停止时: M00、M01、M02、M06、M30 B、机床变速 C、机床定位 D、机床作快速定位 刀具寿命以加工工件个数为计算指标: 刀具寿命计算通过在M919代码程序行中之S指令设定。若在 M919代码程序行中无S指令时。则系统默认为S1。
下面以刀具切削时间计算刀具寿命为例 2、在设置面板内,选择TL Time Actual、 TL Time Enable、 TL Time Alarm、 TL Time Warn四个选项,在Tool Date 显示屏中即可看到
①
火花机MAKINO.
日本牧野NC ELECTRICAL DISCHARGE MACHINE数控计算机火花机SIMPLE OPERATION MANUA L简明操作手册(M G H系统)牧野机床(中国)有限公司应用部编制二零零四年二月二日牧野(中国)火花机中文操作手冊1前言MAKINO放电加工机MGH新系统已在二零零二年七月份向世界推出,为了配合客户更好的使用该机型,我公司技术部专门编制了这本手册,希望对您的使用有所帮助.如果您在使用中有任何疑问,欢迎致电牧野(中国)公司本手册主要内容有﹕一、机床简介二、操作按钮键的使用三、加工前的准备事宜四、程序的编写五、如何激活加工六、机床各功能的使用七、MODEL PLAN(数据模型)八、摇动方式九、加工方式十、放电组合的选用十一、扩孔加工十二、精密加工定位技朮十三、拋光加工(面积小于30×30mm,非镜面加工机)十四、螺纹孔加工(I用G103扩镗,II用C轴头)十五、C轴头的使用十六、镜面机的加工(HQSF)十七、ATC的使用十八、连续加工的步骤十九、IES程序自成二十、G码和M码表二十一警报以及消除二十二日常保养二十三附表由于时间仓促,资料有限,错误在所难免,在内容和技朮上尚有不足、不当之处,恳请广大用户赐面给予斧正、以及提出宝贵意见,为以后的版本修订,提供更好的第一手的手册资料,精益求精,务求做到最好。
牧野机床(中国)有限公司应用部二○○四年二月二日牧野(中国)火花机中文操作手冊2一、机床简介2)机床性能指针最小步进单位:0.001mm(C 轴0.001度),最小驱动单位:0.0025mm(C 轴0.001度/0.0001turn), 工件坐标系:80个,程序内存量:470KB ,电池使用年限10年,三轴滑枕控制移动,行程限位保护 电极位置补偿32个,电极直径补偿99个,放电组合M100(其中10为用户自设),加工电压选择:8种,加工电流选择:90种,加工条件号码E2,000(其中1,000为用户自设)。
牧野指导书资料
浸没式电火花加工机指导手册MGH 电源加工技术7GF1-HJR01-0105(E)1. 确定电极收缩量··········································· 1 – 12. 选择初始加工条件········································· 2 – 13. 安装大型电极············································· 3 – 14. 用石墨电极进行无烟加工··································· 4 – 15. 螺旋齿轮加工············································· 5 – 16. 使用电铸电极以及大区域铜电极加工·························· 6 – 17. 高质量表面处理(使用μSC )······························· 7 – 18. 光滑加工和缎面加工········································ 8 – 19. 针孔加工·················································· 9 – 110. 平动螺纹加工············································ 10 – 111. 轮廓加工················································ 11 – 112. 用微细孔机床进行微细孔加工······························ 12 – 113. 用管状电极进行预加工孔加工······························ 13 – 114. 用修整电极进行微细孔加工································ 14 – 115. 反极性冲头加工·········································· 15 – 116. 如何使用定心球·········································· 16 – 117. 旋转加工················································ 17 – 118. 自动换刀装置(ATC)的使用······························· 18 – 119. 不规则形状的加工(底部加工(复杂)菜单)··············· 19 – 120. 智能专家系统············································ 20 – 121. 定位模型的应用·········································· 21 – 122. 数控语言编程实例········································ 22 – 123. 疑难问题················································ 23 – 1历史编号日期目录7GF1-HJR01 第一版1. 确定电极收缩量目录页数1.1 确定粗加工时的电极收缩量…………………………………………………… 1 - 2 1.2 确定精加工时的电极收缩量…………………………………………………… 1 - 7 1.3 普通电极收缩量的实例………………………………………………………… 1 - 111-1毫无疑问,数控电火花加工机能否充分使用取决于电极收缩量的确定。
MAKINO火花机说明书
底面余留量 侧面余留量
126 95 71 59 47 39 31 24 18 13 8 4 100 76 57 47 37 31 25 19 14 10 6 3
时间控制
□10 □8 □8 □7 □7 □6 □5
电极减 有预处理
寸量 2mm (每侧) 5mm
105 80 60 50 40 35 30 105 80 60 50 40 35 30 120 90
(每侧) 10mm
20mm
275 232 192 157 128 103 81 180 149 124 104 88 73 62 □14 □11 □9 □7 □6 □5 □4
195 165 140 120 100 90 80 195 165 140 120 100 90 80 250 210 180 160 140 120 110 290 245 210 190 170 145 130
输入号 20 120 220
最小火花面积 □5 □4 □4 □3 □3 □2 □1 □1 □5 □5 □4 □4 □3 □3 □1 □1 □3 □3 □2 □1 □1 □1 □1 □1
0.10 0.07 0.05 0.03
5→11 7→11 9→11
11
7→ 8→ 9→ 11→
火花区
注解) ● “最小火花区”指维持加工稳定的最小面积。
注解) 请使用在采取多件小型零件。
2
模型数据 / 加工条件
Cu (铜) – St (钢) 2
模型数据 20
(火花面积)
~ □5
Ver4.007-0 ’92.12
选择起始工序功能
输入号.
名称
条件.
应用
注解
IES 自动设置
牧野慢走丝教学操一作说明书
牧野慢走丝教学操一作说明书随着现代生活节奏的加快和工作压力的增大,很多人都感到身体疲劳、精神压力大。
为了解决这个问题,牧野慢走丝教学操应运而生。
本篇文章将为大家详细介绍牧野慢走丝教学操的相关内容和操作方法。
一、慢走丝的基本概念慢走丝是一种结合了中国传统功夫和现代健身理念的健身方式。
它不仅锻炼了身体的柔韧性和协调性,还能增强人体的气血循环,提高身体的免疫力和抗疲劳能力。
通过慢走丝的锻炼,人们可以在繁忙的生活中找到一片宁静的净土,缓解身心的疲劳,达到身心健康的目的。
二、慢走丝的基本动作1. 准备动作:站立直身,双脚并拢,双臂自然下垂,双目平视前方。
2. 缓慢抬腿:保持上半身不动,慢慢抬起右腿,使膝盖高于臀部,然后缓慢放下。
再抬起左腿,同样使膝盖高于臀部,然后缓慢放下。
如此交替进行。
3. 摇臀动作:保持上半身不动,双腿分开与肩同宽,双手自然下垂。
然后将臀部向左摆动,再向右摆动,如此交替进行。
注意动作要缓慢、平稳。
4. 扭腰动作:保持上半身不动,双脚分开与肩同宽,双手自然下垂。
然后将上半身向左扭转,再向右扭转,如此交替进行。
注意动作要柔和、舒展。
5. 慢走步:以小步伐慢走,保持平稳的节奏,注意保持身体的平衡。
可以在室内或户外进行,时间和距离可以根据个人情况适当调整。
三、慢走丝的注意事项1. 不要过度用力:慢走丝是一种轻松缓慢的运动方式,不需要用力过度。
要保持身体放松,动作柔和。
2. 坚持每天锻炼:慢走丝的效果需要通过长期坚持才能体现出来。
建议每天早晚各进行一次,每次10-15分钟。
3. 注意呼吸:在慢走丝的过程中,要保持自然平稳的呼吸。
可以通过深呼吸来增加氧气的摄入量。
4. 避免在饭后立即进行慢走丝:饭后身体消化系统处于工作状态,此时进行慢走丝可能会影响消化功能。
5. 穿着舒适宽松的运动服:慢走丝需要自由舒适的身体动作,因此穿着合适的运动服很重要。
四、慢走丝的效果慢走丝的效果主要体现在以下几个方面:1. 改善体态:慢走丝可以帮助改善姿势,增强身体的平衡感,使身体更加挺拔。
makino放电

牧野NC ELECTRICAL DISCHARGE MACHINE数控放电加工机SIMPLE OPERATION MANUA L简明操作手册(M G H系统)牧野机床(中国)有限公司应用部编制二零零四年二月二日前言MAKINO放电加工机MGH新系统已在二零零二年七月份向世界推出,为了配合客户更好的使用该机型,我公司技术部专门编制了这本手册,希望对您的使用有所帮助.如果您在使用中有任何疑问,欢迎致电牧野(中国)公司。
本手册主要内容有﹕一、机床简介二、操作按钮键的使用三、加工前的准备事宜四、程序的编写五、如何激活加工六、机床各功能的使用七、MODEL PLAN(数据模型)八、摇动方式九、加工方式十、放电组合的选用十一、扩孔加工十二、精密加工定位技朮十三、拋光加工(面积小于30×30mm,非镜面加工机)十四、螺纹孔加工(I用G103扩镗,II用C轴头)十五、C轴头的使用十六、镜面机的加工(HQSF)十七、ATC的使用十八、连续加工的步骤十九、IES程序自成二十、G码和M码表二十一警报以及消除二十二日常保养二十三附表由于时间仓促,错误在所难免,在内容和技朮上不足、不当之处,恳请广大用户提出宝贵意见,为以后的版本修订,提供更好的第一手的手册资料,精益求精。
牧野机床(中国)有限公司应用部二○○四年二月二日一、机床简介2)机床性能指针最小步进单位:0.001mm(C轴0.001度),最小驱动单位:0.0025mm(C轴0.001度/0.0001turn),工件坐标系:80个,程序内存量:470KB,电池使用年限10年,三轴滑枕控制移动,行程限位保护电极位置补偿32个,电极直径补偿99个,放电组合M100(其中10为用户自设),加工电压选择:8种,加工电流选择:90种,加工条件号码E2,000(其中1,000为用户自设)。
冷却系统:强压气冷,积碳跳逸保护,显示器:15"彩色夜光晶液显,可触幕。
牧野慢走丝教学操一作说明书

牧野慢走丝教学操一作说明书摘要:1.牧野慢走丝教学操概述2.牧野慢走丝教学操的操作步骤3.牧野慢走丝教学操的注意事项4.牧野慢走丝教学操的优点和适用人群正文:【牧野慢走丝教学操概述】牧野慢走丝教学操是一种结合了传统瑜伽和现代有氧运动的创新健身方式。
这种操法以缓慢、柔和的动作为主,借助特殊的走丝器材,达到锻炼全身、提高身体柔韧性和平衡感的效果。
它适合各个年龄段的人群,特别是那些希望改善身体柔韧性、减轻压力、提高身体素质的人。
【牧野慢走丝教学操的操作步骤】1.首先,需要准备好走丝器材,包括一根长丝和两个固定装置。
2.然后,将长丝的一端固定在一个固定的物体上,如树干、栏杆等,另一端则系在腰部。
3.接着,站在离固定装置适当的距离,双手自然垂于身体两侧,双脚打开与肩同宽,身体保持直立。
4.开始操练时,先慢慢地吸气,然后缓慢地向前走,直到走到丝的另一端。
5.在此过程中,要注意保持身体的平衡,不要让身体摇晃。
6.到达丝的另一端后,再慢慢地呼气,然后反方向走回起点。
7.重复以上动作,直到完成预定的次数。
【牧野慢走丝教学操的注意事项】1.在操练前,应做好充分的热身运动,以避免运动损伤。
2.在操练过程中,要保持呼吸的顺畅,避免憋气。
3.在操练时,要时刻注意身体的平衡,避免因动作过快或不稳而摔倒。
4.对于初学者来说,应选择适当的难度,不要急于求成。
5.对于患有高血压、心脏病等疾病的人来说,应在医生的建议下进行操练。
【牧野慢走丝教学操的优点和适用人群】1.锻炼全身:牧野慢走丝教学操可以锻炼全身的肌肉,提高身体的柔韧性和平衡感。
2.减轻压力:在操练过程中,人们可以尽情地释放自己,减轻压力,达到身心平衡。
3.提高身体素质:这种操法有助于提高身体的耐力、协调性和反应能力,从而提高身体素质。
Makino DUO64 电导丝切割机 产品说明 说明书
Makino DUO64EDM WIRE MACHINESpecifications & Installation InformationFor Specific questions regarding your Installation or requirements, Please contact our Service Department at 763-476-4191Makino DUO64 Wire EDM MachineM ACHINE S PECIFICATIONS M ETRIC E NGLISHU & V Axis ±101 mm ±3.97”Maximum Taper Angle ±15° (±45° with optional “C” Guides) Workpiece Size Inside of Worktank 1070 x 855 x 411 (320) mm 42" x 33.6" x 16.2” (12.6”) Table Size 910 x 660 mm 35.8” x 26”Max. load on table 1200 kg 2645 lbs Distance- floor to table top 1000 mm 39.37”Ball Screw Diameter X,Y 32 mm Æ 1.259”ÆUVZ 25 mm Æ.984”ÆClass 5 5 Jog & Rapid feed X, Y, Z50, 150, 600, 2,000 mm/min 1.96, 5.9; 23.6, 78.7 ipm AxisU, V Axis 50, 150, 600, 1000 mm/min 1.96, 5.9, 23.6, 39.37 ipm Servo feed 0.01-50 mm/min 0.00039 ~ 1.96 ipm Positioning Resolution .1 µm 0.000004”Feedback X, Y, U, V, Z .1 µm Rotary Encoders 0.000004” Rotary Encoders Feedback X, Y .05 µm Linear Glass Scales 0.000002” Linear Glass Scales Servo System PWM Digital AC Servos M ACHINING A CCURACY &P ERFORMANCERepeatability ±.0015 mm ±0.000059”Dynamic Shape precision ±.005 mm ±0.000190”Roundness TIR .005 mm 0.000190”Recommended Environment 20°C ± 1°68°F ± 2°Best Finish in Steel Plate0.2 m m Ry 8 µinch RaTool Steel, up to 3 inches thick>320 mm2/min >30 in²/hr Maximum Cutting Speed(Using 0.3mm coated wire,SKD11 steel plate, 50mm thick,with high speed generator booster option)A UTOMATIC W IRE F EED &G UIDE S YSTEMWire Threading System Dual Water Jet with Annealer Normal Threading Time 10 seconds/30mm thickness, 0.008”Æ wire Recommended wire Clean Hard Brass Wire, should be goodin Straightness, Free from Bends Minimum Start Hole Diameter .5 mm Æ Hole 0.020”Æ Hole Standard Spool Size 16 kg 35 lbs Optional Wire Spool Size 20 kg 44 lbs Wire Feedrate (Consumption Rate) 0.50 – 360 mm/min 0.02 ~ 14.17 ips Programmable Wire tension 2~30 N 1.475-22.127 lb/fD IELECTRIC S YSTEMWork tank N/A N/A Filtering precision 6m m 0.00023”Number of Filters (Quick Disconnect) 4 Automatic Water Supply Unit Optional Digital Flushing Control Independent Pumps for Upper & Lower Heads Conductivity 1 ~ 200 m s/cm Temperature controller Standard (synchronized with machine temperature) Dielectric Chiller Standard Cooling Capacity (60 Hz) 5.6 kW 7.5 hp (19125 BTU/hr) MGW–S6CNC P SOptional 1 (Up to 6)Simultaneous Controlled Axes 4 axes: X, Y, U, VPart Program Storage Length 3100 m / 10,170 ft , (about 1.2 Mb)Operation Panel : Display 15 inch color TFT Touch ScreenKeyboard Flat QWERTY KeyboardGraphic Displays-Manual and e-Learning System Automatic Scale, Rotation, Zoom, Position Verification On-board electronic machine training and manualsMaximum Machining Current 30 AMPSPower Stabilizing Circuit StandardAnti-Electrolysis “LL” Circuit StandardPower Unit Cooling Forced Air Cooling, Heat Exchanger Filtration None Required, Sealed CabinetE STIMATING/M ANAGEMENTF UNCTIONSMachining Time & Cost Estimation Disk Directory ManagementPath Length Estimation User Creation ScreenRun Hours Help WindowMachining Time & Status History Key Input PlaybackI/O InterfaceS ET-U P F UNCTIONSWorkpiece Edge Positioning Work Parallelism MeasurementHole Centering Groove Width CenteringWire Vertical Alignment Plate Width CenteringCorner Edge Positioning Work Coordinate PresetAuto Measurement & Machining Optional Program StopMirror Image Program StopXY Axes Exchange Measurement Touch AWT Machine LockOne-Touch Return End surface, Hole Center, VerticalDry RunReference Point, Workpiece Zero Point, Latest AWT Point, Single Block3O S FApproach Function Auto Condition Reduction At Wire BreakNon-Contact Point Search AWT SkipAWT Retry Water TimerAutomatic Power Cut-Off Automatic Power Failure RecoveryAutomatic Wire Threading Process Skip and Additional MachiningAutomatic Wire Cut Reference Hole RetryS AFETY AND M AINTENANCEWork Limit One-touch SystemStored Stroke Limit Regular Check ScreenMaintenance Screen Diagnostic ScreenEmergency StopA UTOMATION S UPPORT S OFTWARE U SED WHEN INSTALLED IN M ULTI-M ACHINEC ELLMachining Condition Output Data Back-UpMachining Time Output Initializing Data on Each ScreenI Smm 96.5”Required Floor Space 3520 x 4180 mm 138.6 x164.6”Machine weight 6000 kg. 13,227 lbs Ambient temperature 10 ~35° C ± 1° 50 ~ 95°F ±2°Optimum Temperature 20° C ± 1° 68°F ± 2°Do not expose the machine to direct sunlight. Make sure that air conditioning vents are not blowing hot orcold air directly at the machine.Shipping We recommend Air Ride Transportation. Machines are shipped FOB Port of Entry in two containers.Electrical 200 VAC, The DUO43 requires 18 KVA input power with a ground of 10 ohms or less.Example: KVA x 1000 = Amperage x 125% = Service Required1.73 x VoltageAir 0.6 –1.0MPa@100L/minormore/*****************Water Ordinary tap water can be piped directly into the dielectric reservoirEnvironment Choose an area free of dust and vibration. An isolated foundation may be necessary if excessive vibration is present. The machine should be located in an area free of high volumes of dust,away from polishing or grinding machines.Best results are achieved when stable temperatures and humidity are maintained.Vibration ..................................................................... 0.7 m/s2 {0.07 G} or lessRelative humidity ................................................. 75% or less (no condensation) Specifications may change without prior notice to incorporate improvements resulting from ongoing R&Dprograms.Cover machine photo is equipped with optional features.L OW M AINTENANCE R EQUIREMENTSOver the years we have continually developed technologies designed to minimize the amount of maintenance and operator intervention required.[2] Based on general Wire EDM’ing of tool steels. Filter life will fluctuate depending on material and type ofmachining,[3] It is recommended that the main door seal (DUO-Series) and sliding Seal Plates be kept clean and free froma build-up of debris.。
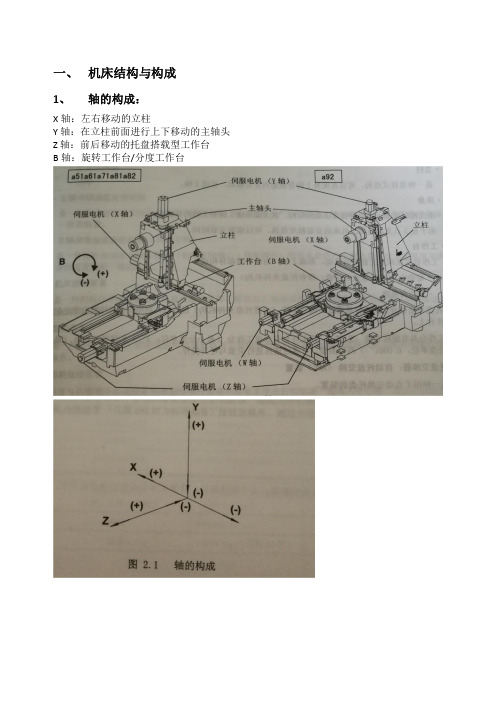
牧野Professional5使用说明书摘要(a1系列 a51 a61 a71 a81 a82 a92卧式加工中心)
B NC 程序的启动/停止
循环[START]开关 按下该开关,启动 NC 程序。在 NC 程序启动过程中,白色指示灯灯亮灯。在 MDI、 存储器、DNC 运行、磁带模式下有效。
[FEED HOLD]开关 按下该开关,停止 NC 程序。在 NC 程序停止的过程中,白色指示灯灯亮灯。如果 按下该开关则会变成进给暂停状态。但是,M、S、T 功能仍继续动作,直至结束后 才停止。 即使在进给暂停的状态下,下列动作仍然能够继续: 主轴旋转 刀具自动更换(ATC) 托盘自动交换(APC) 供给切削油 部分固定循环
[OPTIONAL STOP]开关 将程序选择停止模式置于有效/无效。如果将程序选择停止模式置于有效,程序 将在程序内的 M01 处停止。在 M01 处停止的过程中,循环[START]开关的内置指 示灯将闪烁。这时,如果按下循环[START]开关,程序将继续执行。
B 其他 NC 功能开关(主操作盘上能够设定的功能) 下列功能在主操作盘上没有配置,可以在功能画面上操作,也可以利用柔性开关功能进
是一种使冷却油在主轴头整体(包括主轴轴心)强制循环,吸收此处所产生热量,使主 轴温度与床身的温度保持一致的装置。 机床控制装置:
火花机MAKINO

日本牧野NC ELECTRICAL DISCHARGE MACHINE 数控计算机火花机SIMPLE OPERATION MANUA L简明操作手册(M G H系统)牧野机床(中国)有限公司应用部编制二零零四年二月二日前言MAKINO放电加工机MGH新系统已在二零零二年七月份向世界推出,为了配合客户更好的使用该机型,我公司技术部专门编制了这本手册,希望对您的使用有所帮助.如果您在使用中有任何疑问,欢迎致电牧野(中国)公司本手册主要内容有﹕一、机床简介二、操作按钮键的使用三、加工前的准备事宜四、程序的编写五、如何激活加工六、机床各功能的使用七、MODEL PLAN(数据模型)八、摇动方式九、加工方式十、放电组合的选用十一、扩孔加工十二、精密加工定位技朮十三、拋光加工(面积小于30×30mm,非镜面加工机)十四、螺纹孔加工(I用G103扩镗,II用C轴头)十五、C轴头的使用十六、镜面机的加工(HQSF)十七、ATC的使用十八、连续加工的步骤十九、IES程序自成二十、G码和M码表二十一警报以及消除二十二日常保养二十三附表由于时间仓促,资料有限,错误在所难免,在内容和技朮上尚有不足、不当之处,恳请广大用户赐面给予斧正、以及提出宝贵意见,为以后的版本修订,提供更好的第一手的手册资料,精益求精,务求做到最好。
牧野机床(中国)有限公司应用部二○○四年二月二日一、机床简介1)常见火花机的规格[单位﹕mm]2)机床性能指针最小步进单位:0.001mm(C轴0.001度),最小驱动单位:0.0025mm(C轴0.001度/0.0001turn),工件坐标系:80个,程序内存量:470KB,电池使用年限10年,三轴滑枕控制移动,行程限位保护电极位置补偿32个,电极直径补偿99个,放电组合M100(其中10为用户自设),加工电压选择:8种,加工电流选择:90种,加工条件号码E2,000(其中1,000为用户自设)。
高速铣床(Makino v56)安全操作规程
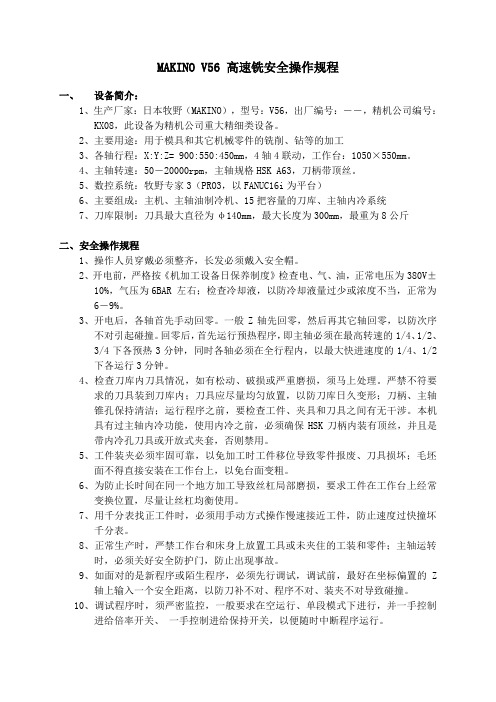
MAKINO V56 高速铣安全操作规程一、设备简介:1、生产厂家:日本牧野(MAKINO),型号:V56,出厂编号:――,精机公司编号:KX08,此设备为精机公司重大精细类设备。
2、主要用途:用于模具和其它机械零件的铣削、钻等的加工3、各轴行程:X:Y:Z= 900:550:450mm,4轴4联动,工作台:1050×550mm。
4、主轴转速:50-20000rpm,主轴规格HSK A63,刀柄带顶丝。
5、数控系统:牧野专家3(PRO3,以FANUC16i为平台)6、主要组成:主机、主轴油制冷机、15把容量的刀库、主轴内冷系统7、刀库限制:刀具最大直径为φ140mm,最大长度为300mm,最重为8公斤二、安全操作规程1、操作人员穿戴必须整齐,长发必须戴入安全帽。
2、开电前,严格按《机加工设备日保养制度》检查电、气、油,正常电压为380V±10%,气压为6BAR 左右;检查冷却液,以防冷却液量过少或浓度不当,正常为6-9%。
3、开电后,各轴首先手动回零。
一般Z轴先回零,然后再其它轴回零,以防次序不对引起碰撞。
回零后,首先运行预热程序,即主轴必须在最高转速的1/4、1/2、3/4下各预热3分钟,同时各轴必须在全行程内,以最大快进速度的1/4、1/2下各运行3分钟。
4、检查刀库内刀具情况,如有松动、破损或严重磨损,须马上处理。
严禁不符要求的刀具装到刀库内;刀具应尽量均匀放置,以防刀库日久变形;刀柄、主轴锥孔保持清洁;运行程序之前,要检查工件、夹具和刀具之间有无干涉。
本机具有过主轴内冷功能,使用内冷之前,必须确保HSK刀柄内装有顶丝,并且是带内冷孔刀具或开放式夹套,否则禁用。
5、工件装夹必须牢固可靠,以免加工时工件移位导致零件报废、刀具损坏;毛坯面不得直接安装在工作台上,以免台面变粗。
6、为防止长时间在同一个地方加工导致丝杠局部磨损,要求工件在工作台上经常变换位置,尽量让丝杠均衡使用。
MAKINO火花机说明书
G132Q1A32F3
220 620
浅表高速 有差别的低消耗
E12* 速度 E14* 预铣后加工
适于火花面积□3 及以下的 消耗后产生微细差别
M620: Ver.5.007-8
工ห้องสมุดไป่ตู้号.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
光洁度
26 20 15 12 10 8 7 6 5 4 3 2
Ver5.004-8 ’96.12
工序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
光洁度
1 0.4 0.2
条件号.
2703 3102 3100
电极消耗
27 100 100
底面余留量
12 4 0
侧面余留量
820
IES:G132Q1A2F3
注解)
必须与时间控制功能一起使用。
这种模式对于 HQSF 不适用。(参见 HQSF 的第 22 页)
侧面余留量
137 110 88 72 58 45 34 24 18 12 7 4
时间控制
□10 □8 □8 □7 □7 □6
电极减 有预处理
寸量 2mm (每侧) 5mm
130 90 80 70 60 50 40 30 130 90 80 70 60 50 40 30 150 100
设置基准 减寸量 粗加工 精加工 0.15 4→11 6→
例) 模型数据 220, 火花面积□2 5 号工序有可能异常放电。 起始时推荐 6 号工序。
● 「设置基准」:以有预处理的情况下设置。
3
模型数据 / 加工条件
Cu (铜) – St (钢) 3
牧野火花机编程手册

7GF1-NF02-0106(E)
警告
1、本说明手册未包括得功能,一般来讲,不能被执行。
2、本说明手册提供得说明应当得到遵守,否则,其功能可能不能被正确执行,或者可能对系统产生不利得影响。
3、根据程序改进得情况可能对本说明手册进行修改,不再另行通知。
4、如果您对本手册有任何不清楚得地方,请与我们联系。
1、绪言------------------――---------------―1–1
2、程序设计基本原理---――--------――--------------―2–1
2、1程序结构---------―――-----――-------------―2–1
3、4、7外部跳过功能(G31)--------------------------――3– 42
3、4、8直接进给速度输入(F)--------------------------―3– 44
3、5数据设置--------------------------------―3– 45
3、5、1直接数据写入(G10)--------------------------――3– 46
3、6电极补偿--------------------------------―3– 55
3、6、1电极补偿值得选择(D/H)----------――――――――――――――――3– 56
2、1、1地址符-------------------------------――2–3
2、1、1、1程序号字-----------------――-----------――2–3
2、1、1、2序列号字-------―――――――----――-----------―2– 4
MAKINO 牧野 放电参数的介绍
五﹑放電參數的介紹1.加工條件的種類A﹑粗加工條件(A1~Ci1,A2~Ci2)粗加工條件即不進行精加工﹐只進行一次加工的加工條件。
粗加工按目的分A,B,C3種﹐相對于基本的A1,B1,C1,Ci1條件﹐A2,B2,C2,Ci2條件可通過調節OFF值來考慮加工的穩定性。
高速條件A:在記載的加工條件中為加工速度最快的條件﹐但不考慮加工精度和光潔度﹐而且也會在精細部位和銳角的轉角處斷線﹐進行只要求加工速度和形狀的加工時可選擇。
標准條件B:此為標准的加工條件﹐一般的精加工會選擇此條件。
精度條件C:此條件相對于標准條件B﹐通過提高線張力和減少加工水量﹐更加考慮形狀的精度(包括轉角形狀)開放條件D:為了讓工件﹑導線嘴和工具﹑台板互不干涉﹐當上下導線嘴不能接近工件表面時﹐在A1~C2的加工條件下會斷線。
B﹑精加工條件,2次加工(2S,2C,2F和20)以提高形狀精度和表面光潔度為目的的加工條件。
2S為高速精加工條件﹐有必要把導嘴和工件之間的間隙調整為0.1MM。
2F條件下﹐通過2次加工﹐可讓加工面光潔度達到3.5μmRy。
但當轉角R 值要求1.0mm以下的高精度時﹐可以考慮以下精加工條件(3次﹐4次)C﹑精加工條件﹐3次﹐4次(3S,3H,40,4A,4H,4i)此加工條件通過逐漸減弱第2﹑3﹑4次的加工條件和反復加工﹐提高形狀精度﹐真直精度和表面光潔度。
有3次精加工的3次條件和4次精加工的4O﹐4S,4A,4H和4i。
適合模具和精密零件之類的高精度加工。
3S﹐4S為高速精加工條件﹐有必要把導嘴和工件之間的間隙調整為0.1MM.。
2.加工條件的各項目輸入范圍﹕0~~1000呼出范圍﹕0~~85605(2)注釋 16字以內 (3)加工刀數(NUMBER )(4)脈沖模式(PM )設定范圍 1~~4﹐11~~14 (5)無負荷電壓(VS )(5)電流控制(CC )(7)加工電壓(VM(8)運作時間(ON)(9)停止(OFF(10設定范圍1~~255(11)AC加工(AC(12)伺服模式(SVM(13)伺服增益(SVG(14)功率控制(15)OFF時間控制A(WP2A) OFF 時間控制B(WP2B)(16)線的張力(T 設定范圍 1~~2500g(17)線的速度(設定范圍 1~~15(18)加工液(FR ) 設定范圍 1~~15(19)加工液控制( 設定范圍 0~~3(20)設定進給速度 設定范圍 0.1~~50。
牧野MAKINO机报警说明书
河源龙记金属制品有限公司维修二部2006-05-27目录1100 A00 T C0DE EXECUTE CONDITION ABNORMITY。
11101 A01 T CODE ERROR。
11102 A02 MAG ROTA TE CONDITION ABNORMITY。
11102 A03 MAG PIN CHECK ABNORMITY。
11103 A04 MAG ROTATE ABNORMITY1104 A05 MAG ADJUST MODE1105 A06 POT MOVE CONDITION ABNORMITY1106 A07 POT PIN CHECK ABNORMITY2107 1107 A10 SP NO.>99 ERROR1108 A11 POT POSITION ABNORMITY1109 A12 POT ADJUST MODE1110 A13 S CODE ERROR1111 A14 SP EXCHANGE CONDITION ABNORMITY1112 A15 SP EXCHANGE ERROR1113 A16 SP EXCHANGE END ERROR1114 A17 COOL 1 MOTOR OVER LOAD1115 A20 COOL 2 MOTOR OVER LOAD1116 A21 CHIP MOTOR OVER LOAD1118 A23 OIL FAN OVER LOAD1117 A22 OIL MOTOR OVER LOAD1119 A24 LUB PRESSURE CHECK ABNORMITY1120 A25 LUB MOTOR OVER LOAD2121 1121 A26 LUB LEVEL ABNORMITY1122 A27 SP ROTATE ERROR1123 A30 TOOL EXCHANGE CONDITION ABNORMITY1124 A31 COIL ABNORMITY1125 A32 BRIDGE ABNORMITY2126 1126 A33 LIMIT SWITCH RELEASE1127 A34 SP COOL UNITABNORMIt1128 A35 APC IN AXIS SIDE UP/DOWN ABNORMITY1129 A36 APC UP ERROR1130 A37 SP ORI ERROR1131 A40 ARM LEFT MOVE A 90 SIDE ABNORMITY1132 A41 ARM RIGHT MOVE A 90 SIDE ABNORMITY1133 A42 ARM LEFT MOVE B MAG SIDE ABNORMITY1134 A43 ARM RIGHT MOVE B MAG SIDE ABNORMITY1135 A44 ARM LEFT MOVE C SP SIDE ABNORMITY1136 A45 ARM RIGHT MOVE C SP SIDE ABNORMITY1137 A46 ATC DOOR OPEN ABNORMITY1138 A47 ATC DOOR CLOSE ABNORMITY1139 A50 ARM OUTABNORMITY1140 A51 ARM IN ABNORMITY1141 A52 ARM ROTA TE A ABNORMITY1141 A52 ARM ROTA TE A ABNORMITY1142 A53 ARM ROTA TE B ABNORMITY1143 A54 SP UNCLAMP ABNORMITY1144 A55 SP CLAMP ABNORMITY1145 A56 POT TOOL EXIST1146 A57 SPINDLE ROTATE NOT CLAMP1147 A60 ATC ADJUST MODE报警详细说明:1100 A00 T C0DE EXECUTE CONDITION ABNORMITY(T代码执行异常)产生报警的可能原因:1、主轴上刀号为0。
MAKINO 牧野 CNC V22
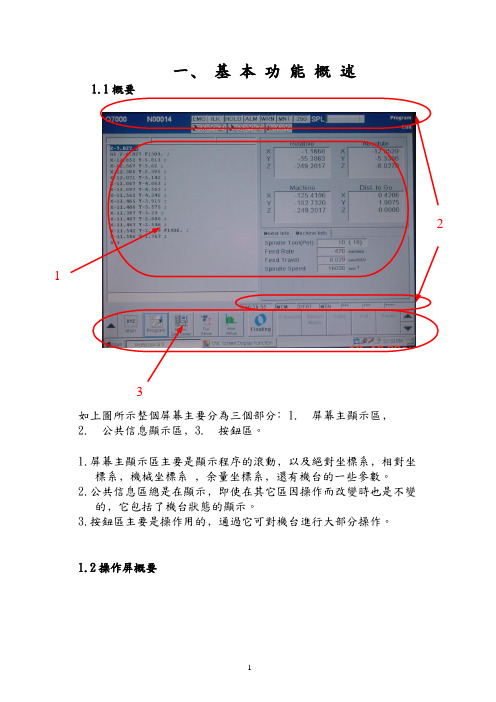
一﹑基本功能概述1.1概要2 13如上圖所示整個屏幕主要分為三個部分﹕1. 屏幕主顯示區﹐2. 公共信息顯示區﹐3. 按鈕區。
1.屏幕主顯示區主要是顯示程序的滾動﹐以及絕對坐標系﹐相對坐標系﹐機械坐標系﹐余量坐標系﹐還有機台的一些參數。
2.公共信息區總是在顯示﹐即使在其它區因操作而改變時也是不變的﹐它包括了機台狀態的顯示。
3.按鈕區主要是操作用的﹐通過它可對機台進行大部分操作。
1.2操作屏概要屏幕按鈕功能概述主屏幕﹕廣泛顯示機台信息﹐包括坐標系﹐模式信息﹐主軸轉速和進給率。
程序屏幕﹕程序的產生﹐編輯﹐和執行。
MAKINO數據中心﹕NC程序和各種機器數據﹐DNC進程和M198子程序的調用以及與WINDOWS PC 的連接。
刀具補正﹕設定用與NC程序的刀具長度H和刀具直徑D的補正值坐標補正﹕設定每個工件坐標系的補正值及外部工件的補正值刀具數據﹕顯示操作刀具的PTNS,ITNS,刀具壽命和其它刀具數據﹐以及主軸的換刀信息刀具監測﹕顯示主軸刀具狀況﹐打開自動刀具監測功能顯示數據及監測報警功能﹕打開NC功能﹐冷卻液﹐氣閥和其它功能并顯示狀況產品計數﹕產品計數和檢查以及和操作狀態相關的其它信息設置﹕顯示和設定能被用戶改變的NC參數和機器參數報警﹕報警產生時檢查警報的來歷﹐詳情和其它狀況。
機台狀況﹕檢查緊急停止﹐程序執行停止和其它反常的機器狀況﹐檢查主軸和其它機器信息以及自動潤滑和自動測量裝置輸入/輸出﹕顯示輸入和輸出信號維護﹕機器由于故障停止時恢復操作﹐執行調整工作變量﹕顯示變量(#1-#33),顯示和設定公共變量(#100-#500)加工結果﹕顯示加工開始和結束日期﹐程序數量﹐主軸運轉的總時間和其它結果數據正規維護﹕機器維護項目及記錄維護的完成參數﹕顯示和設定機器參數﹐檢查與儲存原始參數的區別幫助﹕顯示M的指令清單和信息1.3 信息標題觀察﹕信息標題框位于整個屏幕的頂部﹐它顯示所選程序﹐機台狀況和其它數據。
牧野主轴的操作和维护
出図しないページ変更履歴表このページは、ファイリングのために使用する。
変更した場合は、以下の変更履歴表に記入すること。
変更シンボルは、本文中には記載しないこと。
版数 日付 変更内容 実施号機 通知No 担当 =1 2009.10.02 日本語の版数更新に伴い変更。
P10(#9)~J7M-0 北島H:主轴的操作和维护◆ HSK-A63、HSK-A100规格主轴特性 (3)操作注意事项 (4)1.开始操作注意事项 (4)2.主轴运转注意事项 (4)3.冷却液管路注意事项 (5)操作 (6)1.刀具的夹紧和松开 (6)2.转速设定 (6)3.起动和停止主轴 (6)4.主轴的定向 (6)5.定向调整 (7)主轴的检查 (9)1.清洁主轴锥面 (9)2.润滑油的检查 (9)3.检查O型圈(贯穿主轴冷却液规格) (9)4.筒夹和套筒的润滑保养 (10)主轴的调整和维护 (11)1.LS、SOL的功能・・・・・・・・・・・・・・・・・・・11 2.LS、SOL的配置・・・・・・・・・・・・・・・・・・・12 3.刀具夹紧结构 (13)4.LS的调整 (15)4.1.LS00的调整 (15)4.2.LS01的调整 (15)4.3.LS601和LS602概述 (16)4.4.LS601的调整 (17)4.5.LS602的调整 (18)5.更换O型圈(贯穿主轴冷却液规格) (19)疑难解答 (21)1.主轴旋转时按下了紧急停止按钮 (21)2.主轴不能起动和停止 (22)3.主轴的转速、起动和停止的时间不正常 (22)4.定向故障 (23)5.刀具无法从主轴上松开 (23)6.无法安装刀具 (24)7.主轴旋转时有不正常的声音 (24)8.主轴漏油 (25)9.冷却油减少 (25)主轴特性主轴头有以下特性。
● 采用内置式马达直接驱动主轴是将主轴和转子一体化的,低噪音、高响应主轴。
● 套管冷却方式由主轴温度控制器进行温度管理的冷却油从主轴前部进入,从外围冷却轴承外圈与定子。